Лидеры




Популярный контент
Показан контент с высокой репутацией 26.01.2015 во всех областях
-
Уважаемые участники форума! Прежде чем создавать новую тему в данном разделе, рекомендуется прочитать или хотя бы просмотреть по названиям уже имеющиеся. Похожие по названию и содержанию новые темы будут переноситься в соответствующие. Навигация по разделу поможет Вам сориентироваться в размещения Вашего вопроса Темы с вопросом (помогите определится с выбором, дайте совет по сварочным аппаратам и подобные вопросы) здесь не уместны. Для этого есть раздел "Советы в выборе" Список самых популярных тем и вопросов по сварке ММА: Основное понятие об ММА сварке! Профильные... Записки начинающего сварщика, часть 3 Электроды "в общем"... УОНИ-13/55 расскажите, пожалуйста, что это за электроды. Выбор марки и фирмы-производителя электродов для сварки труб. Электроды Hyandai УОНИ 13/55 и УОНИИ 13/55: в чем разница? Rilon 200 pro и Уонии Техника сварки... Техника ведения электрода Манипулирование электродом Положения швов Как лучше варить вертикальный шов Сварка чугуна... Проблема со сваркой чугуна Сварка чугунных секций котла Варится ли чугун к "простому" металлу? Сварка труб... Сварка труб d100 и больше Электродуговая сварка труб Как заварить катушку под просвет Допуски на зазор... Нормирование размера зазора в стыке труб Зазор на 76-ой трубе. Сварка меди и алюминия... Сварка медных проводов Сварка меди покрытыми электродами Сварка алюминия в домашних условиях... Сварка алюминия электродом Сварка нержавейки... Сварка нержавейки неизвестной марки Сварка нержавейки Резка угольным электродом... Резка угольным электродом, как правильно?9 баллов
-
Конечно не по теме. Но..."Спецодежда своими силами". В этом году одеваемся сами. Ткани: 50% хлопок/50% полиэфир. Вот такая модель мужского костюма. На куртке: налокотники, 6 карманов. Брюки: наколенники, 6(!!!) карманов, регулирующийся пояс. В общем: все "по моде". А-у импортеры, Вы согласны со мной? Оцените, какие модели разрабатывает Наталья Анатольевна!!! И это не предел.
 8 баллов
8 баллов -
Спасибо, что отозвались=) После зачистки дело пошло бодрее)) В вертикале получилось что-то вот такое: В потолочном даже после зачистки ситуация начала повторятся... Путём проб и ошибок заметил, что помогает уменьшение подачи СО2... Почему не пойму о_О Но в потолочном получается класть шов только при меньшем количестве защитного газа - как это?.. Может у меня изначально подача завышена? В активном состоянии п/а давление выставляю на 0,2
8 баллов
-
@Eugeny Rehtin,как уже сказал @АВН, это-тугоплавкая оксидная плёнка, у которой температура плавления-гораздо выше чем у стали/проволоки, поэтому, в многослойных швах обязательна зачистка предыдущего прохода...Можно зубильцем пошкрябать, или ещё чем-то твердым... С каждым слоем эта плёнка-всё толще и менее пробиваема...
4 балла
-
Для метро в городе Хельсинки варили тех.площадки, это я перила к ним варил: Ножки для съёмных перил. Сами перила Один из уголков, которыми площадки крепятся к стенке шахты. Перила после оцинковки.
3 балла
-
Если хороший аппарат, то и не заметите на 220 или 380 он. Частота нужна для точности прохода шва и глубины проплавления , я на своем пользуюсь от 20 до 200гц. Про диски , если сквозная разделка, то желательно подложить подкладочку из нерж., таким образом шов будет намного чище и качественней. http://www.youtube.com/watch?v=Oh5n9fHdGjM http://www.youtube.com/watch?v=4gbOBMqAaS03 балла
-
Заставляют клиентов " Сломал, почини сам"
2 балла
-
@nik87, Просто поймите, что официальный работодатель любит официальные же корочки. 1. Определитесь, нравится ли вам профессия сварщика. 2. Если нравится, решите, где для вас лучше работать, в официальной конторе или на шабашках (на шабашках может и можно денег побольше поднять, но и кинуть могут легко, так что риски высоки). 3. Если интересует более - менее официальное трудоустройство (а это, помимо прочего - запись в трудовой книжке), делайте корочки. 4. Вершин в профессии можно достичь, аттестовавшись на определённые виды работ и получив клеймо. Не важно, НАКС это или Атомка или морской или речной регистры, для допуска к аттестации, как правило, требуется наличие профильного образования. Так что - вложение 10 000 р. в корочки - это задел на будущее. Можно ещё устроиться в контору, которая ведёт работы, для которых требуется аттестация, там, при условии, что вы хорошо варите, сделают корочки за счёт конторы, только обяжут отработать у них какое - либо время. У нас в конторе корки сварным - делают.2 балла
-
@Сварыч,Вы по всем форумам разбросали свои обращения. Читать - то их будете? Или так, что бы было? Тем паче, что практически на всех форумах одни и те же люди.2 балла
-
@Mictlayotl, подтверждаю, Форсаж 161. ток по крутилке 45А. проволока от электрода Ф-2,6мм. http://www.youtube.com/watch?v=Ap0HCgsV7Jo2 балла
-
@Рудольф Шнапс,http://youtu.be/uQBBeDm7FA82 балла
-
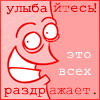
Так вот и выложу книжку потихоньку. Что нас ждет и к чему готовится при сварке магниевых сплавов. http://www.migatronic.ru/content/view/50/46/ http://www.metallstandart.ru/magnievaya_provoloka
2 балла
-
Двигатель в сборе Toyota 1NZ
2 балла
-
Варено на 2 прохода, широкие валики не получаются из-за того, что ставлю частоту АС 160-170гц. При этом провар такой, что на 150А алюминий начинает в узкой ванне вытекать наружу в разделку.Узкий валик на высокой частоте, даёт меньше напряжений чем широкий 60гц, плюс на 60герц и току нужно давать 180А. Не верите? - Попробуйте. Хотя..вы не сторонник таких экспериментов, у вас и импульс и педаль - всё хрень, всё от лукавого. p.s. "навалено сверху " - вот это "навалено" в другом месте зачистили и ничего не вылезло. Да и нечему там вылезать... Старый эксперимент: http://f5.s.qip.ru/IA4wMxkG.png Вот именно- не нужно болтать надувая щёки и корча из себя Великого Гудвина. Я уже писал- фото разделки чисто промежуточное, пусть неудачное и если вы такой глазастый, могли бы обратить внимание на начало, приступил уже к более глубокой проточке:http://f6.s.qip.ru/~IA4wMxkJ.png Поперечная трещина была не сквозная а поверхностная, страшная только на вид а на самом деле чуть теранул и нет её, обратная сторона(только зачищено):http://f5.s.qip.ru/~IA4wMxkI.png Неужели я бы себе позволил халтуру-уму не постижимо. Доказывать человеку с культом личности, что либо не собираюсь. Можете продолжать упражняться в своих фантазиях далее и утолять своё больное самолюбие.2 балла
-
@Георгий 11, И вы туда же? Сарказма не почувствовали. Не понимаю стремления корифеев проваливать кромки, создавая при этом сильную усадку и напряжения, - в окружности диска тем более. Вот, проварил аккуратно за пару проходов, классическим способомhttp://f6.s.qip.ru/IA4wMxku.png на 160-150А, не изобретая ни чего http://f5.s.qip.ru/IA4wMxky.png http://f5.s.qip.ru/IA4wMxkv.png http://f5.s.qip.ru/IA4wMxkx.png http://f6.s.qip.ru/IA4wMxkz.png п.с. но я обязательно грею горелкой предварительно.2 балла
-
Стекловидный шлак. Зачистка. Плавное ведение без забегания на не прогретый металл. В остальном же не питайте иллюзий, что потолочные швы будут получаться так же как в нижнем.
2 балла
-
Очередная заправка на границе с Польшой
2 балла
-
jpg
2 балла
-
Развился до газорезательной машины, на которую приляпал "плазмомёт": параллельно клавише включения припаял два провода с розеткой, розетку закрепил изолентой на ручке так, чтобы она не мешала пользоваться резаком в ручном режиме. На штанге кареты установил кнопочный выключатель с вынесенными на проводе контактами для розетки. После позиционирования сопла перед кромкой листа включаю кнопку и тумблер для движения кареты, стартовая скорость 2,5 попугая. После зареза увеличиваю скорость до 7,5. Ток 40А (чтобы приблизить пв к 100%, тогда не съёживается изолятор-диффузор TelWin (802080) он же PE0007 по каталогу Трафимета и не прикусывает катод). GC-30-P.pdf а это паспорт от подобной машины, только специально под плазму с увеличенным диапазоном скоростей. Я пока не жалею, что взял газовую, т.к. её скорости под намеченные мной режимы достаточно. BestPlasma60.pdfea0587_0702_cb50.pdf
2 балла
-
Есть у нашей семьи за городом маленький домик, а печки в нем нет, так что по лету, если будет время, думаю воплотить в жизнь. Правда в области уже красный кирпич не выпускают, завод загубили, наверное как всегда убыточный был (лет 50 работал, а в 90е стал убыточным). Ладно буду делать с привозного.1 балл
-
@Лепило, У Вас стойки между собой соединены?На фото не вижу.Лавка слишком высокая.Не устойчиво лежать будет.И узкая.Лопатки будут свисать.Позваночник будет вминаться сверху,что приведёт к сутулости.Хотя может показалось.Если память не изменяет,ширина 32см должна быть.И упоры не помешали бы,что бы не придавило.1 балл
-
Да вроде с ребятами разговаривал нормально платят зар.плату, а мне ещё чего надо ? Ну придёт человек трудоустраиваться после обучения с разрядом и приду я с опытом на реальных сварочных работах пусть и без трудовой кого возьмут на работу? Как вы думаете1 балл
-
И потом куда эту лапшу, если только себе на уши навешать?1 балл
-
Видать дефицит сварщиков. Ну я когда трудоустраивался сразу сказал нач.цеху у меня нет корочек сварщика. Он мне без разницы ему есть у меня корочки или нет. Ты говорит сходи в цех образцы завари. Ну я сделал тавровый шов он посмотрел и говорит если хочешь работать завтра выходи-ну я и работаю.1 балл
-
Умер певец Демис Руссос Умер греческий певец Демис Руссос. Музыкант скончался в ночь на 25 января на 69-м году жизни http://www.youtube.com/watch?v=Pq1UUgF-OEQ1 балл
-
Больше надо для того, что бы не проваливалась и меньше окислялась та сторона и тогда (если зачищено) особо ни чего и не должно лезть, просто с диском подкладки не особо удобные но все же с ними будет лучше.1 балл
-
Встала проблема резки фаски под сварку пластин S=30 мм,фрезерный станок не смог взять такие габариты,приспособил уголок.
1 балл
-
О,вроде отметился с горем пополам.1 балл
-
@Юнат,обратитесь к ARGONIUS'у. ЕМНИП, он работал с таким аппаратом.1 балл
-
@Nos, варится довольно непредсказуемо, как и любые другие литейные сплавы, но все же варится. Пока не попробуете - не узнаете. Так выглядит магниевая сварочная проволока...
1 балл
-
1 балл
-
@ugaida, Я частоту накидываю, в тех случаях когда сеть не очень, гуляет 212-218В.- соответственно когда тока добавить нет возможности-на 160А в защту уходит от просадок, добавляю от120гц, до160гц. Глубина провара усиливается процентов на 15, алюминий становится не густым как"мёд" а жидким таким, из-за этого можно неожиданно резко провалить, - и кнопку не успеешь отпустить. Но ванна поуже, чешуйчатость на высоких Гц мелкая, звон правда стоит А касаемо именно дисков, то смотря какие,- маленькие не массивные можно в обычном режиме варить. Мне диски только через знакомых таскают, а то раньше позвонят: "Мне на шиномонтажке сломали, маленькая трещинка, завари по быстрому за час, я подожду". Несколько раз так пошевелил батонами "за час", да ещё жмотиться начинают... - да ну вас нафиг! Перестал со стороны брать.1 балл
-
- По этому частотой и спасаюсь. Вот, как-то переваривал гнилую ёмкость 1800х600х600. Лист S-5(пятёрка чем не диск?). . на 125А спокойно и без всяких там "сверху навалил", провар полный, присадок д.3.2. За один проход всё прошёл http://f6.s.qip.ru/~IA4wMxkS.png1 балл
-
Не беритесь судить по фото разделки о проваре т.к. я снимал это не для форума а для клиента. - он переживал что бы, цитирую: "Просто сверху не варил", - я говорю:"Могу заснять процесс", ну и пришлось по ходу щёлкать. Кроме того, многие клиенты часто говорят:"Трещинка маленькая на диске 2см.", на словах про скрытые трещины не объяснить когда отдаёшь заваренное, всего объёма работ не видно. Иногда вот после зачистки и вскрытия снимаю дефекты и показываю, чтоб не жался на деньги. А на схеме я указал как варил и вообще как в принципе положено варить и как всегда свариваю. Свои "неуды" засуньте себе в разделку. "Сверху насрал" - ну надо же ---человек рентген, вам в дефектоскописты по фото, пора двигать. Ну, пожалуйста, вот другие фоты: http://f5.s.qip.ru/IA4wMxkD.png http://f5.s.qip.ru/IA4wMxkE.png http://f6.s.qip.ru/IA4wMxkF.png дальше, что? Сами вы.. я бы сказал по крепче. Человек на этом колесе годhttp://f5.s.qip.ru/IA4wMxkK.png на дальняк катается. Я за своё качество отвечаю.1 балл
-
@Георгий 11, я вот так разделываю, смотрите фото, начинаю варить током 220-240А. потом убавляю 160-180А. мой диск есть, пару страниц назад.
1 балл
-
http://www.tagil09.ru/images/afisha/poster/.thumb/tmm400x400_1559.jpg1 балл
-
И еще (поправте может я не прав) . Не люблю и не понимаю когда описывают к примеру ток 160 А . Я вижу как метал плавится -льется , и эти амперы мне не нужны. Порой на диске их хватает (с тойже толщиной метала) а залезешь внутрь блока , где прогреть нужно дугой 4 стенки и 350 не хватает . Все только на личных ощущениях и опыте наверно .1 балл
-
Немного про автомобили.
1 балл
-
Желательно ещё указать диаметр трубы и толщину стенки, тогда можно больше дать информации. А так, судя по описанию и фотографиям: при такой маленькой силе тока тяжело добавлять и равномерно расплавлять присадку, что и видно по фото. Я бы варил "своим телом", если действительно стык в стык. Судя по току, труба тонкостенная, однако тока добавил бы амперам к 30-ти. (Раньше много варил труб d=51мм, 38мм, стенка 1.2мм, с поддувом, "своим телом", импульсный режим - красота! Сила тока 33-35А, проходила все проверки, поверьте мне.) Что поправить? Тренеруйте ведение ровного шва, лёгкость движения рук. Это развивает моторику. Старайтесь находить удобное положение для руки, хорошую опору. Делайте выводы для себя из проделанной работы, пробуйте, пробуйте, пробуйте! И форум в помощь!1 балл
-
Гнезда: Вот такое смешное сочетание; сначала варим РДС, потом чистят до белого и снова один валик РАДС:
1 балл
-
21й век--не видишь корень, засунь руку с телефоном (если есть возможность) и глянь
1 балл
-
Опробовал мастерскую. Ну не то что бы очень, но намана. На примере этого теперь знаю точно что нужно чтобы собрать хороший треник. Весь разборный получился. Деформации мешают. Фигово без хорошего стола. Фото из комнаты прислал владелец. Это образец, не коммерческий.
1 балл
-
Сегодня добрался до старых батиных запасов электродов. Потестировал их на кардане - удлиняли для какой то самоделки. Очень даже неплохо варят и шовчик приличный, единственное что заметил в начале шва образуются поры. Завтра прокалю их и в дело - кризис однако.
1 балл
-
Изготовление катера, буду выкладывать поэтапно, в первые день сборка стапеля, второй день сборка каркаса(шпангоуты) и сварка каркаса.
1 балл
-
- когда отдавал, парнишка спросил: "Не отвалится?".
1 балл
-
Это прикол-шуточное фото с работы или весьма странная реакция на мою просьбу больше не флудить в теме? Если это юмор- всё ок.1 балл
-
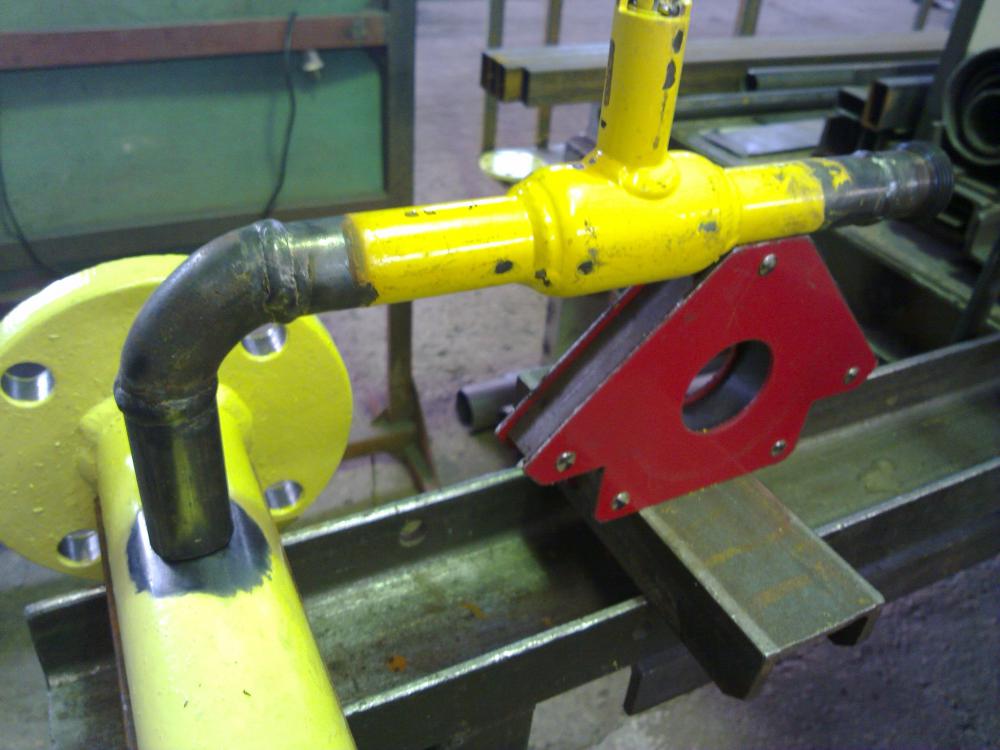
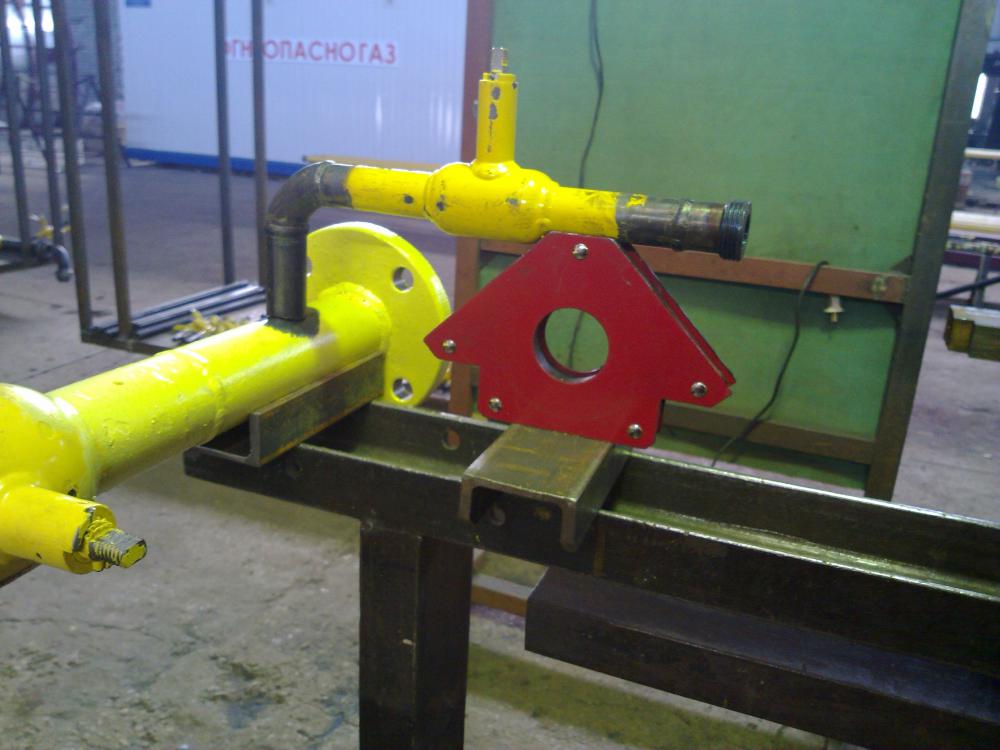
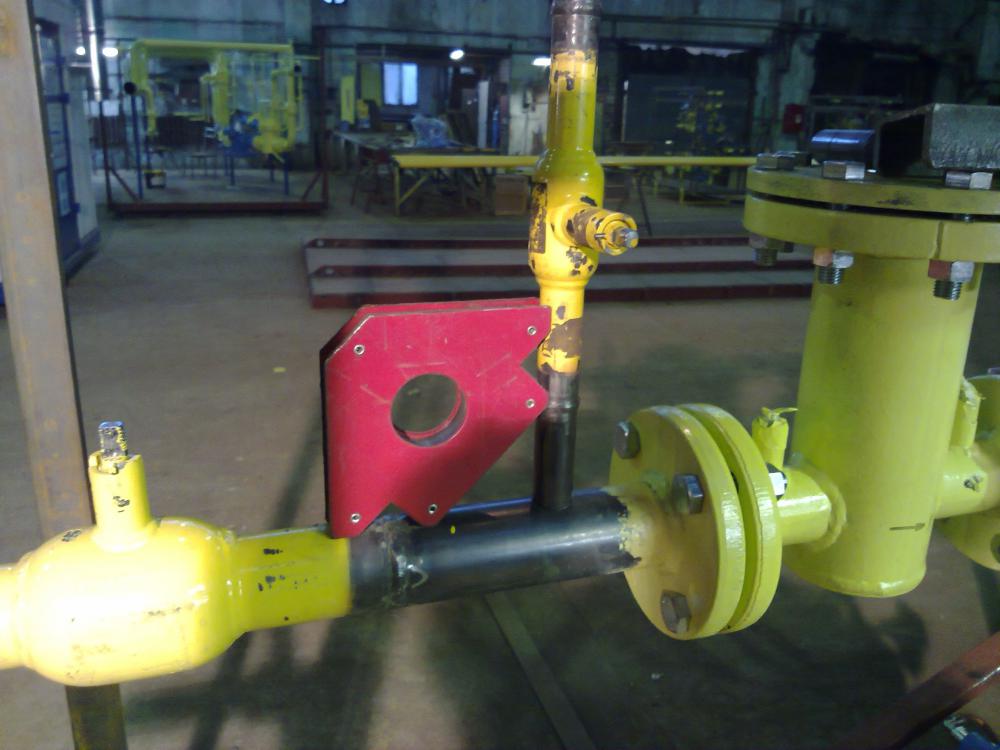
В продолжение использования магнитного уголка . Крайне универсальная штука со всеми его плоскостями . Купил уголки давно , но использовал крайне редко , сейчас они неотъемлимый атрибут будней "сборщика-сварщика" : Высоту регулирую подкладыванием пластин под швеллер , но на этой конструкции всё в "нулях".Удобство магнита перед обычной подставкой в том,что даже небольшое изменение положения фиксируется , тогда как с обычной опорой отыгрывает назад. .
1 балл
-
Сегодня то же самое, положение сварки полу вертикальное (наклонное), электроды ОК-46 3мм, только аппарат уже Форсаж 161 (для сравнения с ИНЭМ), ток 65А Чешуя получалась грубее, но сам процесс сварки легче. Но на ИНЭМ можно воспользоваться преимуществом увеличив время горячего старта, тогда току будет достаточно, чтобы начать сварку, а когда труба уже будет горячей ток опять минимальный, чтобы не было наплывов. Вообще, раньше с Форсажем-161 лучше получалось, или у меня маразм или после ремонта по другому стал варить аппарат - пока не понял этого.
1 балл
-
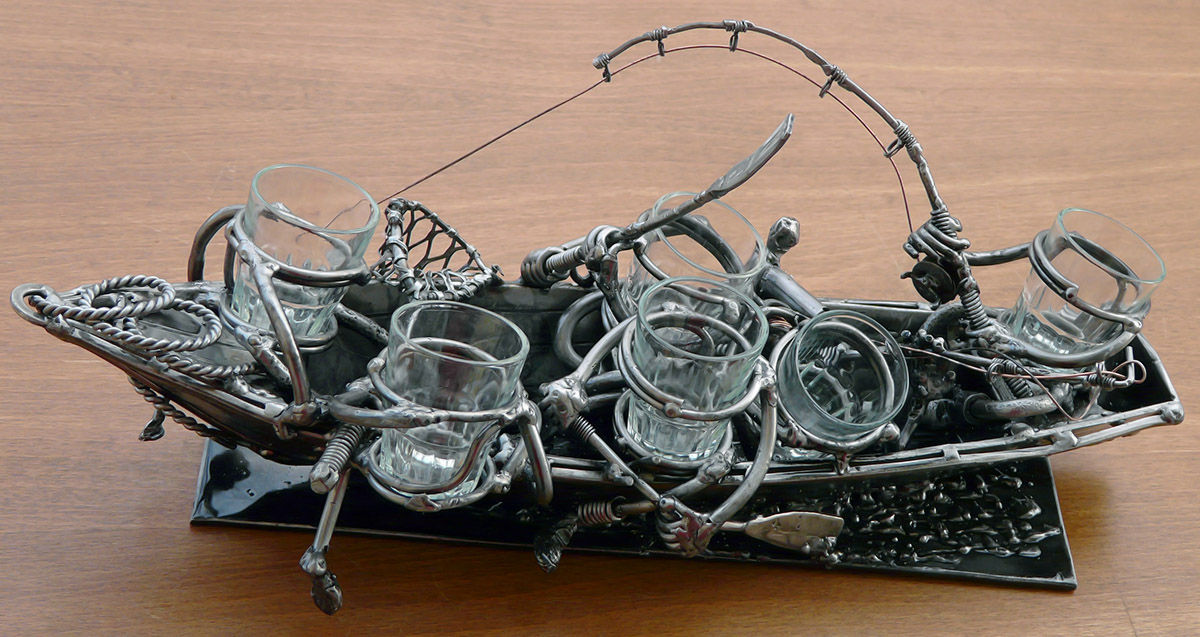
Набор из 6 рюмок (ёмкость 35 мл), длина "лодки" - 350 мм. Сварка п/автоматом в среде углекислого газа. Конкурсная работа № 19, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры КонкурсаРесанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта.http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования.http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования.http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
1 балл
-
@nOOdle, , для получения постоянного тока из переменного нужны не дроссели и резисторы, а полупроводниковые приборы (диоды, транзисторы, тиристоры и т.д.) либо преобразователи с вращающимися роторами (электромотор переменного тока плюс генератор постоянного тока). Резисторы и дроссели нужны именно для создания падающей характеристики. Естественно, при сварке тонкого металла нужны электроды малого диаметра и низкий сварочный ток... Но весь прикол в том, что на малых токах дуга горит нестабильно, часто гаснет, электрод прилипает. Даже при питании от инверторов. Многие пишут, что инверторы супер, инверторы класс, но тонколистовой металл (особенно нержавейку) всё-таки лучше варить аргоно-дуговой сваркой, а не электродами диаметром 1,6...2,0 мм с фотористо-кальциевым покрытием... Вот вам и супер, вот вам и класс... Ничего не скажешь... Для сварки небольших изделий из тонколистового металла желательно использовать источник с плавной бесступенчатой регулировкой напряжения зажигания и стабилизации (примерно от 1 до 20 киловольт).1 балл