Лидеры




Популярный контент
Показан контент с высокой репутацией 20.09.2014 во всех областях
-
ну что ж Зовут Руслан. В свое время после 8-летки пошел в ПТУ на сварного. Получил 4 разряд имел случай занять 1 место по области между училищ. Потом армия - сварщик сварочных работ 2 года. Дело обычное. До армии и во время учебы в ПТУ работал сварным (во время учебы зарабатывал 70 рублей в месяц старыми деньгами). После армии до второго ПТУ там же тем же. Лет в 15 (примерно) увлекся радиолюбительством. Потому после армии поступил в ПТУ по профессии радиомеханник. Получил 5 разряд, снова имел случай занять 1 место по области между училищ. Окончил досрочно ибо был заявлен ультиматум - заканчиваешь досрочно, получаешь, что должно и остаешься здесь преподавать или получаешь 3 разряд как все и вали куда хочешь. Отработал 6 лет мастером производственного обучения. Попутно получил высшее образование профильное. Предложили остаться в универе преподавать - отказался =) Окончив универ ушел из ПТУ т.к. з\п никакая хотя преподавать честно говоря хотел бы и сейчас, но с теперешней з\п. Уехал с Сахалина в Московию. Шабашил тут и там. Устроился в СМТ. Первая трассовая компания. Там встретил напарника с которым работаю, до сих пор, уже более 10 лет в паре. Он был сварщиком инструктором во Въетнаме 13 лет. Варю любой рукой, что удобно на технологии. Корень как на прямой так и на обратной полярности. Что удобно на магнитной трубе. Опыт более чем достаточный. При трудоустройстве всегда говорю - я обычный нормальный сварщик. Могу загрузить технадзора и он успокоится =) На основании его же документов. Основной профиль нефтянка и газопроводы. Терпеть ненавижу СК. Пока жил на Сахалине успел побывать в шкуре начальника сварочного участка (16 часовой рабочий день брррррр), затем стал начальником сварочной лаборатории. Тренировал сварных для НАКСа. Там же получил свой первый НАКС. Когда ушел сварным на трассу вздохнул с облегчением. Кто был ИТР тот поймет. Собственно сейчас я обычный нормальный сварной максимально джоба =)11 баллов
-
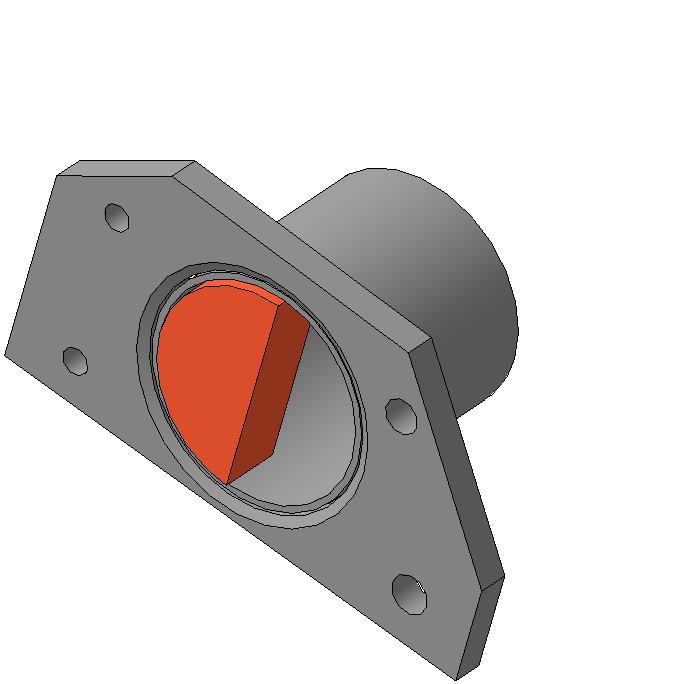
Садитесь поудобнее, успокаиваетесь перед вами не чего страшного нет и руки трястись не должны. Ставите на аппарате 100 - 120 А , линейный режим или включите импульс( 300гц вроде максимальный у вас) для фокусировки дуги (на импульсе можно добавить 20А), присадку 1,2 - 1,6 мм , и начинаем варить при минимальной длине дуги 1- 1,5мм, и должно все получится без брака. Выложу свое лезвие ( простят меня те кто уже видел это) к пластине 3мм , а лезвие забыл померить , варилось на минимальной длине дуги меньше 1мм, присадка 0,8 мм , так вот если бы дуга удлинилась до 1,5 - 2мм, то не видать бы мне приваренного лезвия, да и лезвие бы оплавилось прилично. Есть ещё вариант со 100% гарантией, и длина дуги не столь критична будет. Вытачиваете медную вставку в трубу толщиной 15 - 25 мм , разрезаете её пополам и одну половинку вставляете в трубу чтобы она чуть выше трубы получилась, фиксируете в трубе в распор ( болтом, клином ) , и можно варить одну половину (до края проставки не доходить дугой, лучше лишний раз вставку повернуть) , потом повернуть и вторую половину , ток можно и 150 -170 А поставить , но это зависит от скорости самих рук, можно поменьше поставить, будете подольше проваривать.
 9 баллов
9 баллов -
Попробовал сегодня варить GROVERS WSME-200 электродами, МР-3с 3мм, вертикал в отрыв. http://cs624424.vk.me/v624424196/263b/GXsg0tgboAM.jpg http://cs624424.vk.me/v624424196/2677/9Pj_wLg2xpA.jpg http://cs624424.vk.me/v624424196/26d5/gXEvYAE1a5Q.jpg http://cs624424.vk.me/v624424196/2627/ublBesGyRPA.jpg8 баллов
-
Вот такой был кривой Фусик с вырванными лонжеронами)). Рама правилась гидравликой с установкой самодельных лонжеронов. Ещё по трудится не один день.
7 баллов
-
Не сразу обнаружил где представиться (за невежливость извиняюсь - новичок в форумах) и пользователь ПК я довольно слабый. Представлюсь , зовут меня Павел , живу и работаю в Белоруссии (разъездной характер работы). Профессия называется- демонстратор ( в РБ -инженер). Контора моя торговая ( в РБ) , головной офис в Польше (Торунь) контора занимается всем , что касается металлопроизводства -сварка (оборудование , расходники),резка (термическая , гидроабразивная) от порталов до ручных резаков (плазма, газ), абразивный спектр широчайший ( свой завод в Польше) от оборудования (Зунер Швейцария) до конвертации любого типа абразива, тех. химия (свой бренд Мост, и заемные Антокс , Метафлюкс), приспособления для сварки ( производственные ниодимовые магниты , механичеческие прижимы дестако), лентопилы свои, свои материалы по регенерации и наплавки , но есть и кастолин в предложении. Изначально 3,5 года назад меня брали на работу демонстратором Suhner ( швейцарская контора по абразивам и оборудованию) и Koike ( японская фирма по термической резке), 2 года назад кому-то из вождей (да простит их бог) пришла светлая мысль в голову (или что там у них) добавить еще и сварку мне сверху , а еще через пол года добить всеми брендами что есть в каталоге ( он где -то толщиной с мой кулак), теперь мой демонабор располагается на 6 европоддонах. Каждый год по каждому бренду , на заводах производителях оных меня натаскивают по продуктам вновь произведенным , и по накопившимся у меня вопросам за год просвещяют технологиями ими освоенными. Плюс у Ривал Рхц (так польская контора называется-25 видов деятельности) на своих прозводствах ( например кораблестроительный завод Товимор в Торуне свой имеется) обучают на разных производственных участках. Звучит все вроде неплохо - живу в оттелях , ем в ресторанах, часто за границей бываю , с людьми разными общаюсь, на машине рабочей (новой , разрисованной) разъезжаю по всей РБ, оборудование и сиз лучший (какой хочешь), но такой жизни ни кому ни кому не пожелаю (дома редко, на себя времени нет, сына и жену перманентнентно наблюдаю, в голове каша из клиентов-конкурентов-девайсов, ну и дороги у демонстратора от 40000 до 80000 в год - я больше задом проехал чем манагеры наши некоторые -передом). Но при этом такая жизнь мне нравиться.5 баллов
-
Кулинарное разнообразие
4 балла
-
Крузак, вырвало кусок рамы вместе с кронштейном двигателя, который тоже порван на три части. Это место варил два с половиной года назад, теперь порвало с другой стороны.
4 балла
-
Строго говоря - не совсем о сварке, как таковой, но может кому и сгодится. Кто хоть раз искал выпавшие шарики от навеса, буквально роя носом землю ( а песок - особенно ) - поймет, что к чему. Немного больше, чем обычно, тронуть сверлом "папу" навеса и четыре удара по точно установленному керну снимают данную проблему. :P
4 балла
-
Всем привет! Представлюсь Александр Оренбург, пришел к сварке наверное по призванию, хотя учился в железнодорожном технаре, год отработал на тепловозоремонтном, армия, вот там в 1985 ом, строили бомбоубежище в Москве, попробовал варить арматуру за что получил по уша ее вяжут, потом доверили наплавлять полуавтоматом арматуру на крлоннах в графитовых формах, понравилось. После армии пошел учеником сварщика, варил кормушки для коров и свиней бригада накинула в первый же месяц помимо ученических еще 100р. через месяц сдал на 2-й, еще через 2-а на третий, работа сдельная смотрел как другие варят, через 6 месяцев 4-й разряд и з.п. 600-700р. В 1989-ом получив хату ушел по кооперативам, там научился варить потолок, прокладывали теплотрассы, потом ЖЭУ варить пришлось в основном газом, в 93-ем в ГПТУ повысил разряд до 5-го, с 1999-го в теплосетях, с 2000г НАКС, В 2007-ом 6й разря и по сей день. Наверное от отца перешло ко мне он в свое время стыковал газопровод СОЮЗ даже по телеку показывали. Как-то так вот! Принимайте к себе.4 балла
-
1) это тип покрытия у рутила ванна всегда больше чем у основного 2) длина дуги чем короче тем меньше ванна и глубже провар я делая колебания в нижнем положении задерживаюсь на краях (подполняю и устраняю подрезы) а середину "пробегаю" когда начинаешь всегда метал холодный, а затем разогревается и соответственно ванна увеличивается увеличивайте скорость колебаний (скорость сварки) собственно все2 балла
-
@alex937, вы наверное хотели сказать что с увеличением напряжения можно получить возможность увеличить скорость подачи проволоки, а следовательно и количество наплавляемого металла в единицу времени. Это правильно, но при этом зависимость скорости сварки от величины напряжения будет всё таки косвеной, тогда как зависимость скорости сварки (или количества наплавленого металла в единицу времени) от значения скорости подачи зависит напрямую. Если упрощённо: увеличение напряжения позволяет расплавить большее количество проволоки за меньшее время. При условии что и скорость подачи увеличим, конечно2 балла
-
Немного оживлю, никто не догадывается почему на моих фото нога вытянута? А вот почему, дяденьки и тетеньки отвечающие за спец одежду и обувь забыли в этом году их закупить))).
2 балла
-
@DED 1, демократии на форуме нет и не будет. Если это вас не устраивает- найдёте места где вам лучше, чем на Вебсварке, я уверен. А за пререкания и обсуждения действий модераторов дорога одна- в бан. Я прозрачно намекнул, или желаете стать жертвой кровавой тирании?2 балла
-
Надоело таскать баллоны на горбу,выкроил время и сварил вот такую тележку.
1 балл
-
Жена - Ну, всё, иду бить посуду! Муж, с ухмылкой: - Иди, иди! Я тебе там пластиковую купил... многоскандальную!1 балл
-
@G_Kar,Можете не поверить, но не стал бы тестировать ни эвэмку , ни фрониус, каждый день вижу эти оба "лица" ...Знал бы производитель на каких программах мы работаем и как издеваемся над ними! Научились и обманывать эти умные машины- что поделаешь, не всегда есть нужный газ и проволока определённой марки. Но после отпуска приятно вернуться к этим машинам, дома таких нет!1 балл
-
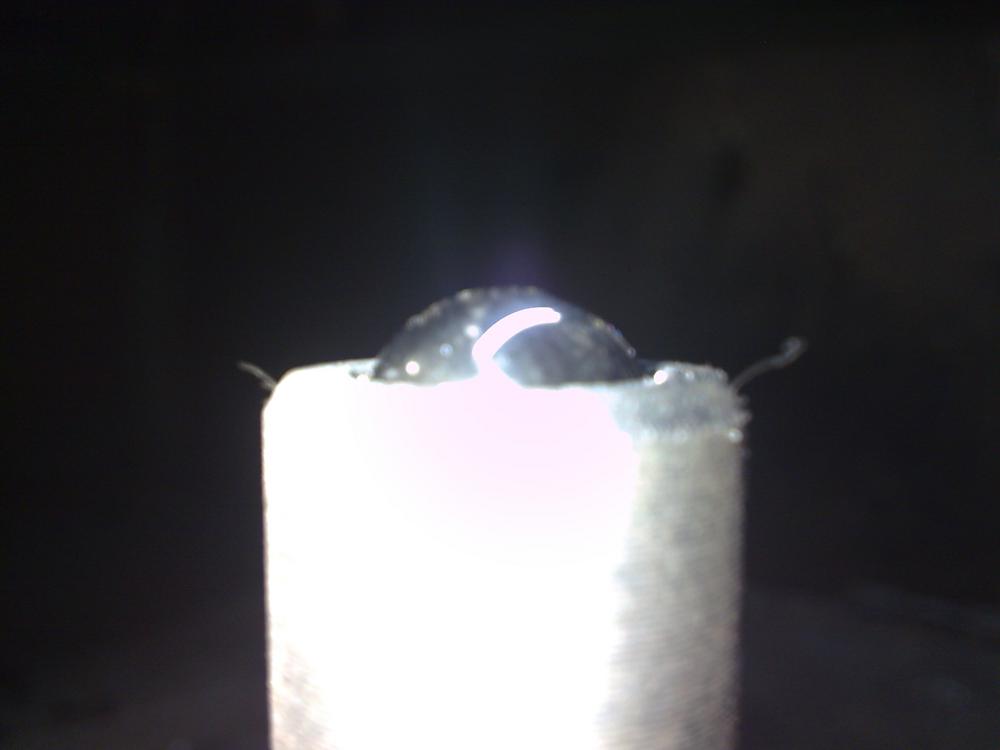
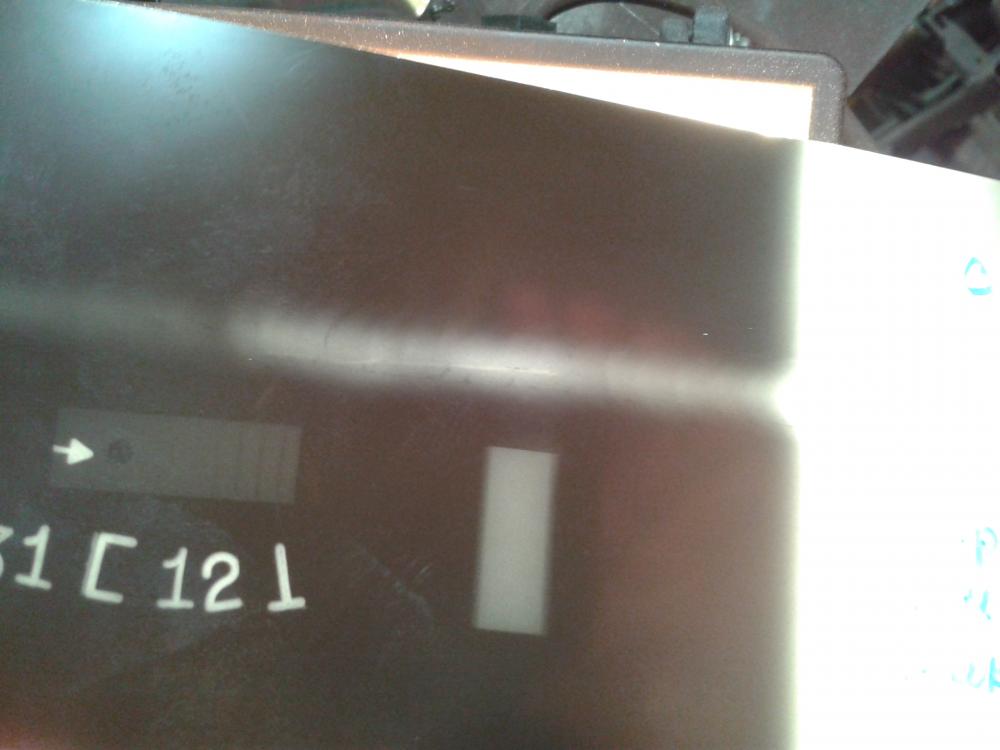
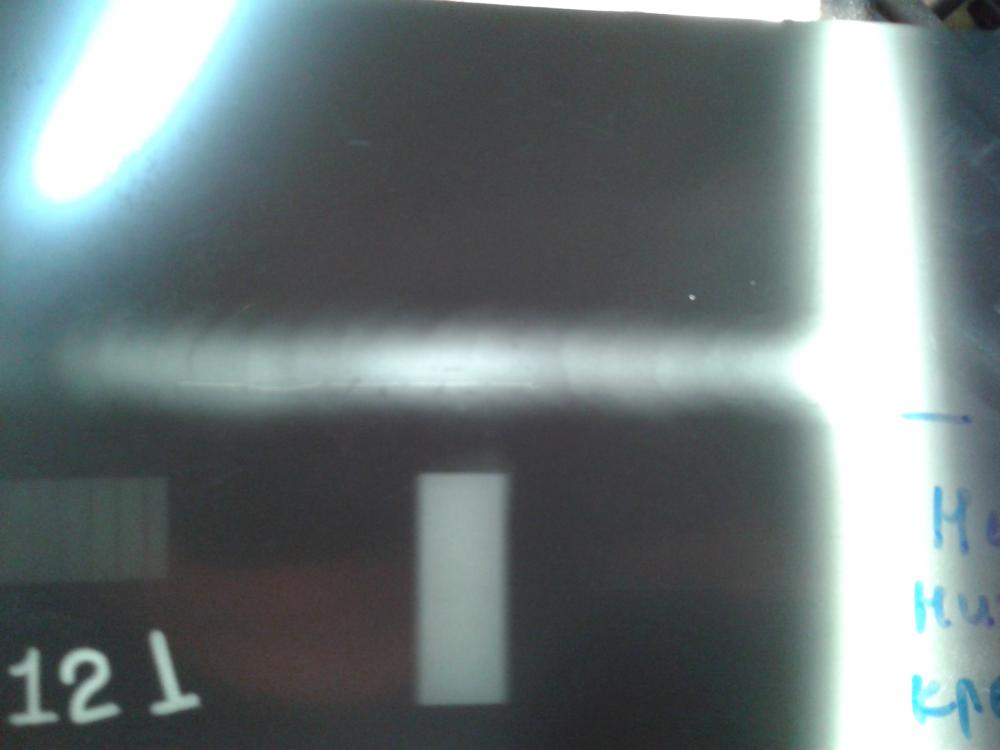
В продолжение поста http://websvarka.ru/talk/index.php?showtopic=166&p=109928 сделали 25 снимков два из них брак, фото прилагаю. С браком согласен полностью, только не могу понять где именно показало, корень чистый ,скорее всего промежуточный между корнем и лицевым или под варочный на корне изнутри.
1 балл
-
Если бы аппараты давали просто на тестирование и с возвратом производителю, то желающих было-бы на порядок меньше...1 балл
-
У нас был джасик, родной братик этой бримы. Искра периодически утекала на массу, при достаточном количестве пыли внутри корпуса. Просто надо разобрать и почистить корпус внутри. Искра находит более прямой путь, нежели через шлейф и горелку.1 балл
-
В части касающейся АДСф мы в первую очередь получим непровары и очень гладкий шов. Во вторую очередь мы получим наплывы по кромкам стыка и "ёлочку" на шве. Попробуйте варить п/а на длинной дуге (ляп-ляп большими каплями) и всё сразу поймёте. На тракторах, как и собственно везде (см. #98 @saper24) есть границы оптимальных режимов, обмануть физику сложно даже если автомат имеет обратную связь.1 балл
-
Есть такая шутка довольно не свежая:Армии мира набирающие в свои ряды геев, сами того не ведая, обрекли себя на верную смерть. В любом конфликте с Россией им придется столкнуться с тем, что русские будут драться до последней капли крови. Потому что никто не захочет живьем попадать в плен к 3.14дорасам!)))1 балл
-
с ПДУ (пульт дистанционного управления) есть много аппаратов, смотрите в спецификации\параметрах например KEMPPI MINARC EVO 150 это просто для примера на минусе это на прямой полярности =) есть свои особенности и недостатке недостатки например - не любит длинную дугу, сразу поры гарантированы легко сделать по незнанию\непониманию непровар плюсы - другое теплораспределение и легче проплавлять + длиннее проходы труднее сделать провис сверху, более красивый валик и т.п.1 балл
-
Если это в мой адрес, то у меня была возможность вас наказать и не один раз и по правилам. Так что не надо заводить старую заезженную пластинку с одной "круговой фразой"..1 балл
-
еще раз - в профиле пользователя я не против вывести такую информацию. Читайте внимательно. Предостерегаю от обсуждения в этой (и вообще любой другой) теме действий модераторов.1 балл
-
Я Вас против шерсти не гладил, и ничего супротив не имею. Но если хотите модераторские вечера устроить, то давайте. Нас пользователей и так не много осталось.1 балл
-
Интересно почитать было. Наверное и я внесу свою лепту. История 1 по поводу корочек как таковых... Был такой случай у нас в бригаде. Устраивались мы в Старстрой на Сахалин 2. С нами был паренек который работал монтажником, но корочек не имел и когда ему в кадрах сказали - или завтра документы об обучении или за свой счет самолет и гостиница. Вечером нашли местных бандюков и утром он счастливый понес "корочки" в кадры. Там к слову была грамматическая ошибка в печати, но это не мешает ему работать до сих пор. Вывод: хорошо что у парня руки на месте и корочка просто помогла ему стать тем кем должно. Вывод 2: лучше вам не встречаться с монтажниками 6!!!! разряда по документам которые шлифмашинку впервые увидели Вывод 3: корочки все же нужны История 2 по поводу разрядов как таковых и стажа работы Работаю на трубе и от себя скажу, что система разрядов сейчас это просто допуск и иногда еще оклад. Сам разряд не говорит ни о чем совершенно. В нормальных организациях практикуется допускные стыки и это самое правильное. Я видел сварных - У меня 6 разряд 25 лет!!! Я 30 лет на трассе!!!!! Как оказалось он 30 лет варил заполнение т.к. корень он не может варить, а облицовка не получается. Этот пример вы встретите очень часто как ни странно. Вывод: Практика и только практика. Ни разряд, ни аттестации ни о чем не говорят!!!!!!! Только допускная катушка определит кто перед вами. История 3 или как я получил 6 разряд за пол года Имел 4 разряд после ПТУ. Не варил лет 10, изредка шабашил газом и самодельным аппаратом. Переехал и стал работать в Москве в основном в ЖЕКах. Какая там сварка все знают. Устраиваясь на очередную работу указал сварщик 6 разряда. Там был максимум 5 разряд. Стал 5 разряда. В следующей стал 6 разрядом. Там проработал 2 месяца. Следущая моя работа была в СМТ где я заварил допускную и стал сразу "нефтянником" с 6 разрядом. Соответствовать разряду я стал где-то через 2 года. А то, что разряд ни о чем не говорит я писал выше. Таких как я там было ну очень много. Я был не хуже остальных. Вывод: Ни разряд, ни аттестации ни о чем не говорят!!!!!!! Только допускная катушка определит кто перед вами. Сейчас я варю РДС любую трубу. Хоть 12мм хоть 1420мм. Варю любой рукой, что очень удобно на технологии. Просто мне повезло с тем кто меня научил варить как положено. Этот человек был сварщиком инструктором во Вьетнаме 13 лет. И с ним я так и работаю в паре уже лет 10. Я сам многих учил варить и даже сварные которые лет по 10-20 на трассе порой у меня спрашивали совета. Каким сварщиком ты станешь действительно дело случая. Кому как повезет. А по поводу названий профессий. Нет профессии ГАЗОэлектросварщик. Нет такой в реестре. Если у вас она есть значит вам не повезло. Хотя я видел в трудовых перлы типа сварщик-бетонщик.1 балл
-
"Каникулы Бонифация". Продолжение: Варил русским аналогом LB-52, не впечатлили. По сравнению с ЛЭЗ УОНИИ 13/55Р шлака больше, на 40А захлёбываются. Лирическое отступление (за стенку):
1 балл
-
С утра позвонили художники по камню:-Срочно надо заварить,маленько.Три прихватки всего.Мы, уже на месте. Приварить не долго,но выставить ... Сделал. Ночью похолодало.Дальше по плану,нужны подогреватели.Пожалуйста,вечером готовы будут.
1 балл
-
http://youtu.be/V-tP1J0Eqow
1 балл
-
Востановливаем трассу отопления , которую снесла фура . Сегодня не успели , будем доделывать в понедельник.
1 балл
-
Итак, день Святой Тяпницы. День Сурка-отдыхает... Приступили к сборке ФДУ (фильтро-деаэрационной установки). Конструктор для мальчиков старшего возраста... Монтажной схемы нет в помине. Собираем по опыту прошлых монтажей и наитию. Кубики уж больно тяжёлые, а места-маловато будет... Такелажную идиллию нарушил звонок начальника одного из районных ЖКУ: -Мать-перемать!!! У нас на котельной №** ШЗУ встало... (система шлако/золоудаления.-прим. автора)- -Поздравляю! Ну, что, как отрапортовались?! - -Издеваисси?...- -Святое дело... А я-то тут при чём? - -Надо сварить расстыкованную "звезду" привода. Материал-КЧ. Знаю, что сможешь.- -Чего ж не смочь?.- Пришлось покинуть бригаду, продолжающую сборочные работы и выехать на " место событий". Приехал на место, сдёрнул крышки подшипников и стало ясно, почему механизм разорвало Он-последний раз... Никогда не смазывался... Вооружился электродами из нихрома (Thermanit Nicro-82) и прошёл первый стежок. Остановился. Проковал. Жду, пока остынет деталь. Слышу из-за спины истошный вопль: -Ааа!!! Мать-перемать!!!Ты чо там ковыряешься???!!! Давай, вари быстрей. Щас всё шлаком завалит!- -А если "звезда" лопнет?..- -Нифига не лопнет, давай-давай, шустрей вари!- -Ладно...- Заварил по кругу, без проковки и остывания. Очень ждал характерных щелчков. Но... Не лопнуло. -Ну, чо, я ж те говорил!!!- -Дуракам везёт... - Вернулся на деаэрацию и полез в дальний угол ХВО (химводоочистки) врезаться в 114-ю трубу. Места-впритык. В ход пошли зеркала. Вертикал. Ток от 68 до 85 А С зеркалом и без: Горизонтал. Ток 90 А. С зеркалом и без: Электроды- Лб-52У, ф 3,2 мм. Продолжение следует...
1 балл
-
@IceBear, Всё правильно вам советовали. Когда варите толстый металл с тонким, дугу держите на толстом металле, периодически заходя на тонкий. Сколько на каком держать - уже по прогреву и растеканию проволоки смотрите. В вашем случае - ещё сложнее, так как материалы разные и ведут себя при нагреве по разному. Просто смотрите, чтобы с одной стороны деталь была достаточно прогрета для того, чтобы присадка растекалась по кромке, а с другой стороны - деталь форму не теряла и не оплавлялась. Для сварки Нержавейки со сталью лучше бы переходную проволоку использовать. Ну да я ваших условий не знаю (необходимость в особой присадке зависит от условий работы соединения (что в трубе, какое давление, температура эксплуатации, требования стандартов к соединению)). В принципе, можно и 308 заварить на крайняк, вряд-ли у вас сильно ответственное соединение, так как соединение нержи со сталью проектом заложено.1 балл
-
Решение об отправке аппаратов будет принято до конца месяца.1 балл
-
труба, стенка 1,5мм, нерж 304-я, до этого было уже испорченное изделие, попробовал, горелку только подвел и стенка трубы сразу свернулась в валик, даже не успел прогреть фланец((( конечно грешил на угол наклона горелки... где то на форуме читал, что нужно греть фланец и временами набегать на трубу для сплавления, может так попробовать? разница в толщинах, труба 1,5мм, фланец 10мм, еще, к тому же, нержавейка с обычным металлом, марку не знаю... и еще, как думаете, если проварить все 308-й присадкой? сильно ли хрупко получиться? 309-я только заказана и придет не раньше начала октября...1 балл
-
Жена спрашивает, а зачем приходили то????1 балл
-
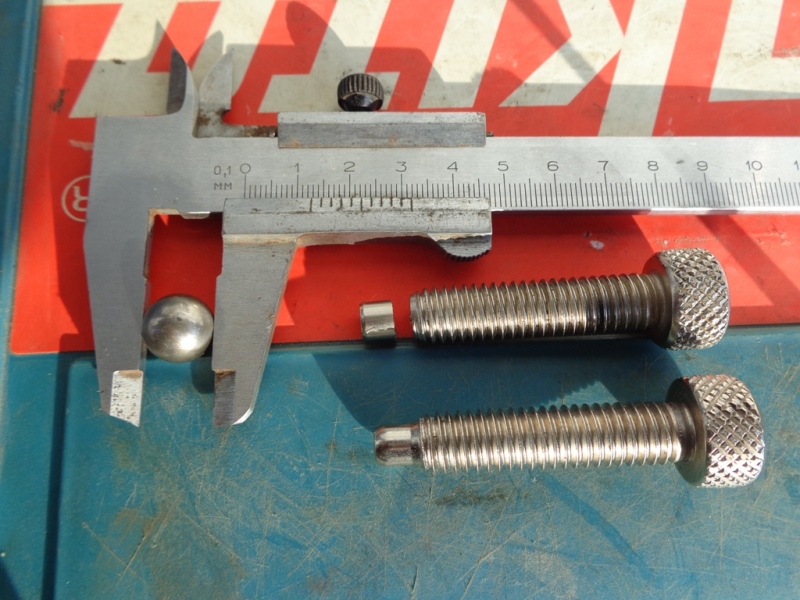
Увидев такую штучку впервые, вслух предположил, что это кончики окурков обрезать (типа сигар). А когда работодатель (будни сварщиков на этой неделе) объяснил что это такое, то пришлось поблагодарить и без разрешения, у него на глазах, положить в свой нагрудный карман.1 балл
-
@мутный, разреши пару советов; ручку бы подлинней, или отогнуть чутка от баллона, колёса чутка бы назад отнести, чтоб при транспортировке клиренс был повыше. Себе, на днях, тоже тележку забабахал под САГ, третья уже. У первой - межколёсная база была узковата, или центр тяжести высоковат. На наклонных плоскостях норовила перевернуться. У второй - с базой было всё ОК, но клиренс маловат. Если передвигаюсь по сырой земле, колёсики вдавливаются, и рама тележки как отвал начинает работать. К третьёй пока претензий нет. В меру лёгкая, маневренная, и главное - в машинку инсталируется, а это главный критерий при изготовлении. Первая тележка.. Правда её уже нет
1 балл
-
@MityMouse, теоретик это я не в отрицательном смысле сказал, совсем наоборот. Да и попросту невозможно это- быть нормальным теоретиком и не уметь варить.1 балл
-
@ARGONIUS, С одной стороны, вроде бы и теоретик, так как сам варю только заборы опиранием на обмазку. С другой стороны, со своими сварщиками разбираемся с изделием вместе, и пока у самого не квалифицированного не получится с участка не ухожу (знаю таких, которые из заводоуправления бумажки только в цеха пишут, а сами не появляются и как там оно варится не представляют, это - отвратительно, я сам так не делаю). Робот сначала сам облазил, потом ребятам показал и вместе обучились.1 балл
-
Пришло время и мне свою лепту внести. Зовут Дмитрий. В школе 11 класс прошёл у меня в сплошных думах куда поступать. То, что я буду инженером, было понятно сразу, так как дед - инженер, отец - инженер, о другом как-то и не думалось. Среди моих одноклассников очень была популярна профессия программиста, но моя душа к этому как-то на лежала. Отец толкал по совему профилю - в МЭИ на специальность инженер по эксплуатации энергоустановок. И вот в час Х, когда уже пора было делать окончательный выбор, поехал я за компанию с друзьями в МГТУ имени Баумана, ещё не зная какую специальность выбрать. Как увидел список факультетов, захотелось почему-то на сварку. Может потому, что старший двоюродный брат учился на ту же специальность, правда в другом ВУЗ-е, может щёлкнуло в голове где-то, но сказал родителям: "Хочу!". Так и закончил сей универ по специальности инженер-технолог сварочного производства. На двух последних курсах работал конструктором в НИКИМТе, проектировал автоматические комплексы для сварки в атомной отрасли. После окончания универа устроился на опытное производство ЦИАМ имени П. И. Баранова (научно-исследовательский институт авиадвигателестроения) уже по основной специальности. Там пришлось познакомиться и с работой технолога общего профиля, так как по моему узкому направлению работы на небольшом опытном производстве было не очень много. Но то, что было, было очень интересным. Как - то принесли нам проект стенда для статического испытания на разрыв дисков, к которым в авиационном газотурбинном двигателе крепятся сопловые лопатки из сплава ЖС6У (мерзкий аустенитный литейный сплав на основе никеля, склонный к образованию горячих трещин при сварке). Так вот, в данном проекте предполагалось растягивать диск тягами, к которым приварены настоящие сопловые лопатки. Помучались конечно, но задачу решили, и требуемое усилие соединение выдержало. Затем устроился на завод БЕЦЕМА, который изготавливал оборудование для цементной промышленности, оборудование для дорожного ремонта, изготавливал и монтировал на шасси Volvo и MAN самосвалы, фуры, бензовозы, полуприцепы-цементовозы из стали и алюминия. Текучка на предприятии из-за жёсткого начальства была бешеной, так что через некоторое время главный сварщик уволился и меня назначили исполнять его обязанности. Потом нашли и наняли нового главного сварщика а мне присвоили должность его заместителя. По ходу работ на этом предприятии пришлось иметь дело с вводом в эксплуатацию установки автоматической сварки днищ самосвалов. Так-как спроектирована она была изначально неправильно, пришлось выдержать бой с фирмой-изготовителем за право её (установки) существования. Много чего пришлось изучить: метрологию, правила проектирования автоматических сварочных установок (благо с НИКИМТа какой-никакой опыт был), искусства составления технических заданий и договоров со сторонними организациями, политику руководства большого предприятия (так что отрицательный опыт - тоже опыт). Кроме того, пришлось аттестовывать по НАКС сварщиков, специалистов и т. д.. Поработал я ещё немного и мне предложили должность главного сварщика на другом предприятии, я, соответственно, согласился. Теперь работаю в ООО "Компания Тепломонтаж", делаю отводы, тройники, компенсаторы, скользящие опоры, переходы, короче - детали трубопроводов больших диаметров (от 530 до 1620) (котельно оборудования, газового оборудования, нефтехимического оборудования и т. д.). Здесь пришлось вводить в эксплуатацию и настраивать сварочных роботов компании IGM, проектировать к ним приспособления, присать программы сварки и библиотеки параметров режимов, подбирать режимы сварки, обучать персонал работе на роботах, оснащать и снабжать участок автоматической сварки и сварщиков всем необходимым, короче - весело. НАКС опять-же никто не отменял. Варим, в основном, сталь и немного - нержавейку. Вот так сейчас и работаем.1 балл
-
Магнитные свойства высоколегированных сталей и их стойкость к окислению никак не связаны. Если вы найдёте старые советские вилки-ложки с клеймом "нерж" и поднесёте к ним магнитик с холодильника, то увидите "фокус" - "нержавейка" магнитится как "ржавейка". Если у @cordial, магнитится труба, то вполне возможно, что это "нержа" со структурой мартенсита, а вот в этом и может быть зарыта проблема по хрупкости стыков. Кстати. это может быть и ферритная сталь типа 08Х17 и она здорово охрупчивается в ЗТВ (пластичность падает до нуля). А по поводу, "ржавейка"-"нержавейка". @cordial, зачистите небольшой участок "подозрительной" трубы до блеска и капните две-три капли концентрированного медного купороса, если поверхность не изменилась - сталь "нержавейка", если покраснело - сталь"ржавейка".1 балл
-
@Isperyanc,девайс без особого названия: А у нас обновки:
1 балл
-
А под каким названием она существует? На днях петли на сейф приваривал, осенилось на позиционер для них (две подходящие пластинки и магнит от динамика): Сдвигая пластинки можно регулировать зазор, и магниты можно разной толщины брать, под нужный диаметр.
1 балл
-
При сверлении металла дома нередко возникает проблема "сохранности" стружки , ибо разлетается она куда угодно , но не на приготовленную подкладку , а если ещё и положение неудобное , то проблема возрастает. Решил эту задачу для себя таким образом. Из загашника был извлечён неодимовый магнит - когда то он стоял на компе в CD-приводе , и установлен на сверло . Достаточная мощность магнита уверенно удерживает его на сверле и поставленную задачу - сбор стружки и опилок , выполняет на "ура". Этот вариант также эффективен на глухих отверстиях и статичных деталях.Из минусов - сверло наманичивается.
1 балл
-
@bader, за Продиджи поставил бы 5 плюсов Вот еще - колыбельная Продиджи, может кто не видел http://www.youtube.com/watch?v=Z7JTwve5_A81 балл
-
Замена очередной траверсы рамы тягача Скания (болезнь данного авто, причем всех годов выпуска). Старую полопавшуюся вырезал плазморезом. Сегодня испытали новый материал для защиты пластиковых трубок и проводов (утеплитель - вата "урса" залитая водой), рекомендую, неплохая оказалась защита! пропановым резаком зачистил остатки старой траверсы Так как к нижнему шву не подобраться, глушим заводское отверстие отверстие делаем в полке швеллера (изменения с отверстиями проверены, года три так делаю) Собственно вот результат:
1 балл
-
вспомнил про одну оригинальную приспособу. сперто с форума камнегрызов.(граверов по камню) режется M14 в патроне и все дела,частичная замена прямошлифовалки.
1 балл
-
Закончили ремонт рамы тягача Рено. За одно и попробовал на такой работе аппарат Циклон ПДГ 240Д-1. Рама одно гнилье особенно нижняя полка. Толщина основной рамы 6 - 4 мм., накладка 5мм., проволка 0,8 + сварочная смесь. Остается покрасить место ремонта и собрать все в кучу.
1 балл
-
Всколыхну. Не большой тюнинг самозажимных клещей. Посчитал, что винт крутится туговато, ну и по аналогии с шарниром, решил в конструкцию вживить шарик. Отрезал носик у винта, вставил шарик (от какого то ступичного подшипника), и остался ну оооочень довольным. Шарик реально рулит .
1 балл
-
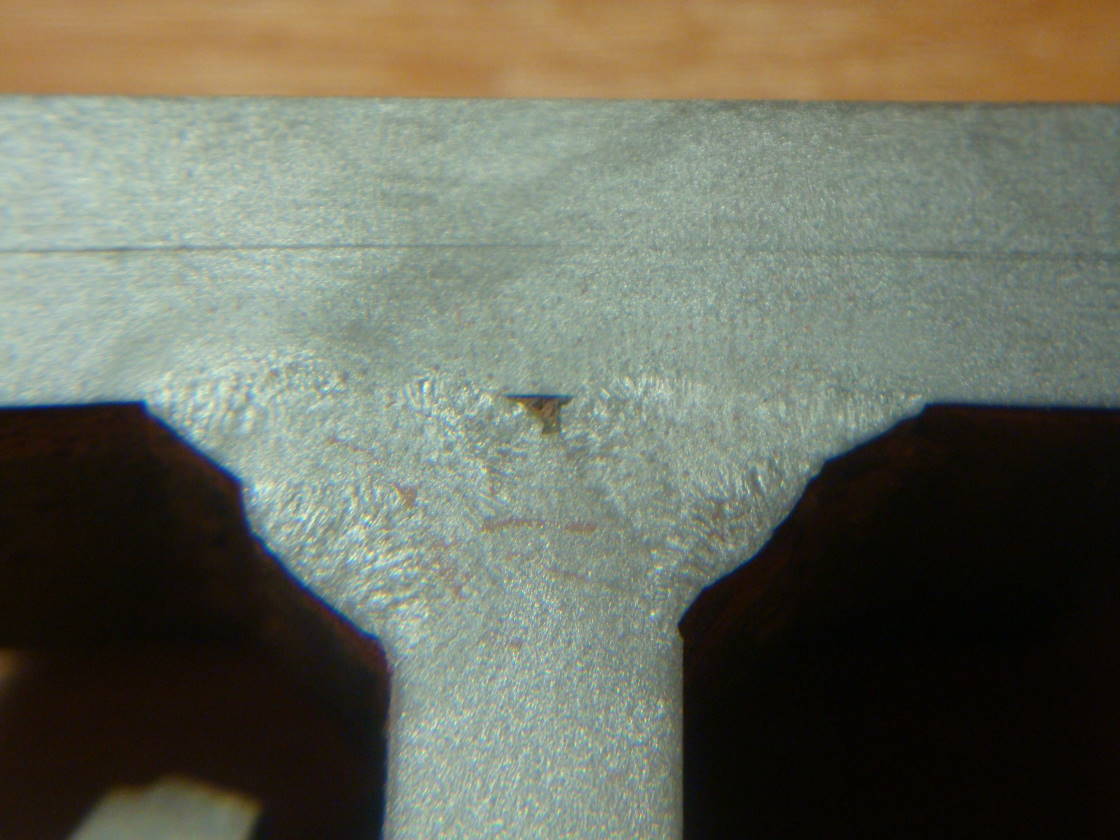
Я через лупу с зумом приладился фоткать . Попробывал счас окунуть в раствор медного купароса с повареной содой - думал может лучше будет . . Структура проявилась !! А вот люминь испортил вроде - граници провара исчезли почти , зато структура проявилась . Металл сталь 12мм и 10 мм , варено ПА в три шва с каждой стороны . Корень не проварен .
1 балл