Лидеры




Популярный контент
Показан контент с высокой репутацией 29.04.2014 во всех областях
-
РДС, 110А, приварил направляющие для колосника дно посадил на прихватки, обрезал как смог заварил вот что получилось, под казан d=300 завтра покрашу, к слову будет сказано варил АНО Патоновской, разочаровался в электродах, липнут и середины становятся как пластелин((
 4 балла
4 балла -
Знакомый по гаражам дал побалаваться.... http://youtu.be/Dc5fSAv_Mjk Что-то не сообразил перевернуть и заснять, потому только фото.
4 балла
-
Коллега у меня тут маленький макет емкости сделал из 100 трубы. Швы на автомате оформлены.
4 балла
-
Порш V-8 , трещина масленого канала (на снимках должна быть видна) .
4 балла
-
@Лепило, хех, вот беда пичаль, у меня неделя так неделя прошла, заболел сварщик один, второй в отпуске, тертий не справляется, ну иди помоги ему тыж можешь, повари чуток рамки, ну ладно второй день, давай в сварочную, надо рамки, третий день - ты почему не варишь? ну лан, практика сварочная, хоть руку держать научусь, это в две смены было...т е с 07 до 15 и с 15 до сколько сможешь сделать, ну пара тройка часов, в понедельник думаю, сварной с больничного выйдет, пойду слесарить как обычно, не вышел, ну иди помоги сварному, он не справляется один, опять на две смены, попутно помог слесарю по ремонту оборудования смазать смешивающую головку - не помогло заклинило, сегодня уже за слесаря по ремонту оборудования, разобрал итальянскую заливочную машину, собрал, запустил, и ни спасибо ни наздоровье... радует одно, завтра крайний день и в отпуск3 балла
-
Ловите наркомана!3 балла
-
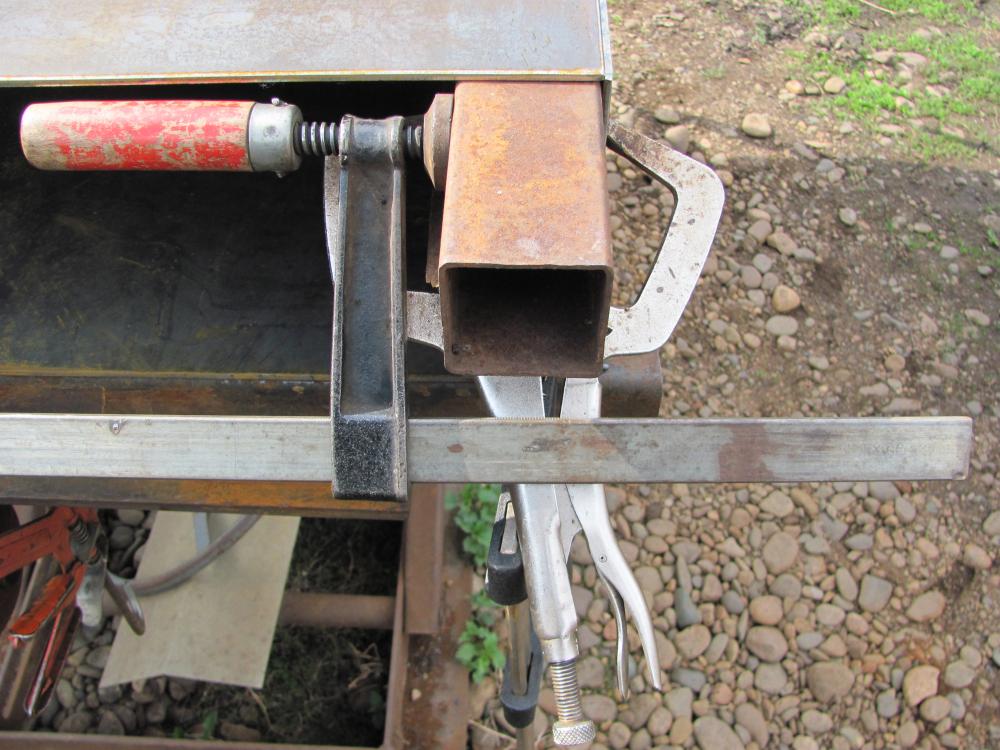
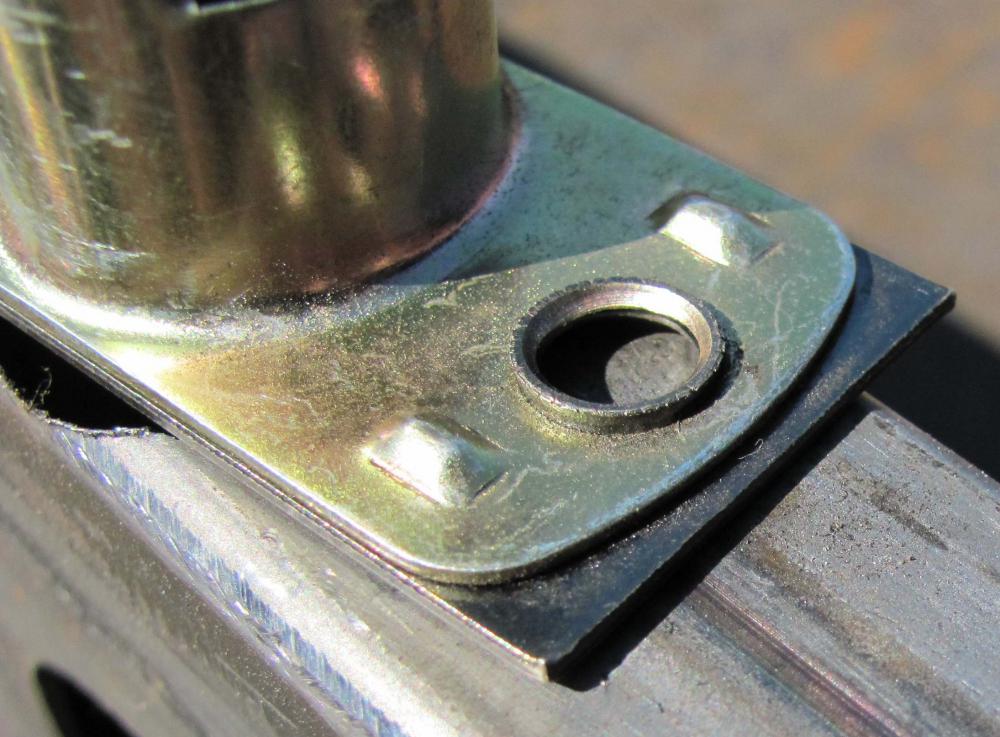
Струбциной можно и раздвигать, если замять ограничитель
3 балла
-
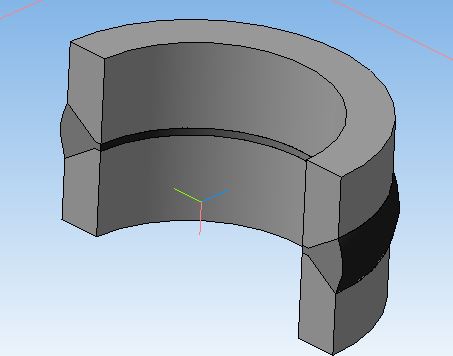
Бачок гидроподъёмника кабины,сплав Цам.Отрабатывал технологию,получилось.На обратном валике присуствуют(губы),прошёл фрезой ,удалил.
3 балла
-
Продолжу отчёт о проделанной работе, в картинках: Первый огонь, обжиг Первый "загруз", не стали рисковать, взяли леща и мелкой рыбёшки (салака) Через полчаса: И жена снимает пробу: ковырнула спинку у рыбки, животик - готово! А вкус...
3 балла
-
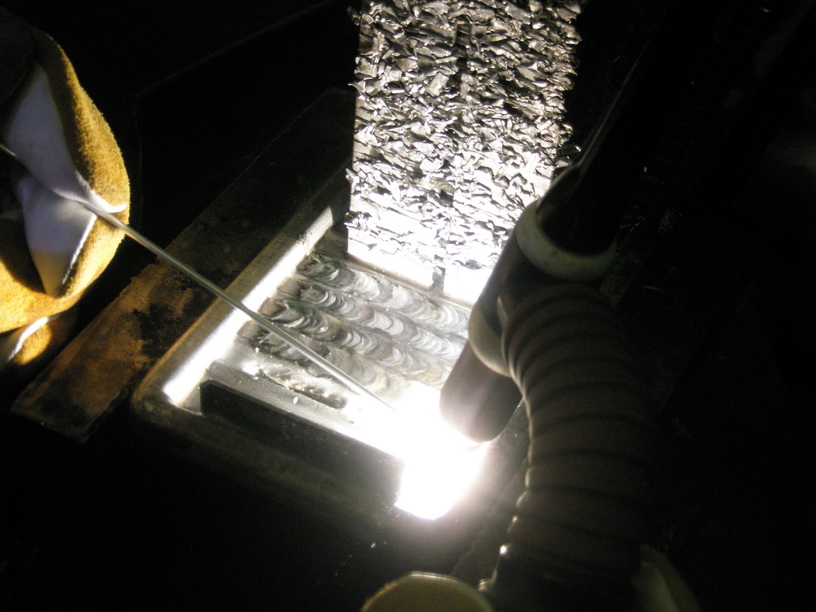
Фотки старые 5ти летней давности. Но может кому будет пользительно. Варится большим током кусками. Сварка ведется через слой воды. На клиентских тренироваться не рекомендую. Самое сложное - начало и конец шва. Рука должна быть набита очень хорошо иначе сгорит резинка по контуру.
2 балла
-
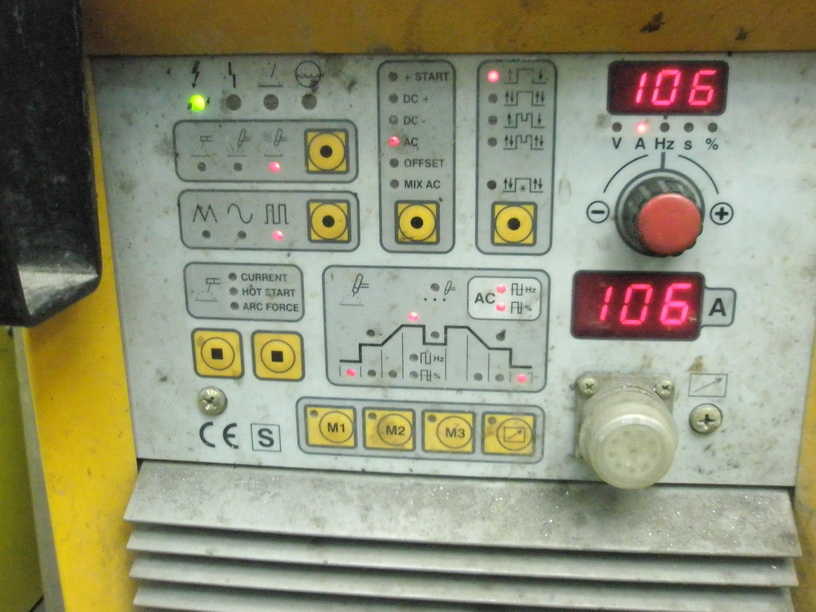
Ток штука обоюдоострая. Тут простой режим включен. Нажато - резко 106, отпущено - 0. Ток в очень большой мере зависит от теплопроводности материала. Например титан труба Ф20+лист 3мм вдоль, надо 80-100А а для люминя 140-150. И все из-за теплопроводности. алюминий очень быстро отводит(забирает) тепло от сварочной ванны. Опять же время которое вы можете безболезненно греть алюминий в углу около бортика в связи с эти чрезвычайно мало. Если вы там дугу пару секунд подержите резинка сгорит. В углу там даже все 130А стоит ровно на одну каплю присадки. Одна капля присадки и вы отступили от бортика на 3-4мм. А дальше проще. Сварка должна закончится в тот момент когда вода на 2мм от зоны сварки испарится, щелчком. Тут именно из-за этого ток большой. Кстати это распространенная ошибка начинающих сварщиков алюминия, току поменьше и греть полчаса. Вместо того чтоб скорость сварки увеличивать. Деталь перегревается, и деформируется, расход газа огромный, зона термического воздействия в километр. Одни минусы. Ставьте тока побольше но щелкайте кнопкой, Это в ремонтной сварке можно назвать режимом "Castom Pulse Welding". С ним никакая синергетика не сравнится по возможностям. Это просто один из методов сварки, непрерывно не всегда греть можно.2 балла
-
Сначала нутро опрессовываю отдельно, до того, как вырезать дверцы. После одевания рубашки еще раз - теперь наружные швы.
2 балла
-
Варил сегодня какие то заготовки ну и побаловался немного.Ст3,присадок 304 LSi 1,6 мм,ток на первом фото 80А,на втором 100А,первое фото справа без присадка (поры лезут сильно).
2 балла
-
Крышка не знаю от чего ))) с мотоцикла Yamaha, до меня уже варили лопнуло все. Разделка, ток 70А, присадок 5356, диаметр 2мм.
2 балла
-
Раньше выкладывал на чипе, форумхаузе, на фермере ру...
2 балла
-
Привезли сегодня коляску переварить, сначала хозяин коляски отдал в автосервис, где ему сказали, что без проблем заварят, заварили Пришлось все вырезать, и вварить новую трубку, сплав АМг5, диаметр 28, толщина стенки 3мм., ток 115А. Вот,что получилось.
2 балла
-
Редуктор китайского мотоблока.
2 балла
-
@Cactus78, вертикал: ф3 уонии 13/55, 80А реальных - устанавливал для Авроры и Блувелда по амперметру для каждого без отрыва Авророй 80А снизу вверх В отрыв Авророй, ток 105А снизу вверх без отрыва Авророй, ток 50А (при этом регулятор выкручен на минимум и кажет 31А) сверху вниз @Константин Краев, без отрыва 228 Блувелдом, снизу вверх 80А Аврора и уонии - ноу проблем. Вообще сычёвскими уонями варил третий раз в жизни, первый раз попробовал при покупке пачки что варят, второй раз заварил какую то чугунную подушку двигателя от Урала (за 500 р), это третий раз, т.е. если варить чаще, то получиться может и должно лучше.
2 балла
-
@saper24,браво! Озвучили вопрос, который мне не дает покоя много-много месяцев. Как РДС-ник по образованию, не могу себе представить грамотного объяснения сего : как варится и как проваривается металл толщиной, скажем, 4 мм. при сгорании проволоки-электрода толщиной 0.8 - 1 мм. ? Нет, я понимаю что сейчас полуавтоматчики будут глубоко возмущены моей дремучестью, но все же...1 балл
-
Доброго всем вечера. Подскажите люди знающие. Возникло тут у меня одно волнение душевное. Вот продают там и тут полуавтоматы китайские на 160 - 180 ампер, а в характеристиках диаметр проволоки используемый 0,8 - 1 мм. Вопрос. А зачем нужен такой ток если проволока край 1 мм? Просветите если чего то не знаю.1 балл
-
@Симфер,типа этого наверное
1 балл
-
Это ещё ни о чём не говорит, должно быть всё в белом налёте от цинка. Скорее всего это Силумин.1 балл
-
@morgmail,1 балл
-
Поясните, не понял.1 балл
-
Stt сварка классная ! Главное параметры нормально поставить. Валик внутри получается шириной 3-4 мм и высотой 1-3 мм как и положенно по тех карте. Нужно быть внимательным на выходе на нижнее положение , именно в этом месте 80-90 процентах случаях бывают поры. Зазор нужно точно ловить сверху 2.5 мм снизу 3 мм. Один сварщик на стт спокойно успевает варить с обоих сторон корень для четырех сварных которые идут сзади, (пара заполнение,пара облицовка). На трассе сттшкой корень гнать считаеться самой простой и легкой операцией. Но главное варить без дефектов. Нюансов конечно везде много. Но чесно сказать, стт на много капризнее именно в стабильности сварки. Бывает все десять раз проверенно и просмотренно, но хоть тресни- один апарат варит, а второй с другой стороны -нет. Проходит смена другая, как ни вчем не бывало снова варят. Потом может другой аппарат глючить так же. (Выход на нижнее положение это зона от часа до двух по часам примерно. Нижнее положение это 23.00- 1.00 по часам.)1 балл
-
Сварил ,отполировал.Надо шноркеля поставить,сезон однако начинается.
1 балл
-
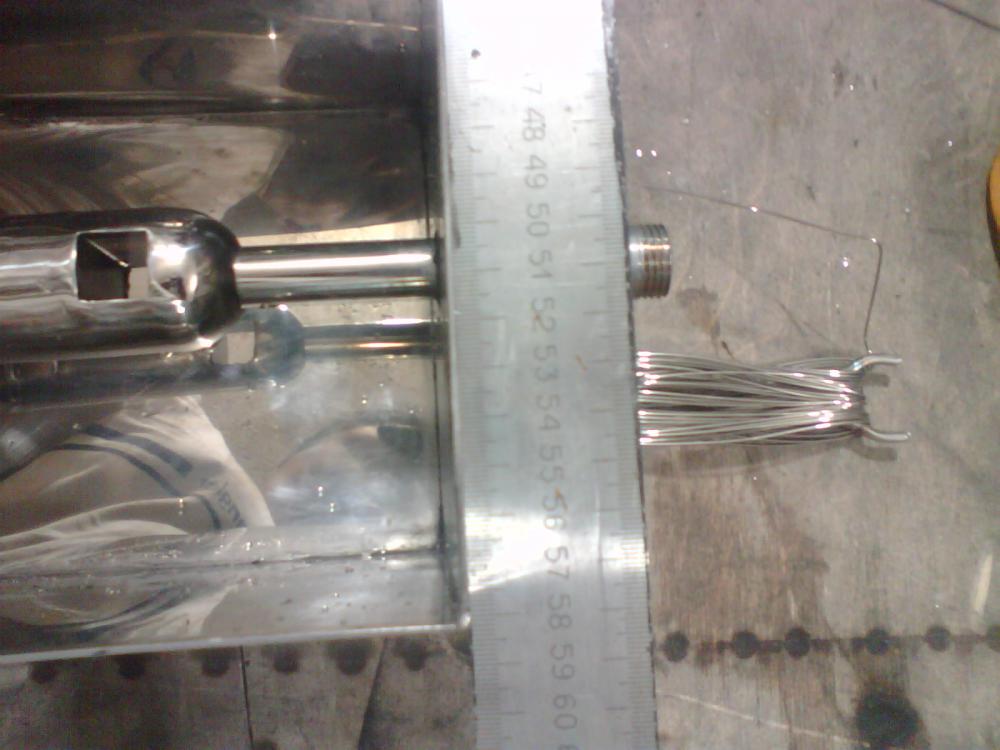
Познакомил тазик с импульсным режимом и тряпкой с водой. Размер 400 на 150 и 150 мм, толщина 1,5 мм. Не прихватывал к жесткостям прихватками и не пользывался струбцинами . Но зазор от такой наглости под линейкой менее 0.6мм от деформации остался.
1 балл
-
Пользую два Фоксвелда. На 160 и на 250 ампер, живучие машинки. Особых нареканий нет. И падали и пыль и дождь переживали. Жужат себе помаленьку, дело свое делают.1 балл
-
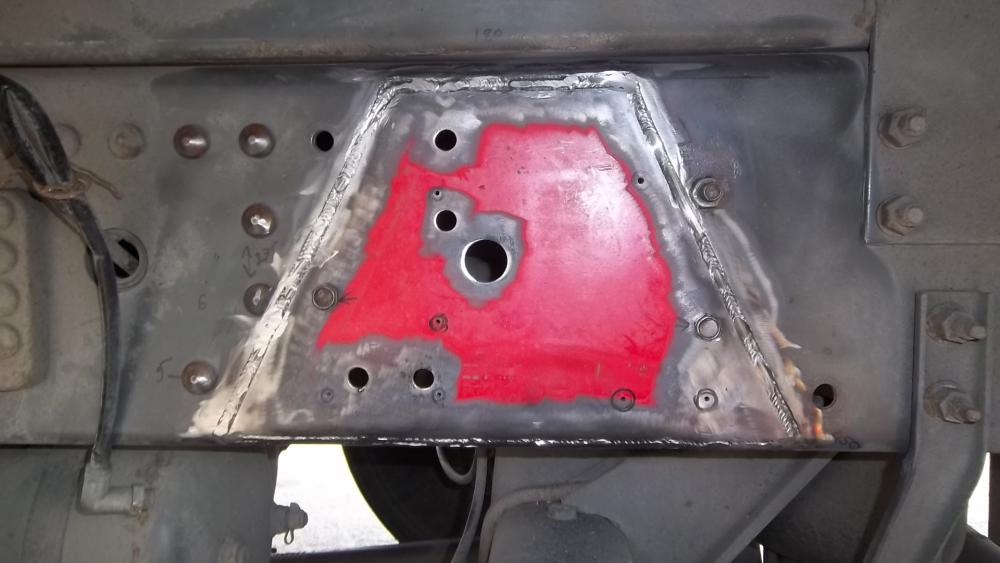
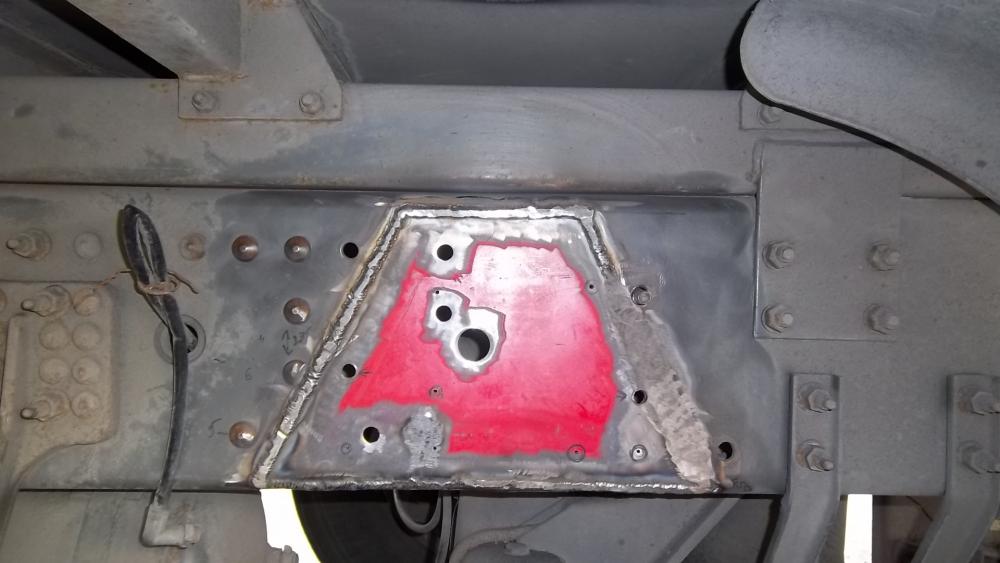
Прохлопал водитель стук.Результат, крепление подушки вырвано.Подготока,вырезал,зачистил.Из донора сделана вставка.Запечетлел заполнение.Фото не очень,(руку засунул и сфотографировал)обратная сторона шва.Облицовка,с правой стороны шлифовка в ноль,под крепление подушки.Засверливание отверстий и примерка.Сварка П/а в Со2
1 балл
-
Еще один юбилей и еще одна идея для подарка... Идея была в голове, но ни как не принимала конкретной формы, но когда увидел бутылку - в голове сразу нарисовалась картинка Протереть от пасты еще надо и можно дарить. Труба на 38, заглушка сверху - фурнитура с перил, убирается и открывается доступ к пробке, она целиком уместилась под заглушкой. Чистый хэндмейд, за пару часов сделал.
1 балл
-
Причина бабского кипиша в огороде.Вылез на солнышке погрется,сонный еще,дал себя погладить и уполз.Вообще с животным миром что-то творится-чердак моей мастерской переодически хорек посещает,по ночам совы летают,лет десять назад про такое и не слышали,а змей только в плавнях видели.
1 балл
-
Сделал бак.Вмятины вырезаны (без жалости),правка усилителей,на вальцах прокатали лист.И сварка,за "красоту "шва не ругать,днище "больное " (питинговая коррозия основного металла)
1 балл
-
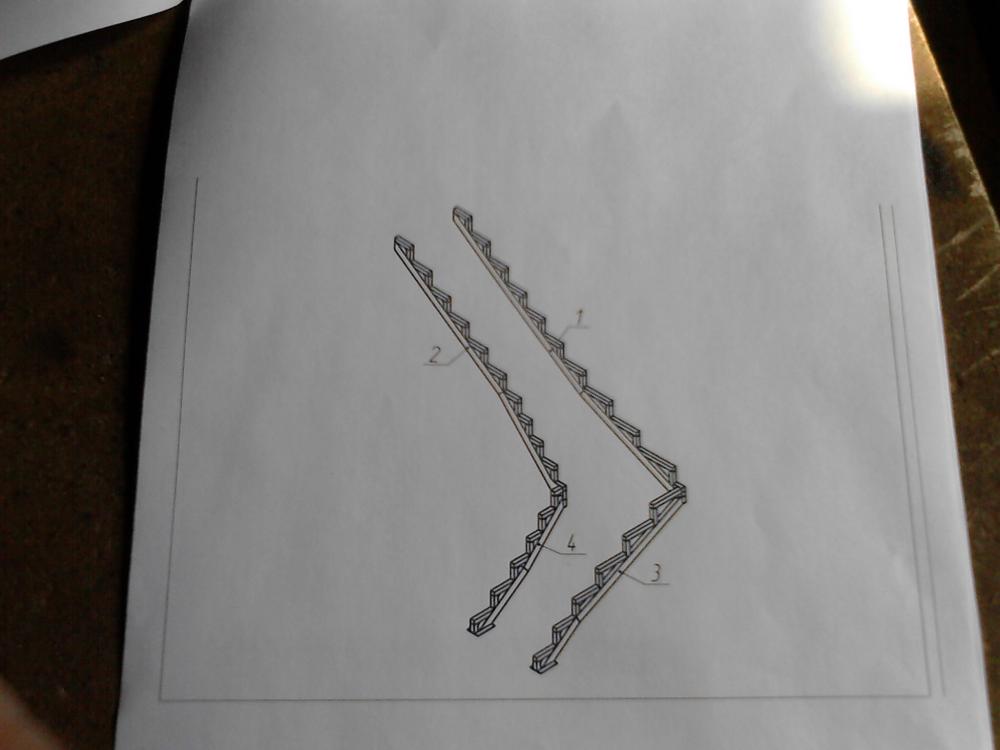
Надысь сваяли три лесенки. Первая. Вид в металле: Козырёк над ней: Огрунтовали, покрасили и закидали ступеньки тротуарной плиткой: Вторая. Начало. Конечный вариант. Третья. Процесс изготовления. Последние штрихи: А это-наш директор собственноручно приваривал шарниры к дверцам входа в цокольный этаж... Молодец мужик. Сам руками работает. Баню сам сложил-обшил. Сварки, вот, не чурается. Я ни разу не издеваюсь, выкладывая его швы. Думаю, что я, окажись на его месте, навряд ли руководил лучше, чем он варит...
1 балл
-
Корыто в бусик для работников торговли, для перевозки мяса, герметичное, чтоб ни где не затекало. http://s019.radikal.ru/i620/1404/42/739ae3ad45f7.jpg http://s003.radikal.ru/i202/1404/04/79c2987e3e13.jpg http://s018.radikal.ru/i519/1404/32/dddd162c7ce6.jpg http://s018.radikal.ru/i506/1404/6e/4ef47ddbb3f2.jpg http://s018.radikal.ru/i506/1404/00/9141110e9f7b.jpg http://s018.radikal.ru/i506/1404/2c/e188139dfd61.jpg http://s018.radikal.ru/i515/1404/91/d89cf39470d8.jpg http://i031.radikal.ru/1404/1a/f9f490c95d22.jpg http://s003.radikal.ru/i202/1404/64/9df1aea791c1.jpg1 балл
-
@Шурпет, я такую накладку из железяки( 4ка )грел,обстукивал-сверлил,по внутренней-мелкие насечки болгаркой (ну небыло у нас тига)))1 балл
-
Ну, вроде, "отпинался". (п. 376)
1 балл
-
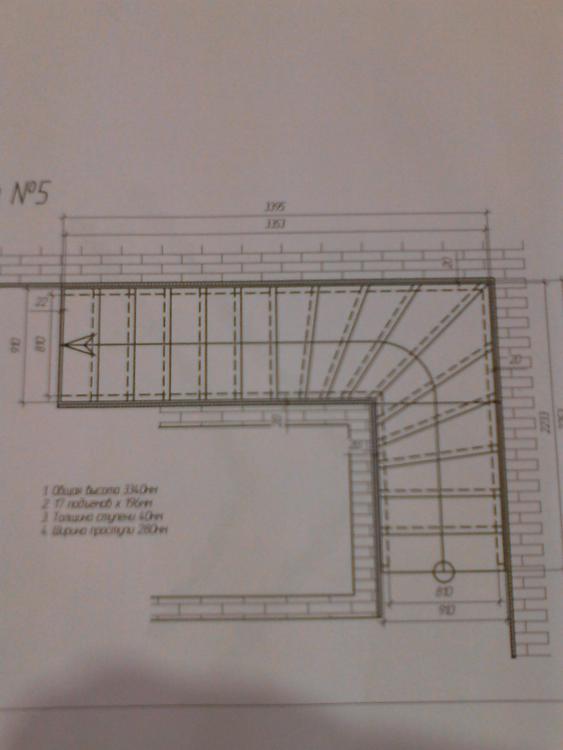
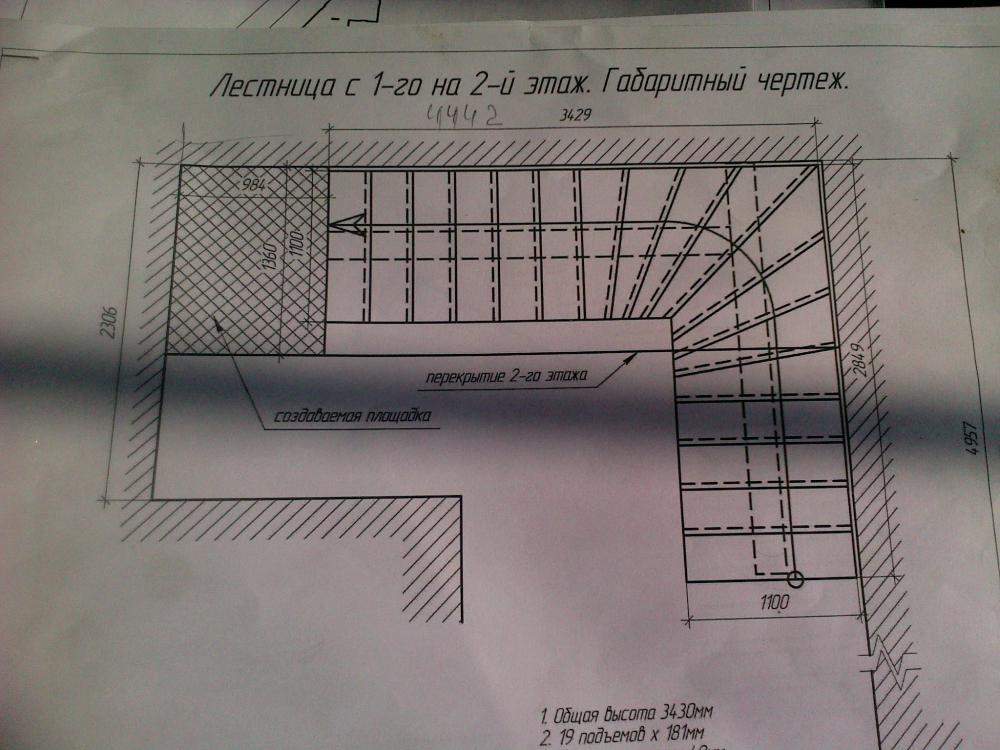
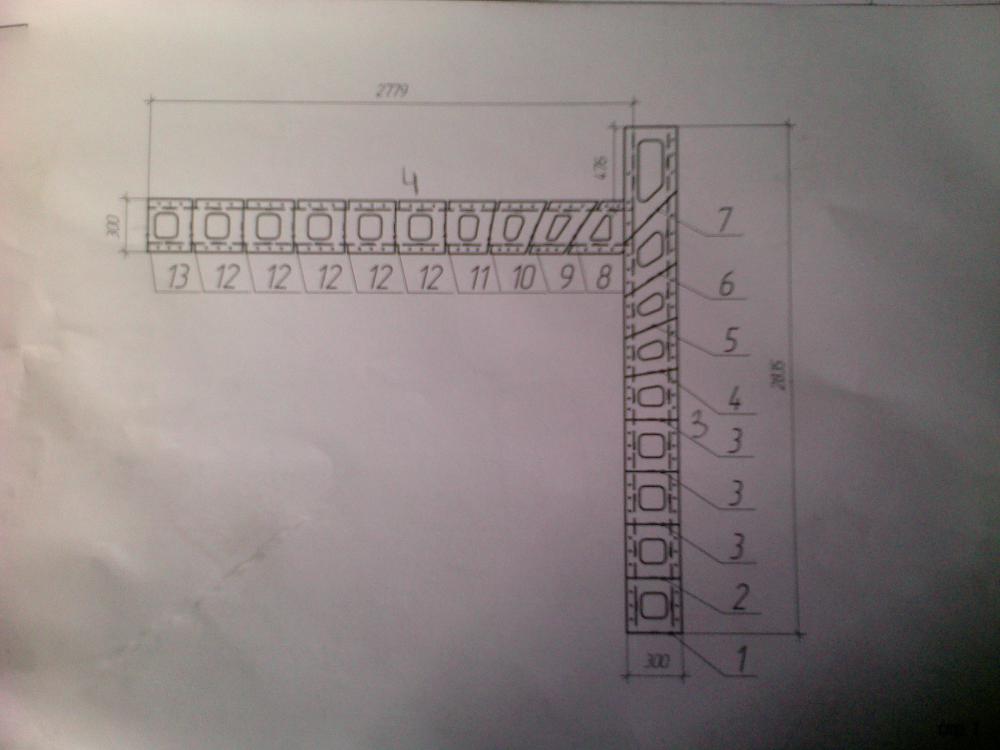
Сегодня начал делать забежную лестницу,косоуры на тетиве.Желание заказчика закон
1 балл
-
Сегодня закончили прицеп на культиватор.
1 балл
-
Ручку приделал к 25 профтрубе, стенка 1,5 мм, эл. 2-ка лосиноостровская. , дожал, пришлось прижать вплотную к профилю: такой каркас для летнего душа получился.
1 балл
-
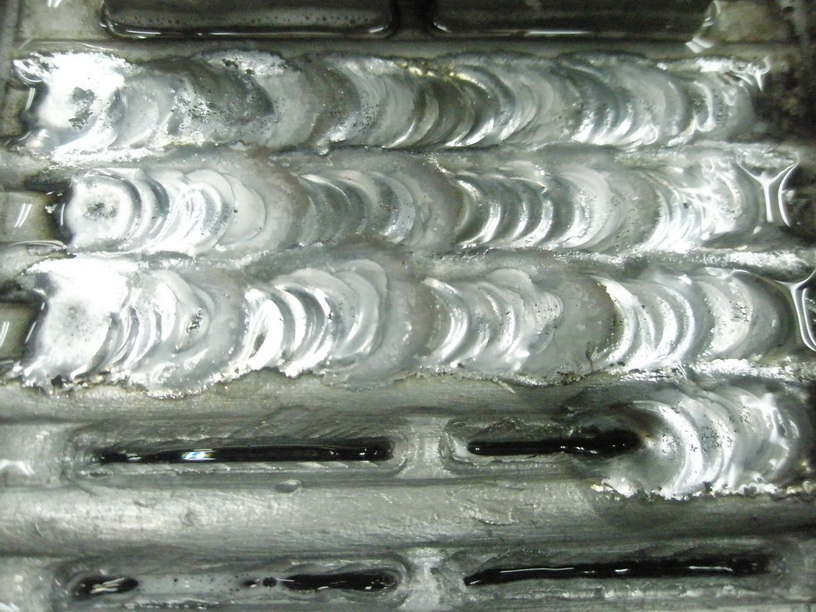
Сварка фланцев 4мм к трубе в струбцинах ведет фланец как рыба поплавок когда поймалась. Вот приспособился так ,фото прилагаю. Зазор под линейкой менее 0.6мм от деформации. Варил на 100 А,хотел больше ставить,чтобы как можно быстрее проварить, и меньше нагреть,но пока учусь. Стык варил от 6часов к 12ч в две стороны одним быстрым проходом и сразу тряпка с водой, далее 2ю сторону и после тряпка с водой.
1 балл
-
В прошлый выходной с другом ставили две лесенки. Практически одинаковые (две ступеньки разницы). Успели за два дня. Правда на второй подкрашивали уже в 23,00 под лампочками. Лестницы те где я боковинки применял лазером нарезанные. При сборке себя хорошо показали. Фотки к сожалению не очень подробные. Отобрал только те на которых видно. На смарт под лампочками сильно не пофоткаешь. Дом оказался кривой весь. Стены развернуты и завалены. Штукатурка в некоторых местах 12 см. Окно на лестничной площадке вообще никак не в тему. На кухне витраж с одинарным стекло пакетом, во всю стену. При том что у нас и за -30 зимой бывает. За что люди деньги отдают? Жесть. А это подвальная, там вообще мгла кромешняя. С верху запечатлил немного.
1 балл
-
Ремонт лодочного мотора, и защита винта.
1 балл
-
Speedglas столько не живут
1 балл
-
Что такое сопромат, я к сожалению не знаю. Понадеялся на свой опыт и авось, но таких лестниц я никогда не делал, в основном крыльцо и т.д. Хотел изначально брать профиль 100х100х4мм. в наличие был только 80х40х4мм. оказалось мало, Длина 5м. угол 39 градусов, общий вес лестницы 240кг. она начала прогибаться под собственным весом от 10ти ступенек. Заказчик хотел сперва на ступеньки пустить доску, но передумал и решил ложить плитку, а это ещё килограмм 200. пришлось срочно докупить два десятых швеллера и всё срузу стало монолитом.
1 балл
-
продолжаю свои коробчатые косоуры
1 балл
-
Сегодня начал лестницу из коробчатых косоуров
1 балл
-
Задал этот вопрос одному "старому " конструктору, он сказал: "Конечно можно, но только после того, как их (сварочные чертежи) изобретут".1 балл
-
Всем привет!Вот погастарбайтничал пару месяцев и додому.Пора и делом заняться-первая идея -тех столик с выдвижными ящиками под сверла-резцы.Сразу вылезло затруднение-получиться ли ПА варить углы оцинкованных ящичков,чтобы не клепать.Какие требования к сварке тонкостенной оцинковки(0.5мм) ПА?
1 балл
-
Вчера при очередных пробах по сварке трубы,понял ,что ни фига не вижу в маске околошовное состояние.маску вроде уже скрутил на минимум чувствительности-все равно не вижу.Господа-какие (номера)светофильтры при малых токах пользуете? Но первое изделие в всепогодном стиле (морском исполнении)изготовленное с помощью ПА прошло ходовые испытания -аккумуляторный ящик для солнечной эл.станции
1 балл