Лидеры




Популярный контент
Показан контент с высокой репутацией 13.01.2015 во всех областях
-
Доделал свой профилегиб гнет отлично



 11 баллов
11 баллов -
Сегодня добрался до старых батиных запасов электродов. Потестировал их на кардане - удлиняли для какой то самоделки. Очень даже неплохо варят и шовчик приличный, единственное что заметил в начале шва образуются поры. Завтра прокалю их и в дело - кризис однако.



 5 баллов
5 баллов -
в 2008 году в командировке. Полуавтомат Fronius, модель уже не помню. Фотки плохого качества, тогда телефонные камеры были слабоваты.




 3 балла
3 балла -
Меня пригласили как сварщика, всех ньюансов не знаю как называеться детали, спасибо за подсказку.3 балла
-
По моим ощущениям плюсы смеси только в эстетике шва (нет брызг, мелкая чешуя) и комфорте работы. Во всём другом: дешевизна, проплав, нетребовательность к зачистке по сравнению со смесью, работа на открытом воздухе, степень разогрева сопла и горелки- лучше углекислота.3 балла
-
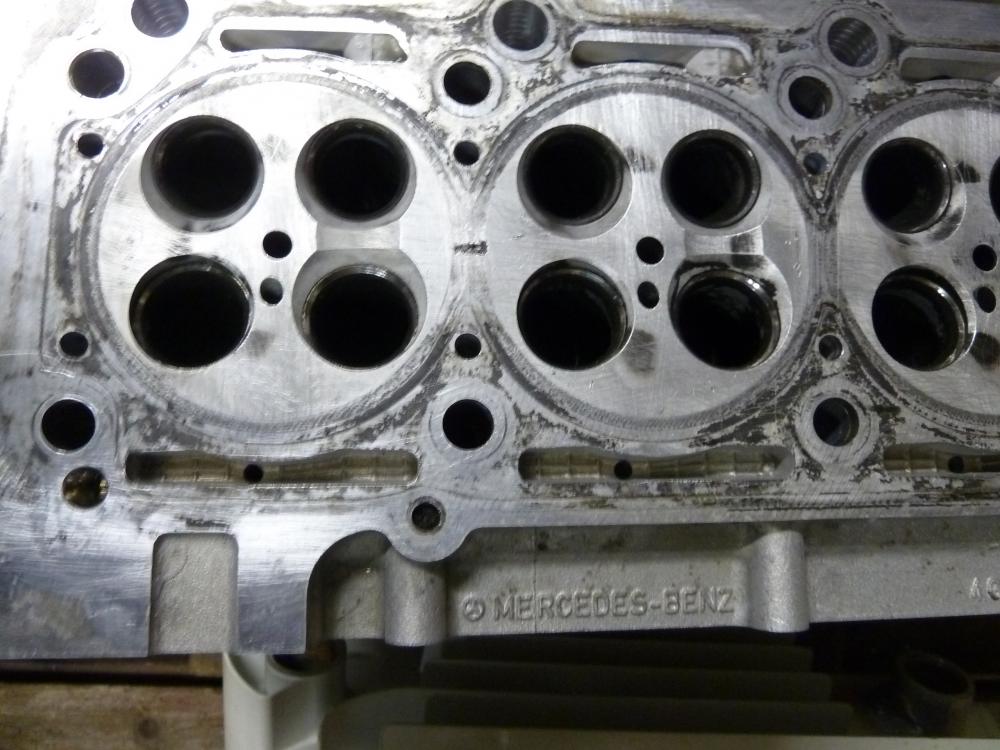
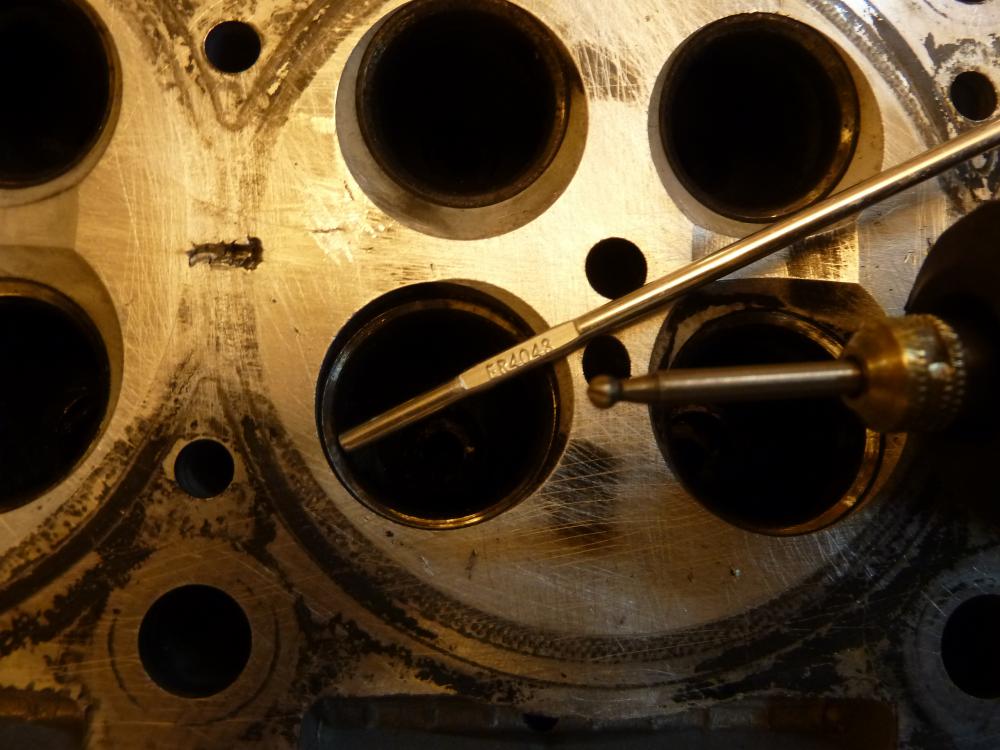
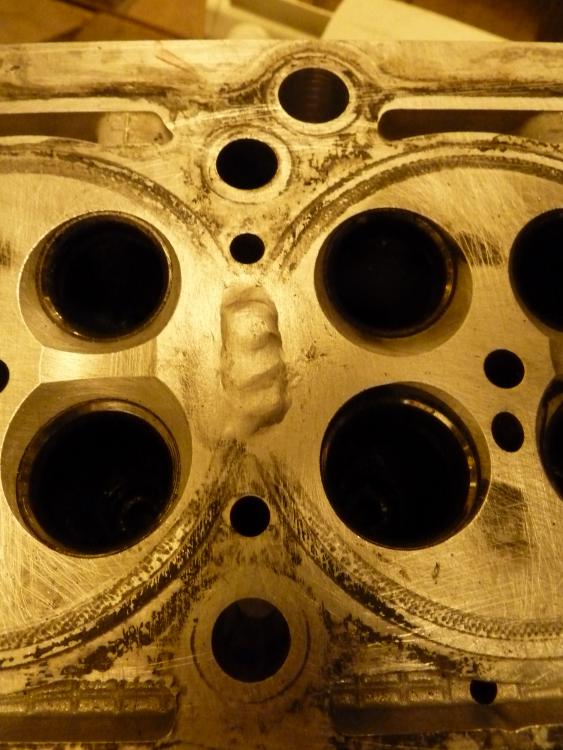
ГБЦ Мерседес, притащили грязную...., не люблю грязных деталей.









 3 балла
3 балла -
Немного добавлю: После сварки гайки если заломыш начинает немного шевелиться и закусывает, я его выкручиваю потихоньку, примерно по четверти оборота туда - сюда, можно капнуть на резьбу "жидкий ключ" типа WD-40. Если решились сверлить, а заломыш каленый, в этом неплохо помогут кровельные саморезы по металлу, мы сначала ими засверливаемся, чтобы не сажать сверла малых диаметров:
 3 балла
3 балла -
@Шурпет,особо крепко сидящие в алюминии стальные заломыши вытравливаю с помощью азотной кислоты. Она алюминий не берёт (вследствие пассивации), а сталь кушает с удовольствием. Из пластилина леплю буртик и заливаю полученный "кратер" кислотой. Через некоторое время (от полудня до пары дней)-посадка ослабевает и останки заломыша свободно вынимаются. Если заломыш сидит в стальном, либо чугунном изделии, то привариваю к нему гайку полуавтоматом, либо в аргоне. В аргоне-эффективнее, т.к., происходит значительный нагрев остатка крепежа и, в следствие его расширения, происходит усадка грязи и ржавчины в зазоре между стенками резьбового соединения. После остывания, почти в ста процентах случаев, заломыш свободно выворачивается. Ну, остальное (когда, всё же, не выворачивается)-на случай серьёзного повреждения резьбы (потяжка, срыв витков и т.д.). С экстракторами (леворезьбовыми метчиками с конической формой и крупным шагом) работал. Помогают далеко не всегда. В случае плотной посадки заломыша экстрактор начинает раздавливать просверленное для него отверстие и ещё туже заклинивает заломыш. Обломанный экстактор-вообще превращается в самостоятельную проблему...3 балла
-
Да... Лучше бы, конечно, собрать все фото в кучу и разом оформить, но, не получится. Постоянные сверки с замыслом клиента - дабы не накосячить в проекте. Короче, следующая "будня": Никогда бы не подумал, что к раме пластину буду варить на 160А . Начинал с 140А - еле-еле -теплоёмкая однако, эта рама... Мне диск легче проварить было, шов грубоват получился. Профиль трубы рамы 4 мм толщиной. Добавить больше ампер возможности нет, срабатывает защита по низкому напр. 195В.http://www.smailikai.com/smailai/26/smailikai_com_01(216).gif
 3 балла
3 балла -
Изготовление катера, буду выкладывать поэтапно, в первые день сборка стапеля, второй день сборка каркаса(шпангоуты) и сварка каркаса.




 3 балла
3 балла -
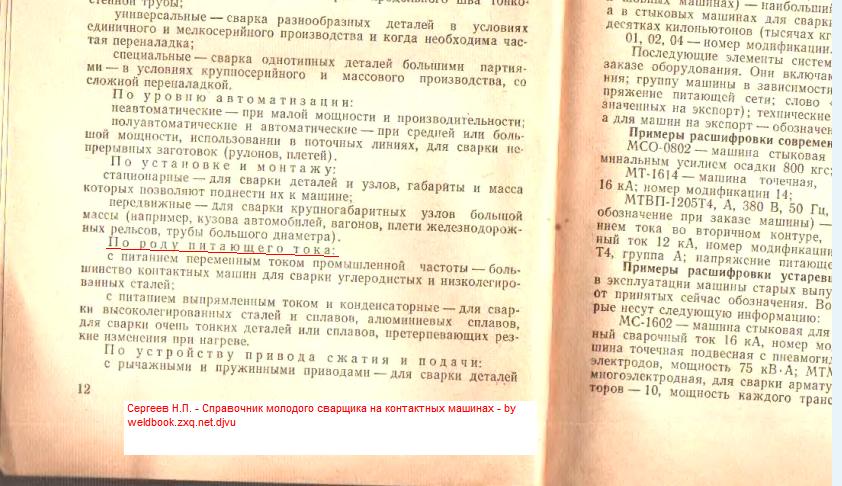
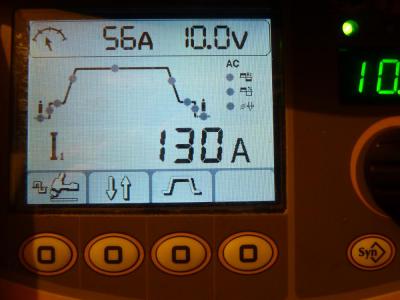
Пока Васо_29 прикуривает от электрода, пдг: рдс: радс, присадка 0,8mm - 20A :








 3 балла
3 балла -
@Nail02, С Вашего позволения, снова отмечусь в этой теме. В наших краях появляется тенденция возвращения к истокам - проще скажу, некоторые довольно таки обеспеченные люди начинают строить себе баньки "по черному"(там нет как таковой трубы, дым, проходя через камни упирается в потолок бани и выходит через "отдушину" под крышу). Сам не бывал в таких баньках, но говорят там такой шикарный пар и совершенно другой "дух". Так вот, сегодня ездил в такую баню устанавливать свой бак и обтягивал каменку уголком. Сделал несколько фото - запечатлел светлые стены, скоро они будут черные.


 2 балла
2 балла -
Давненько ни че не писал, так собственно и писать то нечего пока. Стройка заморожена до тепла. Но без дела не сижу. По сварке особо не че не тащат. В основном знакомые свои машины тащат.... Одному щуп в моторе восстановил (УАЗ Патриот)....Только вот пришлось пол мотора разбирать чтоб заломыш вытащить. Другому задницу переварил. Пьяная компания в ехала... Час Nissan X-Trail стоит, двигатель с коробкой воткнуть надо....






 2 балла
2 балла -
Что интересного предложит сварщик убийца сварщику демону ?...))2 балла
-
Через меня прошло много КМов. Это надежный и не прихотливый аппарат. Его как правило берут на метало-конструкции с продолжительным режимом работы. Электронно в подающем ломаться нечему, так как вся схема управления находится в источнике. http://websvarka.ru/talk/uploads/monthly_01_2015/post-5082-0-69969600-1421144914_thumb.jpg Источник может выдавать напряжение или нет, так что электронно он исправен, потому что на малых токах варит нормально. Остается разобраться с причиной того, что на малых работает, а на больших плюется. 1. Плохой контакт силовой части. Чаще всего это масса заземления или плохо прижатые разъемы промежуточного кабеля между источником и подающим или массы. 2. Маловероятно, но может быть проблема с сетью. Просаживаясь меняются параметры настройки.
 2 балла
2 балла -
Как раз вчера и понял это чем ближе вальцы к друг другу то и докат меньше у меня 20 не докат. Привод это лебёдка 220 покупал давно чтобы скважину под воду бурить бур доставать .Зимой без надобности лежит а тут в дело будет.Насчет оборотов портиться мне не куда .Ворота закончу теплицу начну делать.2 балла
-
С теоретического чертежа, пример; http://www.stroitelstvo-new.ru/sudostroenie/rk/img/34.jpg Разбивки этого чертежа( и многого другого) на плазе 1:1, изготовления множеств различных шаблонов из фанеры- для контроля обводов корпуса и не только. Допуски, контрольные точки, мерительный инструмент от метра до теодолита(штихмасы, квадранты, ватерпасы, бухтиномеры, шпацимеры) включая нитку и отвес. Постройка корпуса производится строго в горизонте по плоскости КВЛ (ГВЛ, ЛВ) А представьте теперь, катер деформировало по ДП : Нос 5мм к ЛБ, Корма 7мм к ПБ. По мидель-шпангоуту правый борт выше левого там..на 6 мм и корма относительно ВЛ "осела" 10мм. Даже при такой не большой длине, такая "небольшая" бяка норма? А на ходовых испытаниях такой катерок начнёт "рыскать", не выходить на редан, забирать в право(лево). В общем, не так-то просто с лего-корабликом... Извините, но позвольте вам не позволить. В судостроении нет ни каких "каркасов", в судостроении это называется "набор",- как поперечный, так и продольный. У вас по фото рамные шпангоуты и стрингеры(днищевые), место под вертикальный киль.2 балла
-
Дополню немного. Есть ещё левые свёрла, сделаны специально для высверливание шпилек, иногда при сверлении, залом выкручивается. Можно ещё нагревать самодельной точечной (контактной) сваркой, это более эффективно, чем сваркой греть.2 балла
-
без проблем убирает все напряжения и остаточные деформации после сварки.
 2 балла
2 балла -
@egemih777,Добрый день, коллега. Если вы имеете ввиду "как выкрутить болт, если у него свернули голову"? Много раз сталкивался с такой бедой и можно попробовать несколько способов. Если есть резак, ну в худшем случае паяльная лампа (хотя в продаже имеются небольшие газовые баллончики с насадками- они так и назывались "дракоша"), необходимо сначала , если это позволяет конструкция, нагреть посадочное место до малинового цвета, а затем возьмите мокрую тряпку и охладите нагретое- это выжжет из резьбы старую смазку и немного "оживит и расшевелит" резьбовое соединение, так как основное тело и остатки болта имеют разную массу и следовательно и температура мгновенного остывания у них разная. Затем возьмите гайку чуть большего размера по диаметру и по высоте ( можно заранее у токаря заказать или самому в тисках напилить). через небольшую высоту легче прихватывать к остаткам болта. Потом дайте остыть всей конструкции и можете капнуть ещё и керосинчику и немного подождать. Пробуйте, крутите. Некоторые допускают при спешке ошибку- сразу приваривают гайку и поливают водой- не всегда такое проходит, сварка подкаливается и обламывается. Есть и другой способ, когда вы гайку прихватили, то попробуйте нагреть само тело вокруг резьбы, но не провороньте момент, когда начнет нагреваться сама ваша гайка с прихваченным остатком, её может закусить и придется тогда охлаждать всю конструкцию. Есть ещё вариант, но он используется для глубоких заломов и болтов диаметром больше 10мм- сверлится в заломе отверстие, нарезается внутренняя левая резьба под левый болт. В метизах такие метчики и болты редкость, но бывает и попадаются.2 балла
-
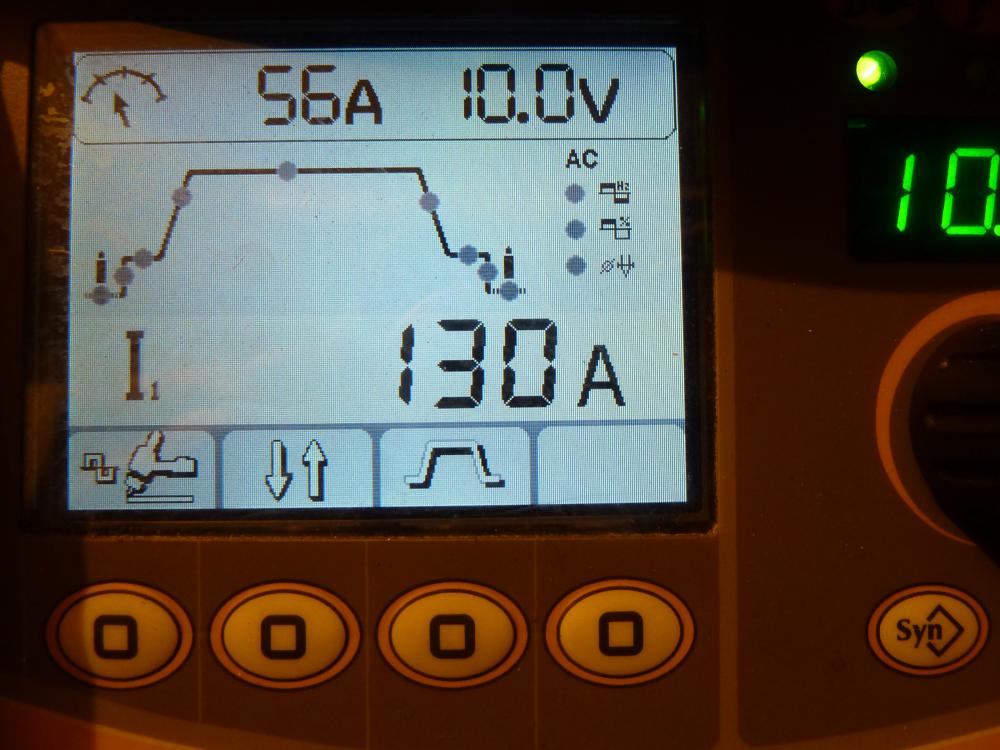
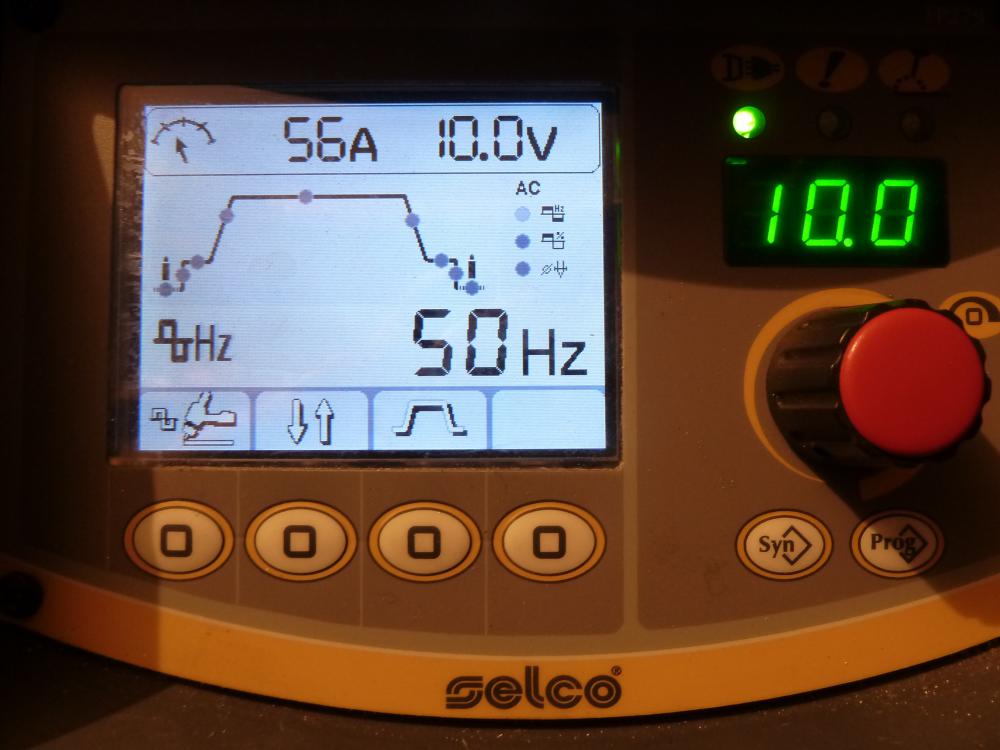
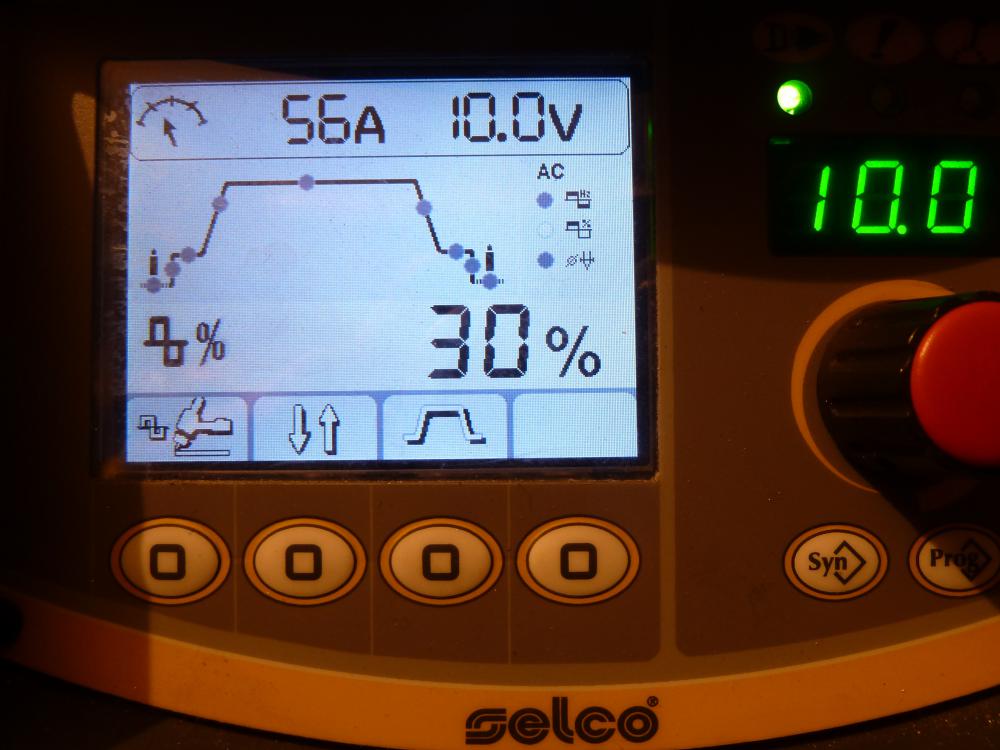
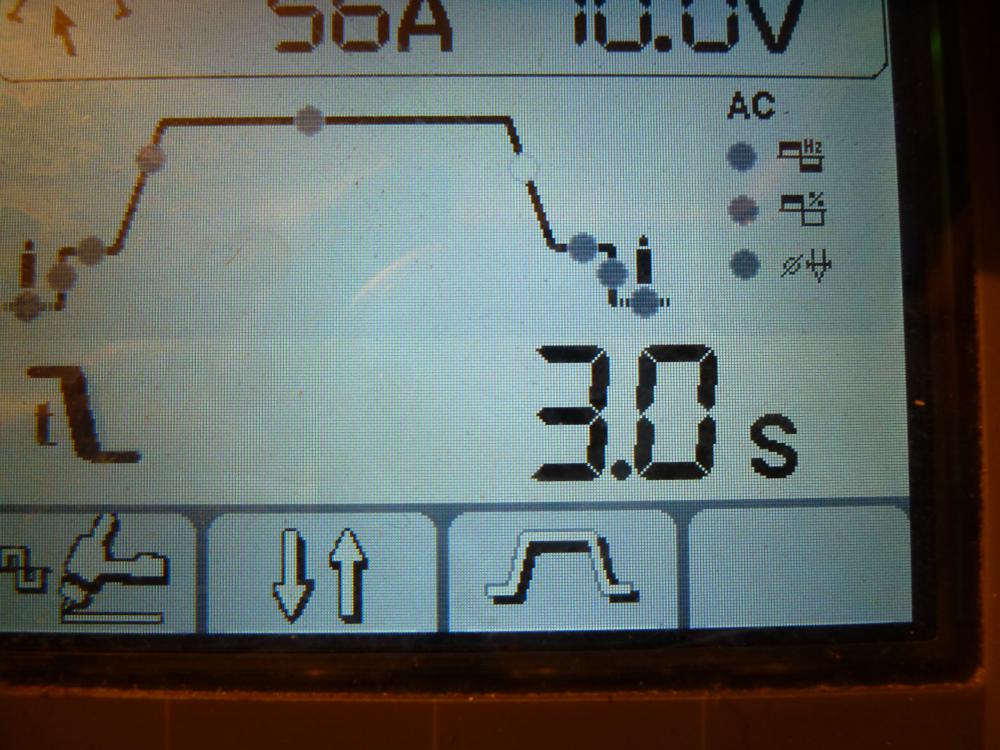
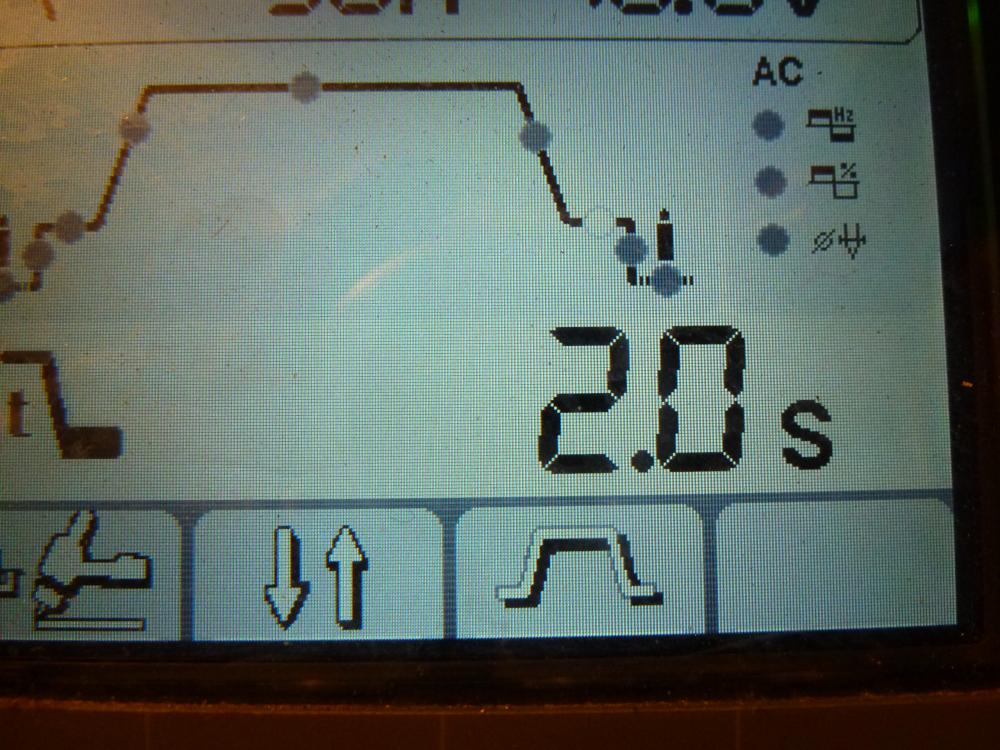
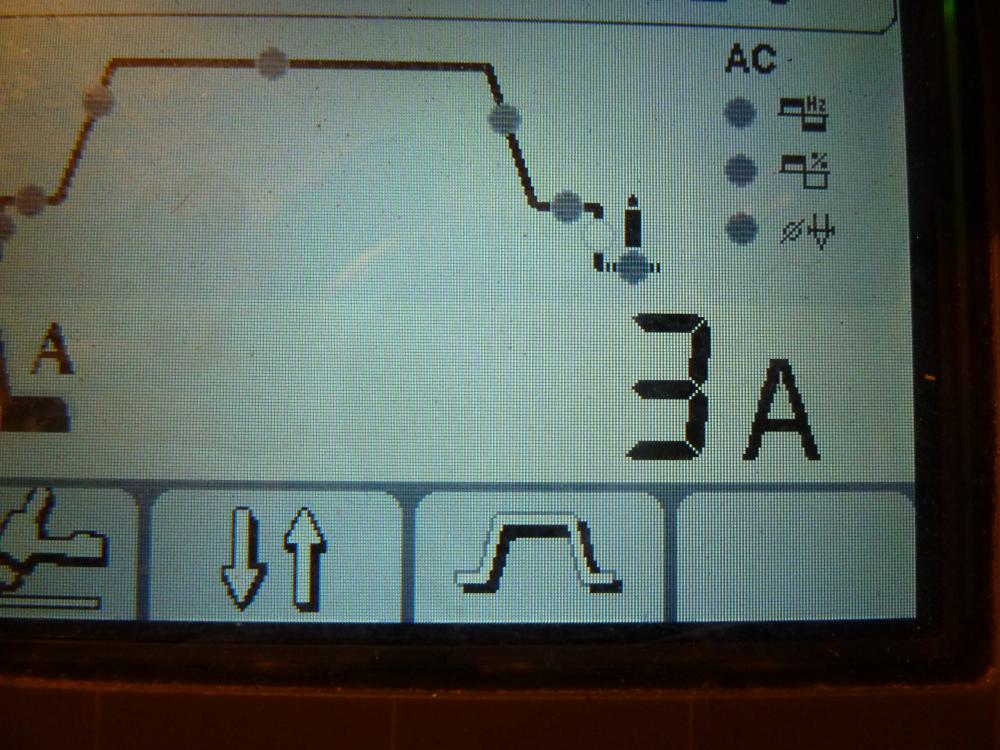
Сегодня второй день познавал на практике сей волшебный процесс. Напилил и зачистил заготовки, немного погрел газовой горелкой. http://cs540106.vk.me/c624121/v624121196/12ddb/H3YERicJli4.jpg Это мой "верстак" http://cs540106.vk.me/c624121/v624121196/12dd1/E1jSfPnjU4w.jpg Наиболее удачно получилось тавровое соединение. Обычная "ржавейка" 3мм, 130а, газ "на щеку", без присадки, вольфрам "синий", 1.6мм. Сопло №6. Предгаз 2 сек. Постгаз 6 сек. Нарастание тока 1.5 сек. Спад тока 3 сек. http://cs540106.vk.me/c624121/v624121196/12bc2/vRmseOJLdnY.jpg http://cs540106.vk.me/c624121/v624121196/12bb9/MeDFN6OQdJ0.jpg Это нижнее положение с небольшим зазором, тоже без присадки, зато с дырками 90а, остальные настройки как и выше. http://cs540106.vk.me/c624121/v624121196/12de5/oHMD7gZ5pFg.jpg Отдельно спасибо @ARGONIUS за подсказки в он-лайн режиме2 балла
-
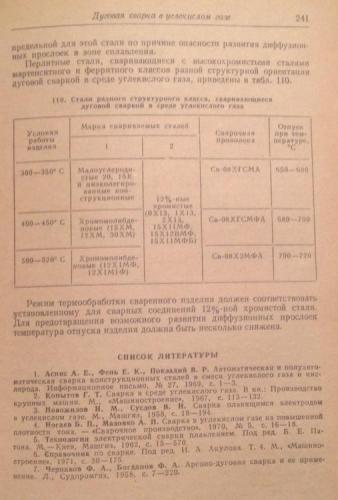
Газовая или газоплавильная сварка относится к группе способов сварки плавлением. Для осуществления процесса сварки возможно применение разных горючих, соответственно чему можно различать сварку водородно-кислородную, бензино-кислородную и т. д. Преобладающее значение имеет ацетилено-кислородная сварка; другие виды горючих имеют ограниченное применение. Существенное технологическое отличие газовой сварки от дуговой сварки — более плавный и медленный нагрев металла. Это основное отличие сварочного газового пламени от сварочной дуги является в одних случаях недостатком, в других — преимуществом газового пламени и определяет следующие основные области его применения для сварки: сталей малых толщин, 0,2-5 мм;цветных металлов;металлов, требующих при сварке постепенного мягкого нагрева и замедленного охлаждения, например многих инструментальных сталей;металлов, требующих подогрева при сварке, например чугуна и некоторых сортов специальных сталей;для твердой пайки;для некоторых видов наплавочных работ.Благодаря универсальности, сравнительной простоте и портативности необходимого оборудования газовая сварка весьма целесообразна для многих видов ремонтных работ. Сравнительно медленный нагрев металла газовым пламенем быстро снижает производительность газовой сварки с увеличением толщины металла, и при толщине стали выше 8-10 мм газовая сварка обычно экономически невыгодна, хотя технически еще возможна сварка стали толщиной 30-40 мм. При замедленном нагреве разогревается большой объем основного металла, прилегающего к сварочной ванне, что, в свою очередь, вызывает значительные деформации (коробление) свариваемых изделий. Это важное обстоятельство делает газовую сварку технически нецелесообразной, не говоря I уже об экономической невыгодности для таких, например, объектов, как строительные металлоконструкции, мосты, вагоны, корпусы судов, станины крупных машин и т. п. Замедленный нагрев также вызывает длительное пребывание металла в зоне высоких температур, что влечет за собой перегрев, укрупнение зерна некоторое снижение механических свойств металлов. Значительные деформации металла, возникающие при газовой варке, ограничивают возможности выбора рациональных форм сварных соединений. Из многообразных форм сварных соединений, выполняемых дуговой сваркой, при газовой сварке пользуются, как правило, лишь простейшим стыковым соединением. Угловые швы и соединения нахлесточные и тавровые при газовой сварке используются лишь в случаях необходимости из-за затруднений, создаваемых значительными деформациями металла, свойственными газовой сварке. Применяются стыковые соединения как без скоса кромок, без отбортовки и с отбортовкой кромок (особо удобное соединение для газовой сварки), так и с одно- и двусторонним скосом кромок. Горелку обычно регулируют для работы на нормальном пламени. Тепловое воздействие пламени на металл зависит не только от мощности пламени, но и от угла наклона оси пламени к поверхности металла. Наиболее интенсивно действует пламя, когда его ось нормальна к поверхности металла. С уменьшением угла наклона тепловое действие пламени ослабевает и распределяется по большей площади. Таким образом, кроме подбора соответствующего размера горелки, сварщик может плавно регулировать тепловое действие пламени на металл, делать пламя более мягким или жестким, меняя угол наклона пламени к поверхности изделия. С Увеличением толщины металла принято увеличивать угол наклона пламени и уменьшать его с уменьшением толщины металла. Газовая сварка может производиться в нижнем, вертикальном и потолочном положениях. Присадочные прутки для газовой сварки применяются различного состава, соответственно характеру основного металла. Диаметр прутка выбирается в соответствии с толщиной основного металла. Присадочная проволока для газовой сварки сталей применяется та же, что и для электродов при дуговой сварке, и изготовляется по ГОСТу 2246-80. Для газовой сварки низкоуглеродистой стали применяется проволока марок Св-08, Св-08А и Св-15Г. Для сварки чугуна выпускают специальные литые чугунные стерженьки с повышенным содержанием углерода и кремния. Для наплавки твердых износостойких покрытий выпускаются стерженьки литых твердых сплавов. Защита при газовой сварке Взамен электродных обмазок, применяемых при дуговой сварке, в газовой сварке довольно широко пользуются флюсами, применение которых является необходимым для газовой сварки чугуна, цветных металлов и некоторых специальных сталей. Флюсы добавляют в ванну для растворения окислов и образования легкоплавких шлаков, хорошо всплывающих на поверхность ванны. Во флюсы могут вводиться восстановители и присадки, легирующие наплавленный металл. Флюсы применяются в форме порошков и паст, наносимых на основной металл или на присадочный пруток. Действие флюсов на окислы может быть химическим и I физическим, однако часто между ними трудно провести четкую границу. Химическое действие флюсов заключается в образовании с окислами металлов легкоплавких соединений, устойчивых при высоких температурах. Для химического флюсования окислов металлов основного характера, например закиси железа FeO, во флюсы вводят окислы кислотного характера, например двуокись кремния SiO2 (кварцевый песок, толченое оконное стекло) и борный ангидрид В2О3 (буру, борную кислоту). Для флюсования окислов кислотного характера, например двуокиси кремния SiO2, применяются соединения, дающие основные окислы. С этой целью обычно применяются сода Na2CO3 и поташ К2СО3, дающие соответственно в зоне сварки основные окислы Na2O и К2О. Для флюсов-растворителей применяют главным образом галоидные соли щелочных и щелочноземельных металлов NaCl, KC1, LiCl, CaCl2, NaF, KF, CaF2 и др., а также углекислые и фосфорнокислые соли натрия. Для усиления действия флюсов-растворителей в них часто добавляют бисульфаты натрия или калия NaHSO4 и KHSO4. Применение газовой сварки Газовую сварку применяют в самолетостроении, где преобладает сварка металлов малых толщин (1-3 мм), в производстве химической аппаратуры. Важное значение имеет газовая сварка в прокладке и монтаже трубопроводов самых разнообразных назначений, в особенности малых диаметров, до 100 мм. Газовая сварка является незаменимым мощным средством при ремонте и с этой целью широко используется в ремонтных мастерских для всех видов транспорта, в сельском хозяйстве и т. д. Качество сварных соединений, выполняемых газовой сваркой выше, чем при дуговой электродами с тонкой ионизирующей обмазкой, но несколько уступает дуговой сварке, выполненной качественными электродами. Основная причина некоторого снижения прочности сварных соединений состоит в том, что при газовой сварке не производится легирования наплавленного металла, в то время как при дуговой сварке качественные электроды, содержащие в обмазке ферросплавы, производят довольно значительное легирование. Таким образом, газовая защита, обеспечиваемая восстановительной зоной сварочного пламени, для получения качественного сварного соединения менее эффективна, чем действие качественных электродных обмазок при дуговой сварке. Производительность газовой сварки, значительная при малых толщинах основного металла, быстро снижается с увеличением его толщины. При малых толщинах (0,5-1,5 мм) газовая сварка по производительности может превосходить дуговую. С увеличением толщины металла до 2-3 мм скорости газовой и дуговой сварки уравниваются, а затем разница в скоростях быстро возрастает с увеличением толщины металла в пользу дуговой сварки. При малых толщинах абсолютный расход газов на 1 м сварного шва невелик; общая стоимость 1 м сварного шва может быть меньше, чем при других способах сварки. С увеличением толщины основного металла быстро растет стоимость газов и расход времени на сварку 1 м шва и газовая сварка становится дороже дуговой; разница в стоимости быстро увеличивается с возрастанием толщины основного металла. Таким образом, экономически газовая сварка наиболее приемлема для сварки малых толщин металла. Сварочные горелки Сварочная горелка является рабочим инструментом газосварщика и дает газосварочное пламя, нагревающее и расплавляющее металл. Современная сварочная горелка должна отвечать многим строгим требованиям: давать устойчивое сварочное пламя требуемой формы, иметь точную регулировку, устойчиво поддерживать установленный режим пламени, иметь достаточную прочность, не требовать частого ремонта, быть простой, удобной и безопасной в эксплуатации, иметь минимально возможный вес и т. д. Этим требованиям в достаточной степени могут удовлетворять лишь хорошо сконструированные горелки, тщательно и точно изготовленные из качественных материалов. Основным материалом для изготовления горелок служит латунь, мундштук изготовляют из красной меди, иногда для уменьшения веса горелок применяются легкие алюминиевые сплавы. Сварочные горелки могут быть изготовлены для различных горючих газов, сжигаемых в смеси с кислородом или воздухом. В дальнейшем будут рассмотрены преимущественно ацетилено-кислородные горелки, преобладающие в сварочной технике. Горелки имеют различную мощность, позволяющую сваривать сталь толщиной 0,2-30 мм; однако специальные типы горелок могут иметь и большую мощность; существуют горелки и для особо тонкого металла. По важнейшему конструктивному признаку сварочные горелки могут быть разделены на два основных типа: горелки инжекторные, или низкого давления, и безынжекторные, или высокого давления Принадлежность горелки к тому или другому типу определяется наличием или отсутствием в ней инжектора для подсоса горючего газа. Необходимость применения инжектора обусловливается давлением горючего газа. Если горючий газ имеет достаточно высокое давление, не менее 0,5 ати, то он может поступать в горелку самотеком, и горелка может не иметь инжектора. Безынжекторная горелка может работать лишь при достаточно высоком давлении горючего газа, поэтому она называется горелкой высокого давления. Если же давление горючего газа незначительно (менее 0,5 ати), то необходима, кроме того, принудительная подача или подсос горючего газа, что осуществляется специальным инжектором, встраиваемым в горелку. Поэтому инжекторные горелки называются горелками низкого давления. Такая горелка может работать уже при давлении горючего газа 0,005 атм. Горелка низкого давления может работать и при высоком давлении горючего газа (свыше 0,5 атм), но в этом случае применимы и горелки высокого давления. При давлениях менее 0,5 атм инжекторная горелка становится незаменимой, единственно пригодной. Ввиду того что в горелке высокого давления (безынжекторной) отсутствует инжектор, по конструкции она проще горелки низкого давления (см. рис. а). Кислород поступает в горелку по резиновому шлангу и через приемный ниппель и регулировочный вентиль 1 проходит в смеситель 3, где поток кислорода разбивается на тонкие струйки для лучшего смешивания с горючим газом, после чего проходит в сопло смешения 4. Совершенно аналогичный путь проходит горючий газ, поступающий в горелку через регулировочный вентиль 2. Из смесителя 3 смесь горючего газа с кислородом поступает в камеру смешения 5, где вследствие увеличения сечения газового потока скорость его уменьшается и заканчивается смешение кислорода с горючим газом, дающее на выходе из камеры смешения однородную по всему объему горючую смесь. Из камеры смешения 5 готовая смесь проходит по трубке наконечника 6 и через калиброванный канал мундштука 7 выходит наружу, где и сгорает, образуя сварочное пламя. Для образования нормального сварочного пламени горючая газовая смесь должна вытекать из канала мундштука горелки с определенной скоростью, соответствующей скорости горения смеси. При увеличении скорости истечения газовой смеси сверх нормы пламя отрывается от мундштука, все более удаляется от его среза с увеличением скорости и, наконец, потухает. При уменьшении скорости истечения газовой смеси из мундштука пламя проскакивает через канал мундштука внутрь горелки, происходит воспламенение и взрыв горючей смеси внутри горелки. Таким образом, сварочная горелка может нормально работать лишь при определенной постоянной скорости истечения газовой смеси из мундштука, могущей изменяться лишь в небольших пределах. Эта нормальная скорость истечения зависит от состава газовой смеси, диаметра выходного канала и конструкции мундштука. Для ацетилено-кислородной смеси эта скорость для различных размеров горелок лежит в пределах 70-160 м/сек. Для создания такой скорости на выходе из мундштука и преодоления внутренних сопротивлений горелки требуется, как показывает опыт, давление газа на входе в горелку порядка 0,5-0,7 атм. Требующееся давление примерно одинаково как для кислорода, так и для ацетилена. Безынжекторные горелки могут быть построены как для ацетилена, так и для других горючих газов — водорода, метана. Они сравнительно просты по устройству, хорошо поддерживают постоянство состава газовой смеси, дают устойчивое сварочное пламя. Несмотря на эти положительные качества, горелки высокого давления в нашей промышленности применяются реже потому, что они могут работать лишь на ацетилене достаточного давления, а промышленность широко пользуется ацетиленом низкого давления. Промышленное применение находят чаще инжекторные горелки (см. рис. б). Кислород под давлением 3-4 атм поступает в горелку через ниппель и регулировочный вентиль 1, проходит в конус инжектора 3, идет по узкому каналу инжекторного конуса и выходит с большой скоростью в расширяющуюся камеру смешения 5. Вырываясь с большой скоростью из узкого канала инжекторного конуса 3, кислород создает значительное разрежение в камере инжектора 4 и тем самым принудительно засасывает или инжектирует горючий газ (обычно ацетилен), поступающий через ниппель и вентиль 2 в камеру инжектора, из которой он поступает в камеру смешения 5; оттуда горючий газ в смеси с кислородом с надлежащей скоростью движется по трубке наконечника 6 и выходит из горелки по каналу мундштука 7. Под действием инжек-тирующей струи кислорода давление в камере инжектора падает ниже атмосферного. В нормальных выпускаемых нашей промышленностью сварочных горелках разрежение в камере инжектора составляет 1000-3500 мм вод. ст. для наконечников разных размеров, а давление кислорода, поступающего в горелку для нормальной работы инжектора, должно быть около 3-3,5 атм. Расход кислорода в инжекторной горелке остается практически постоянным и мало зависит от таких факторов, как нагрев мундштука горелки, изменение сопротивления истечению газов из канала мундштука и т. д. Напротив, расход ацетилена легко изменяется от влияния различных факторов и может значительно и быстро меняться, нарушая нормальный состав газовой смеси, выходящей из горелки и поступающей в сварочное пламя. Сильное влияние на расход ацетилена в инжекторной горелке и поступление его в сварочное пламя оказывают нагрев мундштука и наконечника горелки, увеличение сопротивления выходу газов из мундштука, изменение давления газов, поступающих в горелку. Нагрев наконечника горелки ослабляет инжектирующее действие кислорода и снижает разрежение в камере инжектора, что уменьшает поступление ацетилена в горелку. Поскольку поступление кислорода в горелку при этом остается практически постоянным, то содержание ацетилена в газовой смеси уменьшается против нормы и усиливается окислительное действие сварочного пламени. Для восстановления нормального состава смеси и характера сварочного пламени сварщик должен периодически, по мере возрастания нагрева наконечника горелки, увеличивать поступление ацетилена в горелку, открывая ацетиленовый вентиль горелки. Сопротивление истечению смеси из мундштука может возрастать, например, вследствие засорения канала мундштука брызгами металла и, что особенно важно, вследствие приближения горелки к изделию, отчего уменьшается расстояние от среза мундштука до поверхности изделия. С увеличением сопротивления истечению газовой смеси увеличивается давление в трубке наконечника и аналогично влиянию повышения температуры наконечника уменьшается содержание ацетилена в смеси и усиливается окислительное действие пламени. С повышением давления кислорода на входе в горелку увеличивается содержание кислорода в смеси, с понижением — уменьшается. При повышении давления ацетилена на входе в горелку смесь обогащается ацетиленом, при понижении давления уменьшается содержание ацетилена в смеси. Таким образом, инжекторная горелка не обеспечивает постоянства состава газовой смеси, так как состав меняется в процессе сварки; сварщик должен непрерывно следить за характером пламени и корректировать состав смеси ацетиленовым вентилем горелки. Непостоянство состава смеси является существенным недостатком инжекторной горелки. Основное ее преимущество в том, что можно работать на любом низком давлении ацетилена, начиная с 50 мм вод. ст. Это преимущество является решающим, и в настоящее время наша промышленность пользуется почти исключительно инжекторными горелками, поскольку производство ацетилена среднего давления, достаточного для питания безынжекторных горелок, пока еще незначительно. Однако инжекторная горелка может работать на ацетилене не только низкого, но и высокого давления. Чем выше давление ацетилена, тем лучше работает инжекторная горелка. Изменения состава газовой смеси под влиянием нагрева горелки и увеличения сопротивления истечения смеси из мундштука особенно заметны при низком давлении ацетилена. С увеличением давления изменения состава смеси уменьшаются, и при работе на ацетилене среднего давления инжекторная горелка работает почти так же устойчиво, как и безынжекторная. Инжекторная сварочная горелка дает сварочное пламя определенных размеров, изменение которых возможно лишь в незначительных пределах, так как значительное увеличение расхода газов вызывает отрыв пламени от мундштука и его потухание, уменьшение расхода газов вызывает проскакивание пламени внутрь горелки и обратный удар. В связи с этим необходимо прекратить работу горелки, полностью закрыть ацетиленовый вентиль на горелке, затем снова его открыть, повторно зажечь и отрегулировать сварочное пламя. Для изменения размеров сварочного пламени, например при переходе к сварке металла другой толщины, необходимо применять горелку другого размера. Для удешевления и упрощения инструментария сварщики обычно пользуются универсальными горелками с несколькими сменными наконечниками. Подобная горелка состоит из постоянной части ствола и сменной части — наконечника, которые соединяются накидной гайкой. Ствол состоит из рукоятки, регулировочных вентилей, присоединительных ниппелей и трубок для газов; наконечник — из инжектора, смесительной камеры, трубки наконечника и мундштука. Каждый размер наконечника обозначается номером. Универсальная сварочная горелка ГС Рассмотрим инжекторную универсальную горелку ГС (см рис.). Газы в горелку поступают по резиновым шлангам, надеваемым на ниппель для кислорода 1 и для ацетилена 2. Далее кислород идет по трубке 3, ацетилен — по трубке 4 и подходят к регулировочным вентилям для кислорода 5 и для ацетилена (не показан на рисунке). Затем газы поступают в инжектор 6, далее в камеру смешения 7 и по трубке наконечника идут в мундштук 10, на выходе из -которого сгорают, образуя сварочное пламя. Ствол и наконечник соединяются накидной гайкой 9. Регулировочные вентили газов удобно расположены и позволяют сварщику регулировать горелку, не прерывая работы, пальцами той же руки, которая держит рукоятку. Расположение вентилей выгодно смещает центр тяжести горелки, улучшает ее баланс и уменьшает утомляемость сварщика. Существенным преимуществом горелки ГС является примерно одинаковое давление кислорода около 3 атм для всех размеров наконечников. Стандартные горелки изготовляют четырех типов-ГС-1, ГС-2, ГС-3 и ГС-4. ГС-1, малой или микромощности, служит для сварки тонкого и тончайшего металла, 0,05-0,6 мм. Она комплектуется двумя наконечниками № 00 с расходом ацетилена 10-25 л/ч и № 0 с расходом 25-60 л/ч^; вес горелки 0,24 кг. Горелка ГС-2, малой мощности, служит для сварки тонкого металла, 0,3-4 мм, с четырьмя наконечниками, № 0, 1, 2 и 3^; вес горелки 0,32 кг. Горелка ГС-3, средней мощности, наиболее широко применяется в промышленности для сварки металла толщиной 0,5-30 мм, комплектуется семью наконечниками, № 1,2, 3, 4, 5, 6, 7^; вес горелки 0,5 ,кг. Горелка большой мощности, ГС-4, для обработки металла толщиной 30-100 мм, комплектуется двумя наконечниками № 8 с расходом ацетилена 2800-4500 л/ч и № 9 с расходом ацетилена 4500-7000 л/ч^; вес горелки 1,34 кг. При зажигании горелки открывают сначала кислородный вентиль, и струя кислорода создает разрежение в камере инжектора, производя подсос ацетилена. Затем открывают ацетиленовый вентиль и поджигают смесь. Пламя регулируют ацетиленовым вентилем до получения надлежащего характера пламени и состава газовой смеси: по размеру, очертанию и цвету внутренней части пламени, так называемого ядра пламени. Гасят пламя горелки в обратном порядке: сначала закрывают ацетиленовый вентиль, а затем кислородный. Ацетиленовый вентиль перекрывают также при обратных ударах, замеченных неисправностях горелки и т. п. Неисправность горелки обычно сказывается на внешнем виде пламени, которое получает неправильную форму. Сварочная горелка является достаточно сложным и точно изготовленным инструментом и требует аккуратного и бережного обращения. При перерывах в работе горелку вешают на стойку или крючок у рабочего места. При значительном нагреве горелку охлаждают обмакиванием в ведро с водой, находящееся у рабочего места сварщика^; кислородный вентиль при этом открыт, что устраняет возможность попадания воды внутрь горелки. Каналы мундштука можно прочищать лишь медными или латунными прочищалками. Пользование для этой цели стальной проволокой запрещается, так как она царапает и разрабатывает канал мундштука и быстро приводит его в негодность. Помимо обычных, стандартных, широко распространенных в промышленности сварочных горелок, существуют многочисленные специальные типы горелок, применяемые сравнительно редко. Можно отметить специальные формы наконечников Для сварки в труднодоступных местах, двух- и трехпламенные горелки, горелки для подогрева, горелки для пайки, у которых мундштук имеет боковые отверстия для подсоса воздуха, снижающего слишком высокую температуру ацетилено-кислородного пламени, особо мощные горелки с водяным охлаждением и т. д. Все эти специальные горелки имеют в нашей промышленности довольно ограниченное применение. В последние годы появились специальные многопламенные сварочные горелки с большим количеством пламен в одной горелке. Дополнительная информация:

 1 балл
1 балл -
@Гржемелик, Рассадники толерастии и пропаганды вседозволенности уже проявили себя, они объявили войну и проиграли в тот же момент когда начали выполнять свои планы, потому что ложь против Истины обречена изначально, Палестина, Сирия, Украина, это всё звенья одной цепи, этот проклятый народ везде сеет смуту и раздор, искусные провокаторы и хитрецы, но последние глупцы. Вот вы не можете понять как эти люди в европе дошли до такого состояния зомбированности, вы посмотрите кто их "культурно" втягивает в совершенно ненужное им противостояние, их тупо пускают в расход, прячутся за их спинами, ну кто угрожал например Франции, чтобы они ринулись "защищать" свою демократию бомбя чужую территорию. Все эти алькаиды и прочие всего лишь спецпроекты, да, в них вовлекаются недалекие критическим мышлением люди, но сути не меняет, эта карта разыгрывается повсеместно, и везде всех ими пугают чтобы построить людей под себя. И как только удается это сделать они толи в отпуск уходят толи к бабушке в деревню, до востребования.1 балл
-
Андрей.Небольшая реплика....Потом можно снести нафик....Предлагаю еще раздел по шлангам для газосварки,соединениям,огнепреграждающим затворам.Меня вот до сих пор волнует вопрос,а правилно ли, что я хомутиками газовые шланги меж собой стягиваю.И еще,никогда не покупал шланги для горючих газов,везде использовал только кислородный....1 балл
-
@dadasasa, не надо Гугла, просто внимательно посмотрите темы про маски на наших форумах. "Цинковая лихорадка и...", к примеру, в поисковике форума Вам в помощь.1 балл
-
Пока есть свободное время занялся сборкой теплообменника на печку: на такую конструкцию теплообменника вдохновил @виталий каховка :http://websvarka.ru/talk/index.php?showtopic=1807&p=122642. Печку планирую установить в токарку.



 1 балл
1 балл -
Не понятен вопрос , ну а если ток поставить 40А , то что будет ? а если поставить 40А и вести горелку и подвавать присадку побыстрее ? Вы чувствуете метал ? плавление его ?1 балл
-
@PipecSaratov,Почитайте может прогодится.
 1 балл
1 балл -
@PipecSaratov,Если вы собираетесь варить нержавейку в Со2 ,приобретайте присадку 06х18н9т,более подходящая для ваших запросов.1 балл
-
@PipecSaratov,Ну проволока точно не подойдет(смысл варить нержавейку чернухой). Полярность обратная.1 балл
-
Холодная сварка чугуна электродами, обеспечивающими получение в металле шва цветных и специальных сплавов Для получения швов, обладающих достаточно высокой пластичностью в холодном состоянии, применяют электроды, обеспечивающие получение в наплавленном металле сплавов на основе меди и никеля. Медь и никель не образуют соединений с углеродом, но их наличие в сплаве уменьшает растворимость углерода в железе и способствует графитизации. Поэтому, попадая в зону неполного расплавления, прилегающую к шву, они уменьшают вероятность отбеливания. Кроме того, пластичность металла шва способствует частичной релаксации сварочных напряжений и поэтому снижается вероятность образования трещин в зоне термического влияния. Для сварки чугуна используют медножелезные, медноникелевые и железоникелевые электроды. Существует несколько типов медно-железных электродов.Медный стержень с оплеткой из жести толщиной 0,25- 0,3 мм, которую в виде ленты шириной 5-7 мм навивают на стержень по винтовой линии. На электрод наносят ионизирующее или толстое покрытие. Электрод со стержнем, изготовленным из комбинированной проволоки, представляющий собой сердечник из стальной проволоки, плотно запрессованный в медную трубку, изготовляют на станках для производства порошковой проволоки. Может быть также и другой вариант: медный сердечник со стальной оболочкой. Во всех разновидностях содержание железа в наплавленном металле не должно превышать 10-15%, так как в противном случае в шве образуются (в большом количестве) очень твердые включения железа с высоким содержанием углерода, ухудшающие обрабатываемость и снижающие пластичность шва. Пучок электродов, состоящий из одного или двух медных стержней и стального электрода с защитным покрытием любой марки. Пучок связывают в четырех-пяти местах медной проволокой и на конце, вставляемом в электрододержатель, прихватывают для надежного контакта между всеми стержнями. Наиболее совершенные из числа медно-железных электродов — электроды марки ОЗЧ-1, представляющие собой медный стержень диаметром 4-5 мм, на который нанесено покрытие, состоящее из сухой смеси покрытия УОНИ-13 (50%) и железного порошка (50%), замешенных на жидком стекле. Медно-железный сплав в шве получается также при сварке медными электродами по слою специального флюса, который состоит из прокаленной буры (50%), каустической соды (20%), железной окалины (15%) и железного порошка (15%). Флюс насыпают слоем толщиной около 10 мм, расплавляют дугой; далее по мере перемешивания дуга горит между медным электродом и расплавленным флюсом.Сварку медно-железными электродами всех типов следует выполнять таким образом, чтобы не допускать сильного разогрева свариваемых деталей: на минимально возможных токах, обеспечивающих стабильное горение дуги, короткими участками вразброс, с перерывами для охлаждения свариваемых деталей. Основное преимущество этих электродов — возможность проковки наплавленного металла в горячем состоянии для уменьшения уровня сварочных напряжений. Проковка обязательна, так как при этом уменьшается опасность образования трещин в околошовной зоне. Общий недостаток медно-железных электродов — неоднородная структура шва: мягкая медная основа и очень твердые включения железной составляющей, затрудняющие обработку и препятствующие получению высокой чистоты обработанной поверхности. Несколько лучшей обрабатываемостью обладают швы, выполненные электродами марки АНЧ-1, стержень которых состоит из аустенитной стали марки Св-04Х18Н9 и медной оболочки. На электрод наносят покрытие фтористокальциевого типа. Наиболее рационально применять медно-железные электроды для заварки отдельных несквозных пороков или небольших неплотностей, создающих течи на отливках ответственного назначения, в том числе работающих под давлением (фланцы, подшипники). Медно-никелевые электроды в производстве применяют главным образом для заварки литейных дефектов, обнаруживаемых в процессе механической обработки чугунного литья на рабочих поверхностях, где местное повышение твердости недопустимо. Положительные свойства таких электродов в том, что никель и медь не растворяют углерод и не образуют структур, имеющих высокую твердость после нагрева и быстрого охлаждения. Отбеливание зоны частичного расплавления при небольших ее размерах практически отсутствует, так как медь и никель — элементы — графитизаторы, проникая в этот участок, оказывают положительное действие: в то же время никель и железо обладают неограниченной растворимостью, способствуя надежному сплавлению. Для изготовления электродов используют и медно-никелевые сплавы: монель — металл, содержащий 65-75% Ni, 27-30% Cu, 2-3% Fe и 1,2-1,8% Мп (например, НМЖМц 28-2,5-1,5); константан, содержащий ~ 60% Ni и ~ 40% Cu (МНМц 40-1,5); нихром (Х20Н80). Недостатки этих сплавов — их высокая стоимость и дефицитность, а также большая усадка, приводящая к образованию горячих трещин. Горячие трещины иногда имеют вид сплошной сетки, что снижает прочность сварного соединения. В связи с этим данные сплавы не рекомендуется применять для заварки трещин в изделиях, которые несут силовую нагрузку. Заварка же отдельных мелких раковин позволяет получить хорошие результаты, так как обеспечивает возможность последующей механической обработки. Находят применение в промышленности электроды марок МНЧ-1 со стержнем из монель-металла и МНЧ-2 со стержнем из константана. Обе марки имеют электродные покрытия вида Ф. Сварку выполняют электродами диаметром 3-4 мм, ниточным швом, короткими участками при возвратно-поступательном движении электрода, не допуская перегрева детали, для чего рекомендуются перерывы для охлаждения. Наплавленные валики в горячем состоянии следует тщательно проковывать ударами легкого молотка. Для заварки отдельных небольших дефектов на обрабатываемых поверхностях отливок ответственного назначения из серого и высокопрочного чугуна, пороков, выявленных на механически обработанных поверхностях изделий и при ремонте оборудования из чугунного литья, используют также железоникелевые электроды с стержнем из сплава, содержащего 40-60% Ni и 60-40% Fe. При сварке такими электродами обеспечивается достаточно высокая прочность и некоторая вязкость металла шва. Железоникелевые электроды обладают определенными преимуществами, к числу которых, кроме высокой прочности, можно отнести меньшую, чем у медно-никелевых сплавов, литейную усадку, одноцветность наплавки с чугуном. Примером электродов такого типа могут служить электроды марки ЦЧ-ЗА с стержнем из проволоки Св-08Н50 и покрытием из доломита (35%), плавикового шпата (25%), графита черного (10%) и ферросилиция (30%), замешенных на жидком стекле. Необходимо всегда иметь в виду, что все электроды, содержащие никель, дефицитны и могут применяться для сварки чугуна ограниченно, например для заварки небольших раковин, вскрытых на последних операциях механической обработки, в деталях больших размеров и большой жесткости.1 балл
-
390А ПВ=100% - 500А ПВ=60% 800А ПВ=100% - 1000А ПВ=60%1 балл
-
На 12мм толщине пробовали (т - соединение), проплав получился лучше на смеси (разрезали смотрели), катет нормальный , а не плюсовой (как на СО2) , заварили быстрей на смеси. Строго взвесили процесс по стоимостям с учетом цен на газы и проволоку - дешевле получилось в смеси ( и это без учета зачистки - на смеси после лорха она практически не нужна). Мое мнение СО2 - на монтаж (улица) , в цеху углекислоте делать нечего.1 балл
-
@Шурпет,А может быть то, что -к лучшему? Ибо, если , то, всё одно, в итоге-сварного пригружать придут... Был у меня в практике десяток-другой таких "подарков"... Оставалось лишь говорить с сожалением :"Лучше бы ты стал священником сразу принёс..."1 балл
-
@Сварщик убийца, а знаки препинания за Вас Пушкин, чтоли ставить будет? Почему пользователи должны глаза ломать, пытаясь прочитать Ваше предложение на 9 строк с одной запятой?1 балл
-
@Dr_MMA, у них, возможно, и управы объединены.1 балл
-
Сегодня немного поработал на улице, благо потеплее стало. Звонит знакомый клиент, оторвались кронштейны амортизатора на евротелеге, а ехать на загрузку нужно ещё вчера. В оригинале крепление представляло из себя две шайбы, приваренные к верхней крышке рессоры, было принято решение изготовить другой кронштейн и приварить по месту. Вот что получилось. P.S. Такие вот "будни с иллюстрациями", несмотря на воскресенье.





 1 балл
1 балл -
Поинтересуйтесь у инженера про диагонали, допуск усадки, "винты", бухтиноватость (мм/м). Если не знает или знает слишком хорошо, то у нас есть тема про деформации - пусть почитает или напишет :-).1 балл
-
Вот как то сидел в одной латал дыры 3.5 метра проварил 10000 взял за все не знаю много или мало советоваться не с кем было тогда ,но варить внутри жутковато тем более в противогазе фонарик между ног ХОРОШО что маска хамелеон ,но её все равно в руке держать пришлось Фото вышло мало так как взял с собой регистратор а у него батарейка как всегда здохла в не нужный момент. дата и число как всегда не настроена




 1 балл
1 балл -
Существуют ли перспективы урегулирования противоречий между Россией и США по Украине? А по ситуации в Сирии и прочим позициям, взгляд на которые у Москвы и Вашингтона диаметрально противоположен? Дипломаты и политики излагают содержание этих противоречий в достаточно корректных формулировках, но суть проблемы это не меняет: Штаты ведут агрессивное наступление на российские интересы, Россия уже не готова этого не замечать и тем более с этим смиряться. Что обещает долгую и жесткую конфронтацию по всем направлениям.http://vpk-news.ru/articles/231451 балл
-
Тоже мелочёвка. Одно из двух условно повёрнуто.

 1 балл
1 балл -
@АВН, Да по морскому рым. Я человек сухопутный, в повседневной жизни такелажными терминами не оперирую. Тут крепёжные кронштейны из уголка 100, совсем мелочь.

 1 балл
1 балл -
Очень давно делал перед гаражом такой "коврик"- грязь выколачивать замучаешься, особенно после дождя набивается и засыхает. А поднять и почистить тяжеловато.1 балл
-
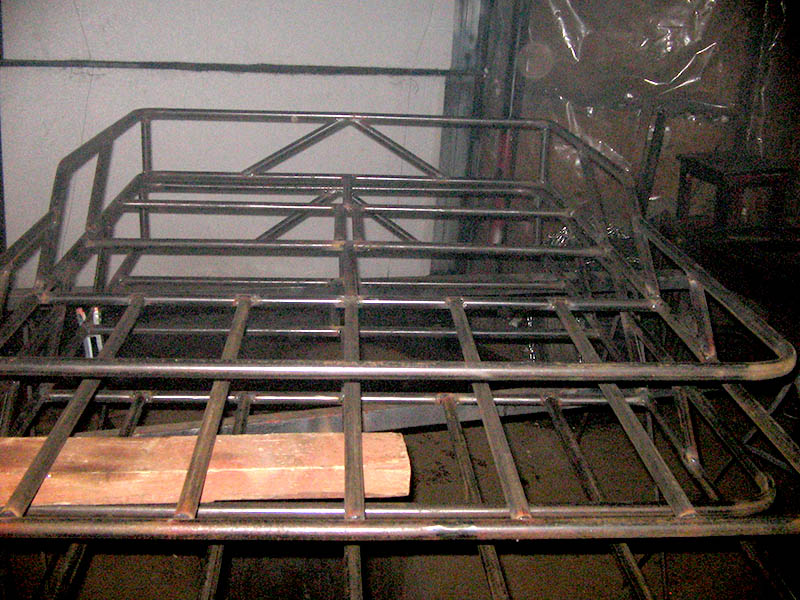
Очередные багажники на джипы (На Черки 90-х годов). Очень мелкая серия (всего 2 шт.).


 1 балл
1 балл -
я как то на хватил себе ваз 2107 без морды так лонжерон по пойму правый торчал и левый слегка прихватили чтоб могла передвигаться )) вот с этого и начались мои познания сварного мира ни че не очконул купил полуавтомат -друзья баллон подарили -в итоге все в акурат сварилось и на этом не остановилось и превратилось в небольшое хобби вот несколько фото десятки друга http://cs625522.vk.me/v625522869/11b2d/GFivagboSc8.jpg http://cs625522.vk.me/v625522869/11b23/PHemSGy4Pmo.jpg http://cs625522.vk.me/v625522869/11b19/lVDZiqrDO4U.jpg http://cs625522.vk.me/v625522869/11b0f/wIlkaK17_68.jpg http://cs625522.vk.me/v625522869/11b05/e4MCSvD0xLU.jpg http://cs625522.vk.me/v625522869/11afb/cnWICxkMCFM.jpg пока вырезали части гнили %) как руки дойдут а машина доедет в его бокс и мы все сделаем скину фото1 балл
-
Расскажу про П/А, которыми я варил. Варил esab'ами. Естественно чем старее аппарат, тем хуже варит. То ли задрипаный, то ли просто новые более совершенные. Впринципе хорошая техника.Варить ими приятно. С работой проблемм не возникало. Про lincoln electric много не скажу. Тоже хорошие машины. Может не совсем сюда- нравятся их инверторы. У напарника П/А с синергетикой, она мне не понравилась, неудобные настройки. А в ручном режиме варить даже приятно. Немного варил старенькими migatronic'ами. Особо не впечатлило. Удобства мало. Надёжность не высока. Был один не новый СЕА. Очень понравился. Варит мягко, провар отличный. От времени сносился редуктор мотора подающего механизма. Поменяли вместе с мотором (поставили от "дворников" грузовика), и опять пашет! Может конечно это отдельный случай, но впечатление очень позитивное. Kempi-варил ими тоже немного. На нынешней работе много аппаратов со стажем этой фирмы, можно сказать показатель надёжности. Сейчас на пробу взяли kempakt pulse. Смотрел со стороны- штука сложная, настроек как в хорошем аргоннике. Думаю все эти навороты хороши, главное привыкнуть. Сейчас, как и на прошлой работе работаю на telwin'не. На прошлой работе был с синергетикой, которая мне понравилась. Только настройки на аллюминий были не точными, ну это мелочь. Теперешний аппарат простой как пять копеек, но удобный и надёжный, а так же мощный (420А). Вообщем аппараты хороши.1 балл
-
@Tibidabo,Здесь один очень умный и с огромной практикой человек писал как сварить нерж трубу с хорошим обратным валиком.Делаешь скосы до острого,без притупления и стыкуешь вплотную,потом прихватки,минимальным диаметром присадки,можно проволокой от полуавтомата и обвариаешь корень своим телом,тоесть телом трубы,получается отличный обратный валик.Пробуйте.1 балл
-
Пущай человек читает, пущай разбирается, тяга к знаниям эт похвально, страну надо поднимать, олигархов кормить.)
 1 балл
1 балл -
Вот поэтому мы непобедимы!1 балл
-
Все заинтересованные лица в сборе?У меня стоит на производстве штатная "водяная" станция.Сейчас не скажу модель,не готовился.Но! ~220 вольт.Бачок пластмассовый,радиатор,движок небольшой с "пропеллером" и кнопка "Вкл-выкл" как на сетевом фильтре.Залита водой,поднимает метров этак на 10,без проблем.Оранжевая облицовка,цвета схожего на "Selma".Для горелок ГСН пришлось поставить кран для снижения давления на выходе-лопались шланги.На ABITIG18SC "Бензель" стоит без ограничения. Вообще-то,наверное лучше иметь горелку с водяным охлаждением и варить малым током,чем не иметь больших заказов совсем.1 балл