Лидеры




Популярный контент
Показан контент с высокой репутацией 18.02.2015 во всех областях
-
Сварка заготовок, монтаж опор вроде так называются.
 14 баллов
14 баллов -
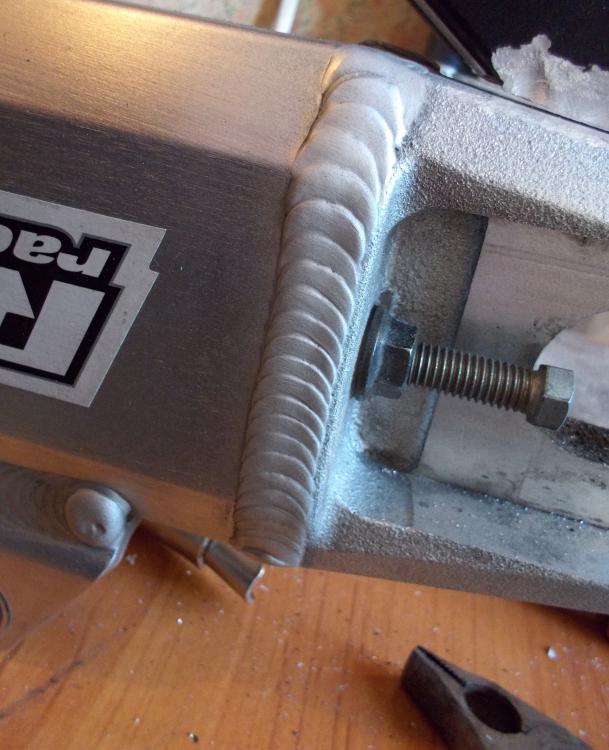
Проба пера по алюминию . Аппарат уже пару лет , но кроме как по пластине несколько раз "поварить" , ничего не пробовал . А тут на глаза попался обломанный штуцер от "Газели" , который мирно покоился в куче всякого хлама , да ещё и время свободное выдалось . Попробовал нарастить недостающий участок .
13 баллов
-
Доделывание септика, сначало за одним сварным доваривал его творение размерами от 10 до 20мм зазоры на половине заглушки трубы 1420 мм, день тока ушел чтобы заглушку сделать лист 8мм прихватили к трубе, с помощью крана подняв, очертить нечем шараж монтаж бедный маркеров нету и толку в -30 от них если даже лист прогреть нечем кроме резака, мела тоже нету, прочертилку начальство даже не слышало,пришлося лезть в трубу и резать с нутри, обрезал и получилося с зазором 3-4 мм в принципе нормально по ней можно было еще две вырезать не заморачиваяся, но у нас легких путей не ищут, отправляют на следующий день на куст и ставят на него бругаду технологов, монтажники в одном месте подогнав ставят заглушку вваривают регистр и обваривают его и технологический колодец с боку подгоняют и прихватывают там без зазоров не как не сделаешь, и уежают домой, нам с напарником монтажником пришлося помучиться с заглушками. Вот так прошли предновогодние дни и Рождественские каникулы, закончили мы его 8 января, погода была отличная -35 до -47 градусов иногда с ветерком. Забыл добавить труба намагниченая, электрод примагничевает и не плохо местами.
12 баллов
-
Как всегда меняли трубы и как всегда дорогу не разрешили копать , пришлось так и пропихивать трубы.
7 баллов
-
сперто c вебсварка
7 баллов
-
Отравили как самого молодого на другой участок, на две недели перед новым годом, шесть штук свай 325 нарастить и обратно, наивные, где две недели там и все два месяца вахты, начало моих мучений пришлося вспомнить как резаком пользоваться, года полтара в руки не брал для этого были специально обученые люди (газорезчики), аппарат варит отлично но с дизелем живут свое жизнью, регулировка тока ножная, бьешь ногой по шунту чтоб с места с двинуть рукой бесполезно отобьешь, если дизель начнёт жить своей жизнью приходится побегать не часто, но всеравно бегать регулировать.
5 баллов
-
@круазик,Ну и о рыбалке...
4 балла
-
@Sakhalin_Cat,Есть ещё методы. Если запорная арматура не держит и травит воду, которую не отогнать резаком, можно врезать в трубу сбросной штуцер малого диаметра (полдюйма-дюйм), через который будет осуществляться удаление мешающей сварке стыка воды. Существует два варианта такой врезки. Сначала прожигаем резаком, или электродом, отверстие, а затем ввариваем штуцер на повышенном токе. Или сначала привариваем штуцер, а затем-просверливаем сверлом, коронкой, отверстие. На резьбу штуцера можно навернуть кран, либо резьбовую заглушку.4 балла
-
сидел думал и вот вообщем коллеги сделал для гаража домкрат вернее приставку для стандартного домкрата,лёгким движением руки домкрат снимается и в багажник ,сильно не ругайтесь, в общем фото выложил как есть в очерёдности конструирования, машину поднимал ставил по центру,ну вроде всё видно,не красил не шлифовал
4 балла
-
3 балла
-
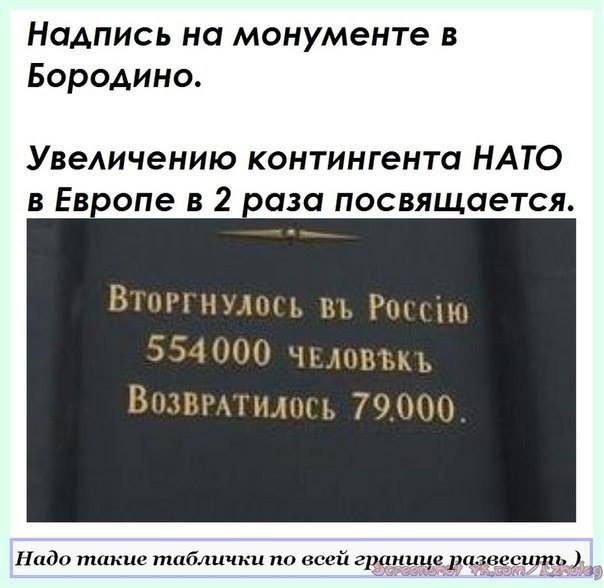
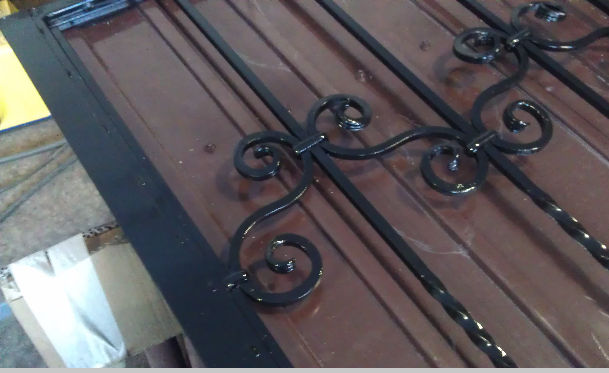
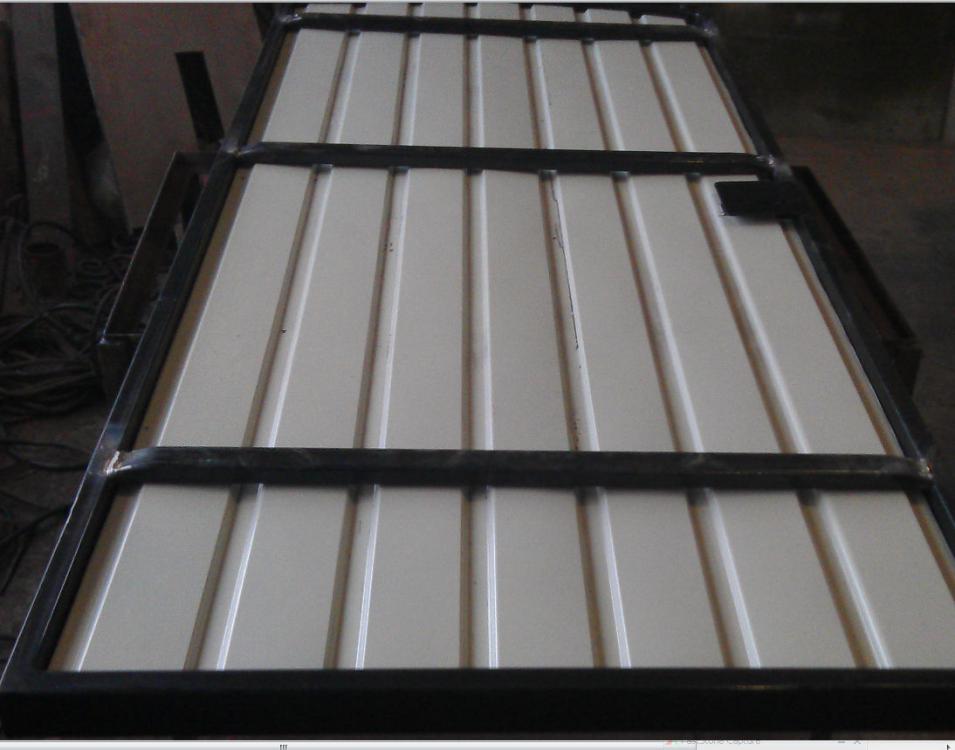
Установка новых шарниров.Старые крепления срезаны,наварен квадратный прокат 20х20,электроды УОНИИ 13-55(Эсаб).Приваривание скоб новых шарниров,выставление ворот и сверловка.Лестница не моя
3 балла
-
Классная идея.
3 балла
-
Очередной глушитель, на сей раз от Вольво. Клиент попросил развернуть выхлоп на 180 градусов. С помощью двух поворотов и куска трубы желание клиента было выполнено. Для облегчения общей конструкции немного поработал на токарном. ММА, электроды МР-3 (3мм. Арсенал), 2мм (ЛЭ3) Вот такие будни в воскресенье.
3 балла
-
Да,рыбалка она такая.На жор торопился
2 балла
-
Ждем вашего результата диагностики и возможно ремонта. Удачи!2 балла
-
Если давления нет, то берете резак и греете стык до красна, и сразу варите по красному постепенно перемещая зону нагрева и соответственно зону сварки. паровая рубашка отожмет воду от разделки и шовчик получится загляденье.2 балла
-
Если приспособа облегчает в чем-то жизнь, то почему бы не сделать её? Аргонщику, специализирующемуся на сварке литых дисков, картеров и блоков цилиндра конечно такая присособа не упёрлась, а тому кто собирает металлоконструкции типа столиков, стеллажей и скамеек вполне поможет сэкономить время и силы. При отрезании деталей равной длины можно сделать направляющую с упором чтобы без разметки фасонного металлопроката отрезать заготовки равной длины. Опять же при отрезании под 45 градусов можно не размечать всю линию реза, а только отметить точку с которой начинаешь рез. При нарезке металла для секций забора это может сократить время на рез в разы. Даже просто закрепив станок на определенном расстоянии до стены. Упёр профиль в стену, отрезал, подвинул, отрезал. Даже разметку можно не делать. Тут вариантов в зависимости от необходимой точности море. Может лучше обсуждать не целесообразность, приняв во внимание, что человеку вещь потребовалась, а сосредоточиться на безопасности и технологичности конструкции?2 балла
-
У них рабочее 100-150 и соответственно поверочное 150-225 кгсм. Очень у вас самоуверенные заявления. То-же касается остальных циферок которые вы приводите, они написаны "от фонаря". На любом баллоне выбито рабочее и поверочное давление, нет такого понятия баллон для дайвинга или баллон для скорой помощи, есть понятие баллон\сосуд высокого давления, у которого есть паспорт и определенные характеристики которые набиты на самом баллоне. Циферки же которые привели вы, высосаны из пальца, что не правильно в корне. То есть по вашему мы можем взять баллон из под хлора, хладона или метана и тупо через переходник качнуть туда кислороду или водороду? Не пишите ересь, если не шарите в ТБ и правилах обращения с сосудами высокого давления. Ведь кто-то такой же нешарящий как вы может повторить написанное вами на практике.2 балла
-
http://youtu.be/TJ-Eh-l5Bk42 балла
-
Сегодня доделал газовый горн,испытания прошли успешно согнул на горячую в улитки трубу 20х20 и 15х15. Домой не пойду поехал за газом.
2 балла
-
Самодельный пиролизный котел на дровах, для отопления помещения размерами 350 м2., высота 10 м. Соседи по боксам строят (примерные размеры котла 1000Х1500Х2500), лист 8 - 12 мм., ребята всю заготовку нарезали болгаркой, варили полуавтоматом. Я им только отверстия на теплообменнике и под трубу плазморезом вырезал. Под конец недели торжественный запуск.
2 балла
-
продолжение-ну,почти высохло..)) секретные технологии. и на закуску http://youtu.be/12afpxKdl10
2 балла
-
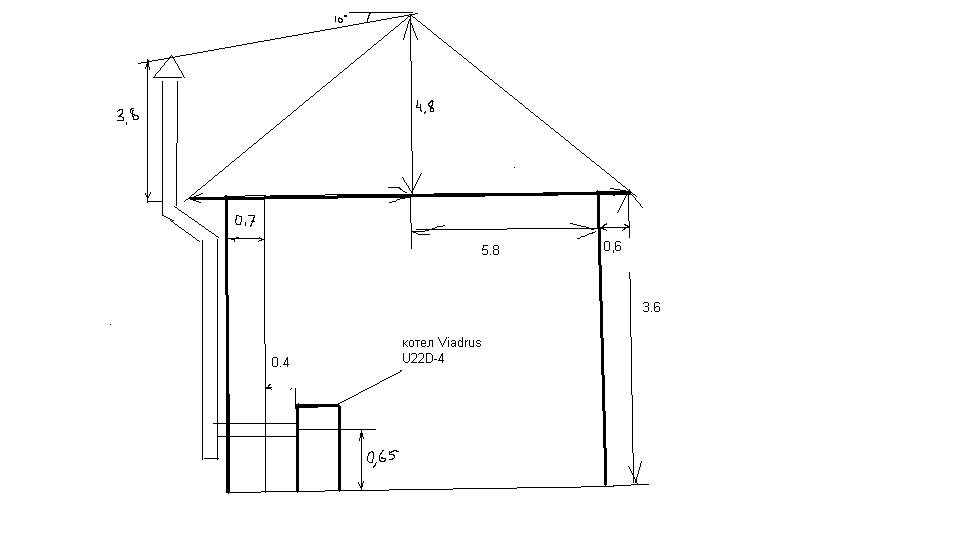
В свете известных событий в нашей местности и возможности остаться без газа ,был внедрен ТТ котел Viadrus в уже установленную систему с 2х контурным котлом Sims.Система получилась закрыто-открытого типа,т.е. при наличии газа топим газом в системе под давлением и при отсутствии газа переходим на открытую систему с расширительным баком и искусственной циркуляцией.Циркуляционный насос имеет поддержку в случае обестачивания на 4-5 часов от батареи 80 Ач через инвертор 400вт. Труба дымохода из нержавейки 1мм утепленная.Пришлось лепить целую конструкцию снаружи дома,чтобы закрепить ее жестко.Теперь ломаю голову,как выйти на 10 градусов ниже конька при моей "прибалтийской "крыше и при этом не навернутся с этим куском трубы вниз.
2 балла
-
работал в сауне,стойки под душевную кабинку .Варил стоя на краю бассейна,единственный раз когда хотел упасть-прямо туда с подогревом и гидромассажем.Периодически заглядывали работницы бани(не банщицы,другие)и хихикая спрашивали не нужна ли помощь.
2 балла
-
Попытки усовершенствовать рабочий процесс,равно как и облегчить условия труда,заставляют серое вещество искать пути к воплощению этих идей.И создаются всякие прибамбасы-одни удачные,другие -нет,но даже если результат не тот,что ожидал,это тоже "мясо".Иной раз неудачный эксперимент даёт совершенно новые идеи.Все мои приблуды делались под себя и под цеховые условия,но непохо себя зарекомендовали и на диких просторах.Время от времени буду пополнять тему экспонатами,потому что в силу обстоятельств что то пылится в углу,что то уже забыто,да и со временем начинаешь обходиться малым.А когда только начинал осваиваться в новой профессии,то идеи так и пёрли-сказывалось и отсутствие опыта,и смутное представление процесса,и неправильная установка работяг старой закалки (хотя и у них опыта набрался).Может кто то для себя найдёт что то интересное или же,наоборот, подкинет идею.Так что,господа-сварщики и иже с ними,не стесняемся.Всем спасибо за внимание. Никакой системы в порядке файлов не предусматривается.Кинул,в двух словах-что о чём и для чего,если будут вопросы-ответ. Это мой "четвероногий" друг.Стол.Ног гораздо больше на самом деле,но это не важно.Весь процесс крутится вокруг него.Устойчив,зафиксирован и выставлен в "0"(рабочая часть).Зафиксировав трубу таким образом,можно уверенно обрабатывать трубу большой болгаркой -и торцевать,и снимать фаску,не боясь получить по конечностям.Хотя,таким макаром болгаркой не работают,но другой альтернативы нет . Это уже другая вещь."Создавалась" под воротниковые фланцы (потом изображу в действии),но потом она обрела себя и в других областях.Высота,как и фиксация к столу осуществляется струбциной. Для удобного расположения и фиксации коротких катушек и фасона,добавил пару элементов: Несколько моментов монтажа: Этой штукой размечаю трубу под резку.Альтернатива ленте.Имею такую на 57-ю и 108-ю трубу.На большие диаметры использую ленту,а для мелочи очень удобно и быстро. Пока всё,а пост уж слишком длинный получился.
1 балл
-
"Революция о которой так долго говорили большевики- свершилась товарищи!" А конкретно нам в мастерскую поставили второй тельфер. Вцелом такой же как и старый, только новый. Ну есть некоторые навороты как то: эргономичный радиопульт с джойстиком, зависимость скорости передвижения от груза, ну и вцелом более прогрессивная конструкция. А ещё он умеет отсылать сообщения о своём режиме работы фирме установщику (имейл или смс там, я не знаю)1 балл
-
Кстати один из монтажников был вылитый Гавр с камэдиклаба))), жаль не заснял крупным планом.1 балл
-
@Nos, пардон, по терминам Вы правы. Асфиксия- смерть от недостатка (отсутствия) кислорода. Гипоксия- снижение содержания кислорода. Ув.тов господа сварщики! Давайте дальше придерживаться основной темы.1 балл
-
@russia811,молодчина! Мне в голову даже такое не пришло бы)))1 балл
-
а мы в трубы,на операции, накладывали все что было под рукой:от тряпок до глины.наложешь на полтрубы и пока вода набирается внутрянку успеваешь заварить.1 балл
-
а что ачкуешь то? ты же в памперсе!1 балл
-
http://steeltech-rb.ru/нерж арматура http://apex-metal.ru/1 балл
-
Все правильно... Только если шарить инет, то все плохо... А если доедите до МИТИНО, то все сможете купить, возможно и стандартный разъем под сам аппарат Сам через это прошел. Там разъемов на любой вкус и цвет. А вот с охлаждением, чуть хуже дела обстоят... Но для меня ближе магаз "ЖЕЛЕЗЯКА" там пневмо системы продают... хоть черта лысого купить можно, т.е. и под пневму и под жижу... В европе легче... но от туда тянуть разъемчик ...1 балл
-
@Alex_DRUMMER, повторюсь, на фото-бюджетный вариант покраски изделия.1 балл
-
@дмитров, Я с вами не буду спорить- выше мной опубликована выдержка из учебника по сварке: повторюсь ещё раз- ПДГ это КОМПЛЕКТ, именуемый полуавтоматом, в который входят: подающее устройство( в моём и в вашем случае МПО, МП, ПР), затем источник питания (ВДУ, ВДМ, ВД и тд) , шланги и горелки. Поймите одно- ваш подающий механизм, пусть вы его и называете ПДГ без источника питания и комплектующих пустое место. Сама абревиатура ПДГ значит полуавтомат дуговой , а "Г"- для сварки в защитных газах.1 балл
-
ВАЗААААААП! http://cs623417.vk.me/v623417838/22507/ivQ3u5YvEXQ.jpg http://cs623417.vk.me/v623417838/22515/73pE8cSN1N0.jpg http://cs623417.vk.me/v623417838/22538/as3Ys6TNn9g.jpg1 балл
-
@russia811, Скажу вам по секрету - подкатные домкраты уже появились в продаже, и не очень дорогие.1 балл
-
уважаю тех дам которые так могут https://www.youtube.com/watch?v=3Nyr1Ao7iZA#t=175 ну люблю я их)), bader, такую по прямой "сделал" бы?)) https://www.youtube.com/watch?v=-wWNSGXbRUU1 балл
-
@круазик,Поддержу про знаки:
1 балл
-
Интересно!А превышения скоростного лимита были?
1 балл
-
http://youtu.be/DnkTZeqnMF41 балл
-
1 балл
-
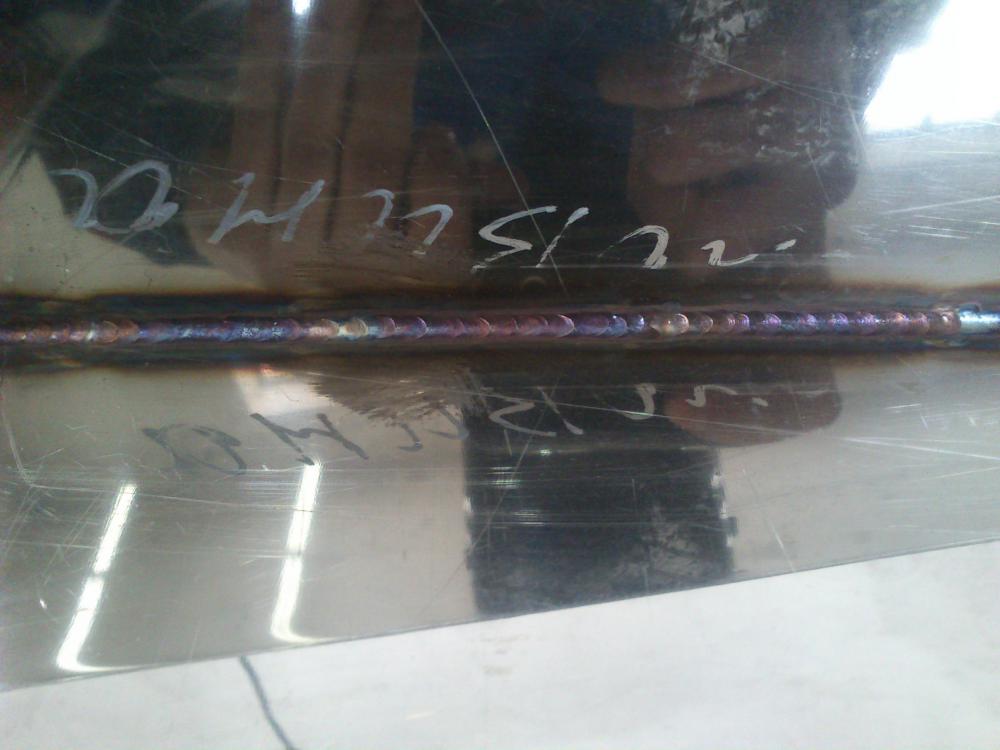
Вот еще пара фоток РАДС нержавейка. 190А присадка 2мм 110А присадка 2мм P.S. После пары недель сварки РАДС, я понял что больше мне нравится всетаки РДС.
1 балл
-
И снова нержавейка 2мм, присадка 1мм, ток 65А.
1 балл
-
Замена опорной плиты п/прицепа Schmitz без снятия будки, фото демонтажа не делал:
1 балл
-
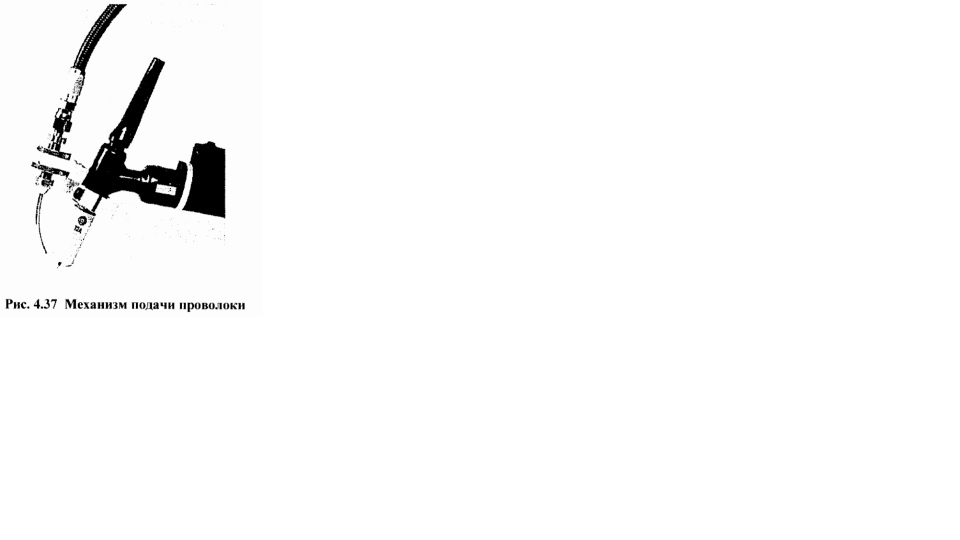
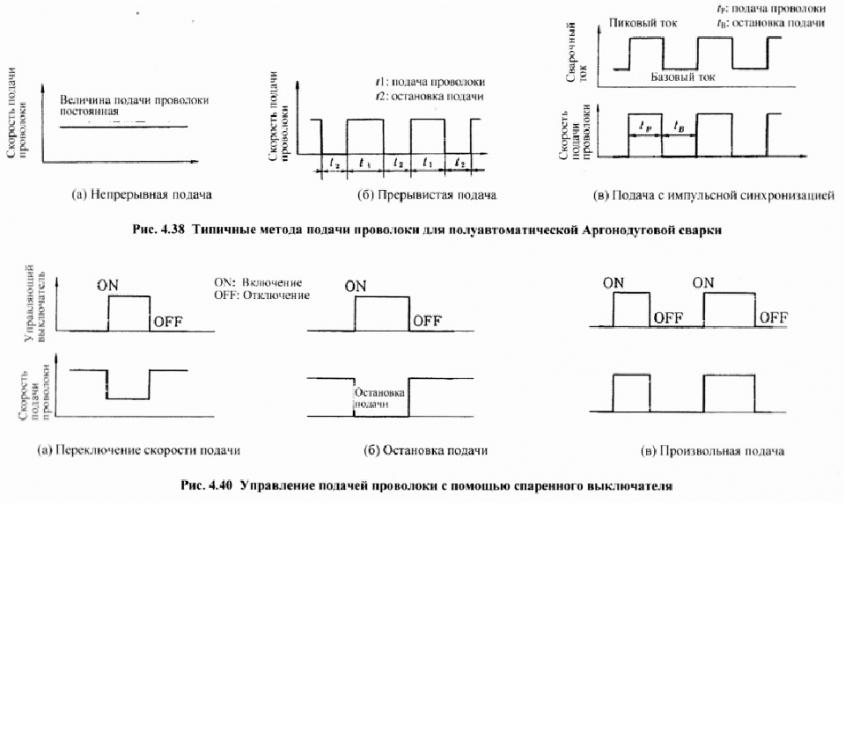
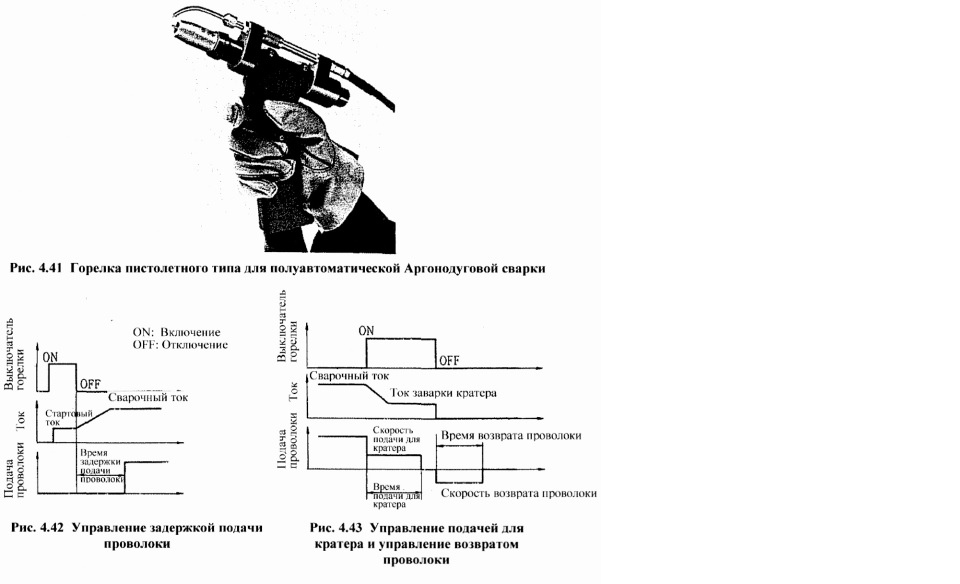
4-5-3 Полуавтоматическая Аргонодуговая сварка В случае ручной сварки одной рукой управляют сварочной горелкой, другой рукой подают присадочный пруток, поэтому работникам требуется достаточно высокий уровень квалификации. И длина оперируемого присадочного прутка ограничена по длине, так что невозможна непрерывная сварка длинномерных деталей. В случае полуавтоматической Аргонодуговой сварки с использованием устройства подачи проволоки, намотанная на барабане проволока подается автоматически, так что можно исключать требование на уровень квалификации по добавлению присадочного металла и ограничение длиной прутка. На горелку для полуавтоматической Аргонодуговой сварки установлен механизм подачи (добавления) проволоки, как показано на рис. 4.37. так что можно подавать присадочный металл в нужное положение. Кроме того, с учетом обрабатываемости можно устанавливать направление подачи присадочного металла в любое положение вокруг горелки в пределах примерно 240°. Количество добавления присадочного металла регулируется блоком управления подачи проволоки, типичный метод добавления на котором представлен на рис. 4.38. На п. (а) представлен метод непрерывной подачи проволоки па постоянной скорости, который применяется, когда требуется сварка на сильном токе или большой объем наплавки. На п. (б) представлен метод прерывистой подачи проволоки, который позволяет устанавливать длительность времени подачи проволоки и длительность времени остановки отдельно и применительно к конкретной работе, и применяется к сварке на слабом токе, сварке алюминия и т.д. На п. (в) представлен метод, который применяется в сочетании с источником питания импульсно-дуговой сварки. Подача проволоки производится синхронно с пиковым током и останавливается при базовом токе. Данный метод применяется к сварочному соединению листов, отличающихся друг от друга толщиной стенки, соединению инородных металлов, вертикальной сварке, поперечной сварке и т.д. Если в качестве выключателя горелки используют спаренный выключатель, представленный на рис. 4.39. можно производить управление подачей проволоки, как представлено на рис. 4.40. На п. (а) представлен метод, по которому скорость подачи проволоки переключается на 2 этапах. Нажатием управляющего выключателя величина подачи уменьшает (или увеличивает) и его опусканием восстанавливают исходное состояние. Каждый из 2 этапов скорости подачи проволоки устанавливают ручкой на устройстве управления. На п. (б) представлен метод, по которому подачу проволоки останавливают нажатием управляющего выключателя, на п. (в) представлен метод, по которому подачу проволоки осуществляют только в течение, когда управляющий выключатель остается нажатым. Все эти методы относится к методу прерывистой подачи проволоки, но их преимущество заключается в том, что в отличие от представленного на рис. 4.38 (б) метода, по которому подача и остановка производятся по постоянному циклу, можно менять длительность времени подачи и длительность времени остановки произвольно. Все эти (а) - (в) относятся к функции тонкой настройки величины подачи проволоки применительно к обстановке сварки. Однако, если использовать полуавтоматическую горелку пистолетного типа, на которой выключателем горелки служит спусковой крючок, как показано на рис. 4.41. величину подачи проволоки можно регулировать без спаренного выключателя степенью нажатия спускового крючка. К функциям, требуемым при начале и окончании сварки, можно перечислить управление задержкой подачи, управление подачи для кратера, управление подачи проволоки, общие черты которых представлены на рис. 4.42 и 4.43. Управление задержкой подачи представляет собой функцию для предотвращения непровара, прожога и т.д.. которые склонны происходить при начале сварки, и применяется, чтобы начинать подачу проволоки через определенное время после начала основной сварки. Управление подачей для кратера представляет собой функцию установки скорости подачи проволоки и длительности времени подачи при заварке кратера на подходящие значения. Управление подачи проволоки представляет собой функцию отвода проволоки для того, чтобы при окончании сварки предотвратить наплавку проволоки на основной металл.
1 балл
-
С заказом ковыряюсь, обратил внимание на сварку япономото, узлы под нагрузку но торцы не обваривают: ну и так..некоторое..Брызги не удалены:
1 балл
-
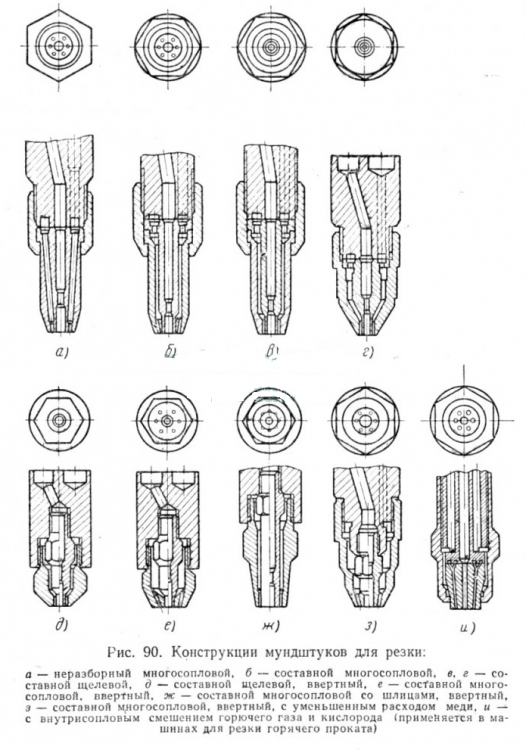
Ну во первых не розочка а многосопловый мундштук, А по класификации есть еще и щелевые мундштуки!
1 балл
-
Ничего не путаете? От 3,5мм необходима разделка, а у Вас 5мм и соединение С-2. Помимо ГОСТа на сварные соединения есть еще нормативные документы на сварку трубопроводов, где все вполне подробно расписано!1 балл