Лидеры




Популярный контент
Показан контент с высокой репутацией 19.12.2014 во всех областях
-
Всем доброго времени суток . Хотел бы тоже поделиться своими буднями сварщика. Фото с последнего места работы. Последние фото с врезки. Как всегда на врезку с неба лило, все залило, и было конечно очень не весело. Переноски по сгорали, слесаря насквозь промокли, болгарки током бьются, но сутки ударного труда бригады, две катушки на 520 трубе и одна 370 ая.
 12 баллов
12 баллов -
Будничный эпизод , хотя место ему , скорее всего , в теме " Поржать ". Есть у супруги подруга , у которой навязчивая идея похудеть ( хотя формы тела , в принципе , в норме - женщины всегда загадка ) и решила жена ей презентовать такую вот вещь . Естесственно , в статусе прикола . За основу послужила картинка из интернета , ну а я это дело реализовал , как мог.
12 баллов
-
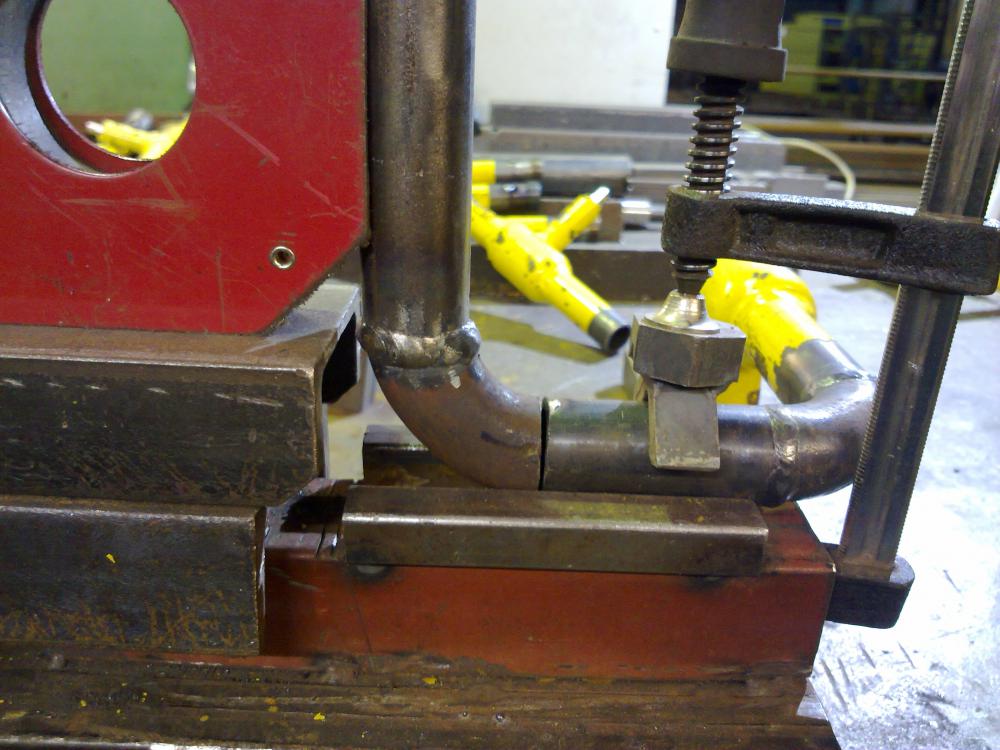
По роду деятельности часто приходится из мелочёвки ваять " сложные конструкции " , где желательно соблюсти все перпендикуляры и параллели , чтобы потом при монтаже не корячиться с резаком , выравнивая их геометрию . Дабы облегчить задачу , привлёк магнитный угольник . Трубу и швеллер он связал " намертво " , но по другому швеллеру , как по напрвляющей , перемещается без проблем . Выставляем по высоте и плокости , контроль по уровню , зазор и " вуаля ". Один из примеров :
7 баллов
-
Обзор, , нового аппарата гроверс 350 ас/дс пульс,пока в фотографиях.
5 баллов
-
Китайских гомиков оказывается лечат током?.. : ------------ http://f5.s.qip.ru/u6bKdTPc.jpg5 баллов
-
Люди хотят комфорта,даже в удалении от цивилизации.Вся конструкция будет крепится на бытовке.Расположение компонентов ступенчатое(экономия габаритов).Тепловая пушка использует диз.топливо,питание 12в.На крыше бытовки установлены солнечные панели.
5 баллов
-
@Космос, добро пожаловать! http://cs14112.vk.me/c624331/v624331196/12898/7-FLPPbpfdI.jpg5 баллов
-
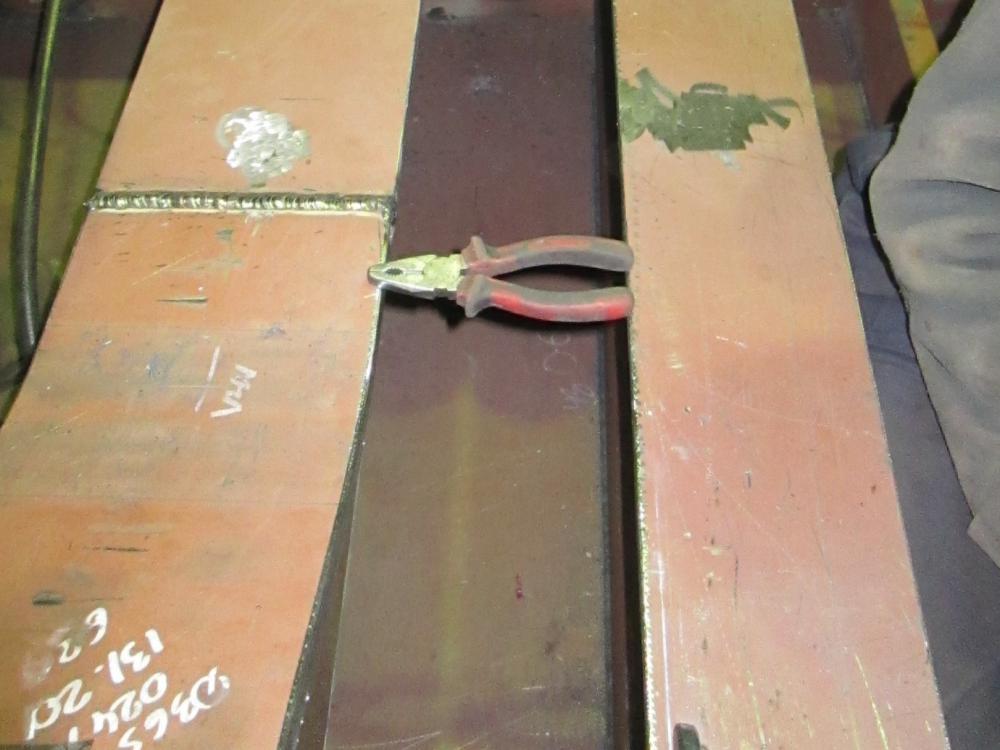
Начнём с того, что никогда не утверждал, что сам лично варю всё сфотографированное. У нас коллективное творчество, а я лишь представляю здесь разные виды пространственных положений, способы и качество сварки. Когда поступают вопросы - стараюсь отвечать. p.s. Что касается "Винстона", то иногда в ход идёт зажигалка, калибромер, линейка или даже пассатижи... Что под рукой есть.
4 балла
-
http://youtu.be/3IB7wTKvGmw4 балла
-
Немного моих будней . Сварка и ручная , и ПА . Диаметры , в основном, 57 мм, 1/2" и 3/4". Заодно и магнитную "массу" испытал , что купил у Алексея в "Техно-Сварка". Раньше со скепсисом относился к этой приблуде. Заблуждался .Удобно. Соорудил себе "под нос" светильник. А это "остатки производства" А это - я , в работе http://www.youtube.com/watch?v=Ra98gFuH75Q&feature=youtu.be
4 балла
-
Титан, фланец s=20, труба 89-4,присадка 3мм,сплав не помню(((
4 балла
-
К бакам ближе подходит 5754 или 5183 Сейчас много дисков AlSi9, поэтому на них лучше применять 4047 Части подвески связанные с рулевым управлением варить нельзя. Электроды ESSAB 92.18, 92.58, 92.60, ПАНЧ 11, газопламенное порошковое напыление, МИГ/МАГ пайка СuSi3 или CuAl8 Это то чем я работаю.3 балла
-
Приспособление для фрезерования пазов на валах с использованием токарного станка. Материал: токарный резец, уголок 50Х50, пластина 5 мм. болты крепления, дрель.
3 балла
-
Фу-у-у-х-х-х... Отлегло... Ну правда, немножко не по себе было, в первый раз всё-таки. Всем спасибо за советы!
3 балла
-
Добавлю небольшой видеообзор сей приспособы от товарища @morgmail, вдруг кому будет интересно https://www.youtube.com/watch?v=35tBDna3WLk3 балла
-
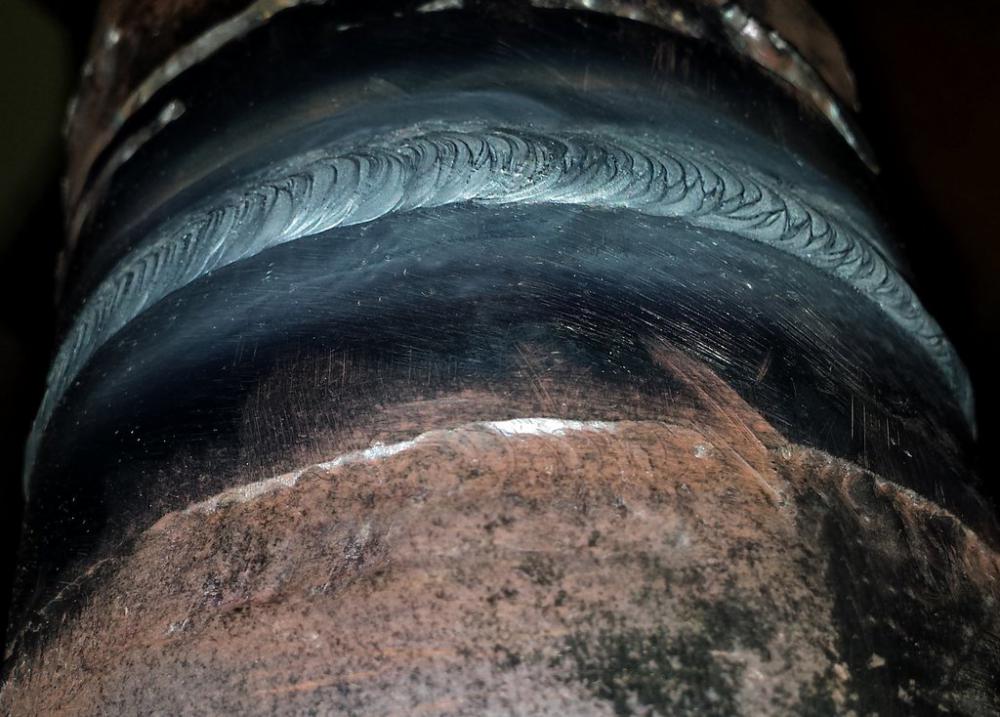
Хе) Проверка как для неизвестного на этом форуме. Можно, но новых фотографий нету, покажу те что с лета, на тот момент это была учёба. Как буду опять трубы варить аргоном сфотографирую на нормальную камеру. У нас принято что если обратный валик 0,1-0,8 мм и облицовка >=1 мм, то это то что надо для работодателя.
3 балла
-
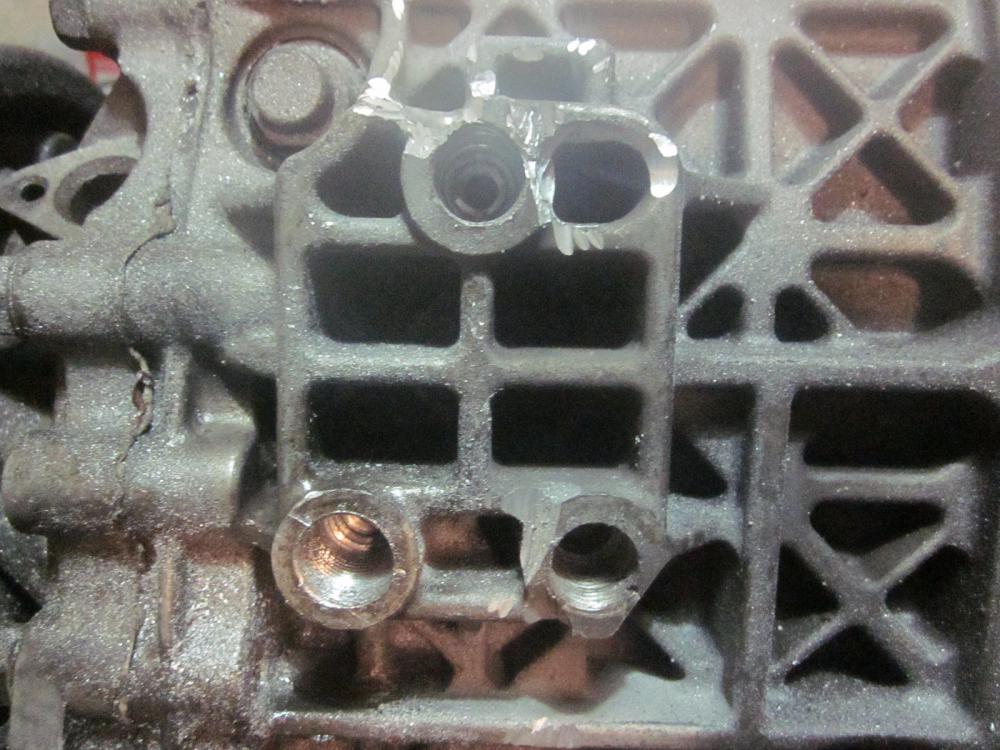
Резьбовое посадочное место для шпильки крепления клапанной крышки ДВС "Камминз"
3 балла
-
Что-то пока со сваркой туго стало. Объёмов нету... Ничего, займёмся сверлением железобетона. Иногда приходится работать в чистом помещении и нельзя изгадить интерьер. Для того существуют специальные водосборные кольца. Всё бы ничего, но за этот простецкий кусок не шибко качественной пластмассы надо отвалить 16 тысяч (!!!) рублей. Не иначе, как за надпись "Hilti"... Да ещё и не сразу получишь, а под заказ. Срок поставки-от 2-х недель и до... Я как-то не созрел. Тем более, что чистовая работа-уже завтра. Решил изготовить бюджетный вариант. Приобрёл десть алюминиевых кастрюль, уплотнитель сдвижной двери Газели и метр алюминиевой трубы ф 32 мм. За пару часов из одной кастрюли сделал вот такую вещь: Из профильной трубы 15х15, уголка 40 мм, винта с кольцом и удлинённых гаек сделал кронштейны крепления кольца: Комплект: Он же, установленный в проектное положение: Немного отвёл душу аргончиком. Также использовал электродрель, электролобзик, болгарку.Ничего хитрого и дорогого. Думаю, сэкономил неплохо. На днях продолжу и понаделаю колец под разные коронки. Штук эдак 5-6. Это, если 6х16 тыр... Ммм... Эээ... А так-в рабочий день и полтора килорубля уложусь.
2 балла
-
Да, много можно Ваших печек из такой трубы сделать !
2 балла
-
2 балла
-
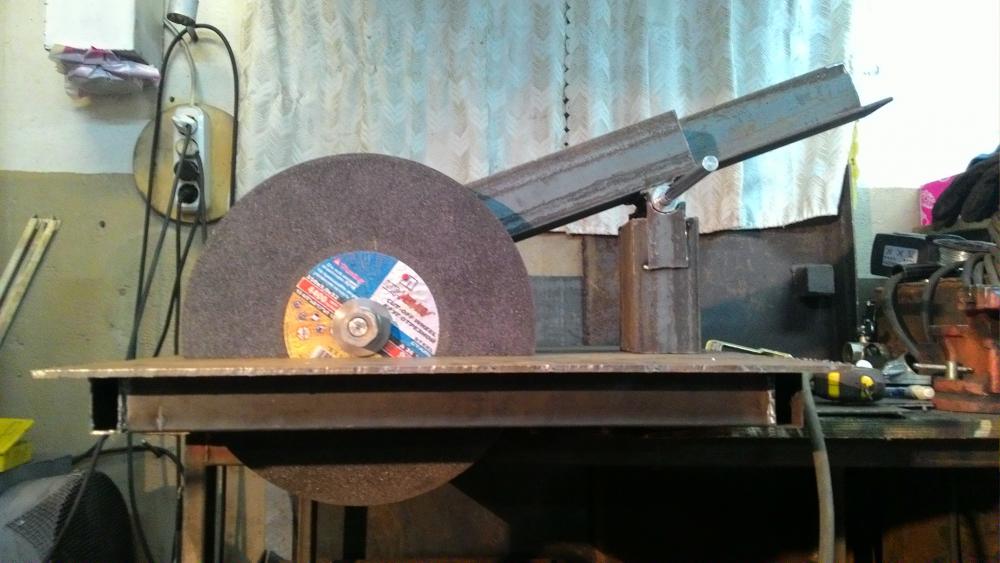
Появилась возможность кое что сделать для пилы. Вот фото. Размеры все по ходу прикидываю. Интересно его строить. Руки чешуться поскорее сделать. Но времени для этого очень нехватает...
2 балла
-
Черные понедельник и вторник в ЦБ РФ... И завтра на ММВБ после сегодняшнего выступления Нашего Президента!
2 балла
-
В моём варианте - не чувствуется, но там она и далеко, и параллельно вдобавок. Когда фланцы варю, то , иной раз, деталь слегка двигается и контакт со столом местами проблемный, что сказывается на стабильности дуги. Дабы избежать этого, накинул для контроля. Когда трубу варишь поворотным способом, то во внутрь её ( массу ) помещаю, тоже способствует стабилизации контакта. А вот когда тспользовал магнитные уголки при сборке небольшой конструкции , то весь изматерился. Влияет и ещё как влияет. Видимо , сказывается место нахождения источника. @Миротворец, Уже мысль крутится над этой идеей.2 балла
-
Последствия "криворуких" грузчиков, умудрившихся нагрузить гидравлический алюминиевый борт на +70% от номинала. Гидравлика выдержала. Не выдержал сам борт, лопнул. Причем так, что на лицевой стороне выдавило пластину по всей длине будто болгаркой срезало. Подварил, усилил и еще немного поварил...
2 балла
-
Питьевой фонтанчик для школы.
2 балла
-
Привезли распределитель.Первоначально, кто то пытался проварить трещину:-Чем варили?-Электродом по нержавейке.-Каким?Следующая фраза убила...-Электродами Z-208.Нам посоветовали взять их.Шов лопнул сразу после сварки.Максимально убрал "лепилово",перестраховался взял 309 электроды и проварил.В трёх местах полезли поры,зачистил и прошёл снова.
2 балла
-
Во. Вот такая работа.
2 балла
-
2 балла
-
Нижнее, вертикальное, горизонтальное. Короче, всего понемногу. Проволока св08г2с газ микс 2.
2 балла
-
Просто ток нужен более толстый (потому как основное покрытие/фтористо-кальцивое/тугоплавкое, поэтому нужен ток, способный это покрытие расплавить). И тогда всё будет ОК! На УОНИИ я ставлю 130А(на баластнике) на диаметр 4мм (тройкой можно и без отрыва ляпать) на все положения в пространстве....Дуга зажигается идеально... Вот потолок и вертикал. Главное электродом манипулировать нежно, как по одному известному месту ладошкой...не надо тыкать им как попало (вспомнился фильм 9 рота)!
2 балла
-
Шов конечно пьяный )) благодаря "ровно" отрезанной трубе... Ну да ладно(. Сварка на проход, без зазора, присадок 2.4 308, 80-85А , источник брима 180. Стык неповороный.
2 балла
-
Звонит сегодня знакомый: "надо коробочку алюминевую немного подварить".... Коробочка усилил с двух сторон отверстия под болты дальше сверловка и нарезка резьбы, ну тут уж извиняйте не мое это
2 балла
-
Какие-то переходы для рукавов,производствоУкраины,стоит клеймо АК9.У токаря сделал разделку.
2 балла
-
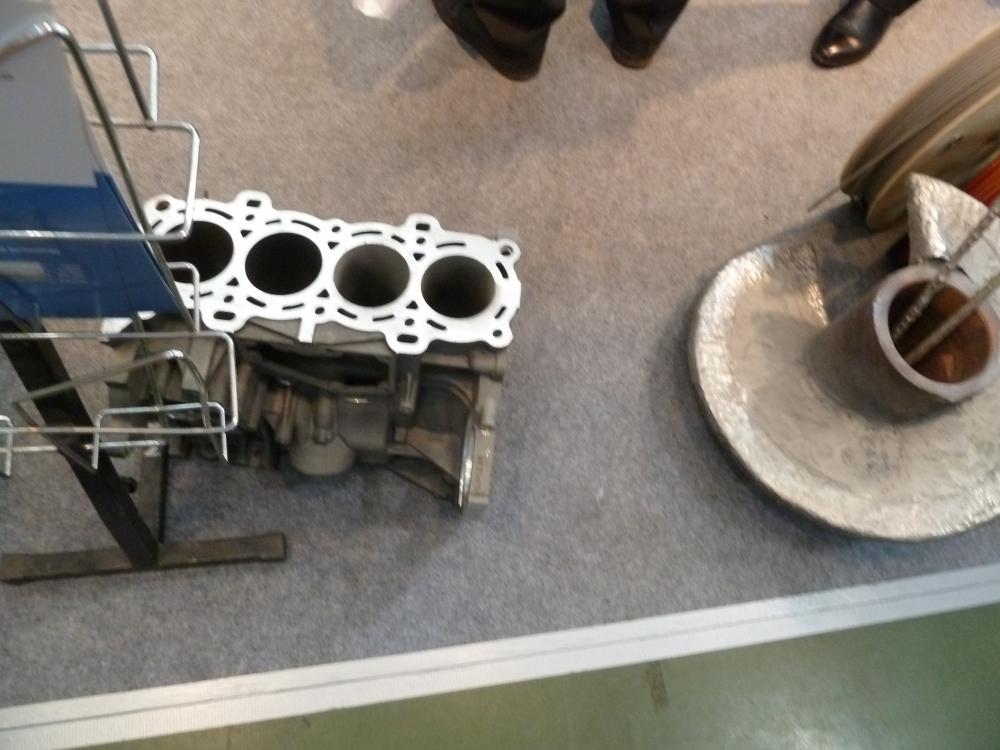
Сегодняшняя работа.Незнаю,что за сплав,обозначений не нашёл.Убил на эту работу три с половиной часа,пенится,чернота лезет,пришлось короткой дугой и внаглую присадок.Двигатель ЯМАХА лодочный.
2 балла
-
Геройские будни !1 балл
-
@Корабел, На счёт режимов не скажу (последний раз варил в СО2 восемь лет назад на другой работе) но отличия есть, на смеси легче сделать плавный переход к основному металлу.1 балл
-
@Шурпет, Я одну сразу затягиваю и чуть приоткрываю вентиль у не затянутой гайки и почти сразу приоткрываю второй и затягиваю вторую гайку.1 балл
-
Пора, наверное, тоже разобрать фотографии. Правда их в этом году совсем мало получилось - забегался и только к концу выставки понял, что выключен автофокус на фотоаппарате
1 балл
-
@ARGONIUS, классика всегда в почете http://www.youtube.com/watch?v=QZXc39hT8t4 Мне вот такая версия Still Dre очень нравится) http://www.youtube.com/watch?v=m4-lfUHe1vk Погнали дальше) http://www.youtube.com/watch?v=hkKuj_FwFg0 И немного нестандартного http://www.youtube.com/watch?v=Z-zL_paDVTc1 балл
-
@bader P.I.M.P - 50 Cent feat Snoop Dogg & G-Unit, unce…: http://youtu.be/cXr2lNEWycA Dr. Dre - Still D.R.E. ft. Snoop Dogg: http://youtu.be/_CL6n0FJZpk1 балл
-
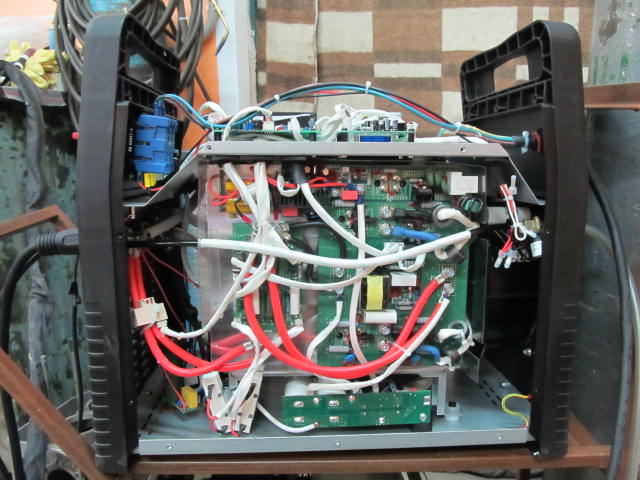
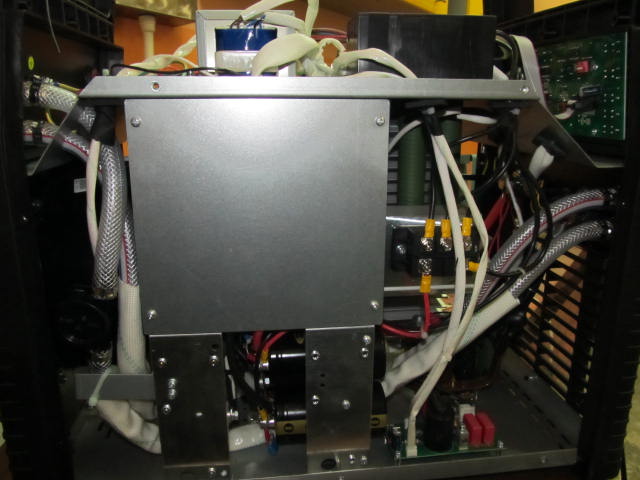
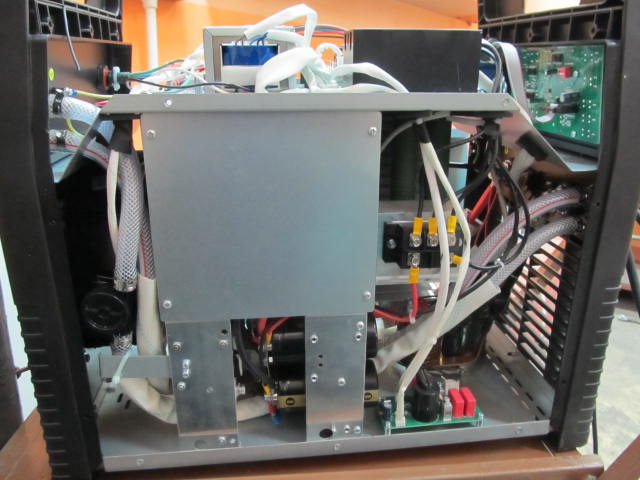
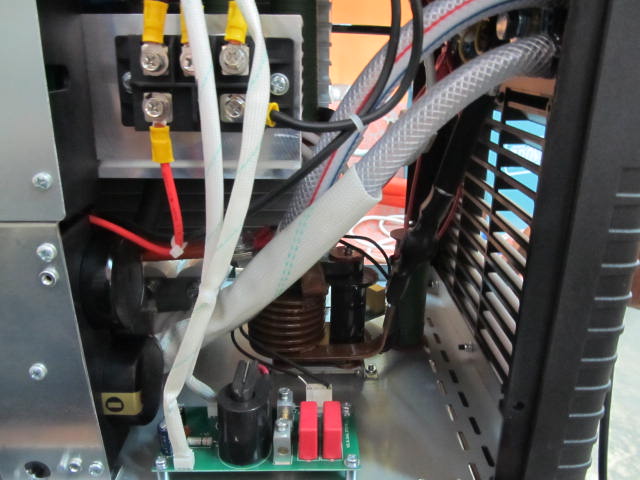
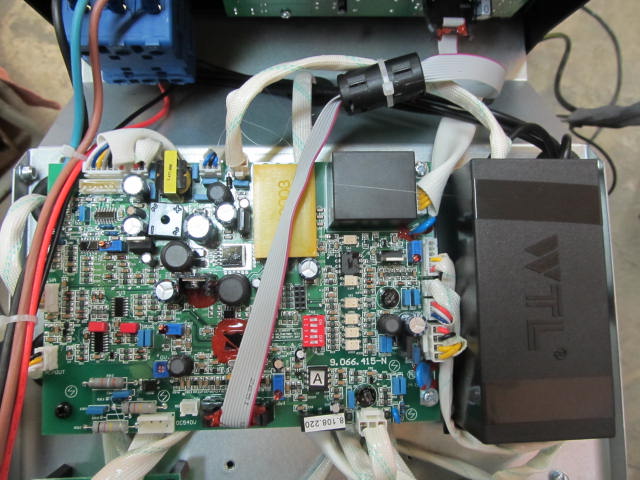
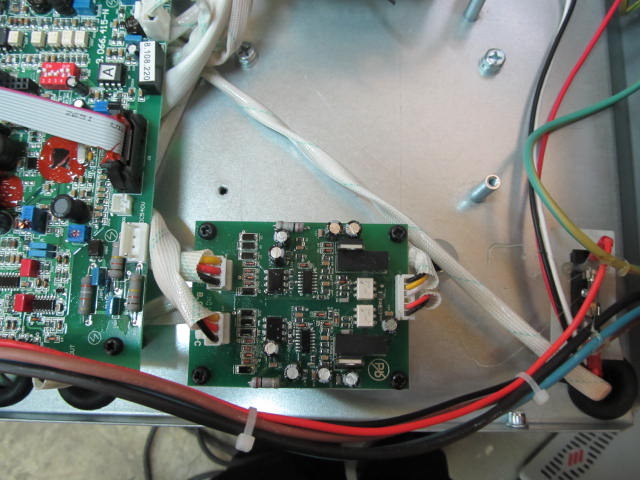
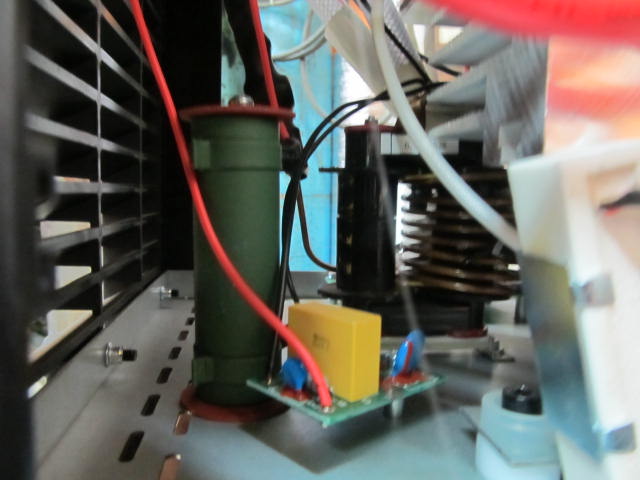
И вовсе никуда не пропал. Два дня с местным электронщиком "колдовали" над плазмой. Суть поломки была в следующем - был обрыв трансформатора, что стоит на кнопку включения плазмотрона. На фото его не видно, но приблизительно указал. Дальше - перемотали трансформатор(одну из его катушек), ставим на место - при включении вводного автомата сразу срабатывает воздушный клапан и осциллятор выдает пучок искр, причем происходит это 3 раза миллисекундными перерывами. В чём дело, спрашиваем мы себя? Кол-во витков считали, диаметр проволоки отличается от исходного на 2 сотки(списали на толщину лака). Я с электроникой на ты, поэтому некоторые термины цитирую со слов местного мастера. Решаем(точнее решает мастер), что намотали всё таки не так как надо было, не хватает индуктивности, подсоединяем к перемотанному трансу ещё одну катушку, тестируем - та же история, ещё одну катушку - клапан молчит и осциллятор тоже, нажимаю на кнопку плазмотрона, но и он молчит!? Что же делать, всё на плате(верхней) проверено и исправно. Мастер предлагает исключить из схемы злополучный трансформатор(вернее одну из его катушек, т.е. оставить только ту, на которую заведена кнопка плазмотрона), но предупреждает, что это ремонт "по колхозному". Мы посоветовались и он решил. Результат - плазма работает. Попробую показать на фото, что куда и откуда. P.S. "Послевкусие" от слов мастера, о том, что это ремонт "по колхозному" не оставляет меня в покое. Сегодня плазма отработала около двух часов, разницы в работе я не почувствовал, тестировал на максимальном режиме, пока всё норм. Мастер пояснил, что эта китайская плазма сделана по "старокитайски" или даже на советский манер, типа так уже не делают, этот транс как дополнительная защита, правда не понятно от чего и для чего. Понимаю, что пояснил не совсем информативно - ну простите за скудоумие в данной области.
1 балл
-
Обычно делаю так: - один открутил проводок и тут же прикрутил на место в новый - второй открутил и на место в новый и т.д. Если маркировка погорела, то схема особо не поможет. И еще один момент, если погорел именно выгорел переключатель, то надо посмотреть транс. tehsvar правильно говорит. Может и КЗ. Обычно КЗ видно, по цвету обмоток и характерному запаху. Совсем другое дело когда не все положения переключателя приводят к регулировке тока, т.е. ослаблены контакты или подгорели, что приводит к отсутствию изменения выходного напряжения и следовательно тока. Тогда можно безопасно менять переключатель. Бывали случаи, когда во время сварки переключают, вот тогда ух как все горит внутри. Это обычно так же лечится заменой переключателя.1 балл
-
1 балл
-
В смысле без отрыва варят у нас только горизонт и нижнее. но это не в счёт! рисуем.. рисуем..
1 балл
-
Вот что то меня на творчество потянуло так и хочется че нить натворить )) По моему что то я перемудрил ю Типо пепельница ))
1 балл
-
Добрый день! Меня зовут Вячеслав. Лет мне 23 и 90% двадцать четвертого По образованию техник-технолог сварочного производства. Отучился. Начал работать. Работал разными видами сварки. Поэтому представление "что есть что" у меня имеется. Молод и опыт пока еще только коплю. Стараюсь постоянно развиваться в этом направление. Читаю книги, изучаю форумы. Сейчас работаю демонстратором в компании "Премьера" , которая в свою очередь является генеральным представителем Kemppi в приволжском округе (ПФО). Очень интересная работа. Интересно знакомство с предприятиями и технологиями сварочными . Но пока испытываю трудности в заключение таких вот встреч. Люди воспринимают меня , как продавца , коим я не являюсь ! Ну и собственно рад буду ответить на ваши вопросы по оборудованию Kemppi . Создал для этого тему в разделе "доска объявлений". Так же рад буду личному общению. И если вы инженер на предприятии или знаете таковых, то мы всегда сможем договориться о встрече для демонстрации возможностей Kemppi в ваших условиях А вот так я выгляжу. Сфоткался "типа работаю " http://cs14101.vk.me/c625127/v625127204/9660/RsnRHQgt_Fg.jpg1 балл
-
Вот и мой черед настал рассказать про свою "жизнь" , из которой самая прекрасная половина прожита . Начнем со школы, в которую ходили и обязательно имели в портфеле рогатку, это был атрибут того времени (чего сегодня пацаны носят в школу?, можно только догадываться), применялась в классе для молниеносной передачи СМС сообщений в любую точку класса , можно и учителю на стол , в не класса как многоцелевое оружие. Вне школы бегали по улицам с друзьями и вертелись, мешались мужикам чинившим свои трофейные Опели и Мерседесы , у одного даже Майбах был. В общем окончил 8 классов и в СПТУ на автослесаря , которое тоже с успехом окончил и пора на работу не чего у мамы с папой на довольствие сидеть. Ждал меня завод НЗТА (Ногинский завод топливной аппаратуры) и его главный конвейер по выпуску ТНВД (топливный насос высокого давления) , 600 штук за смену, так до армии и собирал их. Армия, Белорусский вокзал и я в Литве , местечко Гайжунай (вроде правильно написал) учебка ВДВ , пол года и я уже в Пскове в знаменитой 76й дивизии. И понеслось, нескончаемые стрельбы и кроссы по 25км, зимой лыжи по 50км да с полной экипировкой, прыжки днем и ночью, зимой на Псковское озеро (сейчас у молодежи рай а не служба) , в общем сделали из нас за два года мужиков, которые случаем чего должны были в течении суток захватить плацдарм между Англией и Францией (только не говорили на каком берегу,секрет) и удерживать его до подхода основных сил. Два года прокатились как два дня и я снова дома, месяц отдыху и на работу. Теперь ждал меня П/Я....... и должность водилы ЗИЛ130 , хороша машина была для своего времени. Вот на П/Я и увидал первый раз РАДС (ТИГ) сварку и все решил освою и научусь, так что я "самоучка". Коллектив Аргонщиков был человек 15 и не сразу они меня приняли за своего. Приезжая с рейса и бросая машину в стойло, бежал в цех к сварным и они потихоньку приняли в свой коллектив и начался процесс обучения, металлу любого сколь угодно , наставников 15 человек, да каких . По пятницам , "ОПЕРАТИВКА" на свежем воздухе в роще с водкой из расчета бутылка на троих, килькой в томатном соусе и зеленом лучком, и разбор полетов за неделю (форум 15 + 1). Вот так и научили меня, не знаю хорошо или плохо, это не мне судить. Сейчас сам в роли маленького учителя, внук который уже потихоньку справляется с маленьким П/А и племянник (левша) , этого больше тиг притягивает.
1 балл
-
По простому попробуйте на разъем для ПДУ повесить переменник. Он весь диапазон будет регулировать в этом случае. Номинал пусть подскажут, кто знает.1 балл
-
Спасибо кто смотрел. Литературы привез килограмм 10, но не разбирал и не читал ещё . Кот уже читает
1 балл
-
Да кстати, чуть не забыл, первый стык с робота, второй моя рука. Так что человек не хуже машины! Я за человека.
1 балл