Лидеры




Популярный контент
Показан контент с высокой репутацией 15.01.2015 во всех областях
-
И снова стол хирургический ветеринарный или стол по Виноградову ветеринарный(модернизированный мной)
 13 баллов
13 баллов -
Кронштейн для телевизора, извините, уже окрашенный и в деле. Материал- детали подъемных ворот- оцинкованная сталь толщиной 2 мм, УОНИ 2мм, 60А, Форсаж 161, нижнее положение. Зачистка всех швов, грунтовка и окраска из баллончиков.
7 баллов
-
Вышел утром на крыльцо...
6 баллов
-
На перекор судьбе...
6 баллов
-
в 2008 году в командировке. Полуавтомат Fronius, модель уже не помню. Фотки плохого качества, тогда телефонные камеры были слабоваты.
6 баллов
-
Сегодня наконец собрал ешё одну игрушку для своего игрушечного сварочного стола. Вращающиеся тисочки да с наклоном в обе стороны. Само тело тисков было уже очень давно сделано. Это мой фактически один из первых опытов по сварке в аргоне. Ну вот теперь сделал станину для них. Станина на магнитной основе.Магниты от винчестеров будут в углублении днища. Еще не сделал один момент. Не сделал стопор от вращения. Токарные и фрезерные работы делал хороший токарь. Моя идея, сварка и сборка. http://s58.radikal.ru/i162/1501/05/cfa30f51d404.jpg http://s004.radikal.ru/i206/1501/53/e328c0e1abed.jpg http://s020.radikal.ru/i707/1501/c0/b1b9243406a7.jpg http://s008.radikal.ru/i305/1501/e6/1d7dedb1773f.jpg4 балла
-
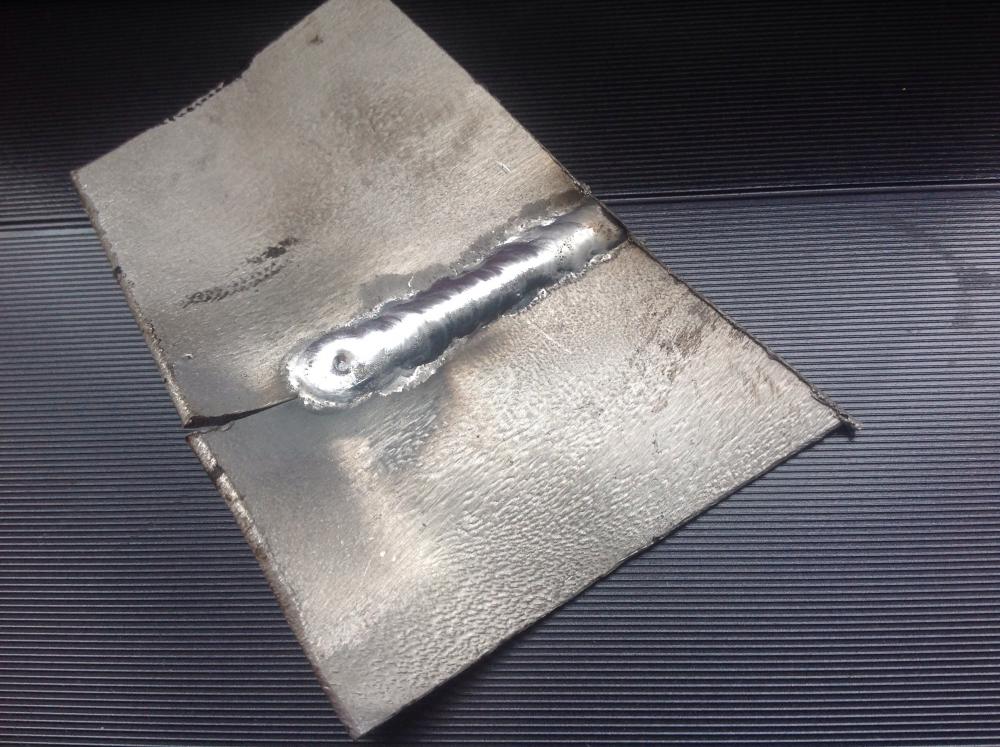
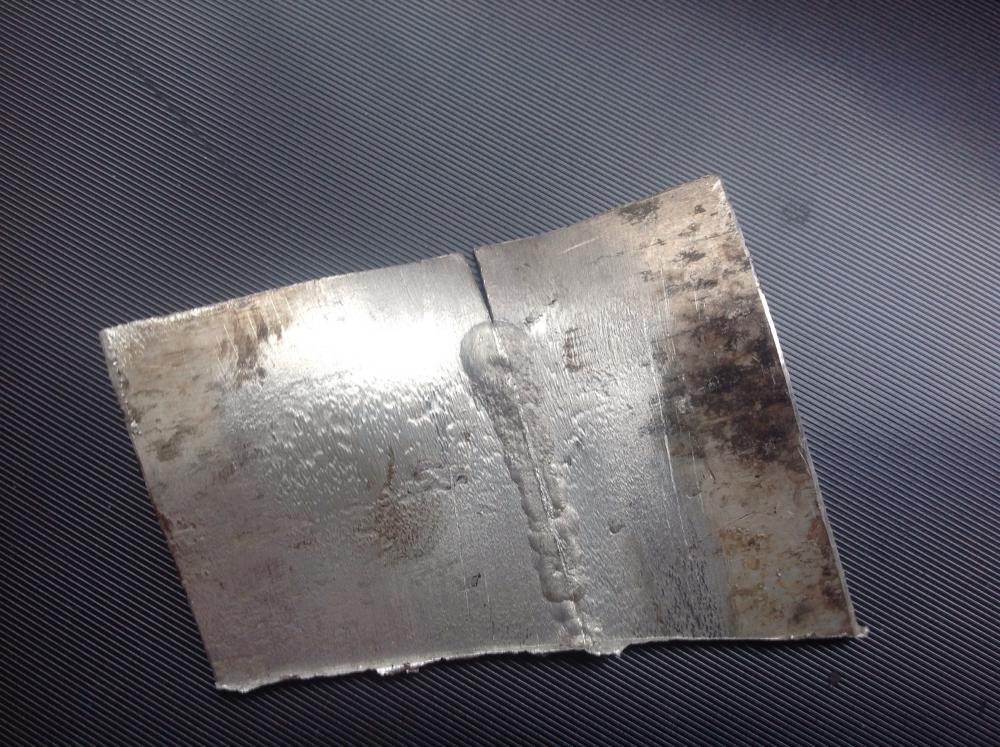
Коротенькая попытка вертикал в угол, на подъем. Присадка св08г2с скрученная вдвое. 120А. http://cs622130.vk.me/v622130196/1b542/qPP2BCMQxtc.jpg Нижнее положение с маленьким зазором, присадка такая же. 95А. Завалил в центре.. http://cs622130.vk.me/v622130196/1b554/ohkYXop2208.jpg Обратная сторона. http://cs622130.vk.me/v622130196/1b54b/2HTEfm-O7Sk.jpg http://cs622130.vk.me/v622130196/1b5be/gIpYjSbDHSI.jpg4 балла
-
С матюгами... и старыми фото. Обводы вот в таких стендах:
3 балла
-
http://forum4x4club.ru/uploads/monthly_01_2015/post-11445-0-52597200-1421326454.jpg3 балла
-
Добавлю еще стремный шов И это электрод не с самым толстым покрытием (ОК-46).
3 балла
-
Не большой пример.Облом по уровню привалочной плоскости,резьба 5х0.8мм.Прошёл щёткой,залил Anti-Rust-ом,протёр и начал наплавлять.Потом наложил гайку м6,проварил,после остывания легко выкрутилась.
3 балла
-
-на просьбу ГАИ,не выезжать в метель,отреагировали только водители снегоуборочной техники.3 балла
-
http://mtdata.ru/u16/photo5547/20909165572-0/original.jpg http://s00.yaplakal.com/pics/pics_original/8/7/7/4592778.jpg http://f6.s.qip.ru/HrElG7YP.jpg3 балла
-
С 24 по 27 марта в Новосибирске состоится 17-я Международная выставка машиностроения и металлообработки Mashex Siberia 2015. Выставка является крупнейшим событием отрасли в Сибири и на Дальнем Востоке. Экспозиция будет представлена разделами: Машиностроение;Металлообработка;Металлургия;Сварка;Промышленная автоматизация;Оборудование, материалы и технологии для обработки металлических поверхностей;Инструмент.В последние годы особое внимание уделяется развитию направления «Сварка». На данный момент заявки на участие подали такие компании как «Вектор Групп», «Шторм», «ТД Мир сварки», «Контур-97», «Полисуд» представительство АОУТ (Франция), «ИнКрафт», «ПромИмпорт» и другие. Подробная информация о составе участников с указанием профиля деятельности представлена на сайте www.mashex-siberia.ru. Также в рамках выставки на стендах участников будет проводиться демонстрация сварочных работ. Получить бесплатный электронный билет можно на сайте выставки. 24-27 марта 2015, Новосибирск, МВК «Новосибирск Экспоцентр» Вебсварка является официальным информационным партнером выставки Mashex Siberia 2015.
2 балла
-
Прикольно . Это крестик моего изготовления. Делается он совсем просто. Выращивается по капле в высоту. Сначала длинная сторона. Потом она ложится горизонтально. И выращиваются вертикально короткие стороны. Ну а для верёвочки крутим крестик и выращиваем петельку. Так можно выращивать любые фигурки. Хорошая штука для тренировок по сварке алюминия.2 балла
-
@Helper, шлак ОК 48.00 есть? @Rolli, за критику -5,по "мутновидению" Вам - 4, по красоте изложения - 3, за внимательность - 2, а по материаловедению - 1. Слева УОНИИ 13/45Р d=3.0 (Судиславль), фланец s=30 сталь 20 , лист s=6 D40s, вертикально по /I-фаске, зазор 2-3-4 мм. Ток на БР-306 выставлен 76А ( около 110А). Заполнение почти по кромку фаски (30-350). Без отрыва "с забеганием"... Cправа ЭА-981/15 d=4.0. Вварыш s~20-25 mm АБ2-1 ПК, лист s=8 D40s, вертикально по К-фаске, зазор 3-4 мм. Ток на БР-306 выставлен 86А (реально не помню), с отрывом, "выводя по чешуйке". Достаточно было сравнить номера фото из "Св. швов" и "Будни сварщиков..." Приложите - посмотрим, а нам на руки плёнки РГК не выдают.
2 балла
-
Вот и сфотайте, и покажите Т/С, как примерно варят УОНИ.2 балла
-
@kaev,Запомните! сначала обезжиривание, потом зачистка. Шкурка не есть хорошо, лучше (шабрение). Вот 0.8 без зазора, обычный трансформатор 50Гц. никаких пульсов. Заготовку плотно прижать к св. столу. Все же лучше тренироваться на более толстом металле.
2 балла
-
Тоже конечно политика,но прикольно сделано: http://youtu.be/7yrEYPVUumA Ещё бы найти ролик, где "Маски-шоу" встречают на вокзале своего провалившегося шпиёна.2 балла
-
http://f5.s.qip.ru/JIuHSTj4.gif
2 балла
-
Колокол
2 балла
-
Я например рутиловыми и рутил-целюлозными вообще варить толстый металл не люблю.Особенно тавровые соединения,или фланцы приваривать...Ванны вообще не видно.Даешь току разбрызгивает все.Шов корявый.Как то варил от Fronius TP1500 рутил-целюлозными АНО-36.Подобрал ток,варил тройкой,приваривал патрубки к фланцам(фланец без юбки)СТ-3..Самые дешевые еще и дырявые(пористый металл).Ток поставил 80 ампер. Варю в слепую--ванны вообще не видно..Просто веду короткой дугой и слушаю на звук))) Думаю ну наверное лажа.Остыло,стукнул,шов идеальный в 90%случаях на вид.Но 10% Это места где реально остались просто дырки--как будто метал там вообще не плавился(( Вот почему и не люблю их. Я рутиловыми варю только в отрыв тонкостенные трубы диаметром до 100мм. с зазором в 3мм без фаски,в один проход.И проходит рентген. А вот фланцы варю только основой УОНИ или ОК или LB.В два прохода обычно,последнее время так обнаглели что внутри не провариваем---в шею гонят быстрее,скорее.А потом бывают протечки через тело Фланца. А насчет того что рутил зажигается легче то это я думаю все знают)На фрониусе помню дугу бывало не разорвать))Как жуйка тянется за рукой) У нас в газ конторе вообще варит каждый чем хочет.Никто не проверяет.Просветка формальная--даже если там лажа то не вырезают.Поэтому варят и рутилом и основой и даже вставлять в швы арматуру не брезгуют) А что касается УОНИ то тут однозначно это КЛАССИКА)1 балл
-
Скотчбрайт и роторная шлифмашинка.1 балл
-
@Vanguard, Плюс вам, пока. только не куда ставить. Вот и моя старушка АГНИ поработала с баком на все 100%, от 130 до 220 А и даже не задумывался, что перегрелась, жарил и жарил. От Селковской горелки-остались бы одни потроха, оплавившиеся при таком режиме.
1 балл
-
@chapar,А кто производит EVERLAST?1 балл
-
Свои преимущества есть наверное и у того и у другого
1 балл
-
Надо её успокоить от пляски. Минимальная длина дуги, 200гц АС тока, (если у вас есть, но можно и 50гц обойтись), вольфрам заточен , поджиг дуги на присадке как увидите зеркало расплавленного алюминия и пошли дальше как обычный шов .
1 балл
-
@валера1963,@Менгон,@Sakhalin_Cat, Всем спасибо за рекомендации, завтра буду тренироваться1 балл
-
Тоже с 0,8 баловался когда-то.
1 балл
-
Кнопку на горелке чаще ВКЛ-ВЫКЛ и по моему у вас отсутствует зачистка кромок до "живого металла".1 балл
-
@kaev, речь не о импульсе, а о частоте переменного тока.1 балл
-
А Вам слабо надеть ИП-40 и под водой поварить? Не надевали? Так попробуйте... или хочется "не мешки ворочать", но не с кем? я не компаньон в таком деле - это к теоретикам форума... @Гржемелику например.1 балл
-
АВН.это сложный вопрос....И на него я Вам сейчас не смогу дать исчерпывающего ответа....Но твердо знаю одно,если не обсуждать,как вернуть,то будут возникать вопросы,а что это за электродв такие,"УОНИ".а почему обмазка горит неравномерно,а почему в одной партии шлак стекловидный и полупрозрачный,а в другой мутношершавозеленый...А если топикстартеру еще кроме нехорошего инвертора попадутся и нехорошие "УОНИ"....дальше,думаю,писать и обьяснять что-то не имеет смысла.И соответственно,отпадет необходимость обсуждать сварку....Я доходчиво изложил???1 балл
-
Спасибо за советы)Уже разобрался.Дело было в дефекте иглы резака---во внутреннем канале,по которому проходит подогревающий кислород был припой.Стал работать как надо. Про намотку Вы правы,но там важно просто подобрать диаметр шнура.У меня было много разных шнуров,Я выбрал тот который как вы и говорите--туго проходит в испаритель. Даже при резких манипуляциях резаком состав пламени не меняется вообще. Правда резак довольно капризный,то там потечет то там)Все нужно проверять тщательно. Недавно заимел Резак Бобуха.Штука действительно крутая!Простая как газовый резак,очень мощная и надежная! https://www.youtube.com/watch?v=VBX8_rnIsRg Не нужен ни асбест ни подогрев1 балл
-
Nissan X-Trail. Собираю что называется по кусочкам. Притащили отдельно кузов на колесах, отдельно двигатель, отдельно коробка.... В итоге картина пока такая. Вот только про болты забыли, в итоге роюсь в своих метизах...
1 балл
-
http://s00.yaplakal.com/pics/pics_preview/8/8/6/4614688.jpg1 балл
-
@Гржемелик, Последнее время стараюсь не задавать лишних вопросов клиентам, а тем более давать им советы и рац. предложения. Ступицу наваривал там, где показали, а на счет токарной обработки клиент думаю не заморачивается, так как сказал, что будет подгонять места наплавки с помощью УШМ. Вот как то так.1 балл
-
Что за горелка?
1 балл
-
Тема статьи: Брак сварных соединений на полиэтиленовых трубопроводах и его причины. Авторы статьи: Зуев М.А. - заместитель генерального директора по учебной части ООО «ЦентрТехФорм»Фролов С.В. – директор по продажам ООО «ЦентрТехФорм» Скачать: doc06772020150113154707.pdf1 балл
-
С теоретического чертежа, пример; http://www.stroitelstvo-new.ru/sudostroenie/rk/img/34.jpg Разбивки этого чертежа( и многого другого) на плазе 1:1, изготовления множеств различных шаблонов из фанеры- для контроля обводов корпуса и не только. Допуски, контрольные точки, мерительный инструмент от метра до теодолита(штихмасы, квадранты, ватерпасы, бухтиномеры, шпацимеры) включая нитку и отвес. Постройка корпуса производится строго в горизонте по плоскости КВЛ (ГВЛ, ЛВ) А представьте теперь, катер деформировало по ДП : Нос 5мм к ЛБ, Корма 7мм к ПБ. По мидель-шпангоуту правый борт выше левого там..на 6 мм и корма относительно ВЛ "осела" 10мм. Даже при такой не большой длине, такая "небольшая" бяка норма? А на ходовых испытаниях такой катерок начнёт "рыскать", не выходить на редан, забирать в право(лево). В общем, не так-то просто с лего-корабликом... Извините, но позвольте вам не позволить. В судостроении нет ни каких "каркасов", в судостроении это называется "набор",- как поперечный, так и продольный. У вас по фото рамные шпангоуты и стрингеры(днищевые), место под вертикальный киль.1 балл
-
Сегодня добрался до старых батиных запасов электродов. Потестировал их на кардане - удлиняли для какой то самоделки. Очень даже неплохо варят и шовчик приличный, единственное что заметил в начале шва образуются поры. Завтра прокалю их и в дело - кризис однако.
1 балл
-
http://cs14112.vk.me/c623417/v623417031/142c9/MpmORzyU500.jpg1 балл
-
Если вы только начинаете осваивать РД сварку, то Вы не те электроды выбрали для тренировок. Если же МР-3 и АНО-21 хорошо получается то переход на основные электроды будет не таким и сложным. Несколько советов если позволите: Первый и немаловажный - это производитель электродов, у большинства наших сильно хромает качество, причем в одной партии да и что греха таить, даже в одной пачке, могут попасться откровенно плохие электроды(качество обмазки). Купите электроды сразу нескольких производителей и пробуйте. Потом определитесь для себя, кому отдать предпочтение. Второй - перед тем как пробовать - прокалите электроды согласно инструкции, или хотя бы посушите в духовке и положите их из пачки в герметичный пенал("колчан"). Третий - определите реальный ток, на выходе из Ваших аппаратов во время сварки(нужен помощник и клещи). И пробуйте этими электродами варить с опиранием на обмазку, очень короткой дугой и без отрыва. Если будете часто тренироваться с основными электродами(с основным покрытием) всё у Вас получится. Удачи!1 балл
-
Фото будет завтра(или уже сегодня). , Красиво! У меня ТИГ для работы с нержавейкой пока только в планах. Но очень хочется эти планы воплотить в жизнь - пока мешает кризис. Кстати мне подсказали "лекарство" от кризиса - "больше работать - меньше жрать", по этому будет скоро ТИГ. P.S. Желательно чтобы ТИГ появился раньше язвы !1 балл
-
Сегодня попробовал люмишку варить на постоянке. Электрод 3.2 мм, ток 35 ампер, аргон. Прогрел детальки (пластины 2 мм+2 мм, 15 см на 5 см)... и сварились. Вполне прилично. Так что сварка на постоянке люминя возможна и реальна. До этого только читал об этом, а сегодня убедился на собственном опыте.1 балл
-
В исправном моторе в картере разряжение !!!1 балл
-
Продвигаемся дальше... Собрали столбики, сварили рамы под ворота, и залили их бетоном... На днях знакомому подключал "котел Попова" на 50кВт. Как называемый - Газогенераторным котлом Попова. Возможно, что по данному образцу сварю и себе такой же... Ну и варим дальше... Режим балки, ставим их на свое место. Коль форум о сварке, немного и швов своих покажем, тапками не кидать, варю от генератора, мощность его впритык!
1 балл
-
Собственно сам проект. Не много о себе... Зовут меня, Алексей Александрович. Сваркой увлекаюсь с шестого класса. Варил на дедовском аппарате, помню и свой первый шов Со временем освоился и пошло, сварка ацетиленом, пайка, сварка п/а и TIG-ом. Занимаюсь и токарной-фрезерной работой на станках 16Б16КП, 67К25П. Направление простое, предоставление услуг своим клиентам. Заземлением будет сама скважина, ее глубина около 30метров.
1 балл
-
@m4shaman1980, для чего её колоть? Показана самая обычная ситуация, когда маска падает с высоты человеческого роста два раза подряд и оба раза на твёрдую поверхность. Маска цела. А ещё я вот видел как у сварщика маска упала с высоты 4-го этажа. Видел падение маски с высоты борта среднего корабля в ремонтном доке. Имеют место на существование такие ситуации? Конечно, имеют. Но при этом не стоит закладывать в маску ценой 300р конструкцию парашютика для спасения от падения с высоты. Кстати, вполне реальная ситуация, когда в мастерскую или цех может припереться Брейвик с автоматом и выстрелит сварщику в лицо. Неплохо было бы предусмотреть пуленепробиваемость.1 балл
-
Здравствуйте уважаемые, сварщики. Хотелось представить на Ваш суд некоторые свои попытки в этом деле. Сразу скажу что стаж у меня небольшой - чуть более года. Опыта тоже очень мало. (не кидайтесь держаками с электродами ) Пока можем только так. Приму любые советы. Сварочные материалы: электроды ОК 53.70, диаметр ф2,6мм., сила тока-точно сказать не могу, т.к. на баластнике ножи подписаны краской от руки и там стоит то ли 50А, то ли 59А - для самого еще загадка. Сталь - Бог его знает....какую дали. , Вот тут плохо с освещением в слесарке приходилось фонариком подсвечивать. Снимки все сделаны при помощи мобильного, фокус у него дрянной, можно сказать, что его вообще нет. , ,, Я только еще учуся...
1 балл