Лидеры




Популярный контент
Показан контент с высокой репутацией 26.03.2014 во всех областях
-
бОян?
 8 баллов
8 баллов -
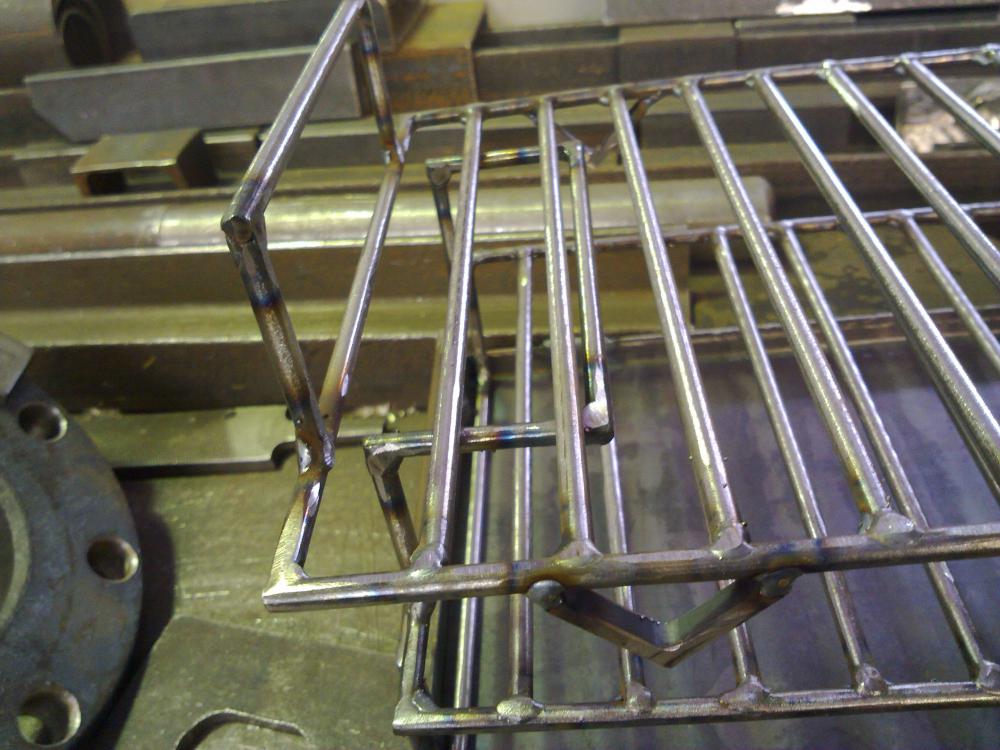
Металлокаркас лестницы
6 баллов
-
Эх, а вот мне по ходу дела летом с работодателем повезло! Дело было, что варил я на стройке ванночки (где-то я тут писал об этом) по 170 руб/шт. Вываривал в среднем по 5000р за день. Дык вот, работодатель по осени не рассчитался до конца и я уже плюнул на это дело, типа он не разбогатеет, а я не обеднею. Короче забил, забыл и тут утром 6 марта меня будит смс "мне нужен номер карты и количество стыков. Ильдар." Я спросонок смотрю на телефон офигевшими глазами и думаю что это кто-то пошутил нехорошо. Смотрю номер - все точно, номер Ильдара. Тут просыпается жена и недовольным голосом начинает возмущаться по поводу громко орущего телефона. Ну побурчала для порядка, а после обеда я ей дубленку купил, а на следующий день сапоги зимние! Так ведь до сих пор еще на остатки этих денег живем! От души желаю всем таких порядочных и честных работодателей!!!6 баллов
-
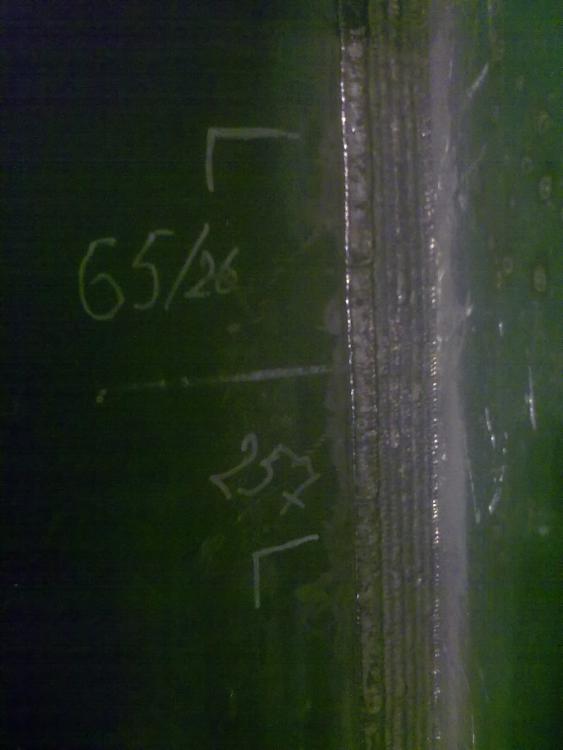
Давненько к вам не заходил Проволока порошковая ПП-А22/9, смесь 50/50, толщина 60мм. Вертикально, габарит шва 65/26 (острый угол 83град). Заподлицо+3 слоя Потолок, габарит 68/22 (90град). Ну и классика жанра: нижнее, габариты те же...4 слоя А этим варим: Подающее И горелка с кнопкой
5 баллов
-
Друзья,всем привет!Сижу здесь не так давно,но раз уж здесь так заведено,пора и мне о себе рассказать немного.Мне 26 лет,проживаю в Самарской области.Так как в школе учился неважно,было решено,что после 9 классов школы,пойду в училище на сварщика.После 3 лет учебы,как у нас в России бывает,конечно ничего не умел.С горем пополам устроился у себя в деревне в местный ЖКХ,в бригаду сантехников.Там немного научился варить ацетиленовой горелкой,варили в основном регистры отпления и сантехузлы разные.Но в основвном специализируюсь на MMA-сварке.Там проработал почти 3 года.Потом устроился в город Сызрань на один из заводов производящих комплектующие для Автоваза.Где и работаю по сей день.Занимаюсь подводом коммуникаций для литьевых машин.(сжатый воздух,водоснабжение,канализация).Также часто приходится работать в стройцехе.Обычная сборка металлоконструций.В данный момент занимаемся со слесарями сборкой каркаса под экран IMAX 3D в местный кинотеатр,если кому интересно сфоткаю потом.Будем знакомы!4 балла
-
@Лепило,габарит (ширину) шва "отбил" , а т.к. это ферритом варилось, то верхний тоже отбил электродом, чтоб последний проход ложился на него, а не на основной металл (на аустените обычно верхнюю границу шва не прохожу электродом, а всего-лишь керню). Сначала мелом, потом электродом потом варим...варим...варим...
4 балла
-
сверлил себе планки, понимаешь сверлил, и тут начальник приходит, мол у нас сварных не хватает, давай ка свари как рамочку, ты же можешь, ну прихвати хотя бы, потом обварят, тем более планки уже просверлены итак, одно лицо мужского полу, китайский сварочный инвертор "фоксвелд", электроды мр3 3мм материалы швеллер №12, планки с арматуры 10*50, размер 1945*6050, почему то швеллер был 11700, поэтому два куска отпиливалось, и два наращивалось, по времени 4 часа с вырезанием отверстий в швеллере сваркой (делал впервые)
4 балла
-
4 балла
-
http://f6.s.qip.ru/IA4wMmq8.png4 балла
-
Давно хотел, но природное раздолбайство не давало вплотную подойти к данному вопросу. Поэтому когда жареный петух клюнул в пятую точку опоры, пришлось мастерить из подножного материала. В итоге вот такая подставка под монтажную пилу. В добавок присобачил площадку под тиски для запила на угол на который тиски пилы не ворочаются. Со временем усилю конструкцию и ограничитель переделаю.
4 балла
-
Решил папе сделать подарок на новый год, долго думал что подарить, он у меня не любитель всяких таких интерьерных штучек, думал, думал и придумал, он любитель как и все россияне расслабиться после тяжкого трудового дня, все поняли о чём я . И я решил, чтобы его обеденный стол не был таким однообразным и скучным, я решил сделать подставку под бутылку Это она: А чтобы она не казалась простой я добавил туда растительности листья да цветки, надеюсь всем будет понятно, что на задней части подсвечника приварены два таких никаких цветка для того чтобы ставить туда свечи (Немного романтики ) ну и собственно она с предметом, для которого она и предназначена: Если что не понравилось или будут какие вопросы, обращайтесь. Или может чертежи кому дать...
3 балла
-
KOPTILNYA--IZ-MEDITSINSKOY-BIKSYI. http://f5.s.qip.ru/IA4wMmpP.png3 балла
-
@Isperyanc, Эл.держателями от BINZEL работал и немало их прошло через мои руки.Их слабое место - это изоляторы .Их крепление поначалу стабильно ослабевает,лечится это всё регулярным подтягиванием,но в конце концов они благополучно отваливаются.И ручка,у которой мало того неудачно сделано крепление,так и она от нагрева крепящего её винта прогорает.Плюс ко всему эргономика не на высоте.Чтобы не переливать из пустого в порожнее,стоит ,наверное,предложить Вам попробовать Eagle/Falcon и тогда мы будем дискутировать на равных.Выше я просто высказал своё личное мнение,основанное на личном опыте.Кстати,ещё Telwin на 500А порадовал.Года четыре немогу его ушатать на больших (для меня) токах.Он у меня на фланцах прозябает и диапазон Ампер от 200 до 315. И как новый. Для себя я их оставил в прошлом.3 балла
-
http://cs7004.vk.me/c540102/v540102489/1407b/BPYKH7PzCIU.jpg http://cs7004.vk.me/c540106/v540106752/e5a0/_ilJiZDSx6g.jpg http://cs619620.vk.me/v619620477/c37/dnzfNezIShQ.jpg3 балла
-
КПД инвертора вычислить очень сложно, его лучше измерять, кроме всего прочего это величина не константа, при малых нагрузках он ниже чем при примерно 75% от номинала, на полной нагрузке он так же снижается. Его величина от 0.75 до 0.93 примерно плавает. Хотя ИМХО для работы дома и не по 12ч в день его величина не особо важна если конечно не идет работа на автономе от генераторов, там и КПД и коэф. мощности многое определяют.2 балла
-
Бензобак алюминевый с фуры, установка заплатки, ток 110 А
2 балла
-
суровые будни украинского навоза..(кто не знает украинского-*яйца органические*)
2 балла
-
@saper24, вы уж меня извините, ну и бардак же у вас на площадке! А куда вы листы то хотите заводить? между балками вроде короче расстояние чем длинна листа. Бетон насосом принимать будете? На стойки, можно и вершинник за копейки прикупить, а потом ещё и на дрова продать.
2 балла
-
Предстоит лить перекрытие по профлисту. А стойки у нас высотой всего три метра. До балок 3,5 метра, а до ригелей 3,8 метра. Явный нехват. Уломали начальство заказать в лазерной резке пластин, как на опорных стойках. Труб нарезали прямо в цеху со старых водопроводов и отоплений. Все это ради изготовления проставок. Будем добавлять к основным стойкам через пластины на болты. Одна пластина стыковочная, другая с дыркой под "коронку"(если деревянный ригель монтировать) Сварганил такой вот шаблон что бы пластины более менее параллельно друг другу стояли. Вот чего получается. И каркас перекрытия. Но сразу вылезли косяки в виду неустойчивости шаблона. А также трудно было готовую деталь извлекать. Так как с обоих сторон надо поднимать одновременно. Благо мусора железного вокруг вагон. Для устойчивости приварил пару арматурок. И из арматуры и труб примастырил два экстрактора. Стало попроще. Варить надо сто штук.
2 балла
-
кандидатура утверждена окончательно кандидатура утверждена окончательно остался один аппарат...2 балла
-
Постараемся определиться на этой неделе. Еще желающие будут? Чтобы как-то объединить тесты аппаратов я бы предложил, чтобы каждый участник в минимальном формате оценил следующие вопросы (оценка от 1 до 10 плюс комментарий по каждому пункту): - упаковка и комплектация - внешний вид, качество сборки - оценка конструкции силовой части, качество сборки - конструкция, работа системы охлаждения - поджиг дуги на минимальных токах - работа на максимальных токах - общая оценка стабильности работы аппарата - время до срабатывания термозащиты на максимальном токе (в пределах 10 минут) - работа при пониженном напряжении сети (по возможности) - кому бы посоветовали данный аппарат (сфера применения)? + технические тесты, снятие электрических характеристик по возможности участника. Так как у людей могут быть разные возможности, сложно сказать, какие данные могут быть обязательны... Какие будут комментарии?2 балла
-
ОАО "Судостроительная фирма "Алмаз" спустило на воду пограничный сторожевой корабль проекта 22460. Судно строится на заводе под номером № 505 по заказу Пограничной службы ФСБ России. Сдача судна заказчику запланирована на октябрь 2014 года, что почти на год раньше установленного в Госконтракте срока. Госконтрактом предусмотрено строительство серии судов проекта 22460 зав. №№ 506, 507, 508 для Пограничной службы ФСБ России, и серии судов морских самоходных плавучих кранов грузоподъемностью 35-150 тонн для Министерства обороны РФ в количестве 9 единиц.Согласно информации СФ "Алмаз" сторожевой корабль проекта 22460 имеет: водоизмещение корабля - 630 тонн,скорость хода - 30 узлов,дальность плавания - 3500 миль,автономность - 30 суток,длину - 62,5 метра.Корабль получит самые современные средства навигации и связи, вертолет, систему автоматизации управления кораблем. Пограничный сторожевой корабль проекта 22460 спроектирован Северным проектно-конструкторским бюро (г. Санкт-Петербург) и предназначен для охраны государственной границы и территориального моря, а также для борьбы с терроризмом и пиратством. http://www.i-mash.ru/uploads/posts/2014-03/1395745058_sudno-almaz.png www.i-Mach.ru2 балла
-
Если не в тему то потрите. Наткнулся на такое вот чудо, немного пофоткал. Зарядное.
2 балла
-
@Илария,
2 балла
-
Девайс для снятия грата от болгарки
2 балла
-
Кто возьмётся заварить?
2 балла
-
Немного из своего опыта по мангально-коптильной теме. "Раскидал" в пространстве ручки и опоры поддона таким образом по таки причинам.На поддон стелится фольга -так удобнее держать агрегат в чистоте и така композиция позволяет это сделать без проблем.Опоры вынес наружу - и удобно делать,и не корёжит при монтаже поддон,и сохраняет стабильную устойчивость,и ,на мой взгляд,эстетичнее.Ручки,обычно,привариваю по наружней стороне,в этом варианте от скуки сделал через прорезь в ручке.Не советую,гемморойно. Далее.Нижняя решётка.Ручки сделаны таким образом,что на них ложится верхняя решётка - раз,и не мешают расположению продуктов и не занимают лишнего места в пространстве-два. Верхняя решётка.Ручки вынесены на орбиту.К нижней части решётки приварены отрезки уголков,для того,чтобы эту решётку с продкутом можно было примостить по-человечески и аккуратно. Всё это дело в сборе : И в мангале.Места ,чтобы изъять эти металлоконструкции из "печи" достаточно. Это чисто мой взгляд на эти вещи.С уважением отнесусь и с удовольствием перейму другой взгляд на эти,и не только,вещи.
2 балла
-
@Spiegelmann, дело не в том, где Вы брали аргон и др. св. материалы, а в их качестве (сорте) и марке (хим. составе). Вам нужно проверить и при необходимости промыть газовый тракт на оборудовании и саму горелку. Если всё в норме, то остальное придёт с опытом. Не начинайте сразу на тонком и "круглом", попробуйте на толстом и плоском. я, например не берусь по фото определить судьбу качество Вашей пробы на пятно. Кстати, на №7 10 л/м наверное многовато будет... @west, пост #764 читали? @Alkash, просто "ванна" с аргоном (который тяжелее воздуха) не поможет, к ней нужно приварить трубку под шланг,а в неё нужно мелкую сетку для ровной подачи газа от редуктора.1 балл
-
"Проблемы школьного образования" обсуждаем или "Выбор инвертора" ? @Nub и @КАШТАН - устное предупреждение.1 балл
-
Извините, вопрос в воздух - а в чём прелесть, что мангал не ведёт? В чём прелесть сплошных швов, с последующей сверловкой отверстий? Покупной мангал из миллимитровки, чуть углубили. Собрано на прихватках, стенки кривые, но шампура(решётка) не проваливаются и угли не выскакивают.
1 балл
-
Попалась в сети техника на глаза, выкладываю: http://f6.s.qip.ru/IA4wMmqk.png http://f5.s.qip.ru/IA4wMmqj.png1 балл
-
https://www.youtube.com/watch?v=Fhfj2HQegtA А это уже русский экстрим. Баяновисто, но я могу это смотреть до бесконечности, т.к. с детства мне нравится Т-150 https://www.youtube.com/watch?v=X7Tf23BzAOw На Т-150 тракторист такой канонический, фактический-БРОНЯ!1 балл
-
Добрый день. Сразу скажу - в сварке я разбираюсь не лучше, чем свинья в апельсинах, а вот в людях получше. К сожалению сейчас среди управленцев активно распортраняется точка зрения, что человек является тупым придатком к машине. Дай этому человеку бумажку с последователностью действий и аппарат, и получишь на выходе положительный результат. При этом квалификация человека должна быть чем ниже, тем лучше (можно меньше оклад платить), главное, чтобы худо-бедно читать умел. Если задать подобному биороботу вопрос о том, ЗАЧЕМ он проделывает то или иное действие описанное в бумажке - получишь невнятный лепет. Максимум - цитирование инструкции по памяти. С тем же успехом можно спросить у рабочих засыпающих песок в бетон почему нужно сыпать ингридиенты именно в такой пропорции и что будет, если немного изменить соотношение. Ну и классической реакцией человека не понимающего сути происходящего на вопросы связанные с его квалификацией всегда является агрессия. Вспомините как учились в ВУЗе, ведь там уровень знаний преподавателей был в десятки раз выше уровня знаний студента, однако они крайне редко отказывались отвечать на вопросы ссылаясь на то, что "это чевидно" и т.д. Если контролер не может обьяснить на пальцах сварщику,что именно его не устроило в исследованном образце, то это не контролер, это вредитель. Ну и наконец об "общей лодке". Завод - предприятие крайне инерционное, для того, чтобы его развалить нужно портатить годы. Ну а если это рано или поздно все таки произойдет - биоробот спокойно перейдет работать в другое место. Разве клещи задумываются о судьбе собаки из котрой пьют кровь? Вам для себя нужно понять, чего вы хотите. Если спокойно работать, то делайте как все - будете спокойно получать оклад, а когда детали начнут возвращаться после аварии спокойно прикроетесь актом в котром сказано, что елать успешно прошла УЗК. Если хотите перестать гнать брак - общайтесь с руководством, арументируйте свои слова производственными рисками и растущим процентом брака, не переходите на личности. Тогда высока вероятность того, что на завод пригласят специалиста для перепроверки результатов УЗК, и, если вы окажетесь правы - биоробота выкинут заменив нормальным сотрудником. Сейчас же вы ведете деструктивную деятельность в отношении себя - портите отношения с котролером , который выставит вас перед руководством склочным и плохим сотрудником (прекрывать свою жопу биороботы как правило умеют хорошо) Вот типичный пример. - непрофильное образование "ПТУ и высшее электротехническое образование..." какие отношение имеет электротехническое образование к сварочному процессу - не понятно. Разве что закон Ома пригодится и гальванические пары... - перечисление регалий "Имеются документы об аттестации по 4 видам контроля..." - неспособность дать комментарии ни по одиному из вопросов поднимавшихся в этой теме. Зато "Не считаю нужным кому-либо доказывать свою квалификацию" - попытка прикрыть отсутствие знаний четким следованием инструкции "Контроль был проведен без единого нарушения технологии" (пациент был перебинтован с четким соблюдением правил наложения бинта, но, к сожалению это не помогло предотвратить профузный понос) - доказательство своей правоты "по факту", другими словами "один сделал как я хочу, а второй плохо, значит второй - плохой" все признаки биоробота налицо.1 балл
-
А ну зафтыкайте, парни, техносимфонию от нашего собутыльника соотечественника. http://youtu.be/m-5EbEyr7go @бензопилорист, первый трек напомнил милые сердцу времена когда только начинал осваивать компьютор и крякал/патчил нахрен мне не нужный софт. Открываешь кейген, а там музон хеrrачит мжвачне и ништяки с неба сыпятся! Кстати, кочял недавно достаточно большой сборник этих amr. А ещё радио есть: http://keygen-fm.ru/index.php/ru/-g-listen-.html1 балл
-
Всё это выполнимо, кроме этого пункта - Конечно можно в личке пораспрашивать электронщиков, но лучше отдать этот пункт на их суд, так-как, только они могут оценить силовую.1 балл
-
Эта ручка работает уже более 11 лет, пустотелый язычок у неё развалился через неделю после начала пользования и был заменён на выточенный - дальше без нареканий. Снаружи есть дужки для навесного замка - им и пользуюсь.
1 балл
-
Горелка на пропановый баллон. электроды LB-52U, ток 70-85 А, обратная полярность, разделка кромок, зашлифовка шва, сварочный аппарат "Ресанта" 160А. Основная труба 15 мм, сопло из автомобильного качка (поршневой советского производства), диаметр жиклера 2 мм. пока сопло на хомуте (для регулировки пламени) еще не пробовал деле.
1 балл
-
Швы Швы
1 балл
-
, да нет, целый день пашет, никто не жалеет. там еще вентиляторы стоят. ну вот сегодня доделали мелочи всякие и всё..объект готов. дальше узбеки маляры будут работать. а это мой набор сварщика
1 балл
-
предположительно: http://www.12v.ru/site.xp/050056052124.html1 балл
-
новый интернет-провайдер...реклама во всех почтовых ящиках..почитал... цены на 5-7% выше чем у *родного*. локальные ресурсы отсутствуют.. на неделе и монтаж кабеля по этажам прошел.. не.. спасибо.. я на *старом* лучше останусь..
1 балл
-
Рамки под солнечные панели и крепления.Народ готовиться к KazExpo 2017
1 балл
-
@xasad, Ну это уже совсем не похоже на Записки начинающего сварщика, скорее на итог жизни с последующим завещанием!1 балл
-
@pasadobl,для дома/хозабот/шабашек это ВЕЩЬ! явно может варить 4кой,если сильно не насиловать. главное-под дождь не попадать/не ставить на сырую землю.,бо будет ОЧЕНЬ бо-бо. сделайте под него 2х колесную тележку с прямой ручкой. ( у нас их называют *кравчучки*)) вот портативный ее вариант,много лишнего)) http://i.piccy.info/i7/6f5defe436c8923be0d740d62f4a2a8e/4-61-10/11523254/tachka_kravchuchka_hrom_500x500.jpg заметно облегчит перемещение. электроды на *переменку* дешевле. обратитесь к электрикам-силовикам-*пружина* -элемент им знакомый.( пусковой резистор для электродвигателей)через провод *массы* ,плюс провод с крокодилом на *массу*.больше витков-меньше ток. про *переключение* на трансформаторе вообще забудете
1 балл
-
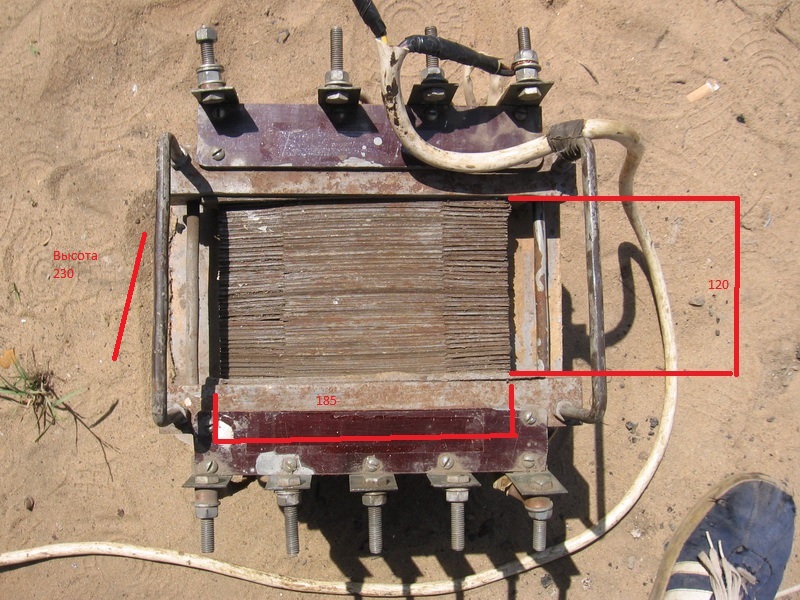
Здравствуйте уважаемые гуру! ). Начну как все). Денег на магазинный инвертор нет, а варить надо (в гараже надо полки приварить, уголок) Соседа по гаражу просить уже надоело. Попался за дёшево вот такой трансформатор. Померил размеры железа и обмоток и напряжение выходное. Размеры: Выполнен прямоугольником 120*185*230 Размер самого сердечника на котором обмотка померить не могу, для этого прийдётся снимать катушки. Размер самих катушек по вторичной обмотке: Высота катушки 140мм, Длина 85мм, Ширина 170мм Длина двух катушек с пространством между ними 230мм, Пространство 60мм Размеры провода: Первичка 3мм*1мм, Вторичка 12мм*3мм Напряжение на выходах вторички + 46,5В + 8В + 8В + 8В + 75В Выскажите своё мнение о нём. И пару вопросиков: 1) Чтобы померить ток холостого хода амперметр нужен именно для переменного тока или для постоянного тоже попрёт, а то мультиметр сжечь не хочется ). 2) Не получается варить тонкий металл (1,5мм), прожигает, подключаюсь к самой низковольтной обмотке (46.5В), но всё равно прожигает дыры. Если последовательно соединить обмотки по 8В (примерно 27В получается), то дугу зажечь почти анриал. 3) Стоит из него делать аппарат на основе постоянного тока или так и варить на переменке?
1 балл
-
@morgmail, @svarnjuk,Доброе время суток.Варил сегодня тавровое соединение.Получилось так,что варил первый слой электродом мр-з диаметром 5 мм.Электрод начал козырять,и видно было из под шлака как металл с электрода не ложиться на металл а проникает вглубь.Вобщем перекрыл я все это дело электродом 4 мм,той же марки.Нормальный ток получилось выставить только на электрод 4мм,потому что толи балластники настолько убитые,толи еще что то.Выкладываю фото.Покритикуйте,и подкорректируйте если что не так.Электрод вел с поперечными колебаниями петлёй.Металл не зачищен,слесаря жадные,не дали инструмент.У нас на предприятии и не зачищают.Все рутилом варим.
1 балл
-
Бронзы получилось 42кг. по 50 руб за кг. На фото остатки стояков, бронзу сфотать не успел. Вчера весь день просидели без металла, привезли только под вечер, это уже второй день незапланированного простоя. В этот раз трубы порезали на труборезе, но некоторые резы довольно кривые, как ни крути трубу, а зазор приличный остаётся. Слесарь сказал, чтобы я всю эту кучу сварил за три дня. Я очень старался и к вечеру кучка немного поубавилась.
1 балл
-
Да уж-реально ребятки потеют в будни
1 балл
-
Привет всем. сегодня у меня такой мангал вышел.
1 балл
-
У меня с этим получше, у заказчика десять подвалов (домов) и все чистые, ну и у меня всегда есть выбор, лезть или не лезть, вот в чём вопрос Не захотел он летом поменять компенсатор, а зря, дешевле бы было.
1 балл