Лидеры




Популярный контент
Показан контент с высокой репутацией 04.06.2014 во всех областях
-
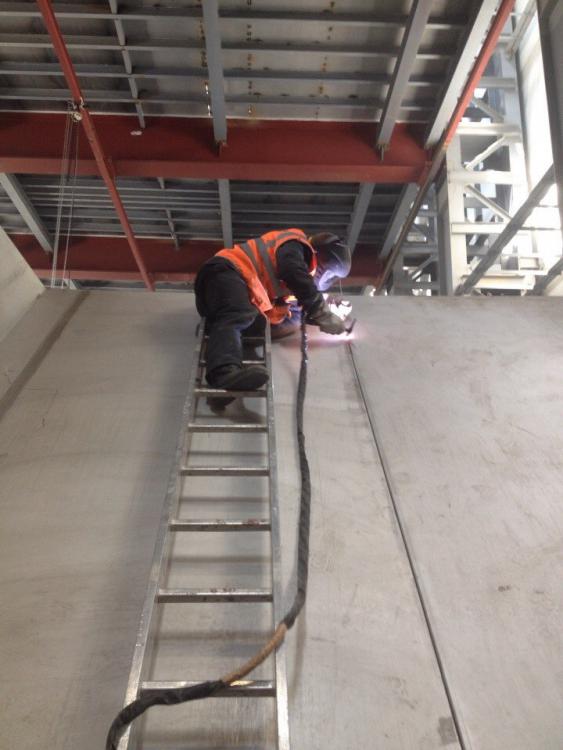
Сварка надколонников. Варилось п/а в смеси Ar/Co2. Проволока 1.6. Диаметр нижней пластины 10 мм, вертикальной 8 мм. Соединение тавровое. Катет 12 мм(по чертежу).Подача проволоки 5,4. Напряжение 28.6 В. Варилось в три прохода. В первый раз варил многопроходной шов. Мне понравилось:-). На втором фото тот же самый надколонник, только на верхних полках. Толщина металла нижнего и вертикального 8 мм, катет 8 мм. Проволока "Farina"( Китай). Мне не нравится. У нее на всех перепробованных мной режимах большое разбрызгивание.
 16 баллов
16 баллов -
Чугунная головка компрессора, 150 кг веса примерно. Для понятия масштаба - ширина шва примерно 60 мм. Корень заварен никелем ПА, а заполнение РАДС - цинком. Белое - это проявитель. Красные пятнышки - это пенетрант, который просочился за 2 суток. Для водяной рубашки - это 100% герметичность.
14 баллов
-
Приварка выпусков арматуры ф 18 мм к закладной пластине толщиной 20 мм. Отверстия под выпуски выполнены коническими. Сварка погружённой дугой. Электроды УОНИ-13/55У, ф 4 мм. ток-200А. Приварка к закладным колонн из профильной трубы 140Х140 мм Электроды LB-52U, ф 4 мм. Вертикальные стыки-ток 100 А, в нижнем положении-150 А.
13 баллов
-
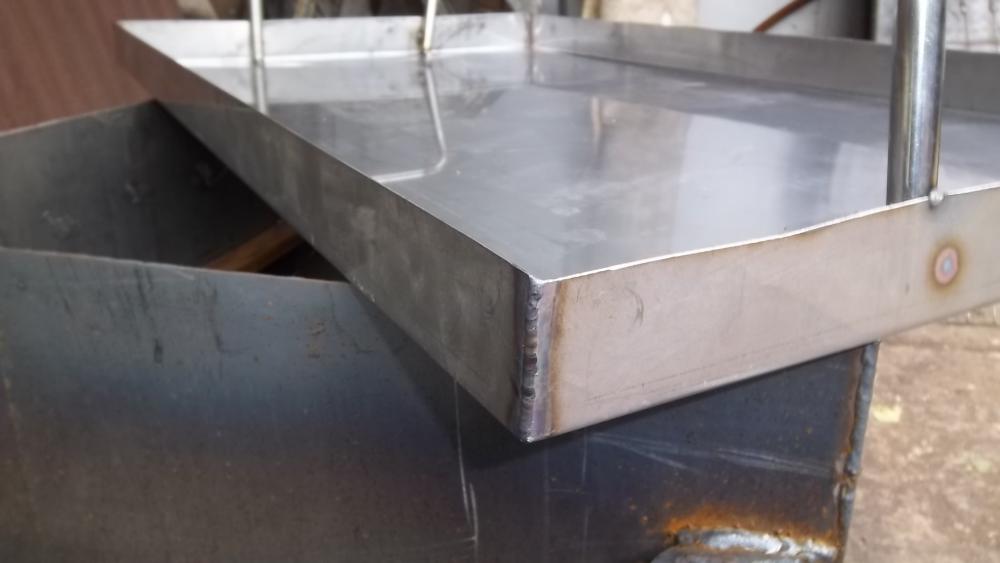
Первая моя работа с обвесом из нержавейки. Ф76,матовая, марку незнаю, труба клиента. Есть мелкие недочёты но клиент доволен.
13 баллов
-
Интернет - сила! Человек найден. Документы будут переданы. Он, бедняга в Москве , в полиции сидел, так как выехать не мог с фурой. Напарник его к нему уже прилетел. Вот его я и вычислил. Созвонились.12 баллов
-
Сделал тележку.
11 баллов
-
Время 10 утра - примчался зам. директора : хватай все, что надо, в Рено и к боссу в загородный дом!!! - Что делать надо? - Не знаю! Ладно, поехали. Каркас под летний душ, типа. То, се - время к 13.00. Поставили, уехали. Не успел даже барахлишко выгрузить из багажника - летит гл. инженер : - СРОЧНОООООО!!!!!!!!!! Надо кромсать металлолом, завтра "хапуга" приедет. Погнали. Один раскидал, плюнул - надоело носиться, как угорелый))) А еще висят 4 единицы подвижного состава, и кроме меня сварщиков больше нет... Вот те раз! Вот те - два ))))
7 баллов
-
ПАЗик со спутниковой тарелкой на крыше... Удачно встал Маркетологи уже и до электродов добрались! Биоэлектроды для вегетарианцев походу))))
6 баллов
-
Шноркеля делаем,теперь перешёл на выхлопные системы. Заготовка.
6 баллов
-
Сегодня 10 лет,как наш коллега,настоящий сварщик Химейер, Марвин Джон пошел в одиночку против долбаной системы. Его гнев обрушился на на его врагов (для тех кого интересует подвиг этого человека или хочет больше узнать о нем википедия ,ютуб и гугл в помощь хотелось бы услышать ваши комментарий и мнения http://www.youtube.com/watch?v=MOwrbw7Ck7M http://ru.wikipedia.org/wiki/Химейер,_Марвин_Джон Думаю у него не было другого пути. Не сдавайся, Джон5 баллов
-
http://cs540101.vk.me/c7006/v7006675/a9cb/qC9U2iOs6wM.jpg5 баллов
-
Найдены документы на авто, права , паспорт на имя Юрина Дмитрия Викторовича. Проживающего в Нижнем Тагиле по ул. Поперечная 20-16. Просьба откликнуться проживающих в данном городе или передать хозяину, что бы связался с нами.4 балла
-
@G_Kar, скоро ,пади, еще и полезные пойдут, со всеми необходимыми для организма витаминами и минералами!!!4 балла
-
а в Тагиле данный товарищ,по данному адресу не проживает (и знать его не знают),так ответили в домофон на мой вежливый вопрос. @tehsvar,молодца.4 балла
-
Так, наконец - то нашел телефон с фотоотчетом о прошедших выходных) Большой репортаж о небольшой работёнке, расценками на которую я интересовался в соотв. теме. три уголка рамки выставил - прихватил - первый перекур на солнышке задумался о бренности бытия... в процессе, "ниоткуда", появилась готовая мет. дверь. Корректируем фин. расчёты))) не успел поставить "золотую" прихватку, заказчик уже припёр грунтовку, валик и кисть))) Все, что надо - в трех сумках. Как мало сварщику надо для счастья))) Ну, и заказчик, он же - одноклассник. Хотя нет, мы с ним еще в детсаде в одну группу ходили. Я с 15 лет - с электрододержателем, а он - за баранкой Следующий!
4 балла
-
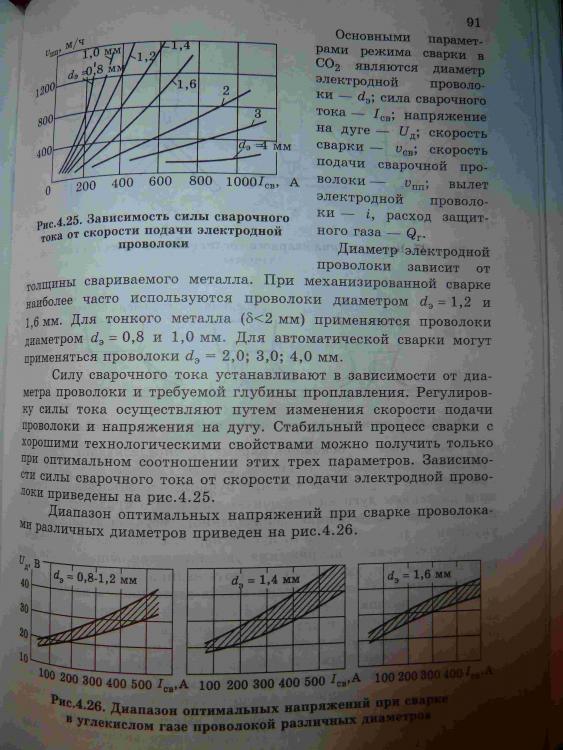
Есть ток. А если выводить отдельное понятие "Сварочный ток" то надо понимать под ним совокупность параметров при которых возможна сварка. Скорость подачи( ток) и напряжение можно выставлять какими угодно. Но для конкретного диаметра проволоки будет свой диапазон скорости подачи( тока) и напряжения при котором происходит нормальный прогрев металла с оплавлением кромок и сварочной проволоки. В контексте разговоров о сварке более целесообразно говорить о совокупности параметров дающих результат, нежели о токе и напряжении отдельно. Но и то что это величины по разному влияющие на процесс сварки забывать не стоит. Подобно сенергетике опытный сварщик знает диапазоны совокупности параметров ( тока и напряжения или " сварочного тока"), а также способен в этом диапазоне манипулировать величиной каждого параметра в отдельности. Не выходя при этом за границы ( рабочего, того при котором возможна сварка) диапазона. Как то так. Звиняйте если перемудрил.3 балла
-
такой вот гость сегодня приходил. жрать не захотел.только сопел и фыркал. через забор-прачечная,девчата подкармливают и веселее стало,прикольный такой фурфырчик ))
3 балла
-
Как мы проводим межвахтовый отпуск, занималися ворото и емкостестроением причём впервые до этого не приходилося.
3 балла
-
Скорей всего вам нужен переходник Сп21,8-G3/4. Забейте в поисковик,там есть предложения. Я заказывал только наоборот для импортного редуктора,на инвертора.ru2 балла
-
А какая разница в аттестации или сертификации? Обычное дело, что многие нововведения воспринимаются в штыки, а со временем - успокаиваются, привыкают к новому и приходят к выводу, что определённое новшество лучше предыдущего постулата. У нас есть только сертификация, все с этим согласны. Монополии нет, есть выбор: где, кому и на какой сертификат или процедуру делать тесты. Сертификаты имеют международный статус. Недавно перешёл на новое место работы, связанно с природным газом, высоким давлением ( до 300 атм.), компрессорные установки для заправок, трубопроводы под соединение фитингов и сварку. Шведская фирма, открывает своё производство,требования оч.серьёзные. Вот и пришлось мне одному сдавать на сертификаты сварщика (2 штуки, от размерности труб) и технологию сварки WPQR ( 3 теста, от размерности труб). В общей сложности 10 стыков на 4 вида труб. Нержавейка. Скажу так, то пришлось попотеть конкретно: начал варить - инспектор включил секундомер, закончил - выключил, всё под запись, на все сварочные газы, присадки - сертификат, фиксируются сварочные токи, толщина электрода (вольфрам), высчитывается скорость сварки... Про стоимость всего этого - точную цифру не озвучу, но далеко за 1000 евро... Выписка, что такое WPQR, можете сравнить с гостами, к чему ближе (или что есть аналог). Вчера пришёл ответ, что все тесты имеют положительный результат! Сдал на все сертификаты!2 балла
-
http://cs620317.vk.me/v620317344/930b/NsatkQnHCeA.jpg http://cs617818.vk.me/v617818485/bee4/05CrCyXl9n0.jpg И, конечно, хорошая подборка на тему вратарей http://cs540101.vk.me/c7006/v7006457/10ed2/mB790Qdrtlw.jpg http://cs540101.vk.me/c7006/v7006457/10eca/wOpaFy5BV7Y.jpg http://cs540101.vk.me/c7006/v7006457/10ee0/4gcKRqmdrBE.jpg http://cs540101.vk.me/c7006/v7006457/10ee8/y1ka3K5_4sI.jpg http://cs540101.vk.me/c7006/v7006457/10eef/lOKZXNGxxwU.jpg2 балла
-
Марвин был крутым мужиком.2 балла
-
Сомнительный подвиг... Ну разрушил он несколько зданий, причинил ущерб, который наверняка покрыла страховая и какой результат? Никакого, кроме упоминания в вики. А как же его семья? "Пошел против системы"... Скорее стал очередной жертвой системы, которая позволяет набирать не ограничено кредитов, а ума не хватает, что за них еще и расплачиваться надо и обязательства по ним есть. Знаю людей, у которых отнимали бизнес, все до копейки, которые прогорали, по находили силы начать все заново - вот герои, а пойти набить морду обидчику или разрушить здания - много ума не надо.2 балла
-
Спасибо всем! Кроме детей и ВАС никто больше не поздравил (Андрей догадывается о чем я) Прибег с работы, примарафетился и в ресторан где меня мои ждут. Сегодня водочкой побалуюсь, завтра фото покажу. Спасибо за поздравления. Хотел прослезится но передумал-возраст не позволяет.2 балла
-
не проскакивает, очень надежная, у нас стОит 7202 балла
-
Может быть проще позвонить в отдел полиции Тагила и сообщить им? Меня так гайцы пару раз вызванивали и просили машину убрать, грозя эвакуировать, хотя номер телефона я им не оставлял2 балла
-
Позвонил коллегам с Н-Тагила. Искомого товарища в городском телефонном справочнике нет. А по адресу, это глухомань-окраина, не поедут. Может есть смысл телеграмму отправить? Вот ссылка на их популярную газету обьявлений:http://gazetavsem.ru/rubrikator можете подать. А проще в ми полицию сдать2 балла
-
Здравствуйте! Почитав темы о масках выяснил, что моя маска Lorch Autoprotect Flex 9-13 есть Optrel p450, а об этом бренде отзывы в основном положительные. Касательно удобства эксплуатации особо сравнить не с чем, но мне в ней вполне удобно. По поводу скорости срабатывания могу сказать то, что от прочтения всех тем о масках глаза болят, а от работы в этой маске нет Пробовал варить с обычным щитком - после хамелеона ну очень неудобно прицеливаться, видимо, с хамелеона теперь не слезу.2 балла
-
Все правильно сказано, добавить не чего.
2 балла
-
Я себе сегодня взял такую маску. Не дорогая, обычная маска, но очень симпатишная. Мне нравится:-). Очень легкая, удобная, что мне очень важно. По 12 часов в ней нахожусь. Уши, шею полностью закрывает.
2 балла
-
Колесо китайского мото.
2 балла
-
Нержавейка 0,2 мм в стык, импульс 15kHz, средний ток 6 А. Не изделие конечно, так баловство. http://rehmweld.ru/blog/IMG_6036.JPG http://rehmweld.ru/blog/IMG_6035.JPG2 балла
-
Всем привет! С прошедшим Днем Сварщика, коллеги! Монтаж оборудования в корпусе покраски (ВАЗ): Ar-10л, сопло №7 , эл-д WT-20 2.4, Ток - 130А, отбортовка 2-х кромок, s=3мм. Все оборудование (сегменты ванн) привезены из Индии, на фотографиях видно какие там зазоры и смещения. Чуть позже выложу видео (небольшое) .
2 балла
-
Приветствую! Решил тоже представиться, как тут принято. Зовут меня Валерий Бадер-Баер (заранее отвечу - немецкие корни), мне 26 лет, живу в городе Краснознаменск, МО. Образование, а точнее его отсутствие и работа к сварке не имеют никакого отношения. В будущем планирую пойти на курсы обучения сварщиков, а пока в свое удовольствие учусь сам в гараже. Саму идею учиться сварочному ремеслу вынашивал пару лет, и, наконец, этим летом выдалась возможность попробовать. Первым опытом были попытки варить полуавтоматом (телвин 165/4, настройки у него для начинающего ужасны, по моему мнению), но в скором времени его забрали. Подумал, подумал и понял, что лучше начинать с РДС, для чего был приобретен инвертор AuroraPro inter 200 и действительно, электродами варить показалось интересней. Помимо сварки увлекаюсь фото и тюнингом авто. Раньше достаточно долго занимался сначала брейк-дансом, потом агрессивные ролики, велосипеды и скейтборд, последним занимался долго, точно не вспомню, но порядка 7 или 8 лет. Сейчас, к сожалению, продолжать не могу, т.к. колени и без этого не важно себя чувствуют. В общем здравствуйте, hello, hola, buenas dias, buon giorno, guten tag, bonjour!2 балла
-
Поищите переходник для баллона, он стоит в пределах 200-300 руб. Резьба на выходе вентиля - W 21,8x1/14" (Витворта, диаметр 21,8 мм, шаг 14 ниток на дюйм).1 балл
-
Не уверен, что манера изложения материала будет здесь воспринята с восторгом, но ремонт этого аппарата я бы начал с проверки источника дежурного питания и диодного моста.1 балл
-
Я вам даже не могу ничего пока сказать. Я такими ни разу не пользовался. С откидным экраном у меня в первый раз. Завтра маску проверю на работе первый раз(выходные были). В конце дня отпишусь. Меня смущает одно, что экран может ослабнуть и будет болтаться. Вобщем посмотрим. Механизм открытия и закрытия экрана на вид надежный.1 балл
-
Вообще методом эксперементов определил максимальную длину сварочных кабелей на инверторе для ММА. Общая-12 метров. Это в смысле и держак и масса, все вместе. Для инверторов однозначно длина влияет. Если для транса или ВДшки хоть сто метров можно, то тут ограничено. Пробовалось на РЕСАНТЕ( разных моделях) , ПОВЕРМАНЕ корейском, САИ-250....Не хотелось аппарат на 8-9 метров поднимать-перетаскивать, пытались кабелем выйти из положения.... двадцать метров кабелей уже сильно влияет, даже 50 мм.кв сечением... Видимо индуктивность, связанная с рядом расположеным железом влияет... Напряжение сильно падает.... з.ы. А кабелями надо тарится у прорабов на стройках на башенных кранах сетевой кабель обычно быстро изнашивается, а он сечением , как правило, 35 мм. кв и марки КГ ну изоляция , конечно, у жил похуже чем у сварочного, но зато как правило халява1 балл
-
1 балл
-
- Девушка, мне творожок, сметанку и ириски! - Внучкам берёте? - Ох ты блин, про внучку-то забыл! Две пачки Винстона, пожалуйста.1 балл
-
сталь 304.S-1мм.Сварка на подкладной пластине.
1 балл
-
Перепало мне не давно пару штук lb 52 u 3.2мм Сразу решил пустить их на сварку катушки, без разделки зазор 2 мм, толщина стенки 3 мм, вот собственно что получилось Ну и обратный валик, если можно так назвать И еще пару пропилов в трубе диском 1.6мм На этом электроды кончились.
1 балл
-
Сталь-3. 2 мм. Проволока 0,8 мм. СО2 http://cs617430.vk.me/v617430903/9d73/oOZYVAV8plU.jpg Фото угловых швов не получилось.1 балл
-
@krech, видел. Сразу понятно. что инструмент-не для красы и из него выжимают до последнего.1 балл
-
Блок , Чугун , 4х цилиндровый рядник.
1 балл
-
Моя работа с литым диском
1 балл
-
Родине - труд вдохновенный! Как-то вот так и работаем...
1 балл
-
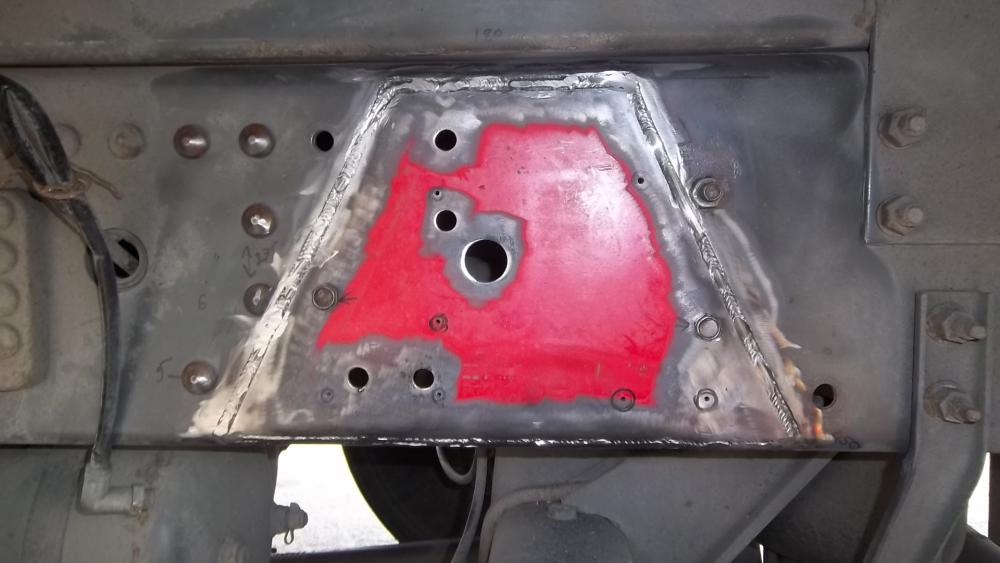
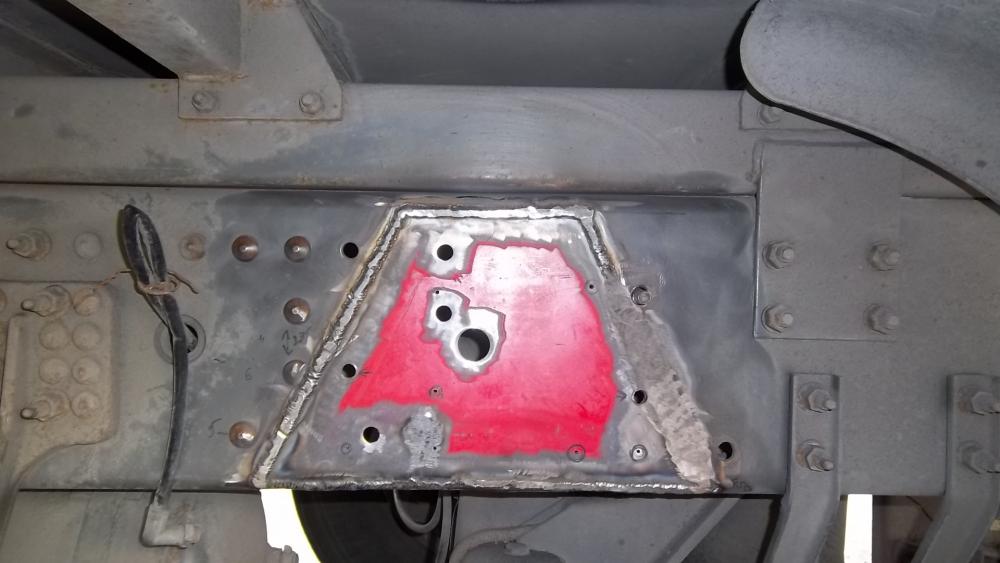
Прохлопал водитель стук.Результат, крепление подушки вырвано.Подготока,вырезал,зачистил.Из донора сделана вставка.Запечетлел заполнение.Фото не очень,(руку засунул и сфотографировал)обратная сторона шва.Облицовка,с правой стороны шлифовка в ноль,под крепление подушки.Засверливание отверстий и примерка.Сварка П/а в Со2
1 балл
-
Решили втулки на экскаваторе поменять, перепробовали все что можно - выбить ни как, пробовали сабельной пилкой пилить, втулки каленые - не берет... Походил подумал , взял аппарат, электроды, наварил швов , втулку стянуло, два удара молотком и выскочила... http://i021.radikal.ru/1402/57/3db658f0dcfb.jpg http://s61.radikal.ru/i171/1402/de/62a5a10bccf0.jpg http://i023.radikal.ru/1402/98/2e5f4a31686b.jpg http://s019.radikal.ru/i606/1402/0a/12447b10dfd5.jpg http://s57.radikal.ru/i156/1402/dd/635226a98efc.jpg Вот они , целенькие и вынятые... http://s019.radikal.ru/i643/1402/b4/8ed40394207a.jpg http://i037.radikal.ru/1402/73/a59f162c158b.jpg1 балл
-
САГ- сварочный авто Генератор!!!,Мерседес унимог 4000,машина полного привода ,лебёдка ,генератор на 380,сварка 380 на 400 ампер,внутри салон на 15 сидячих, либо 4 спальника,кондёр,мосты повышенной проходимости,позади ещё отсек имеется
1 балл