Лидеры




Популярный контент
Показан контент с высокой репутацией 17.02.2015 во всех областях
-
работал в сауне,стойки под душевную кабинку .Варил стоя на краю бассейна,единственный раз когда хотел упасть-прямо туда с подогревом и гидромассажем.Периодически заглядывали работницы бани(не банщицы,другие)и хихикая спрашивали не нужна ли помощь.
 15 баллов
15 баллов -
слепили/покрасил . завтра профлистом шить будем,если успеет высохнуть. (если не успеет-тоже будем. потому что молодой директор--дурак..э.э.э. малокомпетентен в сроках и физических законах по части температура воздуха/скорость высыхания краски. )
14 баллов
-
Отравили как самого молодого на другой участок, на две недели перед новым годом, шесть штук свай 325 нарастить и обратно, наивные, где две недели там и все два месяца вахты, начало моих мучений пришлося вспомнить как резаком пользоваться, года полтара в руки не брал для этого были специально обученые люди (газорезчики), аппарат варит отлично но с дизелем живут свое жизнью, регулировка тока ножная, бьешь ногой по шунту чтоб с места с двинуть рукой бесполезно отобьешь, если дизель начнёт жить своей жизнью приходится побегать не часто, но всеравно бегать регулировать.
13 баллов
-
сидел думал и вот вообщем коллеги сделал для гаража домкрат вернее приставку для стандартного домкрата,лёгким движением руки домкрат снимается и в багажник ,сильно не ругайтесь, в общем фото выложил как есть в очерёдности конструирования, машину поднимал ставил по центру,ну вроде всё видно,не красил не шлифовал
11 баллов
-
продолжение-ну,почти высохло..)) секретные технологии. и на закуску http://youtu.be/12afpxKdl10
8 баллов
-
8 баллов
-
Классная идея.
7 баллов
-
Здравствуйте. Сейчас согласуем модель костюма с одним машиностроительным предприятием. Они просят внести в костюм небольшие дополнения. Вот что получается. Думаем, заказчикам костюм понравится.
7 баллов
-
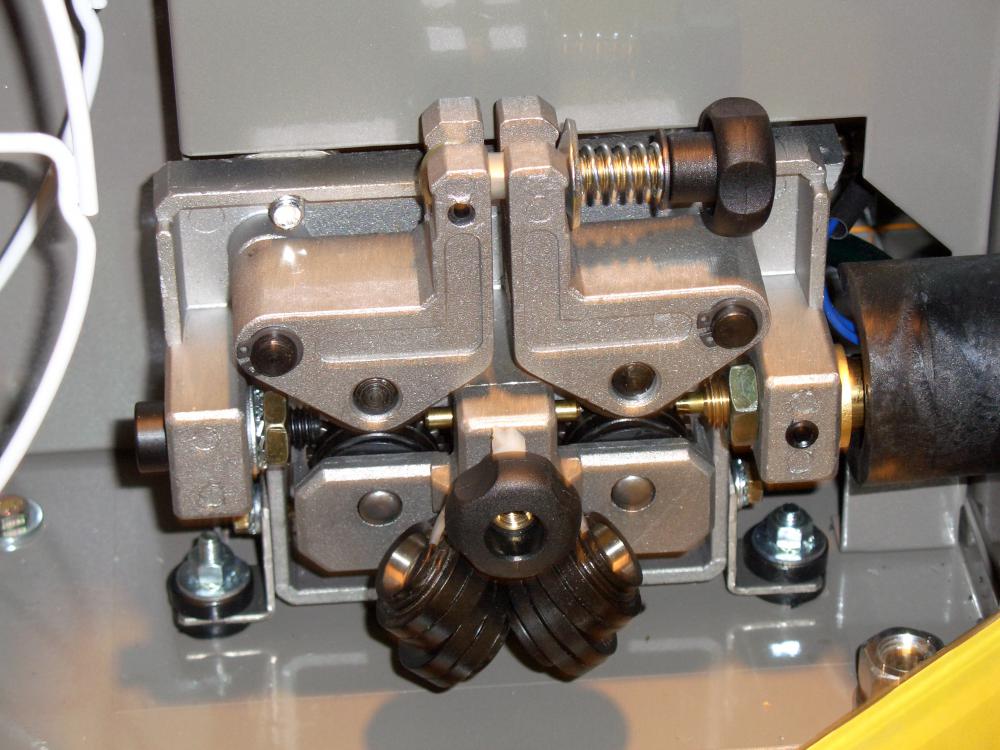
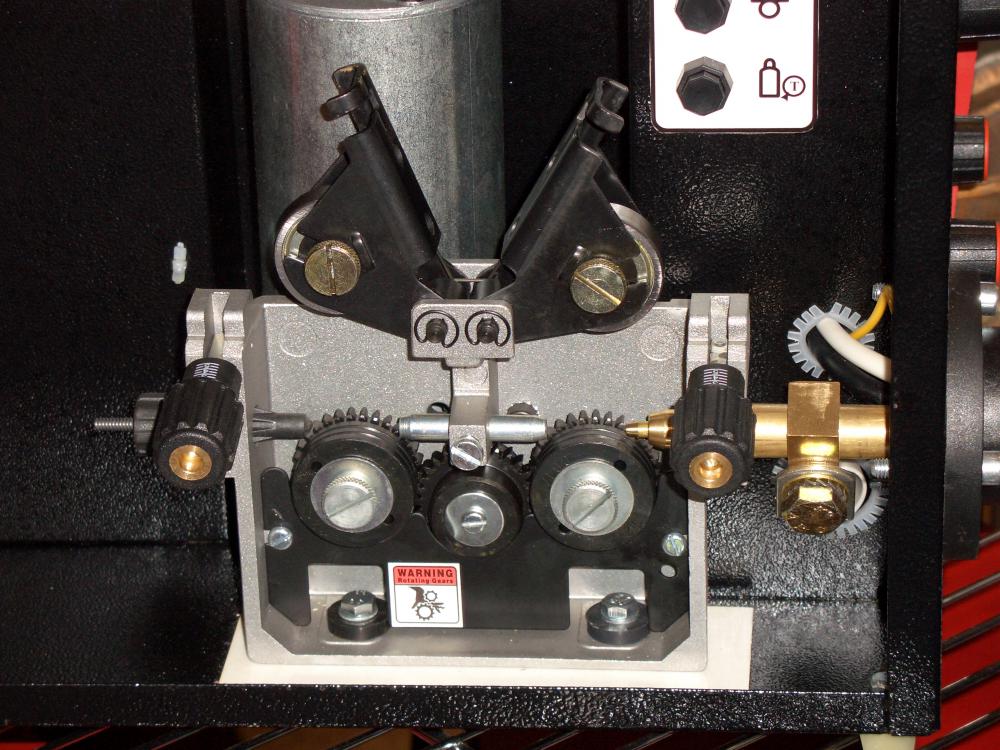
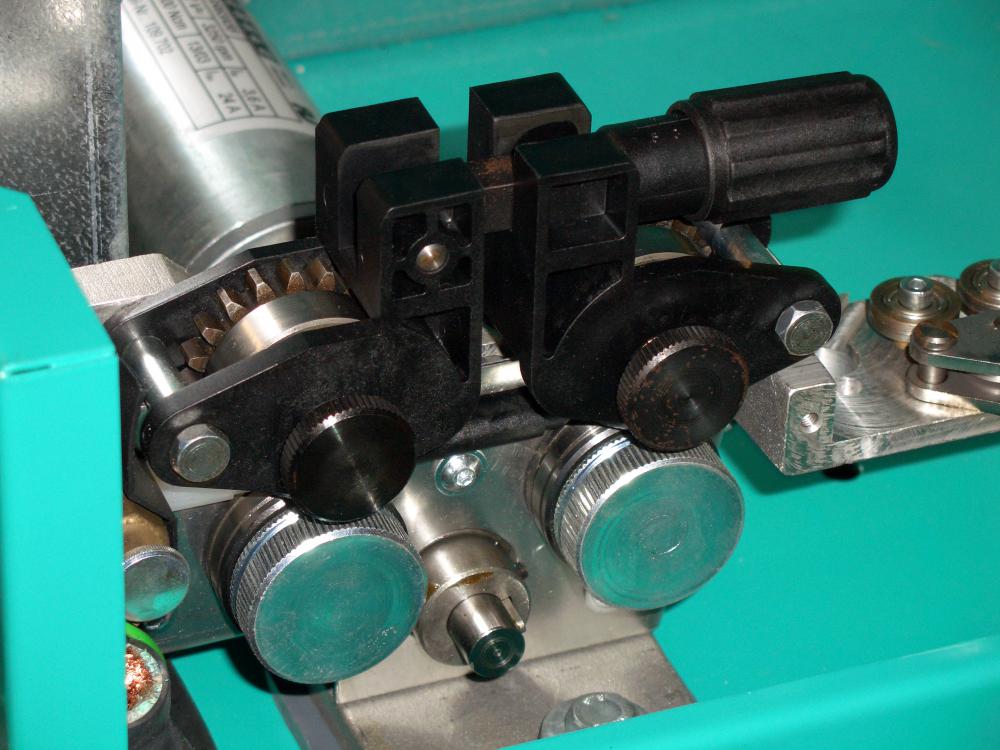
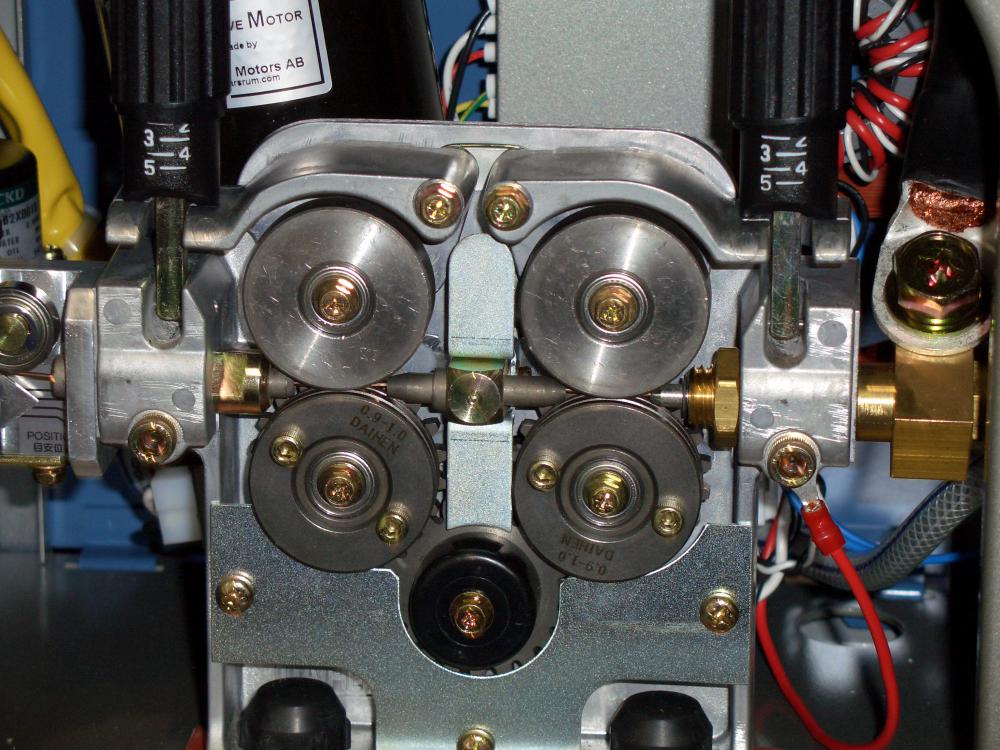
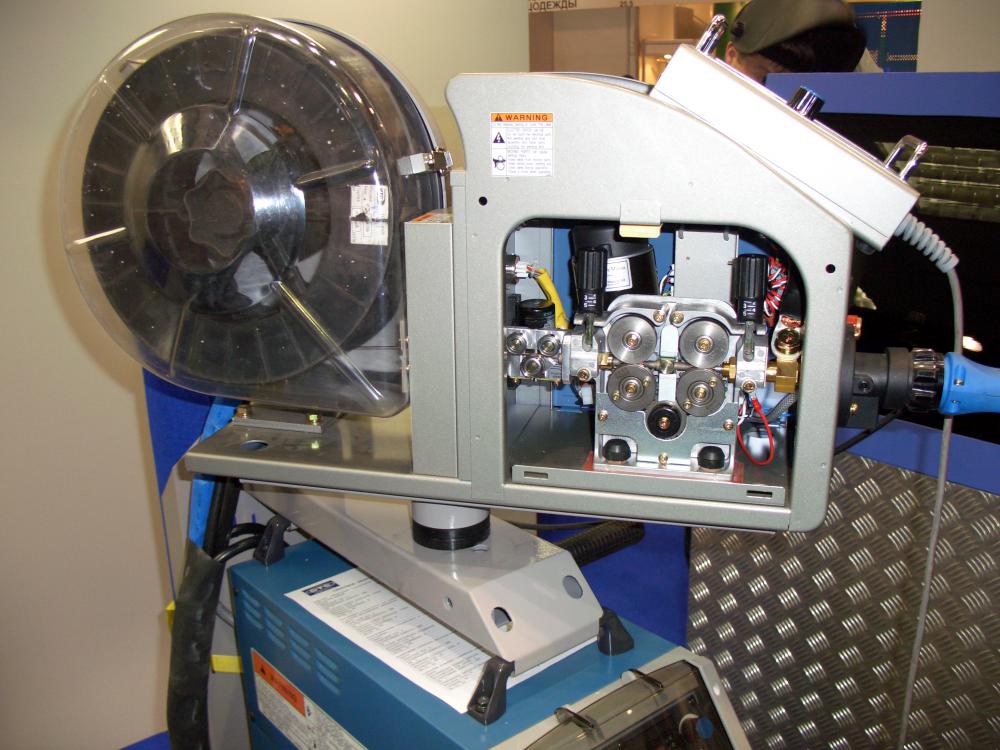
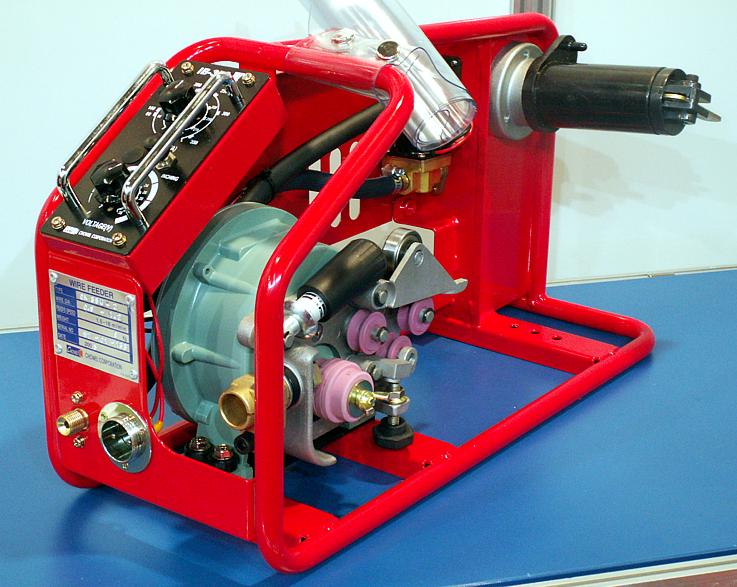
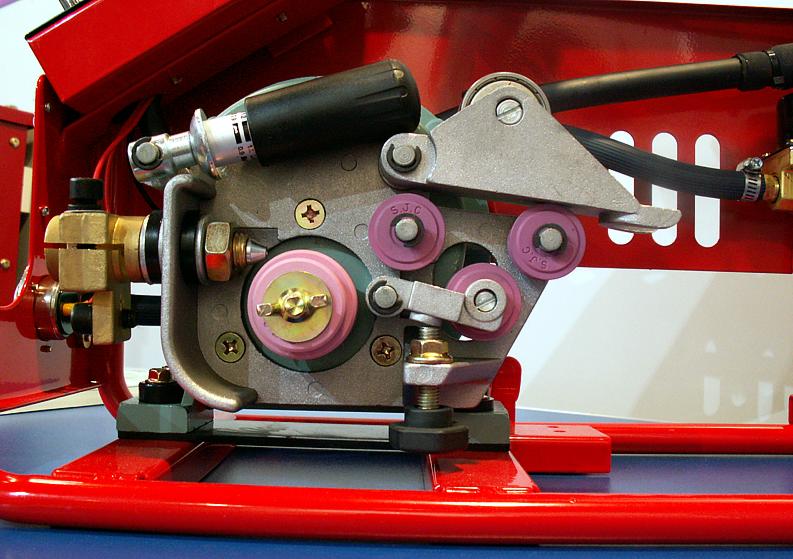
Просто фото подающих. Вообще как в жизни принято если 2 ролика не зависимо пассивный один или активный продавцы обзывают 2х роликовым, если 4 ролика независимо пассивные два из них или активные , продавцы обзывают 4х роликовыми. Пример EWM, везде написано 4х роликовый и не слова что верхние пассивны, и для сварки Ал или Нерж нужно докупить кит с активными роликами. http://www.cooptim.com/ Перейдем к фото. Привет из СССР, мощный подающей 12 вольт с планетарным редуктором стоял на роботе и тащил 3мм проволоку, правда ролики другие были да и сам механизм прижима другой, вес килограмма 3. Ну и с выставки 2006 год С немецкой машины REHM Lincoln EWM Merkle очень понравился и добротно сделан Daihen Южная кор. с керамическим роликом Chowel
7 баллов
-
Интересно!А превышения скоростного лимита были?
6 баллов
-
@круазик,Поддержу про знаки:
5 баллов
-
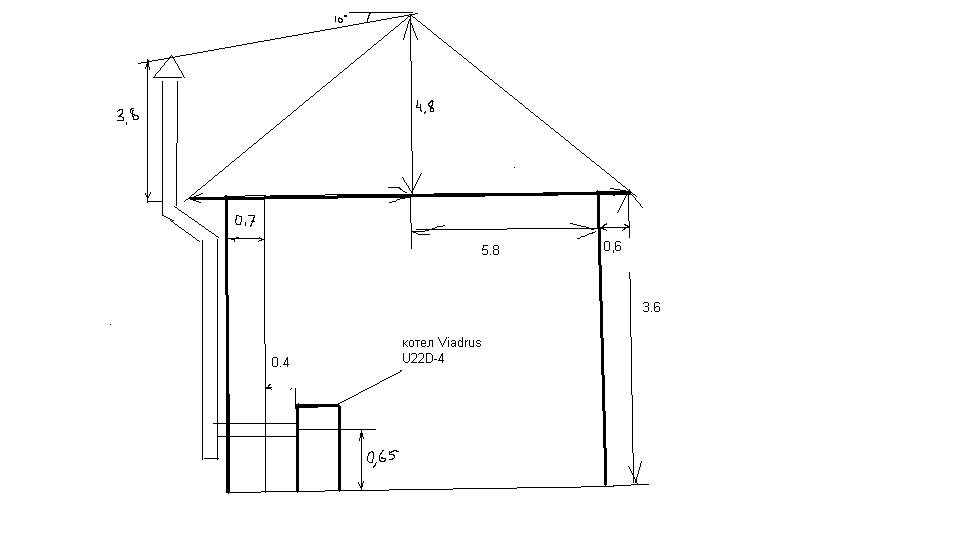
В свете известных событий в нашей местности и возможности остаться без газа ,был внедрен ТТ котел Viadrus в уже установленную систему с 2х контурным котлом Sims.Система получилась закрыто-открытого типа,т.е. при наличии газа топим газом в системе под давлением и при отсутствии газа переходим на открытую систему с расширительным баком и искусственной циркуляцией.Циркуляционный насос имеет поддержку в случае обестачивания на 4-5 часов от батареи 80 Ач через инвертор 400вт. Труба дымохода из нержавейки 1мм утепленная.Пришлось лепить целую конструкцию снаружи дома,чтобы закрепить ее жестко.Теперь ломаю голову,как выйти на 10 градусов ниже конька при моей "прибалтийской "крыше и при этом не навернутся с этим куском трубы вниз.
4 балла
-
уважаю тех дам которые так могут https://www.youtube.com/watch?v=3Nyr1Ao7iZA#t=175 ну люблю я их)), bader, такую по прямой "сделал" бы?)) https://www.youtube.com/watch?v=-wWNSGXbRUU4 балла
-
Еду себе, никого не трогаю, смотрю - о, наши, с вебсварки!
4 балла
-
Самодельный пиролизный котел на дровах, для отопления помещения размерами 350 м2., высота 10 м. Соседи по боксам строят (примерные размеры котла 1000Х1500Х2500), лист 8 - 12 мм., ребята всю заготовку нарезали болгаркой, варили полуавтоматом. Я им только отверстия на теплообменнике и под трубу плазморезом вырезал. Под конец недели торжественный запуск.
3 балла
-
@Андрей1979, на манжетах нужны утягивающие лямки, или несколько пуговиц-клёпок, что бы регулировать затяжку манжета. Это очень важно, Вам уже писали про неправильные рукавицы которые на манжет не налезут, так вот, при сварке вертикала-потолка, все искры-капли летят в рукав, если он широкий. А так, да, красиво.3 балла
-
Вроде как тоже сварка, не гнушайтесь :-) Пока на работе занят привариванием отводов к тройникам. Такие вот будни. Начальник озадачился оросительной системой для полива полей.
3 балла
-
Сварка заготовок, монтаж опор вроде так называются.
2 балла
-
Доделывание септика, сначало за одним сварным доваривал его творение размерами от 10 до 20мм зазоры на половине заглушки трубы 1420 мм, день тока ушел чтобы заглушку сделать лист 8мм прихватили к трубе, с помощью крана подняв, очертить нечем шараж монтаж бедный маркеров нету и толку в -30 от них если даже лист прогреть нечем кроме резака, мела тоже нету, прочертилку начальство даже не слышало,пришлося лезть в трубу и резать с нутри, обрезал и получилося с зазором 3-4 мм в принципе нормально по ней можно было еще две вырезать не заморачиваяся, но у нас легких путей не ищут, отправляют на следующий день на куст и ставят на него бругаду технологов, монтажники в одном месте подогнав ставят заглушку вваривают регистр и обваривают его и технологический колодец с боку подгоняют и прихватывают там без зазоров не как не сделаешь, и уежают домой, нам с напарником монтажником пришлося помучиться с заглушками. Вот так прошли предновогодние дни и Рождественские каникулы, закончили мы его 8 января, погода была отличная -35 до -47 градусов иногда с ветерком. Забыл добавить труба намагниченая, электрод примагничевает и не плохо местами.
2 балла
-
@дмитров, Я с вами не буду спорить- выше мной опубликована выдержка из учебника по сварке: повторюсь ещё раз- ПДГ это КОМПЛЕКТ, именуемый полуавтоматом, в который входят: подающее устройство( в моём и в вашем случае МПО, МП, ПР), затем источник питания (ВДУ, ВДМ, ВД и тд) , шланги и горелки. Поймите одно- ваш подающий механизм, пусть вы его и называете ПДГ без источника питания и комплектующих пустое место. Сама абревиатура ПДГ значит полуавтомат дуговой , а "Г"- для сварки в защитных газах.2 балла
-
Сегодня доделал газовый горн,испытания прошли успешно согнул на горячую в улитки трубу 20х20 и 15х15. Домой не пойду поехал за газом.
2 балла
-
@selco, Существенным недостатком полуавтоматов считаю отсутствие попутной очистки проволоки от налёта и грязи от волочения. Приходится ставить или войлочные или кожаные шайбы, но и это не панацея, хотя немного помогают.2 балла
-
С рукавами проблема всегда или резинки с собой в кармане носить или хлястики от сапог пришивать или рукава ушивать под себя, раз сделал и забыл.
2 балла
-
Довольно просто -
2 балла
-
Я тут как то на минском шоссе зажигал У оппонента на лице было явное недоумение, почему его BMW M5 не может уехать от какойто старой ауди2 балла
-
@Андрей1979, они костюмы без усиления сварным берут? Заказчики не объясняли цель изменений? Резинка сзади - возможно чтоб цепляться меньше, а вот манжеты-напульсники с дыркой под палец... требования ТБ ? Да, хорошо бы,а то на таких рукавах приходится сначала подворачивать манжет потом зажав в ладони запихивать в крагу перчатки. Клепка с несколькими папами/мамами проще всего технологически,мне кажется.Главное чтоб клепки хорошие.2 балла
-
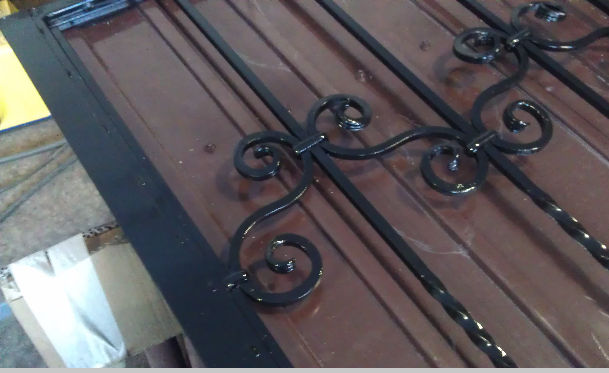
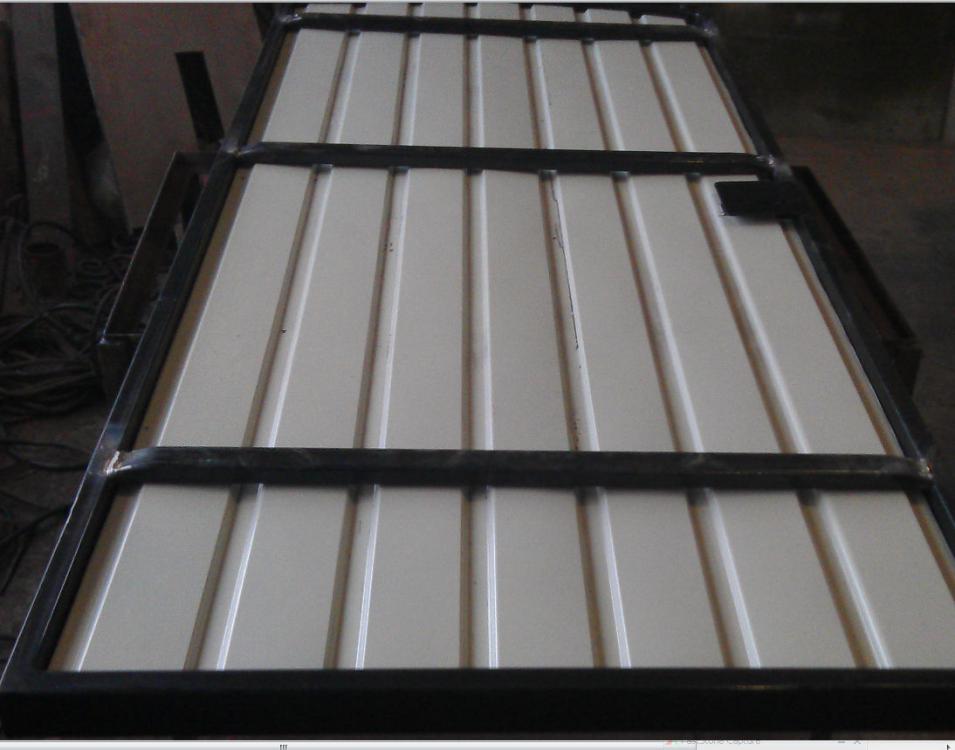
пошол сегодня в магазин на работе за хлебушком ,и наблюдаю такую картину,предисловие-выгоняли мотовозы и на растоянии 100 метров от депо происходит саморасцеп мотовоз потихой убегает и в гараж,а ворота уже закрытыЫЫЫ,ворота высотой 4,7 ширина 1,6 трубы 89 обшитые вагонкой снутри дсп наполнение мин вата...и вот значит мужики уже рихтуют створки как успел так фото снял,завтра с утра планёрка обещает быть весёлой...
2 балла
-
Понадобились болты с "барашком", все старые запасы обнулены, да и хотелось нержавейки.... вспомнил - где-то на форуме (или на чипе?) проскакивало - нарезал колец из трубы D25 мм и шпильку М8, быстренько наварил!
2 балла
-
Очередной глушитель, на сей раз от Вольво. Клиент попросил развернуть выхлоп на 180 градусов. С помощью двух поворотов и куска трубы желание клиента было выполнено. Для облегчения общей конструкции немного поработал на токарном. ММА, электроды МР-3 (3мм. Арсенал), 2мм (ЛЭ3) Вот такие будни в воскресенье.
2 балла
-
http://f6.s.qip.ru/IA4wMxOq.png2 балла
-
Извиняйте, но кина пока не будет... Опрессовку в данном случае проводят следующим образом. К привалочной поверхности ГБЦ, что контактирует с таковой же, но у блока цилиндров, через резиновую прокладку прикручивают плиту с вырезами по цилиндрам, имитирующую блок цилиндров. Таким образом герметизируются отверстия для протока охлаждающей жидкости между головкой и блоком. Затем-пробками закрываются все отверстия в головке, через которые проходит ОЖ. В одной из пробок должен быть ниппель для подачи в загерметизированную полость сжатого воздуха.Накачиваем головку воздухом (2-3 атм.) и ГБЦ погружается целиком в ванну с подогретой до 85 град. водой (температура рабочего режима большинства двигателей). Выдерживаем некоторое время, для прогрева головки в воде и смотрим на наличие пузырей в ремонтированных местах и не только в них. Как-то так, если вкратце.2 балла
-
читаем внимательно (сидел думал и вот вообщем коллеги сделал для гаража домкрат вернее ПРИСТАВКУ для стандартного домкрата), родом тоже я с Урала))1 балл
-
@bader, так у тебя ж не просто "старая" ауди)), а вообще "M"-кузов взоры привлекает, главное чтобы овчинка выделки стоила))
1 балл
-
Баллоны высокого давления производятся методом вытяжки. Баллоны являются цельнометаллическими, т.е. они не имеют швов. https://www.youtube.com/watch?v=1Mk5VT_0bxo Баллоны огнетушителя же наоборот сварены. Они не приспособлены под хранение и транспортировку газов. Баллоны для дайвинга тоже являются цельнометаллическими. Так что использовать их для хранения и транспортировки технических газов возможно. На сколько заправляются баллоны для дайвинга не знаю, но у пожарных баллоны заправлены под 300 атм.1 балл
-
А ленточная пила не лучше ли будет для такой работы, да и вообще - вещь в хозяйстве необходимая!1 балл
-
@Сусанин, Все это конечно хорошо но не в вашем случае. Пилить вам предстоит много. Причем основная часть резки буде происходить по двум ребрам проф трубы. А это тот случай когда абразивный круг будет стачиваться с максимальной скоростью. Круги менять замонаетесь на 125 болгарке. Пиление превратится в жесткий мазохизм ибо объем работ достаточно большой. У меня дома есть готовая станина под 230 болгарку. Покупал давно в районе 1000 рублей. Как раз заказ был на снегоуловители из похожего сечения. Есть правило что чем больше диаметр круга тем выше ресурс. А я вам ответственно говорю что и на 230 болгарке круги менял довольно часто. Плюс там еще слепая зона из за редуктора. Все вышеперечисленные варианты хороши для разовых применений. Дело конечно сугубо ваше и решать вам. Но с 32 пролетов забора выкроить 9-10 тысяч на покупку отрезного думаю реально. Не по 200 ж рублей за пролет брать будете. И инструмент, хороший, нужный и важный вам останется - новый. Я когда первую в жизни лестницу делал за 15000, у меня денег вообще не было своих. С начальством пацапался и ушел с работы. Взял аванс и купил макиту (тогда еще за семь с половиной). Как она мне жизнь облегчила словами не выразить. Следом такую же лестницу сделал и сколько всего потом еще нарезал не упомнишь. А главное страх ушел перед однообразными заказами, где триста штук того и двести этого нарезать надо. А ток как подумаешь про это с позиции владения одной болгаркой - жуть берет. Удачи в труде.1 балл
-
@Андрей1979,куртка хороша,радует,что производители вплотную работают с конечными потребителями и ловольно быстро реагируют на замечания,в конце концов добьетесь отличного результата,а возможно и разные модели представите,для разных задач.1 балл
-
намедни тоже пришлось заняться "модернизацией" данного аппарата. Захотелось прикупить ещё одну горелочку с жидкостным охлаждением и шлейфом 8м. Заказал прямую - TIG25. Получил, помчался распаковывать и подключать... Не тут то было!!! Двухконтактные разъёмы аппарата и горелки абсолютно разных форм-факторов! См. фото. На аппарате штатный Y2M-2TJ, которого не только в РФ, но и на "алибабе" найти не удалось. Пришлось идти по более простому пути - пытаться найти разъём, который наиболее часто поставляется с горелками. После разных запросов оказалось, что это так называемые "микрофонные разъёмы" 16мм. Точнее, с горелками идёт гнездо Q-2816 (MC902-2P). Что довольно странно - по идее гнездо должно было быть со стороны аппарата, т.к. контакты штекера могут быть закорочены гораздо проще в разомкнутом положении. Хотя управление (кнопка горелки) низковольтное, получается что со стороны питания вилка, а не розетка. Интересно, как такие аппараты удостаиваются сертификата НАКС? В общем Q-2816 (MC902-2P) оказалось навалом, на "алибабе", "ебее", в Питере и даже в Москве, в единственной сети "Кварц". На аппарате разъём менять не стал, отрезал от горелки и сделал переходник. На очереди дубль 2 - упражнения с переходниками разъёмов 1/4 под газ и М12 под воду с тоководом...
1 балл
-
сначала так http://youtu.be/fIX2Lo5imnA?t=1m50s потом так https://www.youtube.com/watch?v=D4jOAo8nQT01 балл
-
Масло насос работает от аккумуляторов 6V, тут же присутствует зарядное устройство на 220V, управление: шкаф управления в низу с переключением управления в люльку, грузоподъемность люльки 250 кг., вылет стрелы 15 м., сцепка под транспортировку легковым автомобилем. Действительно - сделано с умом.1 балл
-
Изготовление катера, материал АМг5 толщина 4 мм, присадок 5356, диаметр 3.2 мм, предпрогрев, ток 160 А.
1 балл
-
Не хорошая вчера была пятница ,домой пришёл сегодня в 00:50 Сегодня будем искать саму утечку . P.S нахожусь уже на работе P.S.S просидел 2 часа на работе после отпустили домой и искать будем в понедельник
1 балл
-
Наши руки ,не для скуки© Раздобыл в нашем городе шланги. Готовлю переноску-удлинитель горелок Радс.
1 балл
-
Как показывает практика, трубопроводы из полипропилена дают протечки очень редко, и как правило, это связанно с нарушением технологии пайки труб. сегодня монтаж можно выполнить своими руками при помощи аппарата для сварки пластиковых труб http://svarportal.com/wp-content/uploads/2014/08/apparat_dlya_svarki_plastikovyh_trub_foxplastic_1800_3.jpg1 балл
-
Составы электродных покрытий Приведем несколько составов электродных покрытий. Электроды ОММ-5 — руднокислого типа, предназначены для сварки низкоуглеродистых сталей. Электроды типа Э42 допускаются для изготовления всевозможных ответственных конструкций из низкоуглеродистых сталей, работающих с приложением статических, динамических и переменных нагрузок при нормальных, повышенных и пониженных температурах. Стержень электрода из проволоки Св-08 или Св-08А. Состав обмазки ОММ-5 приведен ниже (в процентном соотношении по весу). Титановый (ильменитовый) концентрат — 37 %Марганцевая руда (пиролюзит) — 21 %Полевой шпат — 13 %Ферромарганец — 20 %Крахмал — 9 %Титановый концентрат, т. е. обогащенная руда, состоит главным образом из минерала ильменита, представляющего собой титанат закиси железа FeO -TiO2. Марганцевая руда состоит в основном из пиролюзита — перекиси марганца. Полевой шпат — природный минерал — силикат алюминия, натрия и калия. Ферромарганец, применяемый для электродных обмазок, в среднем содержит около 70% Мn. Титановая руда, марганцевая руда, полевой шпат и жидкое стекло, сплавляясь и взаимодействуя с металлом и ферромарганцем, образуют при сварке шлак. Двуокись титана из титановой руды делает шлак коротким. Кислород в закиси железа титановой руды и марганцевой руде окисляет ферромарганец с выделением значительного количества тепла, разогревает и разжижает шлак, заставляет кипеть ванну. Щелочи полевого шпата и жидкого стекла повышают устойчивость дуги. Окислы марганца в шлаке уменьшают потерю марганца ванной. Ферромарганец раскисляет и легирует наплавленный металл, восполняя потери марганца и несколько повышая его содержание. Крахмал, разлагаясь, образует защитную газовую оболочку вокруг дуги. Приведем состав покрытия электрода ЦМ-9 рутилового типа (по весу): Рутил — 48Магнезит — 5Полевой шпат — 30Ферромарганец — 15Декстрин — 2Рутил — природный минерал, состоящий в основном из ТiO2; магнезит — минерал в основном из MgCO3; декстрин — производное крахмала, добавляется в небольшом количестве для повышения пластичности обмазочной пасты, что облегчает работу обмазочных прессов. Примером электродов фтористо-кальциевого типа могут служить электроды УОНИ-13. Механические свойства сварного соединения характеризуются высокой прочностью и вязкостью, например для УОНИ-13/45 и УОНИ-13/55 ударная вязкость составляет 25-30 кГм/см2, что является чрезвычайно высоким значением и далеко превосходит значения ударной вязкости основного металла. Электроды рекомендуются для сварки в нижнем положении, но возможна также сварка в вертикальном и потолочном положениях. Ток постоянный, полярность обратная, т. е. плюс на электроде. При работе на переменном токе необходимо применение осциллятора. Существуют разновидности электродов УОНИ-13, в обмазку которых добавляют сильные ионизаторы, что дает возможность работать на переменном токе без осциллятора. Качество сварки электродами УОНИ-13 следует признать выдающимся, показатели механических свойств сварного шва и наплавленного металла получаются часто выше показателей основного металла.1 балл
-
Вот мой вариант. http://www.youtube.com/watch?v=pTv7frueuL41 балл
-
Для собственных нужд изготовил 2-х рядный радиатор.Изначально однорядный.Для пайки использовался Харисс-0.
1 балл
-
Могу немного фото по проекту показать. Бачек расширительный, ресивер, кронштейны и гидроопоры двигателя
1 балл
-
Тревожный чемоданчик (серьёзное испытание или проверка на проф.пригодность).Не давно довелось испытать аппаратец в "сварочно-полевой операции".Сварка 4х фланцев Д500мм,работал инвертор WMM 200D почти 10часов не отключаясь,на токах от 120-140А (РАДС(TIG))с не большими перекурами (сварщик,оказался не робот),сетевой удлинитель -30м,горелка(АГНИ 13/07м)-4.5м,за время работы проявил себя как "хороший помощник в трудных делах".Но не без капризов;раза 4 отключился-сработал перегрев-прчина была найдена и устраннена с объекта(какой то "добрый чел или идиот-(по русски)" направил в сторону инвертора тепловую пушку(наверное чтоб не замёрз),после он более не отключался.,.... П.с но вот если рекомендовать инвертор такого плана для выездных работ,то я все равно скажу-лучший вариант это EWM Pico 162.Хоть и внешне они похожиhttp://websvarka.ru/talk/public/style_emoticons/default/cool.gif
1 балл
-
"Тревожный чемоданчик" -сложенный.....
1 балл