Лидеры




Популярный контент
Показан контент с высокой репутацией 19.09.2014 во всех областях
-
В одном из пригородов строится новая пожарная часть. И отгрохали там огроменный даже не знаю, как толком сказать. В общем, капитальный ангар - бокс, где, как я понял, будут тренироваться пожарные. Длина - чуть ли не под 100 метров, есть место, где растянуть пож. рукава, а потом уже рвануть со штурмовой лестницей к "макету" жилого дома. Ну, и мою скромную тушку подтянули на денёк, собрать-сварить (сколько успею за световой день, начав в 12 дня))) перила ограждения из нерж. трубы. Все ничего, но зажигание дуги - контактное, поэтому каждая прихватка - как кошки на душе скребли))), к HF - зажиганию очень привыкаешь, оказывается. И, забывая, постоянно давил на барашек вентиля, матерясь, что " эл. - маг. клапан не срабатывает"!
 19 баллов
19 баллов -
Итак, день Святой Тяпницы. День Сурка-отдыхает... Приступили к сборке ФДУ (фильтро-деаэрационной установки). Конструктор для мальчиков старшего возраста... Монтажной схемы нет в помине. Собираем по опыту прошлых монтажей и наитию. Кубики уж больно тяжёлые, а места-маловато будет... Такелажную идиллию нарушил звонок начальника одного из районных ЖКУ: -Мать-перемать!!! У нас на котельной №** ШЗУ встало... (система шлако/золоудаления.-прим. автора)- -Поздравляю! Ну, что, как отрапортовались?! - -Издеваисси?...- -Святое дело... А я-то тут при чём? - -Надо сварить расстыкованную "звезду" привода. Материал-КЧ. Знаю, что сможешь.- -Чего ж не смочь?.- Пришлось покинуть бригаду, продолжающую сборочные работы и выехать на " место событий". Приехал на место, сдёрнул крышки подшипников и стало ясно, почему механизм разорвало Он-последний раз... Никогда не смазывался... Вооружился электродами из нихрома (Thermanit Nicro-82) и прошёл первый стежок. Остановился. Проковал. Жду, пока остынет деталь. Слышу из-за спины истошный вопль: -Ааа!!! Мать-перемать!!!Ты чо там ковыряешься???!!! Давай, вари быстрей. Щас всё шлаком завалит!- -А если "звезда" лопнет?..- -Нифига не лопнет, давай-давай, шустрей вари!- -Ладно...- Заварил по кругу, без проковки и остывания. Очень ждал характерных щелчков. Но... Не лопнуло. -Ну, чо, я ж те говорил!!!- -Дуракам везёт... - Вернулся на деаэрацию и полез в дальний угол ХВО (химводоочистки) врезаться в 114-ю трубу. Места-впритык. В ход пошли зеркала. Вертикал. Ток от 68 до 85 А С зеркалом и без: Горизонтал. Ток 90 А. С зеркалом и без: Электроды- Лб-52У, ф 3,2 мм. Продолжение следует...
17 баллов
-
Востановливаем трассу отопления , которую снесла фура . Сегодня не успели , будем доделывать в понедельник.
9 баллов
-
Подходи, народ! Такого добра у нас - навалом!!! p.s. Круазик, принимай левую боковину от 415-го "Спринтера"
9 баллов
-
Тоже не умею, но приходится. Кстати, через зеркало варить в колпаке (Nahkis) оказалось крайне неудобно: одна рука занята держателем, вторая - хвостиком загнутого эл-да или зеркалом. А стекло на маске опускать нужно,.. так всё и заварил в своей обычной. А операцию всё таки придётся завтра делать. Сгиб трубы оказался съеден паром, доп. стыки даже не обсуждаются.Жирнооцинкованный почечуй диаметром в 25 мм:
7 баллов
-
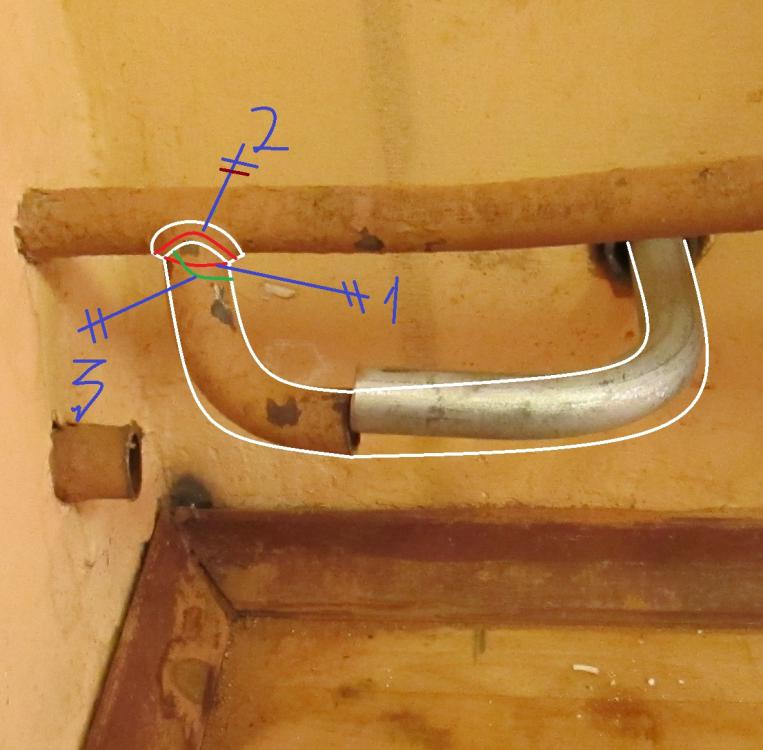
Веселье продолжается. Вчера звонок от управляющего, надо свищ заварить, где, я узнал уже когда собрался, оказалось в квартире, ненавижу работать в хатах, но деваться было некуда, прихожу и обомлел, дырень в подъезд, а труба, вдоль вся гнилая, заварить вообще нереально, если только газом попытаться, или латку мастрячить... Решено было приварить операцией сосок, ( я как @АВН, варить не умею, поэтому оперирую)) сижу и думаю, а почему сразу так нельзя было сделать? Экономия то копеечная, не поймёшь этих жадных заказчиков, зря дыру продолбили, как хозяйка только согласилась? Теперь будут её закладывать, но ведь это б... ещё дороже, чем просто, сразу пустить кусок метапола выше!
7 баллов
-
"Каникулы Бонифация". Продолжение: Варил русским аналогом LB-52, не впечатлили. По сравнению с ЛЭЗ УОНИИ 13/55Р шлака больше, на 40А захлёбываются. Лирическое отступление (за стенку):
6 баллов
-
С утра позвонили художники по камню:-Срочно надо заварить,маленько.Три прихватки всего.Мы, уже на месте. Приварить не долго,но выставить ... Сделал. Ночью похолодало.Дальше по плану,нужны подогреватели.Пожалуйста,вечером готовы будут.
6 баллов
-
....У меня на коляске тоже стук с этой стороны!
6 баллов
-
6 баллов
-
Вот так выглядит жена,когда муж разговаривает по телефону)
5 баллов
-
Кронштейн крепления радиатора VDL - Futura. S = 5, ER - 5356, 100 А.
4 балла
-
Зеркало с мотоцикла,ножка короткая ,само зеркало неразборное.Варил замотав мокрой тряпкой постоянно проверяя температуру на сочленении пластика и металла.
3 балла
-
фото взято у дружбана-коллеги. монтаж проЭкта (я участвовал только в изготовлении) вот чего получилось.
3 балла
-
"Понемногу остывают мысли, споры и дела ..."
3 балла
-
Решил внести свою лепту в данной теме. Собираем, стыкуем и варим трубу под флюсом снаружи и изнутри. Распускаем трубу на сектора с одновременным снятием фасок под сварку, роботом с плазменной головкой. Дробеструим сектора. Зачищаем кромки под сварку и собираем отводы. Подвариваем. Устанавливаем на сварочный робот. Прицеливаемся по шву. Варим. Швы. Потом зачистка и рентген. Ну и немного изделий. Отводы. Компенсаторы сильфонные. Тройники. Спасибо за внимание.
3 балла
-
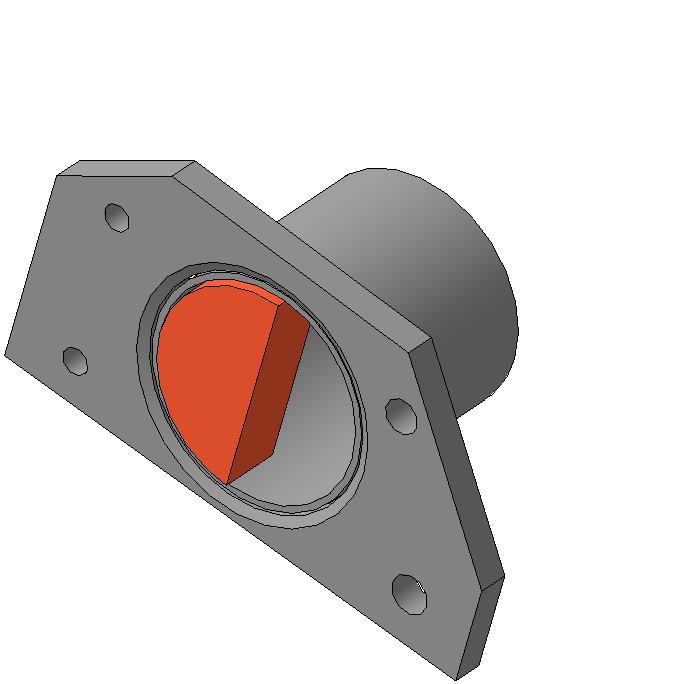
Садитесь поудобнее, успокаиваетесь перед вами не чего страшного нет и руки трястись не должны. Ставите на аппарате 100 - 120 А , линейный режим или включите импульс( 300гц вроде максимальный у вас) для фокусировки дуги (на импульсе можно добавить 20А), присадку 1,2 - 1,6 мм , и начинаем варить при минимальной длине дуги 1- 1,5мм, и должно все получится без брака. Выложу свое лезвие ( простят меня те кто уже видел это) к пластине 3мм , а лезвие забыл померить , варилось на минимальной длине дуги меньше 1мм, присадка 0,8 мм , так вот если бы дуга удлинилась до 1,5 - 2мм, то не видать бы мне приваренного лезвия, да и лезвие бы оплавилось прилично. Есть ещё вариант со 100% гарантией, и длина дуги не столь критична будет. Вытачиваете медную вставку в трубу толщиной 15 - 25 мм , разрезаете её пополам и одну половинку вставляете в трубу чтобы она чуть выше трубы получилась, фиксируете в трубе в распор ( болтом, клином ) , и можно варить одну половину (до края проставки не доходить дугой, лучше лишний раз вставку повернуть) , потом повернуть и вторую половину , ток можно и 150 -170 А поставить , но это зависит от скорости самих рук, можно поменьше поставить, будете подольше проваривать.
2 балла
-
@DED 1, демократии на форуме нет и не будет. Если это вас не устраивает- найдёте места где вам лучше, чем на Вебсварке, я уверен. А за пререкания и обсуждения действий модераторов дорога одна- в бан. Я прозрачно намекнул, или желаете стать жертвой кровавой тирании?2 балла
-
@Isperyanc, конечно можно. Потому что он им не нужен. Вот честно.2 балла
-
@AMBIVERT42, у модератором есть такой список. Пользователям его показывать не надо. Если вывести в профиле каждого пользователя информацию о его текущих ограничениях (например, "режим только чтение"), то этого будет сверх достаточно.2 балла
-
http://youtu.be/V-tP1J0Eqow
2 балла
-
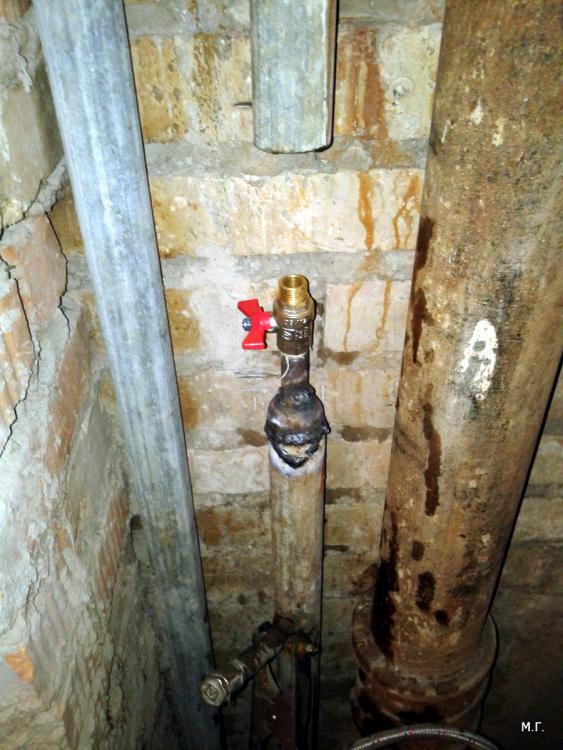
@AMBIVERT42, она телвиновская, подходит к аппаратам имеющим под неё разъём, у меня она прицеплена на 260 Блувелде (в красном корпусе аппарат называется Telwin Superior 260 CE). Аппарат стоит в доме, кабеля выведены наружу, если что я на раз в онлайне. Вот в выходной звонок: - "вваришь" - "да, электроды купите только сами" как бак увидел, впечатлился - нержа 1,5 мм, резьба 3/4": электроды тройка ЦЛ11, козырные и трескающиеся, второй шов получше вышел. Ну а так, как бы красивее жизнь, по ситуации появилась возможность выбирать чем варить, где "низковольтным" аппаратом, где "высоковольтным".
2 балла
-
Авророй удобно обваривать трубки в отрыв - далеко не надо отводить электрод, чтоб погасла дуга
2 балла
-
Правильнее вдавливать её при увеличении "окна" или "оттягивать" при уменьшении, чтобы добиться одинакового формирования обратной стороны первого прохода или равномерного заполнения фаски по всей длине. Учитывая, что это промо-ролик, то музыка соответствует, но обычно я не включаю звук. p.s. Если вольфрам из шва не вырубаешь - значит электрод двигаешь правильно.2 балла
-
2 балла
-
Пример работы с доводочным диском по нержавейке. Сразу хочу сказать любителям критиковать черноту на швах-Я СДЕЛАЛ ТАК СПЕЦИАЛЬНО ,для демонстрации.Вот так у меня выходит в нормальном режиме Обрабатываем диском шов на малых оборотах УШМ. При этом снимаются неровности и чернота без образования глубоких рисок. И сразу можно полировать,весь процесс занимает около 10 минут
2 балла
-
Варить варю, но ох как не люблю трубы, особенно гнилые. Изредка жилконторы выходят на нас, но мы только на ремонт ограждений и детских площадок соглашаемся. http://youtu.be/Dp7_E6O-Bdk
2 балла
-
Наконец-то приятель прислал фотографии сварочных работ при строительстве крыльца его коттеджа. Нравится мне его домик, чувствуется рука математика и логика: всё там ладно, красиво и продумано. Что ни говори, а умение хоть как-то варить неактивной рукой, хоть для постановки прихватки, - это здорово.
2 балла
-
@G_Kar, говорят её полную опрокинули, помяли, или даже скорее в лохмотья порвали бок и вмяли переборки. Вырезали до меня, я не видел что именно было, весь бок срезали. А чего толку комментить, тогда надо было с самого начала рассказывать что да как. Электрозаклёпки? Там все заплаты на несъёмной алюминиевой подладке, подкладка приварена к заплатам и самой бочке заклёпками, по бокам пунктирно, и в центре кромки сплошным швом как в разделку. Сейчас фото наглядное попробую найти. С заплатами несложно было, а вот восстановление переборок мне ещё долго сниться будет
2 балла
-
http://s00.yaplakal.com/pics/pics_preview/5/2/0/3940025.jpg2 балла
-
2 балла
-
Верфь Austal передала представителям ВМС США четвертый многоцелевой быстроходный десантный корабль-катамаран JHSV "USNS Fall River". Всего три недели назад американские военные приняли на вооружение третий аналогичный корабль, построенный корабелами Austal. Всего программой по созданию серии кораблей-катамаранов класса JHSV предусмотрено строительство 10 таких кораблей. Общая стоимость серии - 1,6 млрд. долларов США. Эти корабли строятся по заказу Командования морских перевозок ВМС США на ССЗ компании Austal USA.Корабль JHSV представляет собой судно-катамаран из алюминиевых сплавов длиной 103 м и водоизмещением 635 т. Силовая установка состоит из 4 дизельных двигателей MTU 20V 8000 M71L мощностью по 9100 кВт и водометных движителей, позволяющих развивать среднюю скорость 35 узлов (65 км/ч) при полной загрузке. Он является многоцелевым десантным кораблем следующего поколения, который будет использоваться совместно армией и ВМС США. Корабль предназначен для переброски войск и грузов, поддержки гуманитарных миссий, а также операций по оказанию помощи пострадавшим в стихийных бедствиях. Катамаран способен действовать в мелководных фарватерах и на мелководных морских путях, перебрасывая военную технику, включая основные боевые танки "Абрамс" M1A2. На верхней полетной палубе корабля могут осуществляться взлет и посадка летательных аппаратов. На катамаране JHSV имеются помещения для 104 членов экипажа и установлены кресла авиационного типа для размещения 312 военнослужащих с полной экипировкой. Корабли JHSV сконструированы по коммерческим стандартам с незначительными доработками для военного применения."Austal" готовит пятый корабль "Trenton" к спуску на воду. Церемония запланирована на конец текущего месяца. Также полным ходом идет работа по строительству шестого корабля этой серии - "Brunswick", а на церемония резки металла для седьмого JHSV "Carson City" прошла в конце сентября.Помимо строительства кораблей типа JHSV, компания Austal также получила контракт от Командования ВМС США на поставку серии из 10 кораблей контроля прибрежной зоны (LCS) типа "Independence". Стоимость работ превышает 3,5 млрд. долларов США. По данным судостроительной компании, на верфи Austal сейчас на разных стадиях строительства находится пять кораблей этой серии.Для работы по программам JHSV и LCS компания Austal объединила усилия с компанией General Dynamics Advanced Information Systems, подразделением компании General Dynamics. В рамках программы JHSV, специалисты General Dynamics отвечают за проектирование, интеграцию и тестирование систем навигации и связи корабля, систем C4I и авиационных систем.
1 балл
-
@круазик, лифт по кузову-всего-то 50 мм. Болты- от КамАЗовской ГБЦ, по моему. Плюсом к тому-пружины-рессоры-проставки и прочая лабуда. Вкупе с 33-ми тапочками от Бориса Фёдорыча Гудрича.1 балл
-
Решение об отправке аппаратов будет принято до конца месяца.1 балл
-
машу вать... набиваю 5 постов http://img1.liveinternet.ru/images/attach/c/8/100/109/100109045_psihologiya_dva_vzglyada_na_mir.jpg1 балл
-
Вы уверены в своих словах?1 балл
-
Это разделка не просто под конус, но еще и срезы на поверхности цилиндра - углубления призматические, дают динамичность сердцевине - главное получить мягкую резистивную сердцевину чтобы меньше работала на хрупкий излом и прочную поверхность, чтобы не тупилась о материал, звезда не всегда помогает, она лишь увеличивает частично слои никеля либо 20Х80Н заполнителей, которые из за разной природы работают на скручивающий срыв по разному, не давая хрупкому излому распространиться вглубь, задерживаю своей вязкостью, повторюсь на некоторых видах стыковых это бесполезно, но иногда может увеличить время работы отремонтированного изделия, это называется композитный наплав, когда хрупкая сердцевина горбит изделие. Есть техника такая - 0 градусов точка крупная, 180, 90, 270, 0, и так далее - нагрев идет с разных сторон, стягивание идет с разных сторон, усредняя собственное напряжение, когда как сварка с 0 до 360 дает радиальное напряжение, и где то в месте маскимума трещина получит максимум энергии на разрыв, замок как на трубах иногда вреден из за конечной точки напряжения. http://cs617923.vk.me/v617923613/1bd3e/K9i6HOfydU4.jpg1 балл
-
Жена спрашивает, а зачем приходили то????1 балл
-
"Интелектуальный сварочный инвертор с высокотехнологичными функциями Arc Force, Hot Start, Tig Lift и AntiStick." /из рекламно-познавательного журнала от производителя свар. и строительной техники, орфография сохранена/1 балл
-
@di4, люблю такие заказы Вообще чугуний любимый мой металл в сварке. Пациент на фото мне думается лечится газопорошковой наплавкой. Если я правильно воспринимаю размеры, цена работы 6-8 тыр, и часа два-четыре времени.1 балл
-
ГПН прекрасная вещь, мне он очень нравится, у меня хорошая качественная горелка для ГПН которой мне нравится работать, тем более у меня есть всякие разные порошки для наплавки две полки банок килограм на 500. Практически весь каталог Castolin. Я поигрался понравилось. Особенно запомнился прикол, когда мы самым тонким соплом, порошком 1009 кромку ножа наплавлять. Пока заточили, алмазный диск ушатали на обдирке. но это из-за насухую. Прикольно получилось, но колко.. Просто данный метод у нас редко применим в силу специфики работы. Большую часть возможностай этой горелки я реализую с помощью электродов. Да и не всегда нагрев и горячие методы сварки подходят для валов и пр. Она незаменима в таких случаях как заварить коллектор ну и тп. В голову просто ничего не приходит. На горячую чугун варить - шикарная вещь. Но у нас очень редко чинят подобные детали. http://websvarka.ru/talk/uploads/monthly_02_2011/post-2215-0-59311400-1296576405.jpg ЗЫ: А фотке лет 8 уже наверное... Точилка еще китайская видна на желтом фоне. И столик мой самодельный вариант "Версия 2.005" .1 балл
-
Сделал станочек для закрутки торсионов. Закрутил четырнадцатый квадрат на холодную.
1 балл
-
@Sakhalin_Cat, в той книжке не было параметров самого слоя, видимо я про тонкие слои, на повышенных да проковка требуется, вопрос в том как на незакрепленных деталях это делать, они делят импульс молотка, также его можно разбить проковкой, слесарям такое доверять не всегда можно. Вопрос - проковка сразу вслед за швом (в 5 см слесарь) - более правильно, либо все же дать остыть до 400 градусов? Хотел когдато сделать шовный штемпель для слоев с риской для второго прохода и прочих удобных в производстве приемов, шовный штемпель не дает разбить слой и охрупчить чугун. Тут схожая тема есть, там про 20Х80Н и похожий способ термического влияния на чугун. http://websvarka.ru/talk/index.php?showtopic=2139&view=getnewpost1 балл
-
В технологии ремонтов чугунных деталей есть буферное плакирование (создание слоя) чистым никелем, где его взять вопрос пятый, наплавляется что РД что НЭ, удобен, 70% начальной прочности, естественно дорого, зато прочно . Никелевый вроде как 1 из 3х низкотемпературных когда не надо ни делать отпуск ни проковывать шов.1 балл
-
Горячая посадка это хорошо, но в ремонте немного более сложная чем штифт.1 балл
-
ну не знаю на счет болта. а вот горящая посадка это сила=) на 8 мегаватном электродвигатели сам лично снимал муфту, она была на горячую посажена. и электродвигатели комбайнов в наших шахтах (вкоде 400кватт они) тоже горячая посадка. и ремонтопригодно и не че сложного=)1 балл
-
Ручной трубогиб для мелкой трубы.(у мужиков на тэц в Питере подсмотрел и заснял) http://www.youtube.com/watch?v=DiU-vMZLs_0 http://i58.fastpic.ru/big/2013/1024/de/588270b62ab25a2f08947f88176a86de.jpg http://i60.fastpic.ru/big/2013/1024/e5/13c1f7e291437dd37e5ce89b5ccd1de5.jpg http://i58.fastpic.ru/big/2013/1024/21/a8f7975415b1c06b9fb4f58cfd370a21.jpg1 балл
-
Сделал направляющую для резки 114 трубы плазмой под прямым углом , и вид с приставленным блином
1 балл
-
@schkaliki, нашёл фото про профлист и "прибамбасинг":
1 балл
-
Термопенал вкупе с трансформатором 220/36В. Зазорник (1).Магнит (2).Очень удобен для изымания окалины из врезок (когда сваркой отверстия вырезаешь).
1 балл