Лидеры




Популярный контент
Показан контент с высокой репутацией 20.12.2014 во всех областях
-
Всем доброго времени суток . Хотел бы тоже поделиться своими буднями сварщика. Фото с последнего места работы. Последние фото с врезки. Как всегда на врезку с неба лило, все залило, и было конечно очень не весело. Переноски по сгорали, слесаря насквозь промокли, болгарки током бьются, но сутки ударного труда бригады, две катушки на 520 трубе и одна 370 ая.
 16 баллов
16 баллов -
Вот, сегодня поработал немного. Ресивер для DAF из двух баллонов из под пропана. Когда срезал обручи, приваренные на баллонах для устойчивости, прорезал(не насквозь) основной металл баллона - было решено заварить. Резьбы для штуцеров ампутированы из старого ресивера. Накачал 8 очков, помылил, всё получилось айс! ММА, электроды МР-3С, плазморезка, газ. сварка и много много вони от злополучного одоранта, кстати хлорка и марганцовка не сильно помогли, Работал в adflo - фильтр в помойку, включаешь и пахнет, пропитался одорантом. Как то так!
12 баллов
-
Будничный эпизод , хотя место ему , скорее всего , в теме " Поржать ". Есть у супруги подруга , у которой навязчивая идея похудеть ( хотя формы тела , в принципе , в норме - женщины всегда загадка ) и решила жена ей презентовать такую вот вещь . Естесственно , в статусе прикола . За основу послужила картинка из интернета , ну а я это дело реализовал , как мог.
6 баллов
-
Джон Лопес — скульптор из Южной Дакоты, сумевший воплотить в металле колорит Дикого Запада. http://s00.yaplakal.com/pics/pics_preview/5/5/0/4477055.jpg http://s00.yaplakal.com/pics/pics_preview/6/5/0/4477056.jpg http://s00.yaplakal.com/pics/pics_preview/7/5/0/4477057.jpg http://s00.yaplakal.com/pics/pics_preview/0/6/0/4477060.jpg http://s00.yaplakal.com/pics/pics_preview/1/6/0/4477061.jpg http://s00.yaplakal.com/pics/pics_preview/2/6/0/4477062.jpg http://s00.yaplakal.com/pics/pics_preview/4/6/0/4477064.jpg http://s00.yaplakal.com/pics/pics_preview/5/6/0/4477065.jpg http://s00.yaplakal.com/pics/pics_preview/6/6/0/4477066.jpg http://s00.yaplakal.com/pics/pics_preview/9/6/0/4477069.jpg http://s00.yaplakal.com/pics/pics_preview/0/7/0/4477070.jpg http://s00.yaplakal.com/pics/pics_preview/1/7/0/4477071.jpg http://s00.yaplakal.com/pics/pics_original/2/7/0/4477072.jpg http://s00.yaplakal.com/pics/pics_preview/3/7/0/4477073.jpg http://s00.yaplakal.com/pics/pics_preview/4/7/0/4477074.jpg http://s00.yaplakal.com/pics/pics_preview/5/7/0/4477075.jpg http://s00.yaplakal.com/pics/pics_preview/6/7/0/4477076.jpg http://s00.yaplakal.com/pics/pics_preview/8/7/0/4477078.jpg http://s00.yaplakal.com/pics/pics_preview/9/7/0/4477079.jpg http://s00.yaplakal.com/pics/pics_preview/0/8/0/4477080.jpg5 баллов
-
http://forum4x4club.ru/uploads/monthly_12_2014/post-11650-0-62300500-1419012351.jpghttp://forum4x4club.ru/uploads/monthly_12_2014/post-11650-0-97985400-1419012374.jpg5 баллов
-
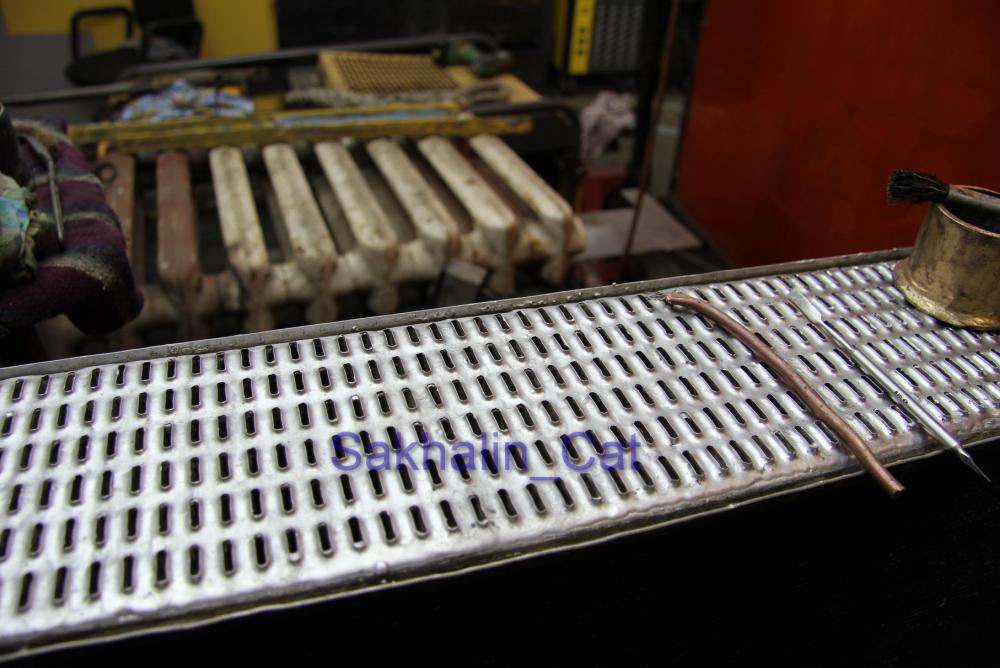
Всем привет! В этой теме будем заниматься ремонтом и пайкой латунных авторадиаторов.
4 балла
-
Обзор, , нового аппарата гроверс 350 ас/дс пульс,пока в фотографиях.
4 балла
-
Это из раннего...я никогда не повторяюсь повторяюсь... Рука м/у рёбрами еле пролезала... Калибр в нижнем и вертик. с проваром 29/7, потолок подварной, уже не помню сколько...вроде 16/5
4 балла
-
--------- http://f5.s.qip.ru/IA4wMwuH.png
4 балла
-
Приспособление для фрезерования пазов на валах с использованием токарного станка. Материал: токарный резец, уголок 50Х50, пластина 5 мм. болты крепления, дрель.
4 балла
-
Гонщики молодые сегодня притащили три трубы под турбонаддув на Жигули для гонок на 400 метров (не знаю как у них это правильно называется), патрубок до конца еще не сделан , поехали примерять по месту и кронштейн готовить. Машину к весне готовят и время у них навалом ещё, сказали что через тройку деньков ещё приедут.
3 балла
-
@krash_xd, не хватает только добавить "быстро мня!" Уважайте собеседников.3 балла
-
Глазки закрывай,баю-бай.
3 балла
-
Какая битва стала решающей во Второй мировой войне — на Чудском озере или Куликовская? http://www.youtube.com/watch?v=e42tS2-sW1Y3 балла
-
3 балла
-
Люди хотят комфорта,даже в удалении от цивилизации.Вся конструкция будет крепится на бытовке.Расположение компонентов ступенчатое(экономия габаритов).Тепловая пушка использует диз.топливо,питание 12в.На крыше бытовки установлены солнечные панели.
3 балла
-
Последствия "криворуких" грузчиков, умудрившихся нагрузить гидравлический алюминиевый борт на +70% от номинала. Гидравлика выдержала. Не выдержал сам борт, лопнул. Причем так, что на лицевой стороне выдавило пластину по всей длине будто болгаркой срезало. Подварил, усилил и еще немного поварил...
3 балла
-
Питьевой фонтанчик для школы.
3 балла
-
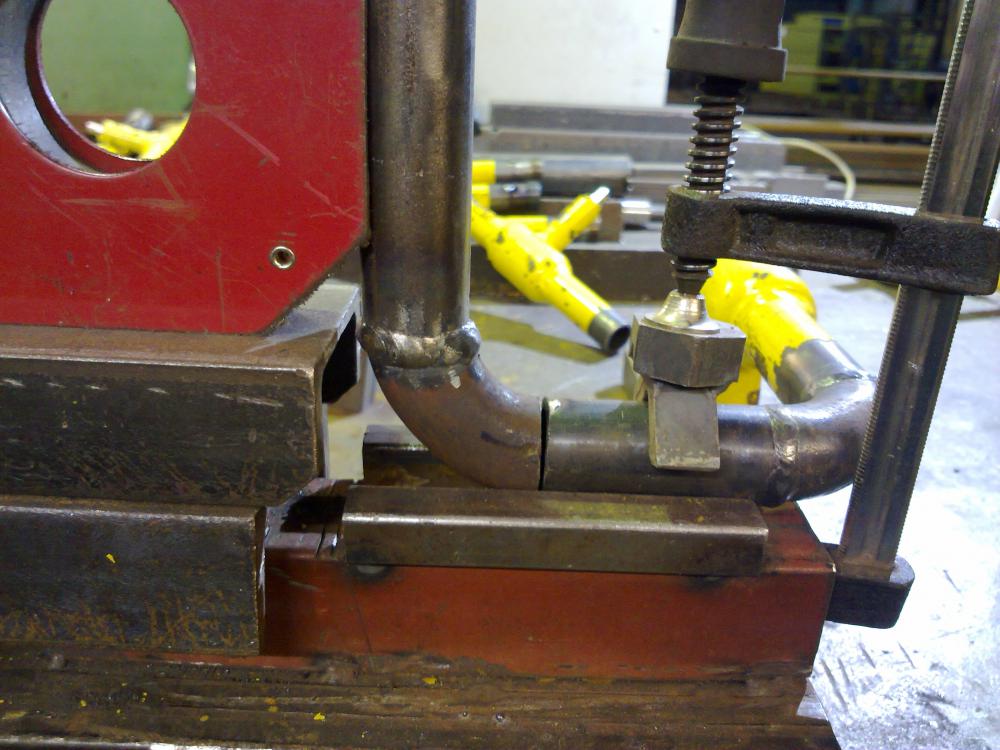
По роду деятельности часто приходится из мелочёвки ваять " сложные конструкции " , где желательно соблюсти все перпендикуляры и параллели , чтобы потом при монтаже не корячиться с резаком , выравнивая их геометрию . Дабы облегчить задачу , привлёк магнитный угольник . Трубу и швеллер он связал " намертво " , но по другому швеллеру , как по напрвляющей , перемещается без проблем . Выставляем по высоте и плокости , контроль по уровню , зазор и " вуаля ". Один из примеров :
2 балла
-
2 балла
-
Для галочки. Уже публикованное.
2 балла
-
Фото аккумуляторов для Adflo и маска Speedglas 9100V (всё новое).Цена за батарею 3500, за маску 10000 руб. Оплата на карту сбербанка. Отправлю в регионы. Мой номер 89506471272. P.S. Георгий 11, а по поводу может, а может это вы зря.
2 балла
-
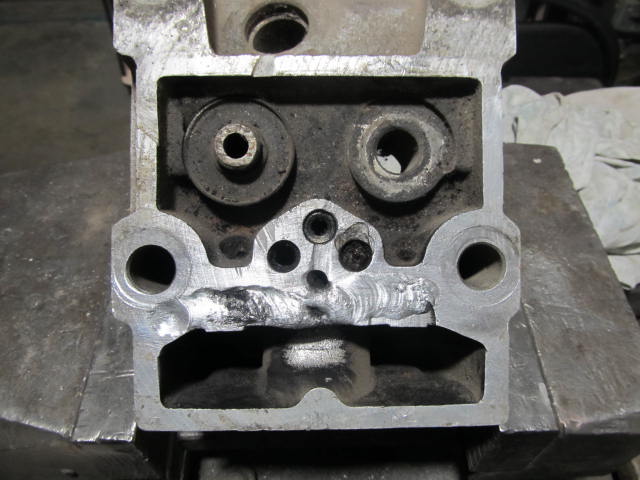
@Миротворец,Штож,хорошо,камазовская головка 353а,выдува не наблюдается.
2 балла
-
Варится то он хорошо, только вот околошовная зона после сварки ломается как стекло.2 балла
-
Мне насадка напомнила трубку термозащитную, которая в некоторых устройствах на провода надета, только большего диаметра. Или вот такие защитные терморукава http://komplektsz.ru/termozachita/thermosleeve_b/, правда, про цены на них ничего не знаю. Видел такую вещь как стеклоткань, очень похожа, вроде недорогая, при некоторой сноровке даже перчатку сшить можно.2 балла
-
@MaXnov, Вы пока выбираете цены и на кедр, и на все остальное взлетят . Нужен бы был , уже давно пошли бы и купили, тем более, что Питер под боком.2 балла
-
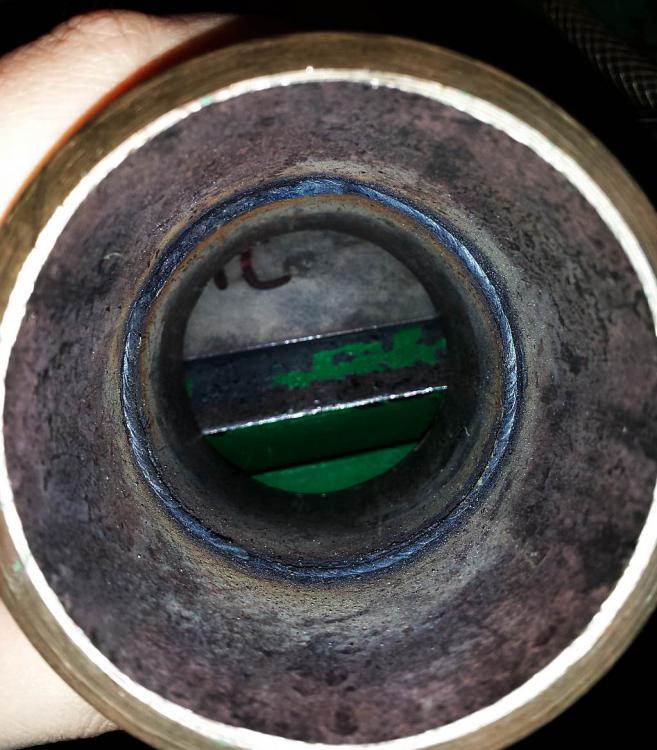
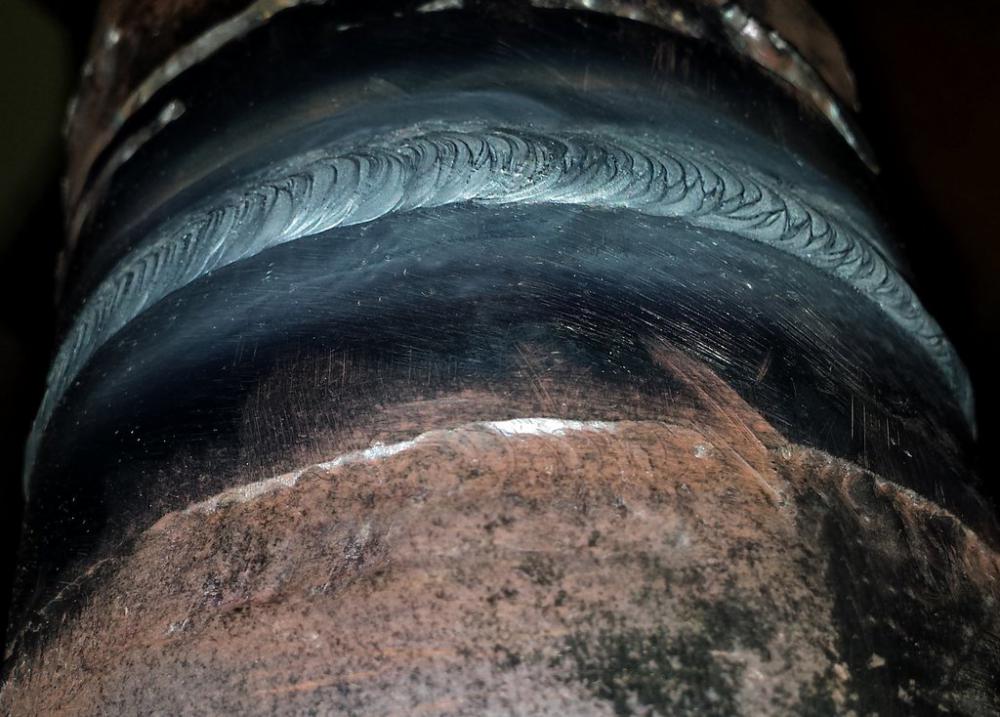
Я начинал с пластин, потратил на них в сумме дней 7 по часа 4 на сварку и 4 на подготовку пластин к сварке. Помогло 30 минутное объяснение опытного сварщика (показал что и как держать и как подавать присадку, как варить чтобы не было кратера в конце сварки), а дальше youtub-сила, пользуйся им. Въехал в суть плавления метала и глаза с руками перестали боятся расплавленного метала и перестал сжигать перчатки, а так по началу пробовал стеклотканью опирающейся палец обмотать, чтобы не обжигать палец об раскалённый метал, с стеклотканью не так сильно происходила передача тепла с металла на палец и тем самым реже отдёргивал палец. Как научился достаточно быстро вести дугу чтобы метал не успевал в районе дуги накаливаться до красна и не дёргать рукой в самом конце тем самым портя шов, так и перешёл на трубы, но по совету аргонщика с большим стажем начал сразу с не поворотной в положении G6, с толщиной стенки в 5 мм, на это дело где-то недели 3 убил, 6 баллонов по 40 литров аргона, 60% этого времени убил на подготовку труб (разрезка, шлифовка, притупление-тут на форуме много инфы как и что), заодно теперь уважаю труд слесарей и монтажников, научившись варить не поворотную трубу в 45 градусов, все остальные положения стали как и говорил аргонщик со стажем простыми и безнапряжными-не стрессовыми. Я как ни разу ни варил другими типами сварки, так на Аргоне-TIG141 показалось всё просто, после пробовал немного полуавтоматом, могу сказать намного проще, а вот MMA тяжко, шов не красивый, но для себя решил с опытом-временем и это думаю придёт. С 141 процессом приятно работать, ни шлака, ни брызг раскалённого металла, лишь бы металл был как можно чище-желательно как зеркало и аргон чистый, будит грязный-замучаешься, и кучу нервов потратишь пока поймёшь в чём дело, так что учись и всё получится, вот ещё пару фоток внутрянки на старый мобильник фоткал, качество как и выше плохое, но смысл должен быть ясен и одна фотография с облицовкой, хоть валик корня шва и не выпирал больше чем на 1-1,5 мм, но работодателю в Голландии это ни очень нравится, морщится, как заметил с облицовкой со временем у всех всё на мази, а кто с вихляй рукой-американкой (с отпиранием на сопло) подружится так одно удовольствие на его швы смотреть, а вот с корнем надо попотеть, но это того стоит, аж настроение поднимается когда внутри колечко выходит. Ах да и желаю чтобы не было подсосов воздуха у горелки и редуктора, а то получишь идентичный нервный срыв как и при грязном аргоне
2 балла
-
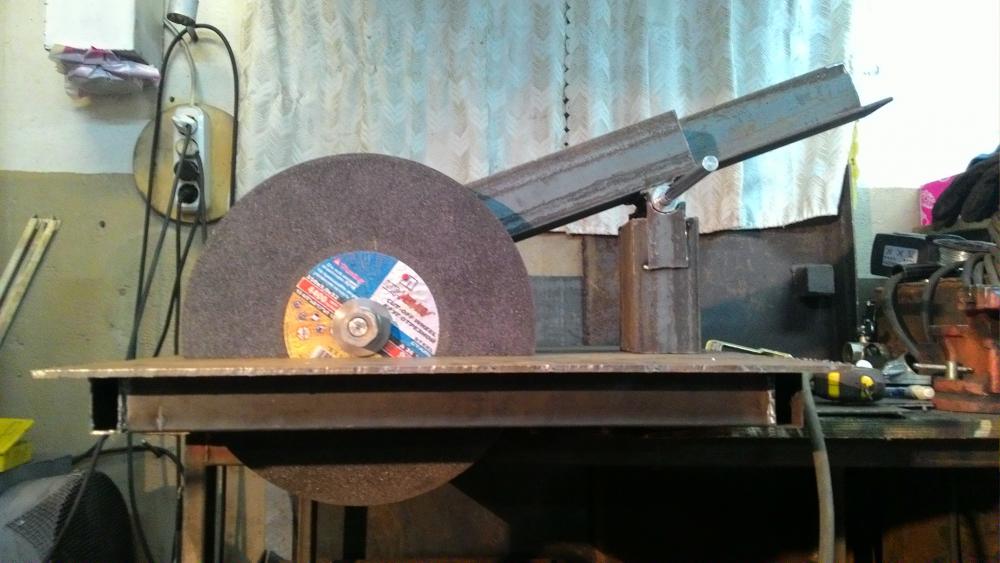
Появилась возможность кое что сделать для пилы. Вот фото. Размеры все по ходу прикидываю. Интересно его строить. Руки чешуться поскорее сделать. Но времени для этого очень нехватает...
2 балла
-
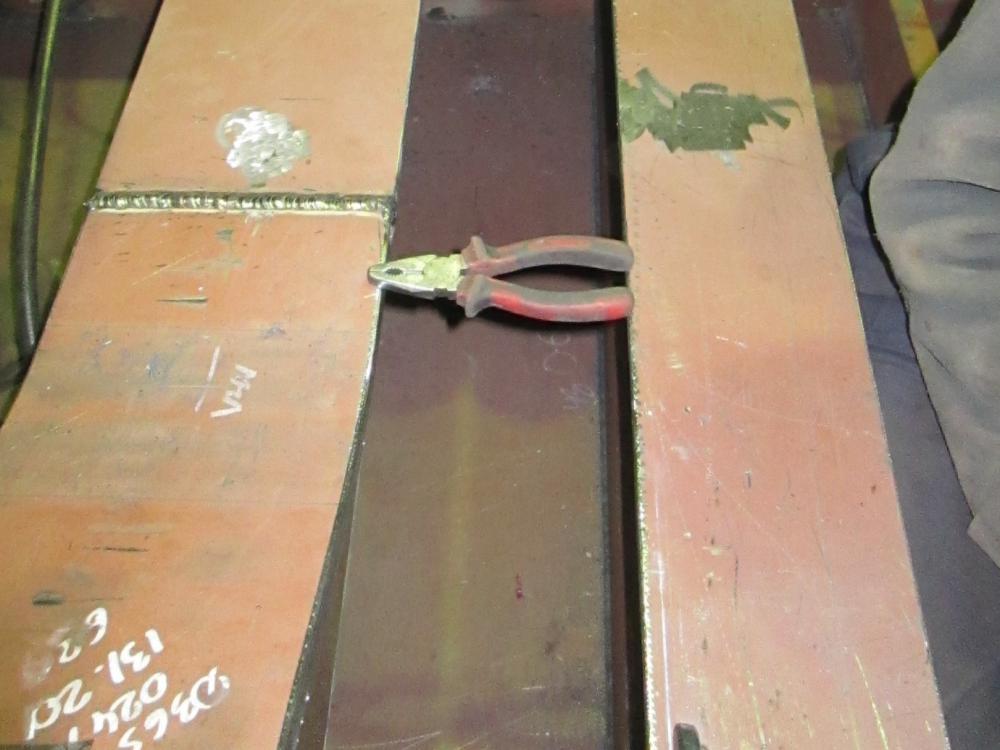
Начнём с того, что никогда не утверждал, что сам лично варю всё сфотографированное. У нас коллективное творчество, а я лишь представляю здесь разные виды пространственных положений, способы и качество сварки. Когда поступают вопросы - стараюсь отвечать. p.s. Что касается "Винстона", то иногда в ход идёт зажигалка, калибромер, линейка или даже пассатижи... Что под рукой есть.
2 балла
-
Хе) Проверка как для неизвестного на этом форуме. Можно, но новых фотографий нету, покажу те что с лета, на тот момент это была учёба. Как буду опять трубы варить аргоном сфотографирую на нормальную камеру. У нас принято что если обратный валик 0,1-0,8 мм и облицовка >=1 мм, то это то что надо для работодателя.
2 балла
-
http://youtu.be/3IB7wTKvGmw2 балла
-
Немного моих будней . Сварка и ручная , и ПА . Диаметры , в основном, 57 мм, 1/2" и 3/4". Заодно и магнитную "массу" испытал , что купил у Алексея в "Техно-Сварка". Раньше со скепсисом относился к этой приблуде. Заблуждался .Удобно. Соорудил себе "под нос" светильник. А это "остатки производства" А это - я , в работе http://www.youtube.com/watch?v=Ra98gFuH75Q&feature=youtu.be
2 балла
-
Если в технических дисциплинах есть какие то принципы,основы и аксиомы , то в политике таковых не существует . А в свете последних событий, когда освещение информации и её восприятие до того полярное, что консенсус исключён , а накал страстей растёт прямопропорционально постам, политике места здесь быть не может. Это моё мнение. Если кому то по душе последователи нацизма ( в той или иной форме ) ,то вряд ли можно спокойно отреагировать на это , если , к тому же , развести дебаты по этому поводу. Можно , конечно , спокойно отнестись к этому факту, но , недаром , бытует мнение, что равнодушные - самые опасные. Так что , на мой взгляд, надо оставить политику - политикам, а металл - сварщикам . Мы не "шарим" в политике, а они в сварке .К тому же , от нашего словесного поноса - ни тепло , ни холодно на политической арене . А если чешется язык, то создали для этого специальный отсек .2 балла
-
Во. Вот такая работа.
2 балла
-
Подписан на Вебсварку Вконтакте. Не читаю там вообще ничего (за редким исключением), потому что не удобно. Нет структуры форума, к которой я привык, структура группы в любой соц.сети будет ущербна против настоящего форума, а это сказывается на удобстве и поиске информации. Мне проще зайти на форум, чтоб что-то найти2 балла
-
@chdv1971,На инверторе и на трансе 50Гц WZ8 тоже нравятся. Есть еще с бледно голубой маркировкой , верхний на фото, тоже на АС стойкие. 2 и 3 ЭВЧ. P.S. на ГРПЗ используют на АС ЭВЧ впемен СССР (оборудование линкольн).
1 балл
-
Два кабеля прицепил на держак. Печи для бань варил. Варить надо 4 кой и много. Варил с помощью сварога ас/дс пульс, арг.дуг аппарат. Вообще использую его только для сварки аргоном, но при с учетом количества сварки пришла пора его испытать по полной.... Кабеля изготовил ему из кг 25 метров по 8 каждый (точно не помню). Так вот жарить 4 ку ОКушку, току хватало еле еле даже на максималке 200 амперов. Заметил - сильный нагрев кабеля. Пришлось добавить по такому же и на держак и на массу. Греться кабеля вообще перестали и максималка теперь не нужна. Но все равно ток нужно ставить для нижних положений в районе 160-180 ампер для эл. ОК. Понимаю что можно тупо спалить аппарат, но стиснув зубы испытываю аппарат в самых жестких условиях по режимам сварки в плане мощности. Один раз довел аппарат до обморока. Сработала защита, постоял немного и дальше все заработало. Китаец показал себя неплохо, то как я его нагружал и один припадок, хороший результат ИМХО. А шток действительно от амортизатора, судя по закаленной поверхности кажись. Я заказывал все токарю, он сделал, но из чего я не узнавал.1 балл
-
Не могу молчать...)))
1 балл
-
не согласен на счет "легче" в TIG сварке задействованы обе руки, т.е. они должны работать согласовано (манипуляции горелкой, подача присадки) в ММА легче, достаточно видеть сварочную ванну, держак и электрод в одной руке1 балл
-
Человек приходя на форум получить ответ, остается на нем. Он получил ответ и теперь как вольная птица. Сказать нечего, да и задать то же. Осталось почитать умные мысли. Для него пофлудить, это главное, но главное чтоб было в тему. В профильной его не услышат, а вот в флудилке самое то. Нужна ли политика на форуме? Конечно нужна, но если это форум продвинут на политике или экономике, где профильные разделы, это финансы и экономическая составляющая общества и участники форума экономисты и политики. Нужна ли тема или раздел политика на форуме сварка? Однозначно нет. Сотни или тысячи сообщений будет, но адекватное может одно, но скорее всего не будет вообще. Это будет склоки и разборки, треп и флейм. Форуму от этого будет только хуже. Политика и профессиональный форум, это совершенно разные понятия. Политике на этом форуме НЕТ.1 балл
-
Хочу похвастаться своей первой работой по алюминию (было это по этой осени). В общем у полуприцепа рельсы (или кто они - алюминиевый профиль для складывания тента сверху), в общем они от вибрации роликами промялись за годы эксплуатации. Соседи узнали, что я аргонщик и попросили исправить их беду. За 2 дня работы было исправлено.. эм, не помню сколько таких запоротых мест, но заказчик остался доволен. Самое интересное, что некоторые мета уже варились, но, почему-то провара не было. Т.о. при поджиге дуги из старого наплавленного металла получалась просто капля. Видимо про зачистку, хотя бы от грязи, сварщик на СТО не слышал)))
1 балл
-
Про чернильницы из жеваного хлеба слышал. Про штуцеры для редукторов - нет.1 балл
-
А вот наш костюм из новой ткани. О ней я уже писал выше. Кстати Георгию11 костюм делаем из этой ткани. Там истираемость будет значительно ниже.
1 балл
-
Вот только что отдалполтора часа работы с перекурами, клиент с радостью отвалил 2 тыщы и был счастлив, а вы говорите нерентабельно да, ушло пару прутков присадка и чуть чуть аргона, затрат больше нет.
1 балл
-
Фразы: Сварщик, забывший открыть газ для полуавтомата, на вопрос -"А почему шов получился весь в порах?" невозмутимо отвечает- "Так металл бракованный, пористый, видишь, я и рядом попробовал- тоже самое!" ...Следующая подтверждает ситуацию, когда лом вставил и заварил- "Подай пассатижи! -подал-...а куда?- а в зазор, там сверху еще не доварено." . Спустя некоторое время после получки мастер обращается к дуэту сварщик-слесарь: - Я вас сегодня спрашиваю, почему вы не сварили вчера то, что должны были сварить ещё позавчера? И не надо мне с утра объяснять, что к вечеру всё будет готово, проверю завтра утром!" - так, глядишь, и рабочая неделя закончится.1 балл
-
Такая же беда случилась.Поразмыслив,появилось предположение- (сужение "керамики" слишком плотно прилегает к "линзе".Так как в момент "отстрела боевой части" горелка находилась "на весу" и с холодным материалом не соприкасалась,в моём случае злую шутку сыграло "тепловое расширение материала" из которого сделана газовая линза.Замена "керамики",как контрольный выстрел подтвердило теорию.Порывшись в "закромах" было найдено колечко из "какого то ...пласта" и с помощью отечественного напильника установлено на штатный изолятор.Между "керамикой" и линзой появился не большой зазорчик.При дальнейшей эксплуатации,"отстрелы" прекратились.Газовая защита не изменилась. ....
1 балл
-
От такого станочка точно бы никто не отказался http://www.youtube.com/watch?v=Fr_PneeyO341 балл
-
Патон вроде как И.Е. был крайне уникальный конструктор, до него были круче дяди, но в 17м 25-37 годах этих дядек сам знаешь куда и как .... Разработать почти с нуля сварку танковой (из чугунины почти) брони это не то что сейчас с инвертором баловаться, Су33 фиг знает когда чертили - и до сих пор - зверь машина, вроде как титан\нержа стыковое у крыльев и части фюзеляжа. Кстати прикол - датчик позиции на держак и запись на камеру - так можно "красть" опыт 6ти разрядников, на видео покажет траекторию всей кисти и локтя, позволяет понять как РД многопроходные швы не просто варить а еще и применять разные траектории на разных температурах воздуха, ведь -60 цельсия не тоже самое что в 30 градусную жару. Эти мысли посещают когда я задумываюсь как в боевой авиации делают конструкции, только там 1 мм шва ценится на 100 000 рублей, бешеные перегрузки конструкции, получение повреждения ракетой и прочие чудеса, кабы не здоровье, может быть и дошел бы до авиации к 45 годам.1 балл
-
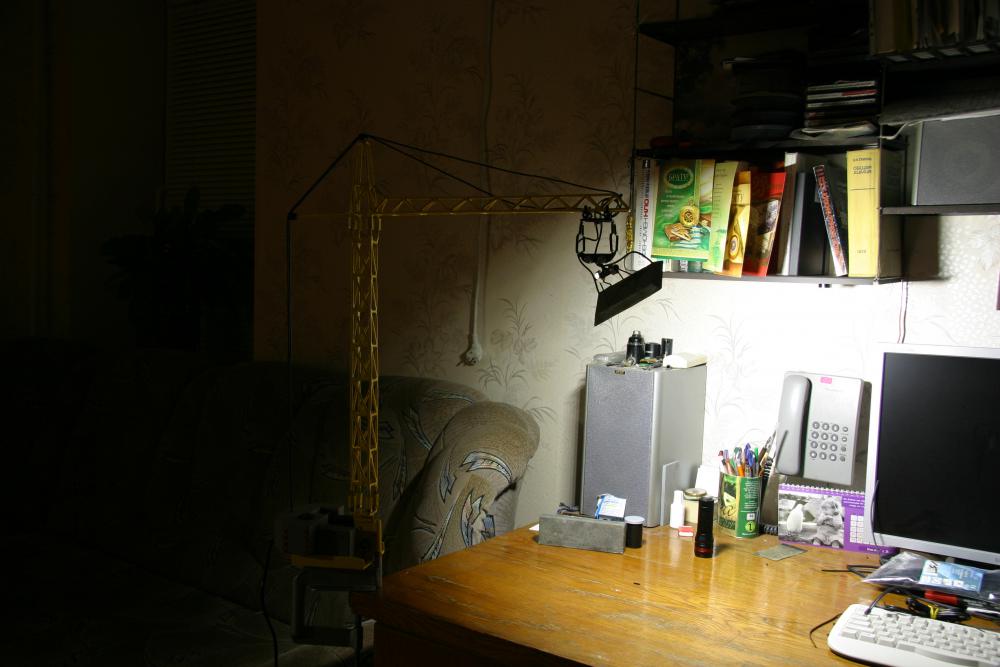
Выполнена из стальной проволоки диаметром 5 мм, металлолома (профиль угловой, тавровый, полоса). Также использованы метизы: длинные гайки, шпильки, дверная петля, шарик от подшипника, жесть (не помню толщину - от старого подоконного отлива), диодные ленты, блок питания (12 В), 220 идёт только до основания крана, по тонким проводам к самому светильнику подходит уже 12В (на случай, если племянник решит подёргать за провода ), муляжи противовесных плит и электрощитка из гипса. Кран разборный: стрела, башня, основание, струбцина (для крепления к крышке стола). Все соединения сварные, за исключением проволочных дуг, для крепления светильника - они припаяны к крышке светильника. Гипсовые отливки армированы гнуто-варенным каркасом из той же стальной проволоки, съёмные, насаживаются на раму со штырями, которая прикреплена к основанию крана. Сварено РДС электродами АНО-21 2 мм, и 3 мм - основание и струбцина. Струбцина сделана из трубы 1/2" и метизов. Окрашено окунанием в эмаль ПФ-115 (не рекомендую, т.к. долго сохнет... около месяца, чтобы краска перестала быть мягкой). Конкурсная работа № 62, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
1 балл
-
@morgmail,не забывайте о тех,что "на местах".Ууу.. Эти-то стараются,аж жутко становится.Любую идею способны "мехом внутрь" вывернуть. Вспомним исконно русские поговорки: Заставь дурака Богу молиться... Услужливый дурак-опасней умного врага. И совсем не русское изречение: Русских невозможно победить.Но,подсуньте им ложные ценности и они победят сами себя.1 балл