Лидеры




Популярный контент
Показан контент с высокой репутацией 20.02.2015 во всех областях
-
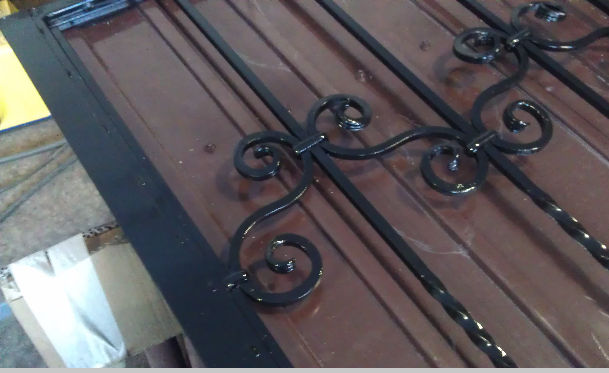
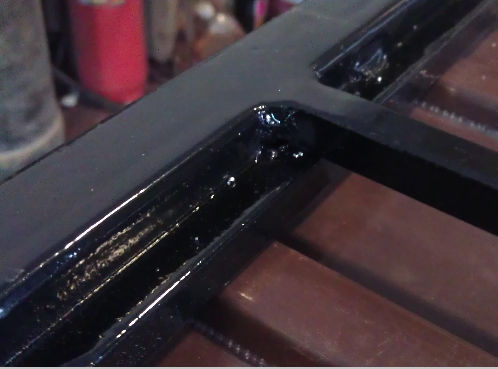
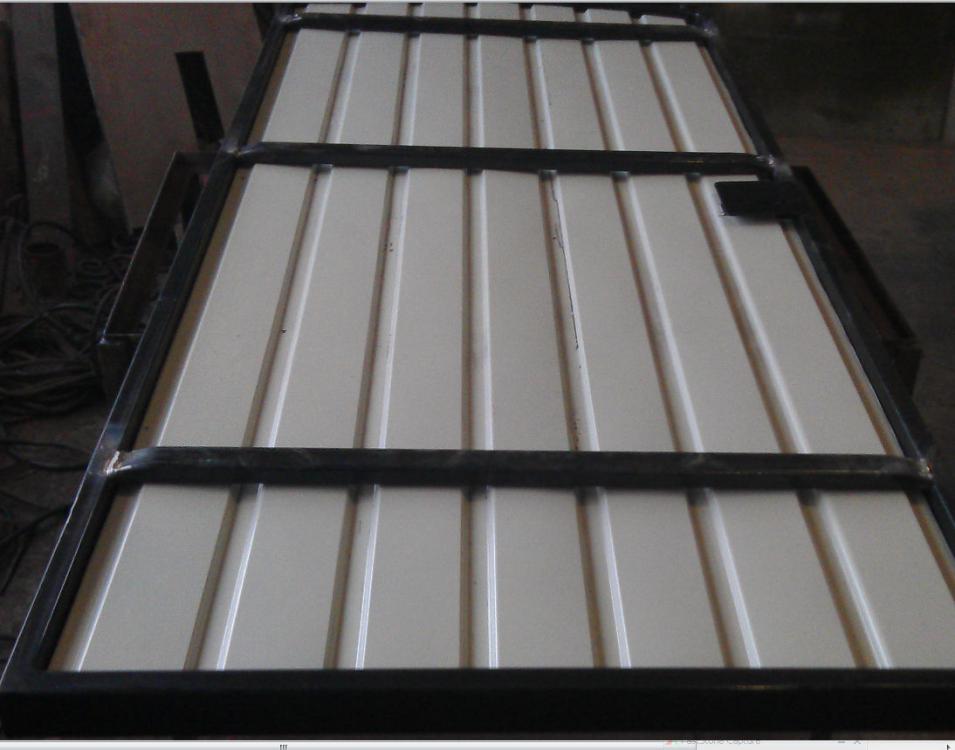
Неделю назад подогнали прицеп для апгрейда доведения до хотелок владельца. ТЗ: борта поднять, обшить сеткой, похожей на ту, чем дно выстлано. В прицепе окромя квадрика планируется перевозить шмурдяк - от надувной лодки до спальника, надо, чтоб это не вывалилось в процессе поездки. Сделать дуги под тент сверху. Сделать замки правого откидного борта и заднего откидного борта, чтоб не открывались на пересечёнке. Сильно не утяжелять при этом. В итоге: каркас 20х20х1,2, сетка 2500х1000х2 (чешуя). Каркас для откидного борта. "Токарка для бедных": муфты М10 просверлены сверлом Ф11 Центральный шарнир чисто для устранения гуляния по длинной стороне (муфта М10 пополам и гайка М10)
 9 баллов
9 баллов -
РАДС 270А
7 баллов
-
А позвольте спросить, почему у вас на странице вконтакте фотография топливного бака сваренного мной????6 баллов
-
Решил запостить тему, а то всё как-то не решался. Сегодня никаких фото не будет, а будет видево, но позже, так как фотом не передашь, то что я вложил в свою любимицу. Сваркой занимаюсь давно, года эдак с 86-ого, ещё слесарем работал на заводе. А сварка была допзаработком. Работали с отцом в обычном капгараже - желгаражи, желворота на капгаражи, потом пошли двери и решётки, изготовляли всякие метконструкции, ну и ремонтировали всякое садоводческое железо. В 2001 отца не стало, мачеха прибрала гараж, (благо хоть инструмент отдала), и ушёл я на выездные работы. Сначала катался на семёрке, подобрал бригаду - племянник и зять. Поменял инструмент, ну и задумался о машинке. В итоге понравилась Корейская Бонго 3 - полный привод, дублькаб, дизель, грузоподъёмность 800-1000 кг (по разным источникам). И была она куплена в 2008 году, и с тех пор всё унифицируется. На сегодняшний день, вроде укомплектована по полной, для моих задач. Так как сварщик я со строительным уклоном, то и инструмент соответствующий. Некоторые сварщики будут в ступоре, типа "Зачем это нужно?", а оно надо.... На сегодня всё, палец устал...5 баллов
-
@schkaliki, собственно, у меня по той же концепции и сделан, только 6 цилиндров. Да, бутылки можно хранить в цилиндрах http://cs624721.vk.me/v624721704/9dc6/L0sPV1TCp2g.jpg http://cs624721.vk.me/v624721837/a4d9/y7bT1i16eqQ.jpg5 баллов
-
Будем монтировать вот этот кузов На вот это шасси Начал с надрамника, который стоит между шасси и кузовом. Он с машины "перевертыша", еще и самопал в грубой форме. Порезал на части, что еще пригодится - в сторонку Почти все разделял по швам кислородом. Кое что почистил и усилил там где погнило и полопалось. Примерка на кузов. На самом кузове тоже кроилова хватает, без работы не останусь. По мере продвижения буду выкладывать еще фото, а пока на закуску- три обломанных болта м22 на бульдозере. Один вообще под корень. Делаем вот такую штуковину из гайки Вставляем, привариваем и выкручиваем
5 баллов
-
Механики команды «Ferrari» обсуждают предстоящую гонку. Гран-при Монца, Италия. http://s00.yaplakal.com/pics/pics_preview/2/2/5/4881522.jpg4 балла
-
Не могу с этим не согласиться. На фото, впрочем, он не такой большой кажется. Второй кот для сравнения
3 балла
-
Пополнение.Вторая неделя пошла.
3 балла
-
Вот потому я фотографии и начал подписывать. А то бывает клиент приходит и начинает утверждать, что фотографии которые крутятся на нашей рекламной плазме это не мои работы, а скачанные с инета, так как они у кого-то на сайте выложены . А бак вот он. http://www.chipmaker.ru/index.php?app=core&module=attach§ion=attach&attach_rel_module=post&attach_id=15216513 балла
-
@Nos, Если уж возьметесь варить бак, то не делайте его полностью закрытым. Сделайте чтобы с верху была съемная крышка , бак будет нуждаться в очистке отложений и поддув тогда можно организовать. И еще вода будет греться от дымохода, таким образом вам понадобится тогда еще и титановая труба в размер дымохода и желательно с 3мм стенкой. Из другого материала вам не привариться будет к баку. У меня сделана такая же система но из нерж, и труба- дымоход которая внутри бака из 3мм нерж, вода вокруг нее закипает почти сразу.3 балла
-
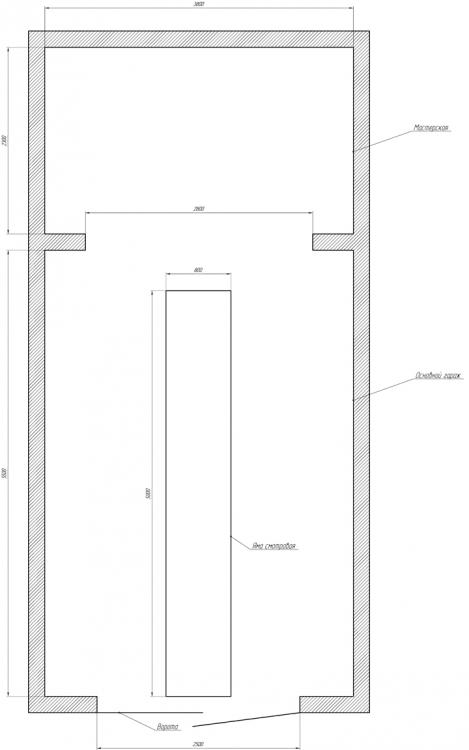
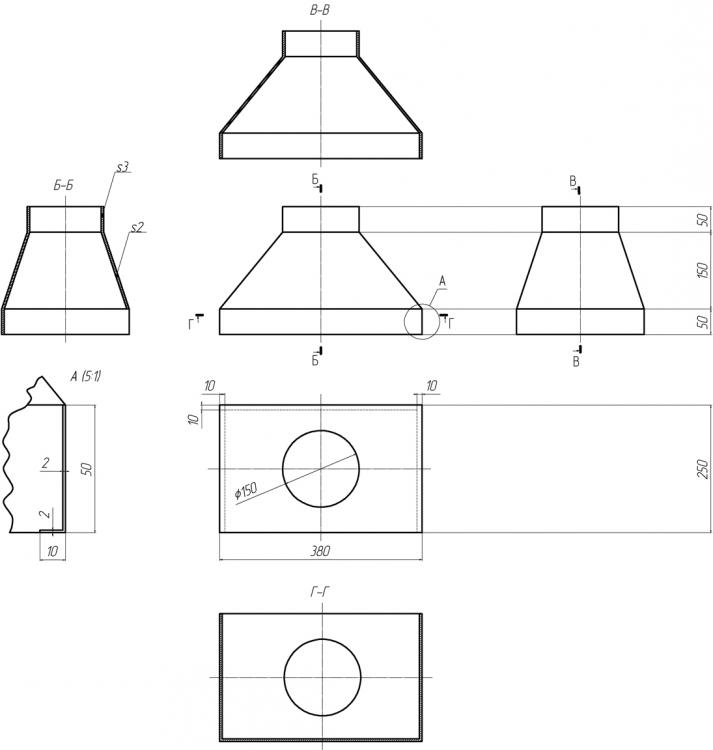
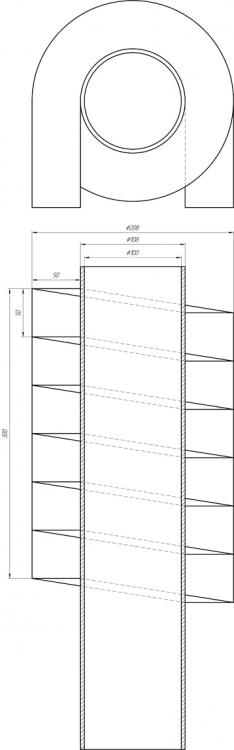
Всем доброго времени суток! Сегодня у нас будет не столько обзор моей мастерской, сколько её история и планы... а много писать я люблю. Так что, если кому "многабукав" не нравится, листайте картинки и фотки и комментируйте их (: Предыстория. (Можно пропустить) Учился я некогда в колледже (читай техникум) на автомеханика, после чего где и кем я только не работал - от продавца-консультанта компьютерной электроники до менеджера на электронных торговых площадках. Но везде не долго, связано это было, скорее всего, с неинтересностью мне этим всем заниматься, а соответсвенно отсутствия роста в данных сферах и непрофессианализм. Так же пробовал работать по специальности, но так официального трудоустройсва не было, зарплата так же отсутсвовала И вот около года скитания окончились моим решением пройти курсы обучения на сварщика. Электрогазо сварщика, если быть точнее, по окончанию которых мне присвоили 3й разряд (Жадины!) Далее 1,5 года работы в одной ЗАО, довольно известной и авторитетной конторе, которая совершенно не заботится о своих рабочих - низкий уровень ЗП, огромная переработка, расценки по тоннажу, при том с 90х годов ещё остались.. как-то так. В общем бегут оттуда все, кому есть куда бежать. Получилась из конторы этой некоторая школа - люди приходят после обучения, набираются опыта на РДС и ПА, и бегут куда глаза глядят. Так же получилось и у меня, но это несколько позже. Попутно, работая на вышеупомянутого рабовладельца, думалось мне, как бы зарабатывать начать, да так, чтоб уйти восвояси из этой конторы (Аналогов в городе практически нет и те все забиты). Появилось у меня несколько идей для "своего дела", начал развивать мысль, узнавать что по чём и куда. А идея у меня возникла отнюдь не по сварке, и для этой идеи мне нужен был кусок земли в лесу в аренду, для чего, как оказалось, нужно зарегистрировать юр.лицо или ИП. Так я стал Генеральным директором ООО "Стоящий у солнца" Но идея несколько осложнилась вливанием денег в фирму - а их надо было (и до сих пор надо) не малое количество. Так ООО ушло на второй план, а деньги я решил заработать на вахтах. Устроился в ООО "шараш-монтаж"... ну или почти так. В общем в одну конторку, которая тупо нанимает людей у нас в городе, отправляет на объект и там эти люди работают под суб-суб-суб подрядчиком. В этой же конторе показали что такое аргон. И вот я аргонщик и еду на атомку в Нововоронеж, аттестовываюсь на объекте на трубы, получаю 2ю категорию допуска, в конторе присваивают мне 4й разряд, варю там систему экстренного охлаждения реактора и за вахту в 32 дня получаю 30.000 рублей В межвахтовый отпуск так получилось, что взял заказ на алюминий, попробовал - получилось. Ах да, отец у меня некогда был аргонщиком на заводе и потому, был у него куплен инвертор AC/DC под аргон, на котором я и заколымил свои первые копейки. Знакомые, узнав что варю алюминий, подкинули нормальный заказ и за 2 дня я 10к заработал. Почуяв вкус денег уволился с шараш-монтаж. Основание. (Тут картинки будут, если что...) Поняв, что могу зарабатывать на много больше, работая на себя, собственно стал работать на себя. Перевёз оборудование в гараж (опять-таки отцовский), прибрался там, докупил кое-чего и вот у меня есть сварочный пост. Из оборудования имею: Сварочный инвертор MASTER TIG AC/DC 200P;одну из самых дешёвых маленьких болгарок на 115мм;один из самых дешёвых дрель-шуруповёрт;Резак пропановыйИ всё... Теперь подробнее о процессе поиска клиентов: Сварганил я значит группу во ВКонтакте, сайтик фирмы (со временем на другой домен переедем, т.к. настоящий домен был ориентирован под первую идею и никак не вяжется логично с тем, чем я занимаюсь сейчас), расклеил объявления где было можно (таким образом, чтоб не портить внешний вид города). Начал распространять информацию, что вот он я и вот что я могу и умею, айда ко мне ремонтироваться или изобретаться... В общем давал понять людям, что я существую. По тихому от клиентов пошли звонки и заказы, в основном на ремонт, бывало и так, что на выезд. Пошли они, но мало - для выживания хватает, а вот ещё же и жить хочется! Настоящее время. Поскольку свободного времени много, а денег мало, стал я в городе искать работу сварщика, чтоб хоть как-то жить можно было. Рассматривалось всего 2 варианта - где платили и был удобный график, но маста все были заняты. Тем не менее через какое-то время попал я туда, куда и хотел, где сейчас и тружусь 3 через 3 по 12 часов, всё остальное время я директор И в принципе этих 3х выходных хватает, чтоб сварить то, что люди тащат, а тащат они обычно КПП, Блоки цилиндров и пр, что из алюминиевых сплавов и волшебным образом ломается. Большим плюсом является наличие юр.лица, так как есть возможность брать заказы от других юр.лиц, при том зарабатывать действительно хорошо - в штате никого кроме меня нет, делиться не надо. (: Так мне привезла алюминий одна фирма и пропросила сделать что-то типа то ли воронки, то ли вытяжки. С понедельника начну. Мой помощник при работе на выезд - тащит баллон аргона в 40л. инвертор и остальное мелкое оборудование. Планы. В ближайшем будущем хотелось бы прикупить: Полуавтомат Циклон- ВУДИ-201;Нождак;Огнетушитель;Так же хотелось бы купить гараж на более выгодном месте, более просторный, да и вообще во всём лучше, чем нынешний. Уже в новом гараже хотелось бы: Печь, кушающая уголь;Котёл с системой радиаторов и циркуляционным насосом;Так же есть идеи по вентиляции. Во-первых надо повесить вытяжку: А во-вторых, придумалось мне следующее - помимо вытяжного канала, сделать вводный, который будет оснащён аналогичным по производительности вентилятором, что и вытяжка, а так же спиралью проходить по трубе дымохода, тем самым нагреваясь. Таким образом мы компенсируем вход-выход воздуха, предотвратив подсасывание воздуха из щелей хотя бы частично, попутно подогревая входящий объем воздуха. Остальные фантазии пока не имеют смысла - покупка гаража дело не дешёвое и по тому не быстрое... Продолжу позже некий отчёт о купленном или сделанном. Теперь всем пока и я пошёл готовиться к трудовой неделе... или правильнее вахте. В целых 3 дня
2 балла
-
Ооо, интересненько Скандалы, интриги, расследования! p.s. видимо, просто тестировали, взяли первые попавшиеся картинки.2 балла
-
@bader,@круазик, @svarnoi69, Вам на заметку- оригинальное решение!!! Там и местечко под спиртное есть...
2 балла
-
@круазик,Ну и о рыбалке...
2 балла
-
у меня тоже рыжий котяра) вымогатель ещё тот))))
2 балла
-
Были темы: http://websvarka.ru/talk/index.php?showtopic=4129 http://websvarka.ru/talk/index.php?showtopic=3951 но логотипа нет. Наглый может и обрезать, а совестливому проще найти источник и провообладателя. Чет мы тему @59ax2 за...пачкиваем.1 балл
-
Не блоги и файлы в этом виноваты, блогов тоже не шибко много. Просто активность снизилась, может почти обо всём переговорили, все всё показали или просто некогда рассказывать/показывать, пустой болтовни меньше стало, вот и кажется, что блоги и файлы одеяло на себя перетянули. https://www.youtube.com/watch?v=ZlxJ0jtSF1Y1 балл
-
http://risovach.ru/upload/2013/12/mem/poker-fejs_38905219_orig_.jpg1 балл
-
Снова с телефона сижу, описать не получится. Но ты пока группу наполняй, раскручивай - первое время из неё 90% заказов.По фотографии. По началу, как правило, фотографии для портфолио отсутствуют. Я принципиально заливал только свои работы, но может быть и так, что их просто нет. Возможно выход в добавлении чужих работ, но с пометкой, что это образец и работа принадлежит другому человеку. В данном случае - как решит правообладатель. Га мой взгляд неплохой вариант оставление фотографии с ссылкой на сайт/группу автора для повышения аудитории.1 балл
-
Да, так и есть. Если что не так, я удалю.1 балл
-
Вот обещанное нами видео. Так как видео довольно тяжелое, то мы выложили его в YouTube. Задавайте вопросы если, что. http://youtu.be/BKY3keUer7A По нашему мнению маска никак не хуже спидгласовской с подъемным забралом . Цены на маски можно посмотреть на нашем сайте и здесь в начале темы.1 балл
-
Вам для таких работ нужно максимум 300А, так как работать вы будете проволокой 1 - 1,2мм. Желательно но не обязательно водяное охлаждение горелки. Вот пример - http://www.kuvalda.ru/catalog/1953/30626/ http://www.tiberis.ru/collections/esab-svarochnye-poluavtomaty/products/esab-origo-mig-c340-pro http://www.tiberis.ru/collections/esab-svarochnye-poluavtomaty/products/esab-origo-mig-320 http://www.tiberis.ru/collections/esab-svarochnye-poluavtomaty/products/esab-origo-mig-l405 http://www.tiberis.ru/collections/esab-svarochnye-poluavtomaty/products/esab-origo-mig-410-5101 балл
-
"Революция о которой так долго говорили большевики- свершилась товарищи!" А конкретно нам в мастерскую поставили второй тельфер. Вцелом такой же как и старый, только новый. Ну есть некоторые навороты как то: эргономичный радиопульт с джойстиком, зависимость скорости передвижения от груза, ну и вцелом более прогрессивная конструкция. А ещё он умеет отсылать сообщения о своём режиме работы фирме установщику (имейл или смс там, я не знаю)1 балл
-
@shestuhin, спасибо! Тем временем, обжившись в гараже, помогаю другу облагородить раму мотоцикла Урал (который по пяьни я себе на ногу уронил, благо обошлось без перелома ) Не нравятся мне грубость исполнения, хочется все разровнять Это п/а, как раз Аврору погонял, потестил - "нраааица", промежуточных фото нет, это уже зачищено. http://cs622220.vk.me/v622220631/1d2d5/EYc3zn9yC3A.jpg http://cs624423.vk.me/v624423196/24288/7OXsGrsraB4.jpg А это РАДС. http://cs624423.vk.me/v624423196/24276/qc1nE-6RW3k.jpg http://cs624423.vk.me/v624423196/2426d/ylp-K_maHGo.jpg http://cs624423.vk.me/v624423196/24264/py1Eu_hWBCE.jpg Пардоньте за бардак, после субботнего гараж-пати-хард не было времени на уборку))1 балл
-
Не серийных, это значит вот таких: http://www.youtube.com/watch?v=MjVC8s6AC4M1 балл
-
http://youtu.be/SaQea7i2VoU http://youtu.be/FOYczH-yiWI1 балл
-
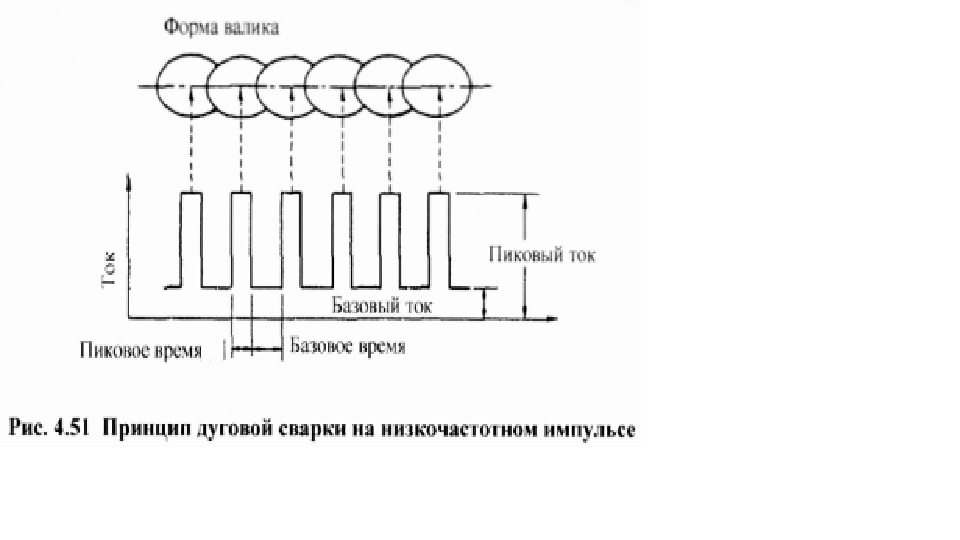
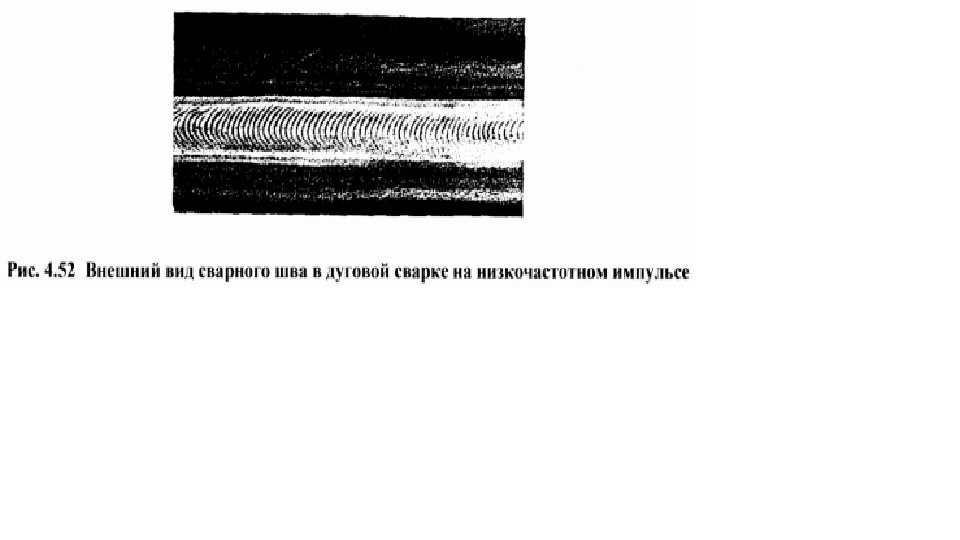
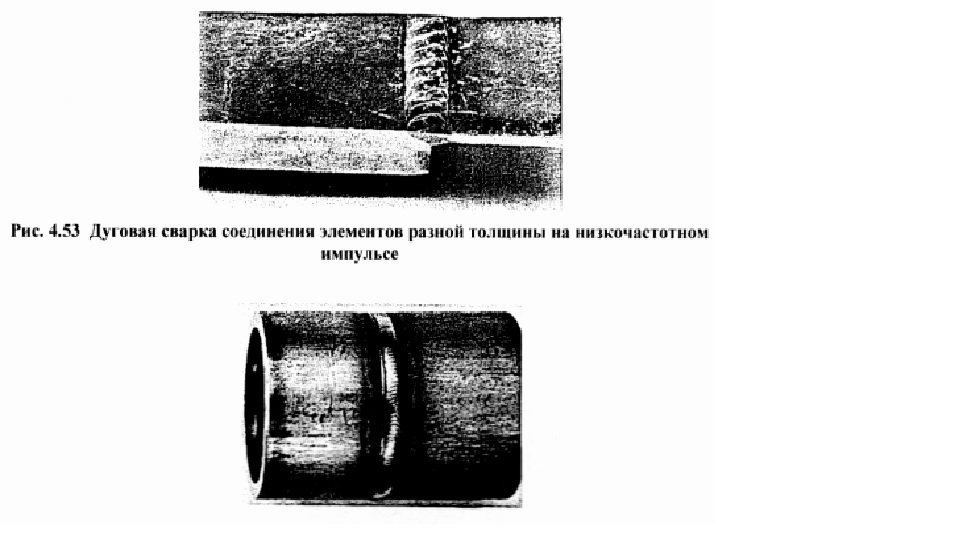
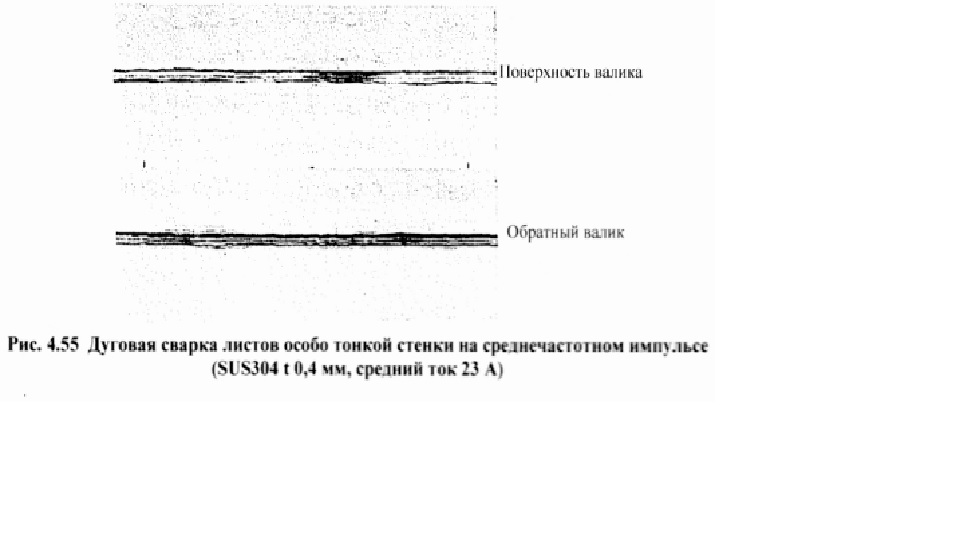
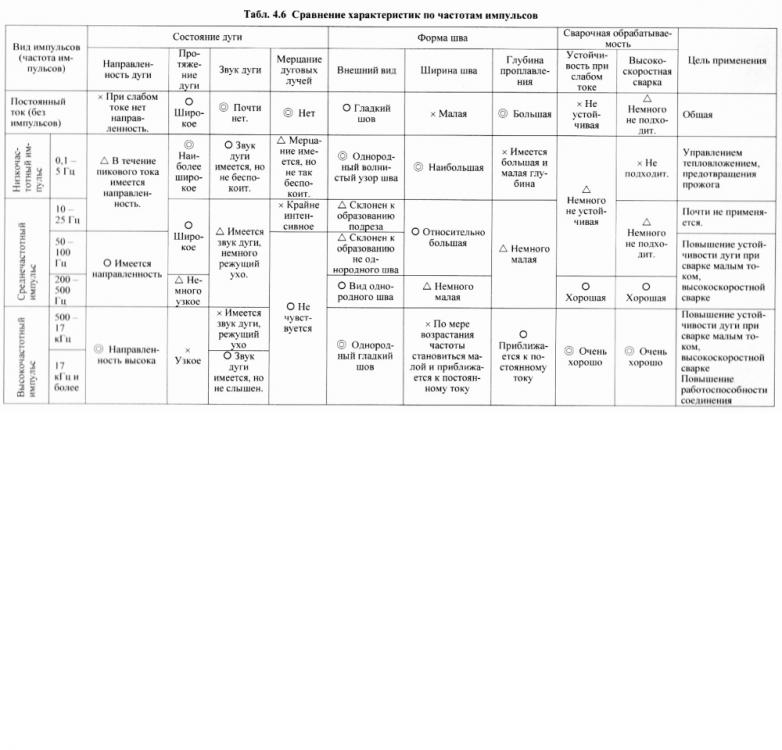
4-7 ИМПУЛЬСНО-ДУГОВАЯ СВАРКА 4-7-1 Дуговая сварка на низкочастотном импульсе Под дуговой сваркой на низкочастотном импульсе подразумевается сварка с управлением тепловложепия к основному металлу за счет периодического изменения сварочного тока частотой не больше чем несколько герц для того, чтобы предотвратить прожог, который может случиться при наложении первого слоя шва, провисание валика в вертикальной и поперечной сварке. В период пикового тока подвергают основной металл расплавлению, в период базового тока дают расплавленному металлу затвердеть и дальше повторяют эти действия периодически. Следовательно, в крайнем случае сварку ведут, накладывая швы точечной дуговой сваркой, как представлено на рис. 4.51. Поскольку длительность формирования ванны расплавленного металла соответствует пиковому времени, а длительность затвердевания - базовому времени, естественно, импульсному периоду имеются пределы, которые составляют 0,1 -5 Гц. На рис. 4.52 представлен пример сварного шва в дуговой сварке на низкочастотном импульсе. Образуется волнистый узор синхронно с периодом импульса и получается весьма однородный вид шва. Под действием пикового тока дуга расширяется, ширина шва возрастает, однако по мере изменения тока глубина проплавления становится или глубокой или мелкой, так что дуговая сварка на низкочастотном импульсе не подходит к высокоскоростной сварке. В случае соединения инородных материалов, например, нержавеющей стали с мягкой сталью, соединения элементов с разной толщиной стенки, теплопроводность каждого элемента отличается друг от друга, так что при сварке на постоянном токе требуется довольно высокий уровень навыков. Если к таким соединениям применяют дуговую сварку на низкочастотном импульсе, основной металл расплавляется сосредоточенно при пиковом токе и тем самым не склонен подвергаться влиянию теплопроводности. Поэтому при не очень высоком уровне навыков получается хороший результат сварки без большого труда. На рис 4.53 представлен пример результата стыкового соединения нержавеющих элементов, толщины стенки которых отличаются друг от друга. Кроме того в случае дуговой сварки на низкочастотном импульсе для управления расплавлением и затвердеванием основного металла можно устанавливать пиковый ток время и базовый ток/время отдельно, что способствует управлению обратным валиком и предотвращению провисания валика, и позволяет установку режима применительно к форме соединения, пространственному положению сварки и пр. На рис. 4.54 представлен пример шва во всестороннем пространственном положении сварки горизонтальных неповоротных труб. При этом сварка выполнена непрерывно, применительно к положению сварки переключая 6 режимов низкочастотного импульса. Можно перечислить другие особенности дуговой сварки на низкочастотном импульсе следующим образом; ü Расплавление и затвердевание основного металла повторяются, так что при большом зазоре в вершине разделки, смещении и пр. прожог не склонен происходить, что способствует исполнению сварки. ü Благодаря воздействию импульсного тока устойчивость и направленность дуги повышаются, что облегчает добавление присадочного материала. В частности, в случае сварки угловым швом можно использовать присадочный материал немного большего диаметра, что приносит больший эффект. ü Будет облегчено управление тепловложением, что приносит большой эффект в предотвращении несплавления, непровара, раковин и прочих дефектов. ü Будет расширен диапазон подходящего режима сварки, что уменьшает зависимость от навыков работников и физической усталости работника. Кроме того в. случае дуговой сварки на низкочастотном импульсе, как изложено выше в п. 4.5.3. сочетав ее с полуавтоматической горелкой для Аргонодуговой сварки, практикуется повышение обрабатываемости за счет изменения объема добавления присадочного материала в синхронизации с формой волны импульсного тока. 4-7-2 Дуговая сварка на среднечастотном импульсе Под духовой сваркой на среднечастотном импульсе подразумевается сварка, в которой за счет периодического изменения сварочного тока частотой от несколько десятков до несколько сот герц повышены направленность и сосредоточенность дуги для улучшения обрабатываемости. В связи с тем. что частота импульса велика, но сравнению с дуговой сваркой на низкочастотном импульсе не появляется ярко волнистый узор и отсутствует эффект управления тепловложением. По мере увеличения частоты импульса повышаются направленность и сосредоточенность дуги, но глубина проплавления проявляет тенденцию к уменьшению. Однако при добавлении присадочного металла ванна расплавленного металла не склонна к волнению, можно использовать присадочный металл большего диаметра по сравнению со сваркой па постоянном токе. Данный метод сварки не склонен подвергаться влиянию от сварки прихватками, даже при сильном токе увеличивает давление не так значительно, поэтому глубина ванны расплавленного металла относительно мала, что облегчает исполнение сварочных работ. Как пример дуговой сварки на среднечастотном импульсе на рис. 4.55 показан результат стыкового соединения нержавеющих листов особо тонкой стенки. Хотя толщина стенки равна 0,4 мм, получается правильный обратный валик. Кроме того, в полосе частоты импульсов 10 - 25 Гц вибрация ванны расплавленного металла и форма волны импульсного тока могут синхронизироваться друг с другом удачно и принести крайне однородный внешний вид сварного шва. Однако мерцание дуговых лучей, сопровождающее изменение тока, значительно заслоняет обзор, и к тому же ошибка в установке режима импульса, скорости сварки и пр. может привести к подрезу и пр. Поэтому данная полоса частоты импульсов применяется не так часто. 4-7-3 Дуговая сварка на высокочастотном импульсе Под дуговой сваркой па высокочастотном импульсе подразумевается сварка, в которой частота импульсов повышена еще больше с целью еще большего повышения направленности и сосредоточенности дуги и придания ванне расплавленного металла высокочастотную вибрацию. Как правило, частота импульсов составляет примерно 10-25 кГц, однако в случае частоты не более 17 кГц издается высокий режущий звук дуги. Изменение тока высокой частоты придает ванне расплавленного металла высокочастотную вибрацию, что приводит к смешиванию расплавленного металла и образованию аэрационных пузырьков и считается полезным для придания металлу мелкозернистой структуры, предотвращения образования раковин и пр. Дуга на слабом токе также значительно превосходит по сосредоточенности, даже при сварочном токе в среднем 1 А получается устойчивость дуги, что позволяет сваривать листы с особо тонкими стенками порядка 0,05 мм. Однако дуговая сварка на высокочастотном импульсе склонна подвергаться влиянию от длины сварочного кабеля, ее источник питания стоит очень дорого. Поэтому применение этого метода сварки ограничено единичными случаями. Отношение частоты импульсов с основными сварочными характеристиками приведено в табл. 4.6. В таблице границей низкочастотных импульсов и среднечастотных импульсов служит 5 Гц, а границей среднечастотных импульсов и высокочастотных импульсов служит 500 Гц. Но эти границы принимаются не так строго.
1 балл
-
1 балл
-
@Universal welder Поздравляю с Днём рождения ! Всех тебе благ и здоровья !1 балл
-
Просто варить титан кое-как (по-качеству) и за цену низкую (по- цене нержи) - непрофессионально (этика ценообразования несоблюдена))). У меня была возможность делать халтуры по низкой цене (расходник/оборудование - халявные) но я цену ставил по верхней планке (особенно по титану)), и вообще отправлял в основном к людям (а то фантазеров и любителей халявы разведется немеренно))1 балл
-
Это о чём говорит? О том, что систему отопления тёплыми полами надо сразу оборудовать смесительным узлом, а не регулировать температуру ТП температурой теплоносителя на входе/выходе котла. Тем более, если у Вас в системе есть калорифер, нуждающийся в совсем ином тепловом режиме.1 балл
-
@Рудольф Шнапс, - Наш ответ!
1 балл
-
1 балл
-
Как всегда меняли трубы и как всегда дорогу не разрешили копать , пришлось так и пропихивать трубы.
1 балл
-
продолжение-ну,почти высохло..)) секретные технологии. и на закуску http://youtu.be/12afpxKdl10
1 балл
-
читаем внимательно (сидел думал и вот вообщем коллеги сделал для гаража домкрат вернее ПРИСТАВКУ для стандартного домкрата), родом тоже я с Урала))1 балл
-
сидел думал и вот вообщем коллеги сделал для гаража домкрат вернее приставку для стандартного домкрата,лёгким движением руки домкрат снимается и в багажник ,сильно не ругайтесь, в общем фото выложил как есть в очерёдности конструирования, машину поднимал ставил по центру,ну вроде всё видно,не красил не шлифовал
1 балл
-
Вроде как тоже сварка, не гнушайтесь :-) Пока на работе занят привариванием отводов к тройникам. Такие вот будни. Начальник озадачился оросительной системой для полива полей.
1 балл
-
-А я, что, много бухаю на работе? -Нет, Андрюша, всего 360 дней в году!1 балл
-
Константин, я очень благодарен за желание помочь и общую позицию по этому вопросу. Обязательно что-нибудь придумаем, чтобы была возможность помочь материально проекту, не занимаясь при этом откровенной благотворительностью. Это что касается материальной части. Но есть еще другая помощь. Все эти люди своими темами и сообщениями или даже просто присутствием уже помогают проекту так, что не знаешь как благодарить. Только ваша тема по аргону и жалание самостоятельно ее вести, честная критика по устройству проекта и желание его совершенствовать - вот та помощь, которая нужна всегда.1 балл
-
@bader, @Сергейб3, поздравляю!1 балл
-
1 балл
-
У меня в цеху работал один сварщик после вечерних курсов. Из всех наших сварщиков 4 разряда он варил лучше всех. Остальные на дневном "учились". Выше я писал что у первокурсников практики как таковой нет. Уточнил. Раньше у дневных свращиков было 1200-1400 часов практики. Сейчас меньше вдвое, но у вечерников 160 примерно. Т.ч. старт у "дневника" будет наверное проще. Приведу пример из хирургии. Ктонечно это про энтузиастов, стремящихся стать высококлассными специалистами. Чтобы более-менее хороший шов накладывать студенты, а затем уже врачи учатся на свиных ножках. Дома. И чтобы овладеть хорошими базовыми навыками это требует года 2 ежедневных занятий. Чтобы хорошо шить лет 5-7 и то дальше есть чему учиться. Хирургам требуется быстро и качественно сшивать внутренние органы, сосуды, кожу и даже нервы! Короче свой сварочник и регулярная практика в гараже (лучше совмещенная с калымом )) ) помогут в освоении профессии. Нам так рекомендовали на курсах .1 балл
-
С прошедшими и наступающими праздниками! В новом году нами изменен дизайн и тара.
1 балл
-
@дизель,Если труба действительно из нержавеющей стали, то при правильно подобранных электродах и режимах сварки всё будет хорошо. Есть один нюанс, но это сугубо моё личное мнение, что при обработке нержавейки поверхность кромки в некоторой степени насыщается абразивом, поэтому после резки, снятия фасок "продираю" с усилием стык кордщеткой с обдувом воздухом.1 балл
-
Защитные газы и их влияние на технологические свойства дуги В качестве защитных газов при дуговой сварке плавлением ТИГ применяют инертные газы. Защитный газ выбирают с учетом способа сварки, свойств свариваемого металла, а также требований, предъявляемых к сварным швам. Инертные газы Инертными называют газы, не способные к химическим реакциям и практически не растворимые в металлах. Поэтому их целесообразно применять при сварке химически активных металлов и сплавов на их основе (алюминий, алюминиевые и магниевые сплавы, легированные стали различных марок). При сварке ТИГ используются такие инертные газы как аргон (Ar), гелий (He) и их смеси. Аргон - наиболее часто применяемый инертный газ. Он тяжелее воздуха и не образует с ним взрывчатых смесей. Благодаря низкому потенциалу ионизации этот газ обеспечивает высокую стабильность горения дуги. Однако, в тоже время, низкий потенциал ионизации является причиной и низкого напряжения на дуге, что снижает тепловую мощность дуги. Будучи тяжелее воздуха, аргон обеспечивает хорошую газовую защиту сварочной ванны (но только в нижнем положении сварки). Однако он может накапливаться в слабопроветриваемых помещениях у пола. При этом снижается содержание кислорода в воздухе, что может вызвать кислородную недостаточность и удушье у электросварщика. В местах возможного накопления аргона необходимо контролировать содержание кислорода в воздухе приборами автоматического или ручного действия с устройством для дистанционного отбора проб воздуха. Объемная доля кислорода в воздухе должна быть не менее 19%. Аргон выпускается согласно ГОСТ 10157-79 двух сортов: высшего и первого. Высший сорт рекомендуется использовать при сварке ответственных металлоконструкций из активных и редких металлов и сплавов, цветных металлов. Аргон первого сорта применяют для сварки сталей и чистого алюминия. Гелий - бесцветный, неядовитый, негорючий и невзрывоопасный газ. Значительно легче воздуха и аргона, что понижает эффективность защиту сварочной ванны при сварке в нижнем положении, но способствует лучшей защите при сварке в потолочном положении. Гелий используется реже, чем аргон, из-за дефицитности и высокой стоимости. Однако, из-за высокого потенциала ионизации, при одном и том же значении тока дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Это способствует более глубокому проплавлению металла и значительно повышает скорость сварки. Для сварки используется гелий трех сортов: марок А, Б и В (по ТУ 51-689-75). Применяют его в основном при сварке химически чистых и активных материалов и сплавов, а также сплавов на основе алюминия и магния. Часто используются смеси аргона и гелия, причем оптимальным составом считается смесь, содержащая 35-40% аргона и 60-65% гелия. В смеси в полной мере реализуются преимущества обоих газов: аргон обеспечивает стабильность горения дуги, гелий – высокую степень проплавления. При сварке меди используется азот, так как он к ней химически нейтрален, т.е. не образует с ней никаких химических соединений и в ней не растворяется. Вспомогательные газы Азот - бесцветный газ, без запаха, не горит и не поддерживает горение. В сварочном производстве азот находит ограниченное применение. Азот не растворяется в расплавленной меди и не взаимодействует с ней, и поэтому может быть использован при сварке меди в качестве защитного газа. По отношению к большинству других металлов азот является активным газом, часто вредным, и его концентрацию в зоне плавления стремятся ограничить. Азот также применяется при плазменной резке и как компонент газовой смеси при сварке аустенитной нержавеющей стали. Водород - не имеет цвета, запаха и является горючим газом. Водород редко используют в в качестве защитного газа. Так как смеси водорода с воздухом или кислородом взрывоопасны, при работе с ним необходимо соблюдать правила пожарной безопасности и специальные правила техники безопасности. При работе с водородом необходимо следить за герметичностью всех соединений, т.к. он образовывает с воздухом взрывчатые смеси в широких пределах. Смеси защитных газов Иногда является целесообразным употребление газовых смесей. За счет добавок активных газов к инертным удается повысить устойчивость дуги, увеличить глубину проплавления, улучшить формирование шва, уменьшить разбрызгивание, повысить плотность металла шва, улучшить перенос металла в дуге, повысить производительность сварки. Существенное значение при выборе состава защитного газа имеют экономические соображения. Смесь аргона и гелия. Газовые смеси гелий-аргон применяются в основном для сварки цветных металлов: алюминий, медь, никелевых и магниевых сплавов, а также химически активных металлов. Оптимальным является соотношение 35 - 40% аргона и 60 - 65% гелия. Так в полной мере реализуются преимущества обоих газов: аргон обеспечивает стабильность дуги, гелий - высокую глубину проплавления.1 балл
-
Вот мой вариант. http://www.youtube.com/watch?v=pTv7frueuL41 балл
-
@демонстратор, Да, я себе и не только себе такие изготовил.12см высота,без отверстий.Опробовал.Мне понравилось.Угли не воспламеняются.В смысле тушить пламя из бутылки не надо.
1 балл
-
Чемоданчик от Bellazza не хуже ;тем кто опробовал понравился А мне досталась денюжка
1 балл