Лидеры




Популярный контент
Показан контент с высокой репутацией 03.12.2014 во всех областях
-
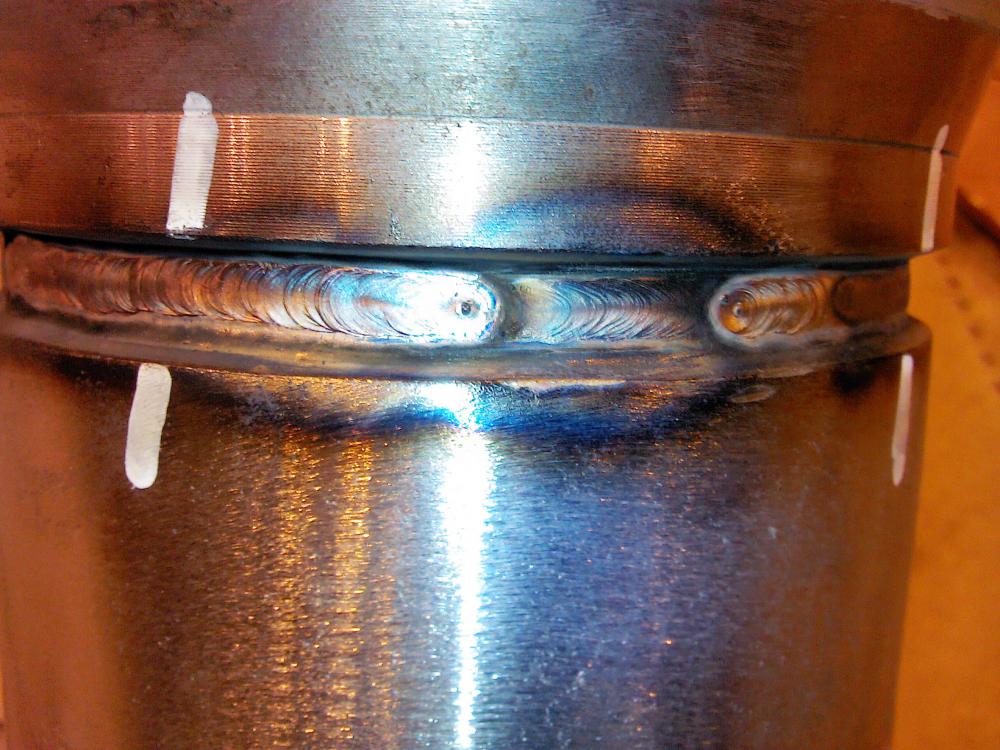
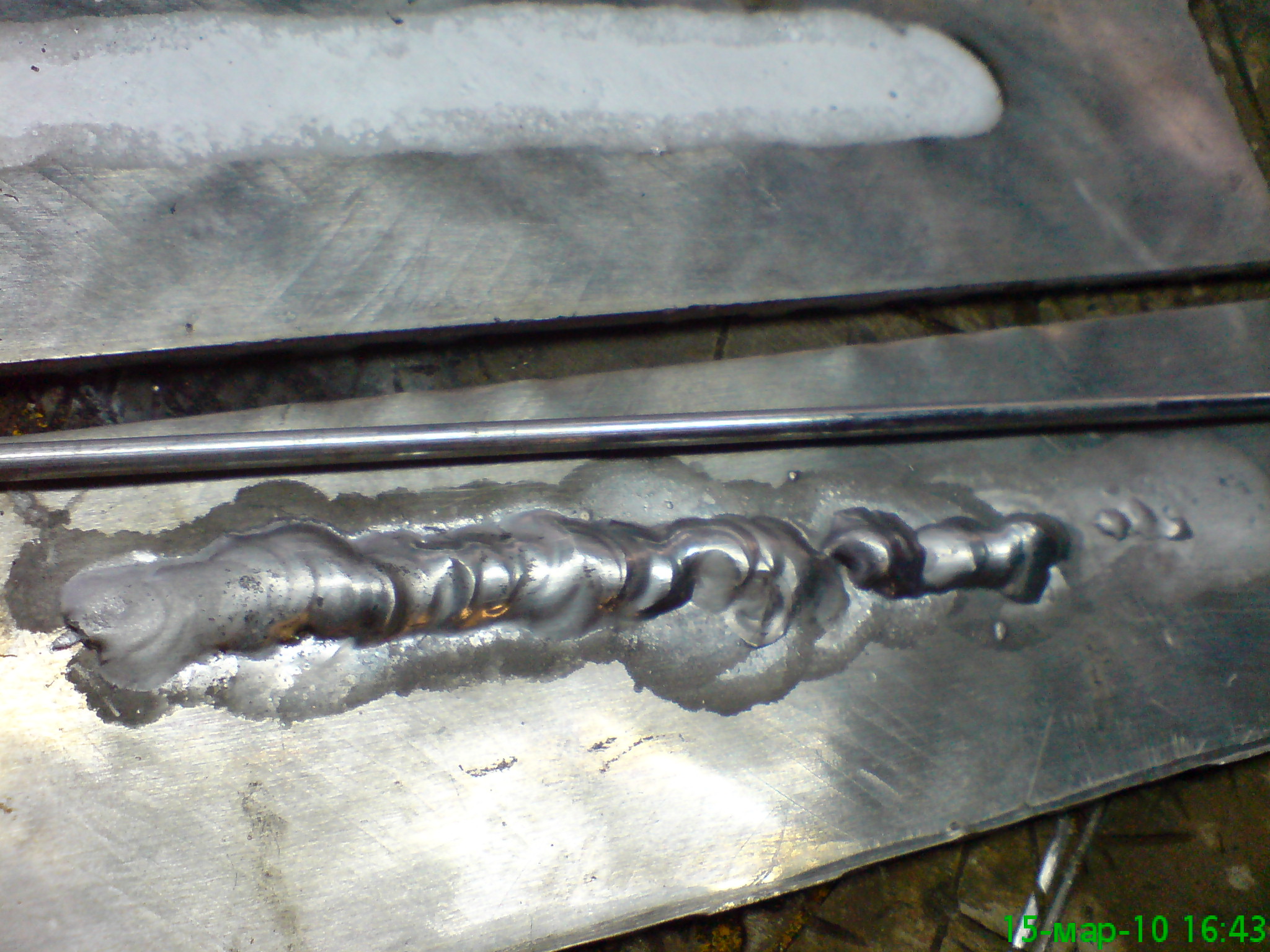
@psi, это к вашему вопросу в "ценах" по стали миллиметровке. Из сегодняшнего. Изделия: Собственно швы : Кромки после зачистки: РАДС, пульс-режим, 1,4 Гц, ток базы 5А, ток пика 135А, скважность 85%, присадка св08г2с, ф 1 мм.
 8 баллов
8 баллов -
@Sakhalin_Cat, тракторист - ювелир http://s00.yaplakal.com/pics/pics_original/7/8/6/4373687.jpg7 баллов
-
Коротко о Хабаровске. Главное поднять дворники, чтоб не прилипли. http://cs14112.vk.me/c540104/v540104497/24291/-ggfUHp206s.jpg7 баллов
-
Я не поняла...
5 баллов
-
коллега @виталий каховка продолжает радовать оптимизмом и подачей материала http://youtu.be/tQNNdZO2jyc3 балла
-
Моя молодость пр.971 - AKULA ДАННЫЕ НА 2014 г. (стандартное пополнение)пр.971 / 09710 "Барс" / "Щука-Б" - AKULAпр.971, пр.971И / 09719 "Ирбис" - Improved AKULAпр.971 / пр.971У - AKULA-IIпр.971 / пр.971М (?) (К-335) - AKULA-III пр.971М - AKULA-IV http://militaryrussia.ru/i/284/273/sf66s.gifhttp://militaryrussia.ru/i/284/273/sf66s.gifhttp://militaryrussia.ru/i/284/273/sf66s.gifhttp://militaryrussia.ru/i/284/273/sf66s.gifhttp://militaryrussia.ru/i/284/359/2PGG3.gifhttp://militaryrussia.ru/i/284/359/JE1ne.gifhttp://militaryrussia.ru/i/284/163/d9vne.jpg Многоцелевая атомная подводная лодка. Разработка ПЛА пр.971 начата СКБ-143 "Малахит" (г.Ленинград, главный конструктор Георгий Николаевич Чернышов, с августа 1976 г., после 1997 г. - Ю.И.Фарафонтов) по ТТЗ 1972 г. "разработка большой атомной многоцелевой подводной лодки 3-го поколения" в качестве аналога ПЛА пр.945 с заменой в конструкции титановых сплавов стальными. В проекте использованы проработки по малошумным ПЛА пр.991 и пр.958. Краткий эскизный проект (аванпроект) разработан к началу 1976 г. В разработке технического проекта, работа над которым начата по совместному решению МСП и ВМФ от 27 июля 1976 г., принял участие ЦНИИ им. академика А.Н.Крылова (особенно в части снижения шумности ПЛА). Группа главного конструктора сформирована в августе 1976 г. Проектирование: Технический проект лодки разработан с сентября 1976 г. по май 1977 г. Одна из основных задач, которая стояла перед разработчиками - удержание ПЛА в рамках водоизмещения заявленного в эскизном проекте. Технический проект рассмотрен 1 ЦНИИ МО СССР (кораблестроения) в июне 1977 г. и утвержден 13 сентября 1977 г. с оговорками, что в процессе разработки чертежей и строительства надо обеспечить еще большее снижение шумности, размещение пусковых установок СГПД, размещение КРБД с возможностью применения по береговым целям. После получения информации о нововведениях на американской ПЛА типа Los-Angeles, которые выразились в установке ГАС с цифровой обработкой сигналов, снижающей влияние собственных шумов ПЛА, а так же с учетом пожеланий руководства ВМФ оснастить ПЛА КРБД "Гранат" (постановление СМ СССР от 26 мая 1978 г.) проект был переработан дополнительно под установку ГАК "Скат-3", что потребовало изменения конструкции корпуса. Проект сдан в 1980 г. http://militaryrussia.ru/i/284/273/7H33p.jpg ПЛА Chakra / К-152 "Нерпа" пр.971И - Improved AKULA на пути в Индию, конец марта 2012 г. (http://www.militaryphotos.net). http://militaryrussia.ru/i/284/273/pI4qh.jpg Один из ранних вариантов пр.971 (http://forums.airbase.ru) Производство: подготовка к производству серии лодок пр.971 на Судостроительном Заводе в Комсомольске-на-Амуре (завод №199) велась с 1978 г. Головная ПЛА К-284: - заложена в конце 1980 г. - первый блок оборудования установлен в прочный корпус в июне 1983 г. - закладная доска установлена 6 ноября 1983 г. - официальной датой закладки значится 11 ноября 1983 г. - сборка прочного корпуса завершена в феврале 1984 г. - ПЛ К-284 выведена из цеха в транспортно-спусковой плавдок "Амур" 16 июля 1984 г. - начало транспортировки ПЛ в плавдоке на сдаточную базу в п.Большой Камень - 16 октября 1984 г. - спуск на воду из плавдока в бухте Чихачева, пуск ППУ - до 25 октября 1984 г. - поступила своим ходом на сдаточную базу завода в п.Большой Камень и была посажена на мель (оказались забиты грязью циркуляционные трассы) 25 октября 1984 г. - два неудачных этапа заводских ходовых испытаний - по причине невыхода ППУ на мощность более 50% (из-за забитых грязью циркуляционных трасс) - с 7 декабря 1984 г. - чистка циркуляционных трасс - 7-20 декабря 1984 г. - третий удачный этап заводских ходовых испытаний - до конца декабря 1984 г. - подписание приемного акта ПЛ К-284 - 30 декабря 1984 г. (с указанием перечня работ перенесенных на 1985 г.) Испытания и принятие на вооружение. Заводские испытания К-284 начаты 7 декабря 1984 г. и официально ПЛ К-284 сдана ВМФ подписанием Акта о приемке 30 декабря 1984 г. после чего с базированием в п.Большой Камень приступила к доводке оборудования и испытаниям систем. Акустическая доводка ПЛ К-284 выполнена в период с 1985 по 1987 г.г. Окончательная отделка и покраска - 1986 г. С 1986 г. головная ПЛ обеспечивала так же испытания серийных ПЛ пр.971. Мореходные испытания проведены в 1986-1987 г.г. Первые пуски КРБД "Гранат" - январь 1987 г. Проверка технологии и трудоемкости навигационного и докового ремонтов проведены в 1987 г. и в 1989 г. ГАК и часть систем вооружения дорабатывались и приняты в эксплуатацию в 1988 г., первое погружение на предельную глубину состоялось 1 июля 1989 г. К этому моменту ПЛ К-284 прошла более 50000 миль и имела наработку основных механизмов около 10000 часов. Испытания всех систем ПЛА завершены только в 1990 г. http://militaryrussia.ru/i/284/273/EaKX2LP37l.jpg Одна из первых фотографий ПЛА пр.971 AKULA (вероятно, К-284 "Акула") опубликованная в западных СМИ (Soviet Military Power 1987. США. 1987 г.) http://militaryrussia.ru/i/284/273/e2gYH3LuQy.jpg Головная ПЛА К-284 "Акула" пр.971 AKULA на отстое в бухте Павловского, ТОФ, ноябрь 1996 г. (фото В.Лемоноса,http://www.podlodka.su) http://militaryrussia.ru/i/284/273/iJsa1KBk2o.jpg Вторая в серии ПЛА пр.971 AKULA - К-263 "Барнаул" / "Дельфин" в 45-й дивизии ПЛ ТОФ (Сажаев М.И., Штурманские дороги "Барсов". Сайт http://shturman.vlms.ru) ПЛА пр.971 строились на заводах в Комсомольске-на-Амуре (завод №199, с 1983 г. по настоящее время) и в Северодвинске ("Севмаш" - завод №402, цех №50, с 1985 г. по 2001 г.) и по первоначальным планам планировалось построить 25 ПЛА (было заложено 20 ПЛА). По умолчанию данные ПЛА пр.971. http://militaryrussia.ru/i/284/273/Xftk2gClcU.jpg Выкатка из цеха ПО "Севмаш" ПЛА пр.971 К-480 "Барс", 16 апреля 1988 года (панорама из кадров документального фильма "Ударная сила. Подводный охотник", ОРТ, 2007-2008 г.г.) http://militaryrussia.ru/i/284/273/wYGUCQHp7t.jpg ПЛА "Кашалот" К-322, октябрь 1993 г., Тихий океан (фото US NAVY) Конструкция ПЛ - двухкорпусная, кормовое оперение с обтекателем буксируемой антенны ГАС на верхнем вертикальном руле. Прочный корпус выполнен из стали новой марки с пределом текучести 100 кгс/кв.мм (толщина до 48 мм, обработка на прессах FUJICAR) и разделен на 7 отсеков. На этапе проектирования решалась задача значительного (примерно в 5 раз по сравнению с ПЛА 2-го поколения) снижения шумности с использованием проработок малошумной ПЛА пр.991. Сборка корпуса выполнена блочным методом: оборудование ПЛА установлено внутри корпуса на аммортизаторах и в многопалубных аммортизационных блоках ("этажерках"), являющихся частью общеконструкционной системы двухкаскадной аммортизации (каждый блок изолирован от корпуса резинокордными пневматическими аммортизаторами). Корпус ПЛА покрыт резиновым противогидроакустическим покрытием. Вне и внутри прочного корпуса ПЛА используются вибропоглощающие и виброизолирующие покрытия. По некоторым данным используются активные средства снижения шума. Оборудование ПЛА отвечает нормам виброакустических характеристик ВАХ-74. На ПЛА улучшены условия обитаемости экипажа. http://militaryrussia.ru/i/284/273/HM8ZQ.jpg Наружные устройства и компоновка ПЛА пр.971 AKULA. Цифрами обозрачено: 1 - пусковые устройства СГПД, 2 - аварийный всплывающий буй, 3 - антенны СОКС, 4 - антенны ГАС, 5 - перископ, 6 - агрегат ВСК - всплывающая спасательная камера, 7 - антенны РЛС, пеленгатора и связи, 8 - выхлоп дизельгенератора, 9 - шпигаты (отверстия в легком корпусе), 10 - контейнер буксируемой антенны ГАС, 11 - винт, 12 - водовыпуск, 13 - крышка подруливающей вспомогательной винтовой колонки, 14 - заборная арматура типа "Плавник", 15 - сливные отверстия, 16 - горизонтальный руль, 17 - крышки торпедных аппаратов (http://defenceforumindia.com). Реакторный отсек прочного корпуса ПЛА был сконструирован с изолированным помещением над реакторной и насосной выгородками с биологической защитой. В помещении располагались щиты второго эшелона электроэнергетической системы ПЛА. Начиная с ПЛА К-322 (заводской №513) внедрены 25 мероприятий по снижению шумности включая амортизированный главный подшипник валопровода. Начиная с ПЛА К-391 (заводской №514) устанавливаются пороховые генераторы продува циcтерн главного балласта. Начиная с ПЛА К-391 на ПЛА устанавливается забортная арматура циркуляционных трасс типа "Плавник" - форма заборника становится плоской в сечении вместо круглой. Начиная с ПЛА К-461 (зав.№831, ПО Севмаш) и К-295 (зав.№517, СЗЛК) на лодки устанавливается 34 новых механизма с соответствием нормам виброакустических характеристик ВАХ-80. По некоторым данным на ПЛА пр.971 используется система воздействия на пограничный слой омывающей корпус воды с целью снижения сопротивления, которая, вероятно, отработана на опытовой ПЛ пр.1710 "Макрель" (подтверждения этой информации нет). http://militaryrussia.ru/i/284/273/DhRr9JAj1n.jpg Цех сборки ПЛА пр.971 AKULA на Амурском Судостроительном Заводе (Корабли и судьбы. Амурскому Судостроительному Заводу - 70 лет. Хабаровск, "Приамурские ведомости", 2002 г.) http://militaryrussia.ru/i/284/273/C0z9JrwAjn.jpg3 балла
-
316L 'это аналог нашей стали 03х16н15м3,проволока эсаб ок autrod 316L или 316LSi для сварки полуавтоматом, аргонодуговая ОК Tugrod 316L , ОК Tugrod 316LSi.Сталь аустенитного класса технология такая же как и для стали 08х18н10т.Обработка сварных швов травильной пастой все равно нужна будет3 балла
-
Недавно приобрёл себе резачек, заправил баллоны, купил редуктор, шланги и теперь я могу зажигать по полной! Кстати! Очень удобная штука - стул для фортепиано. Это тот, что крутясь, меняет свою высоту. К сожалению фотки нет нормальной. Но я нашёл подобный в интренете (: Главное не забыть сделать мягкую сидушку
3 балла
-
http://forum4x4club.ru/uploads/monthly_12_2014/post-11445-0-54258600-1417517791.jpghttp://www.gaz69.ru/ipb/uploads/monthly_12_2014/post-12919-0-41997000-1417425935.jpg3 балла
-
Работа над новым проектом.
3 балла
-
Наш начальник-человек рациональный и лишённый понтов. Потому лесенка у него в доме-проста до невозможности. Сварили и залили бетоном. Система водоснабжения-тоже образчик рационализма и бюджетности. Накопительная, буферная ёмкости для воды, насосы и фильтры. Из металла варили только электроды (см. где-то ранее) и станину. Остальное-муфтовая сварка полипропилена. Оттуда перекочевали на коттедж владельца магазинов сантехники. Переделка газовой котельной. Так было. Выходы газового котла. Дроссель-прокладки... На второй фотке-специально выломана часть прокладки, чтобы показать, насколько было перекрыто сечение трубы. Ввод из котельной в подвальное помещение. Было Стало На второй фотке-маячит смесительный узел тёплых полов дома. До того-его не было и всё семейство хозяина не ходило по дому босиком, чтобы не исполнять "татарскую плясовую"... Проложили трубопроводы тепло-и водоснабжения бассейна. Для того в трёх стенах толщиной 700 мм просверлил отверстия и протолкнул рядок из 9-ти труб Стальные трубы (отопление) варили электросваркой. Медь-паял газом и оловом. Итого. Смесительный узел тёплых полов бассейна и обвязка подогрева приточной вентиляции. Трубопроводы в подвале бассейна. Обвязка гидросистемы бассейна (делали не мы..). Мы с Ромой (второй сварщик) ходили мимо этого царства клеёного пластика и с грустью вспоминали те времена, когда бассейны обвязывались исключительно нержой. O tempore,o mores...© Какие калымы мимо нас идут...
3 балла
-
Мой первый завиток !!
2 балла
-
Танк ))
2 балла
-
От комсомольчан наших пёрл... харбор : http://f5.s.qip.ru/IA4wMvVR.png2 балла
-
Автор работ Алексей Апарин
2 балла
-
@Isperyanc, спасибо за сообщени, давайте по порядку. Давайте начнем с главного. Правила (регламент, соглашения — называйте как хотите) нужны везде и всегда. Без правил наступает хаос и анархия. В любом проекте всегда наступает момент, когда "правила в 2 предложения" уже не могут регулировать действия большого количества людей. Поэтому правила уточняют, расширяют, дописывают. Это нормальная практика. Если кто-то будет настаивать, что правила не нужны, то диалога не получится. На этом проекте Правила были, есть и будут. А вот какие они будут дальше - как раз зависит от реакции пользователей Проекта. И не стоит забывать, что Правила - это не только ограничения и запреты. Правила описывают принцип работы форума в целом. Данная тема не предусматривает обсуждение модераторов и каких-то личных неприязней. Никто вашу собственность не ущемляет. Написав на форуме слово, вы сами опубликовали свое "интеллектуальное творение" и сделали его общедоступным. Ваша собственность в момент публикации копируется на сотни носителей - от сообщения на форуме и до уведомления по электронной почте подписчикам темы. Вы сами передали свою собственность в публичное пространство. При этом никто и никогда не присваивает вашу собственность себе - она остается за вами, но при этом ее использование регулируется техническими особенностями Проекта. Вы вправе не публиковать свою собственность. Это да. Но используя форум, вы соглашаетесь с его Правилами и техническими ограничениями, которые гласят: 6.4 Сообщения, размещенные Пользователем на Форуме являются неотъемлемой частью тем. Удаление одного сообщения может затронуть и сообщения других пользователей, поэтому, в целях обеспечения логики изложения информации, содержащейся на Форуме, Пользователю запрещается самостоятельно удалять ранее размещенные информацию и материалы. Удаление любой ранее внесенной на Форум информации осуществляется только по согласованию с Администрацией форума и с обязательным указанием причин удаления (путём нажатия кнопки «Жалоба»). При этом Администрация форума вправе отказать в удалении любой информации без объяснения причин. При этом Администрация форума всегда идет на контакт в решении всех возникших вопросов, поэтому и предусмотрена возможность удаления сообщений при личном обращении Пользователя. Нет. Никто вас интеллектуальных прав не лишал и правила друг другу не противоречат. Это мое четкое убеждение, как администратора проекта. С юридической точки зрения, если для вас это принципиальный вопрос — могу проконсультироваться с юристом. Но, уверен на 80%, что ответ вас не устроит. 99.9% сообщений на форуме - это набор букв, который не подпадает под термин интеллектуального или авторского права. И юрист скажет, что для начала общения в выбранном направлении, вам сначала придется показать бумажку, в которой написано, что опубликованное сообщение охраняется авторским правом. @Isperyanc, честно, это общение ни о чем. Не было возможности удалять сообщения - не было проблем. Озвучили это в Правилах - сразу вопрос "а как же удаление сообщений"? Все верно, насильно мы тут никого не держим. Но очень расстраиваемся, когда кто-то уходит. Такое регулирование поведения на форуме как раз создано для того, чтобы сгладить все острые углы. Именно это и прописано в Правилах, а не то, что "публикуя сообщение, вы передаете нам на него свое авторское право". Вы не дадите соврать, но Администрация Вебсварки всегда идет навстречу в решении таких вопросов. Изменились адреса картинок, нужен какой-то доступ, не предусмотренный функционалом форума (скоро будет такая возможность по вашему запросу), нужно что-то удалить или отредактировать - только напишите об этом. В корне не согласен. И органы тут не помогут. Хотите удалить свой телефон из текста сообщения - напишите Администрации (в соответствии с Правилами). Хотите отредактировать свой Профиль - вы можете сделать это в любой момент. Но не забывайте, что в соответствии с Политикой конфиденциальности проекта Вебсварка — вы самостоятельно указываете в своем профиле, например, Имя. Вы отдаете себе отчет, что ваш Профиль является общедоступным пространством. Вы сами опубликовали свои персональные данные и, более того, в любой момент можете их изменить. Поэтому вопрос: на что жаловаться органам-то? Вопрос риторический. Спасибо за поддержку, но в разрез законодательства мы писать Правила (и требовать их исполнения) - не будем. Если кто-то считает, что какой-то пункт Правил противоречит законодательству, то напишите об этом аргументированно. Я, как администратор проекта, пойду на консультацию к юристу. Не на сайт какой-то, где пишут "юристы", а на живой прием, который стоит денег (именно поэтому я прошу как-то аргументировать свои доводы). Если есть на форуме компетентный человек с юридическим образованием, то всегда рад выслушать, что он скажет. @Isperyanc, Проект развивается, в этом нет ничего плохого. мы не телепаты, мы не знаем. Самое главное в это сильно верить. В деда мороза еще верить можно. Уважаемые пользователи, промежуточное резюме (я готов дальше общаться по теме с целью выявления узких мест Правил и улучшения их качества): Правила — это, прежде всего, защита Пользователей. В них нет ничего сверхъестественного по сравнению с другими проектами. Они стандартные. Наличие Правил принесет только пользу всем пользователям форума. Более того теперь у каждого Пользователя есть Аргумент в общении с модератором. И этот Аргумент - прописанные положения Правил. Администрация Вебсварки будет информировать обо всех изменениях в Правилах форума. Более того, Все предыдущии редакции Правил доступны для скачивания на странице Правил в самом низу.2 балла
-
mgdark: "Просто парень потерял штык-нож)" http://s00.yaplakal.com/pics/pics_preview/1/9/4/4374491.jpg2 балла
-
Очередная чертилка из сверла по плитке... Два ключа-шестигранника от мебели, несколько точек П/А, зачистка-заточка.
2 балла
-
Если сваривать с нарушением технологии тогда конечно по ржавеет,сваривается замечательно только не перегревать её , обеспечить хорошую защиту шва и применять подходящий для нержавейки абразивный материал все получится.А как вариант после сварки применить электрополировку?2 балла
-
2 балла
-
http://www.yaplakal.com/forum2/topic977799.html2 балла
-
@Alessandro, а формулировка "публичное обсуждение действий модераторов" Вам ни о чём не говорит? Или на других форумах не так? Действительно, странно. Форум, действительно, не Но, однако, русскоязычный. А выражений "нуна", "мона", "мож", "ужо" и т.д. в русском языке не существует. Это похоже на детский лепет, а Вы, вроде, взрослый человек. И Ваши доводы смахивают на флуд - с подобными ответами в л\с, пожалуйста, как в с своё время ко мне обратились.2 балла
-
@Alessandro, и от меня, доморощенного филолога - провинциала, предупреждение. Но уже - "с занесением". Никто ничего не блюдет, в Вашем понимании. Вас просили, именно - просили, общаться на нормальном русском языке. Если Вам это претит, по любой причине (причинам) - Ваше право. Никто его не оспаривает и не ущемляет, поверьте.2 балла
-
http://cs14101.vk.me/c622021/v622021204/9ace/XiEGZfNg66U.jpg Варил целый день. практический без перекуров, не разгибая спины. И как-то отвлекся, что бы размяться. И вот что я увидел: лучик солнца пробивался сквозь грязные форточки цеха и плотный дым от сожженных электродов...2 балла
-
http://s00.yaplakal.com/pics/pics_preview/8/4/0/4377048.jpg1 балл
-
1 балл
-
Я об этом и пишу, что проблем с изменением и удалением сообщений не существует. Достаточно написать письмо с просьбой.1 балл
-
Попробуем разобраться сами, без химиков. На сегодняшний день существует два основных продукта для массового производства охлаждающих жидкостей . Этиленгликоль - формула которого уже существует без малого 100 лет и Пропиленгликоль, сравнительно новое вещество. Этиленгликоль основной массовый продукт, со сравнительно низкой ценой и кучей недостатков которые устраняются такой же кучей присадок. Пропиленгликоль лишен основного недостатка коррозионная активность но имеет высокую цену. К этому можно добавить гибридные жидкости. Теперь к баранам, в сварочной горелке можно использовать более качественную и соответственно дорогую жидкость, целесообразность здесь оправдывается низким объемом. К примеру и для сравнения: на производстве где я работаю, залить в оборудование 10 тонн не придел. И пожалуй самое главное, идеальной формулы попросту не существует, присадки со временем распадаются и теряют свое действие, это можно понять по изменению цвета. Срок самой крутой жидкости максимум пять лет.1 балл
-
пр.636 - Improved KILO ДАННЫЕ НА 2014 г. (стандартное пополнение) пр.636 / пр.636М / пр.06361 - Improved KILO пр.06363 - Improved KILO-II http://militaryrussia.ru/i/284/273/sf66s.gifhttp://militaryrussia.ru/i/284/273/sf66s.gifhttp://militaryrussia.ru/i/284/273/sf66s.gifhttp://militaryrussia.ru/i/284/273/sf66s.gifhttp://militaryrussia.ru/i/284/211/W90ne.jpghttp://militaryrussia.ru/i/284/211/gYkkH.jpghttp://militaryrussia.ru/i/284/438/Clc33.jpghttp://militaryrussia.ru/i/284/359/JE1ne.gif Большая дизель-электрическая подводная лодка (тип "Б"). Проект подводной лодки разработан для поставок на эксплот в Китай на базе проекта 877М - Improved KILO. Проектирование велось ЦКБ" Рубин", главный конструктор проекта - Ю.Н.Кормилицын, по состоянию на конец 2013 г. (или ранее) - Игорь Молчанов. По сравнению с базовыми модификациями пр.877 лодки пр.636 отличаются установкой нового поколения бортового оборудования и широким использованием звукопоглощающих технологий. Головная лодка пр.636 - Б-466 (будущая "Yuan Zhend 66 Hao" ВМС Китая) заложена на Адмиралтейских верфях под заводским №01616 16 июня 1996 г. Лодка спущена на воду 26 апреля 1997 г. и сдана Флоту 26 августа 1997 г. Передача лодки ВМС Китая состоялась12 ноября 1997 г. В те годы производственный цикл лодок проекта составлял чуть больше года. В первой половине 2000-х годов производственный цикл увеличился до 1.5-2 лет и к началу 2010-х годов составлял уже от 2.5 до 4 лет. http://militaryrussia.ru/i/284/722/0iE1n.jpg Подводная лодка "Новороссийск" пр.06363 выходит на второй этап заводских ходовых испытаний, 21 июля 2014 г. ("Адмиралтеец" №13 / 2014 г.). http://militaryrussia.ru/i/284/722/bPHyp.jpg Подводная лодка HQ182 Ha Noi зав.№01339 пр.06361 совершает контрольный выход в море из базы Кам-Рань, Вьетнам, 08 января 2014 г. ("Адмиралтеец" №1 / 2013 г.). http://militaryrussia.ru/i/284/722/Ff6tt.jpg Подводная лодка пр.636 - Improved KILO (http://www.ckb-rubin.ru). http://militaryrussia.ru/i/284/211/s2of7.jpg Спуск на воду ПЛ пр.636 или модификации. Адмиралтейские верфи, г.Санкт-Петербург (источник). Одна лодка пр.877 достроена в 2005 г. по пр.636М (Б-340 = Yuan Zhend 73 Hao, Китай). Некоторое время назад (1997 г.) в западных специализированных СМИ лодки класса KILO так же именовали GRANAY, вероятно, имея ввиду лодки проекта 636. В 2010 г. на ФГУП "Адмиралтейские верфи" (г.Санкт-Петербург) возобновлено строительство лодок пр.06363 для отечественного ВМФ (см.Статус и Реестр, ниже) - в строительстве серия из шести ПЛ для Черноморского флота ВМФ России. В 2012 г. ЦКБ МТ "Рубин" завершен выпуск рабочей конструкторской документации на пр.06363 (источник). Головную лодку серии - Б-261 "Новороссийск" - планируется спустить на воду летом 2013 г. Конструкция ПЛ - двухкорпусная. Широко используются амортизирующие платформы и другие звукопоглощающие технологии (например, противогидроакустическое покрытие корпуса). По форме корпус ПЛ максимально адаптирован к снижению сопротивления и шума. Носовые горизонтальные рули убираются в корпус. ПЛ типа пр.636 (пр.877М) отличаются внешне от пр.877 обрубленной в корме надстройкой вместо плавно переходящей в корпус. Материал прочного корпуса - сталь АК-25. Как минимум, для ПЛ пр.06363 корпусная сталь разработана ЦНИИ КМ "Прометей" и производится на ПО "Ижорский завод". http://militaryrussia.ru/i/284/211/9JJ5r.jpg Разрез ПЛ пр.636 Improved KILO ("Военный парад", 1990-е годы). http://militaryrussia.ru/i/284/722/lpM8Z.jpg Подводная лодка пр.636 - Improved KILO (http://www.ckb-rubin.ru). http://militaryrussia.ru/i/284/211/xpl3DIV05i.jpg Разрез ПЛ пр.636 Improved KILO (http://www.ckb-rubin.ru/). http://militaryrussia.ru/i/284/211/aJ6ss.jpg Архитектура корпуса ПЛ пр.06363 или пр.06361. Цех №9 Адмиралтейских верфей. 2012 г. (источник). http://militaryrussia.ru/i/284/722/SriEw.jpg Транспортировка среднего блока ПЛ Б-261 "Новороссийск" зав.№01670 в 6-й пролет цеха №12 Адмиралтейских верфей (Адмиралтеец. №5 / 2013 г.) http://militaryrussia.ru/i/284/722/j1See.jpg Стыковка носового и среднего блоков ПЛ Б-261 "Новороссийск" зав.№01670, цех №12 Адмиралтейских верфей, апрель 2013 г. (фото - Светлана Васильева, "Адмиралтеец" №8 / 2013 г.). http://militaryrussia.ru/i/284/722/asOF2.jpg Средний блок ПЛ Б-262 "Старый Оскол" по время перекатки в цехе №12 "Адмиралтейских верфей", октябрь-декабрь 2013 г. (фото - Светлана Васильева, "Адмиралтеец" №25 / 2013 г.). http://militaryrussia.ru/i/284/722/PYkby.jpg ПЛ Б-261 "Новороссийск" после стыковки блоков корпуса. Адмиралтейские верфи, г.Санкт-Петербург, конец апреля 2013 г. (Адмиралтеец. №21 / 2013 г.). http://militaryrussia.ru/i/284/722/wOF1S.jpg Перекатка корпуса пятой ПЛ пр.06361 для ВМФ Вьетнама. Цех №12. Адмиралтейские верфи, г.Санкт-Петербург, август 2014 г. (Адмиралтеец. №14 / 2014 г.).Двигательная установка: и подводный и надводный ход ПЛ обеспечивается гребными электродвигателями - 2 х дизель-генератора 30ДГ мощностью по 1500 кВт, так же работающие с системой РДП. - 1 х главный гребной низкооборотистый двигатель ПГ165 мощностью 5500 л.с. (6800 л.с. по западным данным). - 1 х электродвигатель экономического хода низкооборотистый ПГ166 мощностью 190 л.с.. - 2 х резервных электродвигателя ПГ168 мощностью по 102 л.с. Механика - один вал, один винт: - 7-лопастные винты с саблевидными лопастями (ПЛ типа Improved KILO). Скорость вращения винта максимальная - 250 об/мин.. На ПЛ всех проектов в кормовой части корпуса по бортам подруливающие водометы. Процессы погружения и всплытия ПЛ автоматизированы. http://militaryrussia.ru/i/284/211/yM88Z.jpg ПЛ пр.636 / 636М с 7-лопастным винтом ("Военный парад", фото из архива Gogs, http://forums.airbase.ru). http://militaryrussia.ru/i/284/722/0Wi91.jpg Подруливающие водометы и винт ПЛ пр.06361. Спуск на воду четертой ПЛ для ВМС Вьетнама - HQ185 Da Nang. Адмиралтейские верфи, 28.03.2014 г. (Адмиралтеец №5 / 2014 г.). http://militaryrussia.ru/i/284/722/JwSfB.jpg 7-лопастный винт ПЛ пр.06363 "Ростов-на-Дону", церемония спуска лодки на воду, "Адмиралтейские верфи", г.Санкт-Петербург, 26.06.2014 г. (фото - Игорь Руссак, http://ria.ru/). Полностью1 балл
-
Частично согласен. Но вы ведь понимаете, что если разрешить удаление и изменение то поедет вся структура тем и начнут возникать проблемы с "сегодня в сообщении одно, а завтра уже другое". Это даст возможность недобросовестным юзерам устраивать войны и подставы. Типа написать что-то, а потом когда поднялась буча взять и исправить сообщение виновник... После чего кричать "я этого не писал". Поэтому в пользователям "массе" нельзя давать возможности исправления написанного ранее. Я с чипмакера из-за этого ушел напрочь. Мне предоставили выбор: остается на форуме МОЯ тема "моя мастерская" или я. Пришлось выбрать второе, чтоб удалить мою тему, так как исправить её я не мог, а в том виде каком она существовала она меня не устраивала. Настаивать на удалении всех своих сообщений я уже не стал, так как большинство моих сообщений создавались не для "зазвездившегося хозяина форума" а для людей которые хотят изучать сварочное дело. Хотя заставить администрацию вычистить весь форум от "личных сообщений" возможно. Достаточно написать заявку в соответствующие органы с указанием ссылок на эти сообщения. Теоретически по закону можно прикрыть на время весь форум до момента удаления всех персональных сообщений заявителя. А может просто не зарываться? Правила ведь пишут не для соблюдения законов, а для внутреннего распорядка. Поэтому даже если они и идут в разрез с законодательством, то это должно быть индиферентно большинству пользователей. Напишите администратору, что вы считаете нужным исправить и это исправят. У меня например никогда небыло проблем с этим. Написал письмо и всё что попросил удалили или исправили.1 балл
-
Скажите, что значит ИМХО ?1 балл
-
@ARGONIUS,у нас на заводе для этих целей приобретали 304L,углерода очень мало в ней,воздействие сварки в течении какого то времени (30-45 сек.),точно не помню,не влияет на ее свойства,швы конечно обрабатывали,но термообработку не делали.К сожалению после изготовления изделия отправлялись по разным городам,так что не видел как она себя проявляла по прошествии времени,но жалоб от заказчиков не поступало.1 балл
-
ужо антиреклама. тоже бесплатная. осталось перепостить ссылку в другие форумы1 балл
-
http://cs14112.vk.me/c618331/v618331095/12684/HwM7Iie1rF0.jpg1 балл
-
Газом никогда не варил, решил собрать пост, заехал к знакомому на работу набрал обрезков алюминия, купил колёса в ближайшем магазе и пару дней свободного времени. Вот результат. Очень лёгкая и маневренная, правда пока стоит, нужна не особо ответственная холтурка, а то опыта нет автогеном.
1 балл
-
У "черняги" душа простушка, но ежель понять её, то будет золотиться как "нержавейка" (ну и линза естественно) Ст20 S=12, 110 на корень, 140 на всё остальное от инвертора-только "лиценуть" не успел, смена кончилась .
1 балл
-
А это я "набудничал" Хорошим подспорьем послужили магнитные уголки. В ходе работ случалось уронить их на пол. Сколько они цепляют на себя опилок - слов нет . Пытаясь удалить налипший мусор , проклял всё. На глаза попалась щётка (синт.волос) ,попробовал смести ей . Результат превзошёл все ожидания . Не знаю , какая физика вступила в действие , но уголки очитстились начисто .
1 балл
-
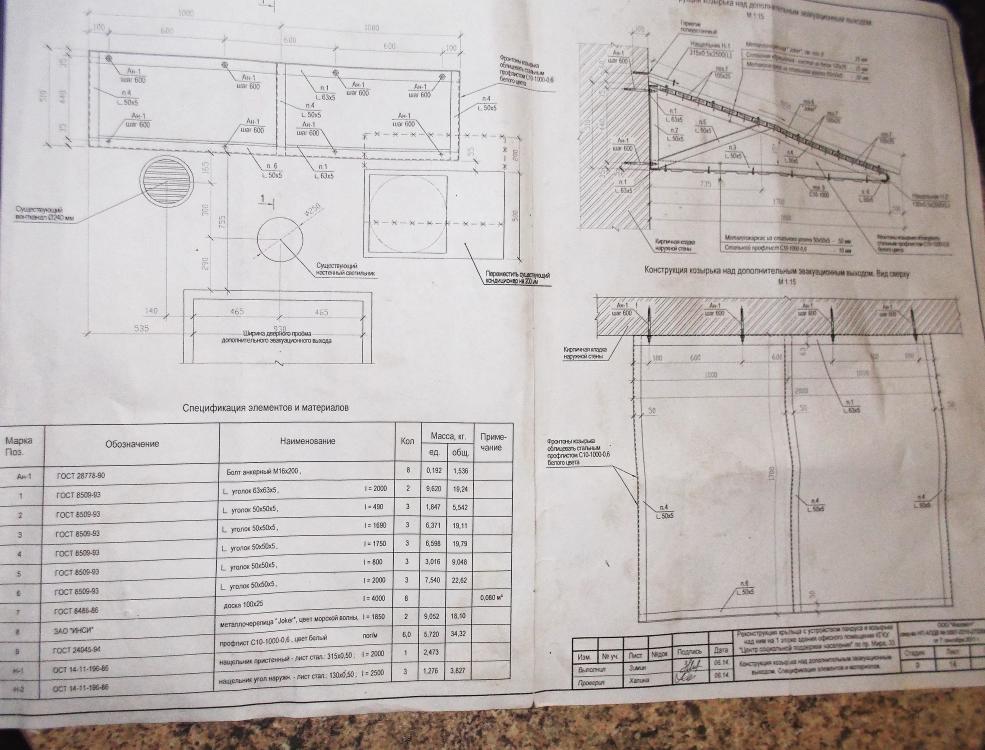
Первое изделие доделал, поставил в угол,-"откузбасить" его ещё нужно. Взялся за второе: чертёж: альбом руководящих документов: - в нём ещё много работы на ближайшее время: п.с. ...как меня этот булыжник под ногами достал...http://smaily.ucoz.com/_ph/7/2/237290452.gifЗаказчик под весь объём арендовал бокс по сходной цене, мало задумываясь об удобстве а мне выёживайся теперь. ------------ Почти доделал:http://f6.s.qip.ru/14rHtvnYL.jpg 01.12. Пошли фермы из 63уголка 500Х1650, три первых сделал, нужно ещё 28. http://f6.s.qip.ru/IA4wMvRa.png
1 балл
-
Нахожусь в командировке, в северном шведском городе Лулеа. Местная коммуна будет переводить автобусный парк на газ, вот наш проект и приводится в жизнь. Нам для сварочных работ предоставили гараж, типа "отстойника" (потом на улице варить, подключаться... ) На выходных пришли на работу и ахнули: весь гараж забит автобусами, у них же отдых... Вот в таких условиях пришлось работать, сварка труб (d=22mm, d=16/12mm) под рентген. Сегодня приезжал чел., 10 швов (10% от всех) "фотографировал". Через 30 мин. съездили, посмотрели результат: 100% ОК! У меня аж на душе стало легче
1 балл
-
При плохом аргоне неплохим индикатором является сам вольфрам - окисляется ,заточка быстро приходит в негодность (буквально на первом стыке).1 балл
-
Вот еще немного из моей работы.
1 балл
-
Вот получаются у меня такие двери делать. Почем продать - не знаю. Профиль 60х40, снаружи сталь №2, внутри №1.5. Утеплитель -пенопласт ф25 №30 на пене, замок Эльбор. Вся стоимость материала в нашем городе мне обошлась в 10 000 руб. Завитки у друга в кузне сделал, а торсионы дома навертел. http://websvarka.ru/talk/topic/2516-galereia-svarochnykh-rabot/?p=120810
1 балл
-
Дроссель и конденсатор с той стороны видно , не хотел ту крышку открыть. 6 ДИОДОВ использовал. Варит замечательно. Имея 20 лет стажа, сам удивился результатом . Идеально варит. Честно говоря, немного шарю по электронике, соброзил-где,что и как надо.1 балл
-
делал вот у шефа загрузочное окно для углярки ,метал уголок 75 основание,обшито 2-кой ,верх крышка уголок 45,метал 1,5,шарниры сьёмные шплинтованные,на всё про всё ушло 2 дня не спеша,проблема тока что метал бу и варить чтобы его чистить надо везде ,что получилось видать на фото
1 балл
-
Скульптуры из столовых приборов. http://s00.yaplakal.com/pics/pics_original/1/5/6/2891651.jpg http://s00.yaplakal.com/pics/pics_original/2/5/6/2891652.jpg http://s00.yaplakal.com/pics/pics_original/3/5/6/2891653.jpg http://s00.yaplakal.com/pics/pics_original/4/5/6/2891654.jpg http://s00.yaplakal.com/pics/pics_original/5/5/6/2891655.jpg http://s00.yaplakal.com/pics/pics_original/6/5/6/2891656.jpg http://s00.yaplakal.com/pics/pics_original/8/5/6/2891658.jpg http://s00.yaplakal.com/pics/pics_original/9/5/6/2891659.jpg http://s00.yaplakal.com/pics/pics_original/0/6/6/2891660.jpg http://s00.yaplakal.com/pics/pics_original/1/6/6/2891661.jpg http://s00.yaplakal.com/pics/pics_original/2/6/6/2891662.jpg http://s00.yaplakal.com/pics/pics_original/3/6/6/2891663.jpg http://s00.yaplakal.com/pics/pics_original/4/6/6/2891664.jpg http://s00.yaplakal.com/pics/pics_original/5/6/6/2891665.jpg http://s00.yaplakal.com/pics/pics_original/6/6/6/2891666.jpg1 балл
-
Собственно тема родилась из довольно плотной переписки (в аське,ЛС на форуме в привате и тд.) Вопросы были довольно однотипные, А поскольку я ценю время-"Время деньги-мое время МОИ деньги" попробую ответить сразу и всех(посылать ... не буду, направлять буду всех сюда). Многие купив инвертер с функцией ТИГ решают варить алюминий. Хорошее желание, и достаточно прибыльное, НО... (опять это "НО"). Широко распространенные инвертерные аппараты С функцией ТИГ- это сварка нержавейки и черных металов.АЛЮМИНИЙ варить этими аппаратами конечно можно,НО догорое удовольствие(если все расходники покупать) Не вдаваясь в глубокую теорию... Варить придется на ОБРАТНОЙ полярности(+ на горелке), в мануалах рекомендуют на Прямой(- на горелке) Необходимость изменить полярность в удалении Оксида алюминия(Аl2O3, температура плавления 2050 градусов против 660 алюминия) с помощью "катодного распыления". (выбор что почитать для самообразования за Вами- http://www.google.com.ua/#hl=ru&source=hp&q=%D0%BA%D0%B0%D1%82%D0%BE%D0%B4%D0%BD%D0%BE%D0%B5+%D1%80%D0%B0%D1%81%D0%BF%D1%8B%D0%BB%D0%B5%D0%BD%D0%B8%D0%B5+%D0%BF%D1%80%D0%B8+%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B5+%D0%B0%D0%BB%D1%8E%D0%BC%D0%B8%D0%BD%D0%B8%D1%8F&meta=&aq=f&aqi=&aql=&oq=&gs_rfai=&fp=ad5b520a4f8cd276 Пишут там много и правильно, НО.. При этой полярности(обратной,+ на горелке) температура электрода намного выше чем температура свариваемого металла. И электрод будет плавится быстрее и сильнее алюминия. И сварочный ток будет ограничен. 20А на 1 мм диаметраэлектрода. Дальше на фото я покажу примеры сварки на ОБРАТНОЙ полярности. Для демонстрации был взят инвертер Kemppi Minark 152, горелка ТИГ-сопло диаметром 10 мм(большнго просто не было), электрод 2.4мм, вылет электрода перед сваркой примерно 10 мм и в дальнейшем не изменялся что бы сами могли оценить "угар электрода", фото горелки делались на фоне аппарата. Пластины алюминия толщиной 3 мм дуга горела примерно 5 сек, видно место на пластине где горела дуга-пятно это зона "катодного распыления"-в этом месте пока идет аргон алюминий чистый, без оксидной пленки. наплавленный валик, после повторного зажигания дуги и прогрева основного металла в течении 15 сек по пластине(другой) просто вел дугу для того что бы показать след от "катодного распыления" те же пластины сложены под углом 90, сварка наружно угла, длина дугового промежутка 1.5-2.0 мм. Обратите вниманиена вылет сгоревшего электрода-внутренний угловой шов положить просто не реально. попытка увеличить сварочный ток, особой разницы в проплавлении основного металла нет обратите внимание на ток(крутилка) и ка "спрятался"электрод-ушел во внутрь на 2 мм Итоги этого теста- на сварку двух пластин(условия сварки самые благоприятные), длина шва 15-18 см : примерно 1 см электрода. Сопло меньшего диаметра может просто расплавится. Цены на расходники везде разные, так что прежде чем начинать прикиньте себестоимость этой сварки( и заплатят ли потенциальные клиенты учитывая Ваши желания). Не забудьте так же посчитать стоимость расходников на Ваше обучение-сразу даже такой шов(откровенно говоря гавняный-варил,готовил и снимал в рабочее время пока никто не видел) сразу положить врядли получится.
1 балл
-
Ну наконец то с напарником сегодня победили !!Конвективная часть водогрейного котла ПТВМ-50 !немного арифметики на двоих 1584 стыка,вдвоём варили 192 стыка в день,8 смен подряд.Эл-ды ТМУ-21у ну и немного фото плохо видно слесаря следом опрессовывают.вот этим,этим глушат торец коллектора.Очень скоро начнем монтировать!!!Всем удачи..
1 балл
-
@Леха Сварщик,Сталь кортеновская (сталь «кортен», кортен-сталь, кортеновая сталь) (англ. COR-TEN steel) — легированная сталь. COR-TEN — зарегистрированная торговая марка United States Steel Corporation (USS). Иногда называется «Corten steel». Первая разработанная кортеновская сталь получила наименование A 242 («COR-TEN A») от ASTM International. Основные легирующие элементы: 0,12 C, 0.27-0.75 Si, 0.20-0.50 Mn, 0.015-0.06 Al, 0.25-0.55 Cu, 0.50-1.25 Cr, 0.65 Ni. Затем появились марки A 588 («COR-TEN B») и A 606 для тонких листов. Все эти сплавы широко используются. Применяется в судостроении, промышленном и гражданском строительстве как конструкционный и декоративный материал. Часто используется для создания скульптур. Кортеновые стальные листы кажутся бронзовыми, хотя на поверку они просто ржавые — в этом и есть секрет «вечной» стали с бархатистой фактурой: её окисная пленка не размывается водой, поэтому сталь, раз заржавев, навсегда сохраняет свой благородно-коричневатый цвет.1 балл
-
@Metallist, Тут столько " копей " переломали на эту тему..))) Говорю только за свою работу ( нефтегазовая пром. )трубы здесь варятся без ОТРЫВА не смотря на их диаметр.. Как на других предприятиях варят не знаю.1 балл
-
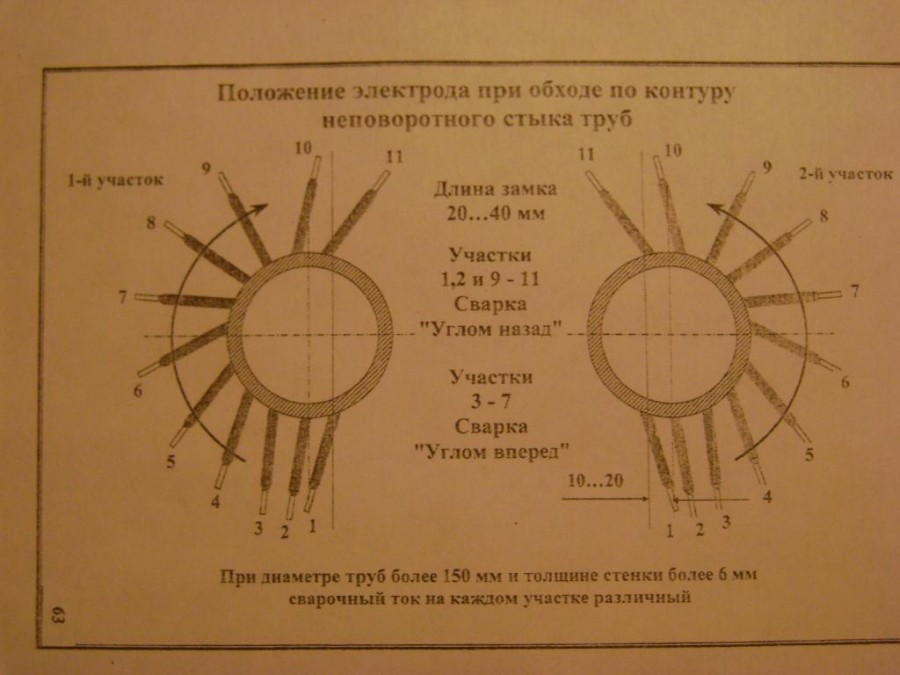
@Maxillius, Сварка трубы происходит во всех пространственных положениях,(потолок,вертикал и т.д.. ) 1)" корень" - он проходится электродом меньшего диаметра 2-2.5мм 2)" заполнение" (в зависимости от стенки трубы) электроды Ф 3.2-4 мм 3).облицовка эл. Ф3.2- 4мм. Труба с толщиной стенки до 8 мм варится в два слоя" корень," облицовка" . На больших диаметрах еще идет "подварка" "корня" сварщик варит внутри трубы. В таблице приведены положения электрода при сварке "не поворотного стыка" .Сварка происходит(!!!) без"отрыва",Надеюсь информация будет полезной.
1 балл