Лидеры




Популярный контент
Показан контент с высокой репутацией 02.11.2013 во всех областях
-
Ну и после зачистки... Если заинтересовало кого - выложу фото шва с другой стороны....а то что-то как-то тут не оживлённо ,..."глухо, тихо, тёмная полоса, стал расчётливей из-за кризиса..."
 10 баллов
10 баллов -
@Васо_29, Да титанический труд. Врезка в обечайку ф580мм толщина 12мм и 30мм. Врезка в 273 трубу фланца, не помню какого размера, пусть будет 100мм.
9 баллов
-
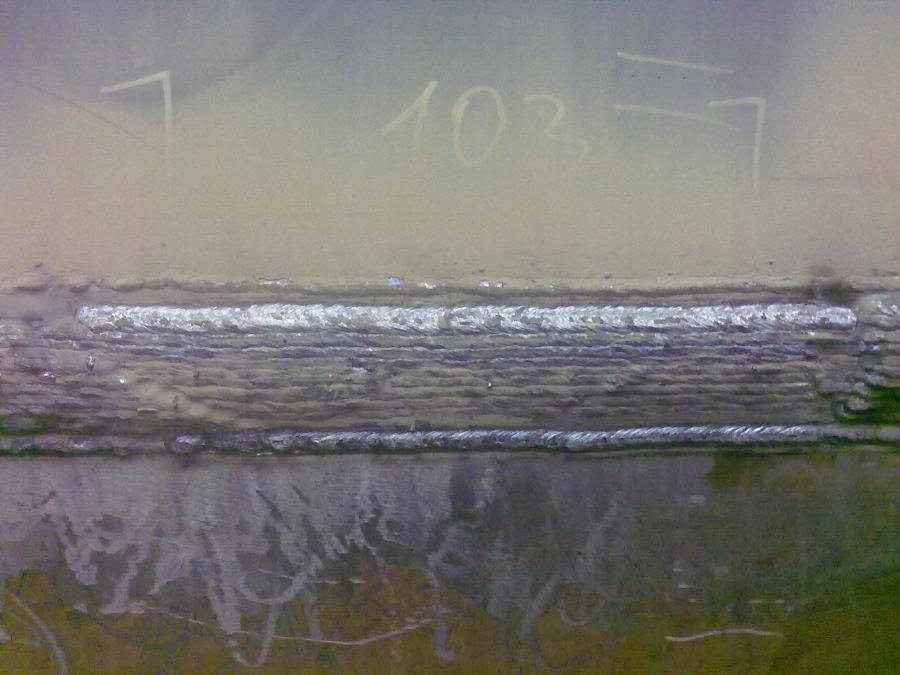
Как и обещал. Продолжение! Снаружи...габарит шва 90/10, электроды: 48Н-13, диаметр 5 мм Сортировать не стал, выкладываю всё подряд.... Восстановление паза и наложение радиуса:
9 баллов
-
Между делом сейф под ружье сделал.
4 балла
-
Отдельное спасибо svarnoi69 за информацию. Вот заказал, купил и перешил пришлось заменить полочки ( перед куртки) и воротник на кожу (это обрезки, которые остались) получилось вот что завтра поеду в ателье, надо поставить кнопки-застежки.
3 балла
-
А лучше не добивать аппарат, а дать отремонтировать знающим людям. Иначе можно только усугубить положение.2 балла
-
Если работать долго то такой же как постом выше только на 200 ампер,тиг 200 асдс.Если работать не долго,но качество швов нужно очень высокое и много тонкого то это гроверс 200 асдс,с полным набором регулировок сварочного тока.2 балла
-
[attachm ent=24463:20131102_120225.jpg]готовлю стык под сварку,труба 1220,стенка 18 мм,донышки будут 12 мм.
2 балла
-
Микрошлиф сварочного шва попробывал сделать . Для начала АМг-4 толщина 8мм , без разделки , без зазора . Присадка АМг-5 .Интересно посмотреть на свои швы и принять меры !!!!! http://websvarka.ru/talk/public/style_emoticons/default/ohmy.gif
1 балл
-
Этот вопрос, с некоторой периодичностью, задают на нашем и не только форумах, а потому, чтобы не плодить однотипные ответы, я решился на создание этой, основанной на собственном скромном опыте и навыках, темы. В данном случае мы рассмотрим ручную дуговую сварку допускных катушек ручной дуговой сваркой электродами с основным покрытием. Не нужно бояться пробовать. Под просвет трубы варят не боги и не маги, а такие же смертные, как и мы с вами. Мандраж, который часто сопутствует сдаче допускных стыков не только наносит удар здоровью и душевному равновесию, но часто является основной причиной некрасивых результатов. Понятно, что это важно, это ваша репутация и хлеб, но всё же постарайтесь относиться к процессу максимально легко и несколько отстранённо. Сейчас, как и во множестве других решающих моментов, нам нужна светлая голова и твёрдые руки. Катушки чистим от ржавчины, масла, задиров, заусенцев. Выводим притупление 1,5-2,5 мм (на толщине стенки 3 мм и меньше фаску не делаем). Выставляем зазор 2-3 мм (больше толщина стенки -- шире зазор), обычно берётся толщина металлического стержня электрода, оббитый электрод зачастую и выступает в качестве зазорника. Выставляем ток 50-60 А (на выносном пульте инвертора Кемппи это троечка) и зажигаем дугу на какой-либо металлической поверхности, пробуем. Ток должен быть максимально малым и вместе с тем обеспечивать стабильное горение дуги. Важно выставить правильный ток. Попробуйте слегка, без усердия, прижать электрод к сварочной ванне – прилипать он не должен. В этом режиме и будем варить. Прихватываем катушки между собой с соблюдением технологических требований. Закрепляем заготовку в неповоротном вертикальном (или, если требуется, горизонтальном) положении будущего шва, обеспечив себе удобный доступ ко всей поверхности сварки. Проверьте, что кабель ни за что не цепляется, что вы на него не наступили, что маска надёжно сидит на голове, опустите и подымите её (маску, а не голову) что светофильтр как раз напротив ваших глаз и обеспечивает хороший обзор. Военная хитрость. Если над душой не стоит проверяющий, разверните катушку вниз самой длинной прихваткой, на ней вы разожжёте дугу и с неё же поведёте корень. В ином случае не мудрите. Корень. Определяем самую нижнюю точку трубы, запоминаем по какой-нибудь рядом прилипшей козявке или пятнышку и зажигаем дугу чуть дальше от этого места (10-30 мм). Господа сантехники! Не нужно зажигать и гасить электрод с тела трубы! Исключительно и обязательно с поверхности фаски , либо её внешнего края! На потолке без лишних движений держим кончик электрода в зазоре, уводя понемногу вверх по мере сгорания (он словно сам продвигается). Ведите электрод чуть выше кромки формирующегося корня, чуть придавливая кончик электрода добиваемся горения дуги внутри трубы с формированием обратного валика, также следя за оплавлением обоих кромок: вы сразу заметите, если дуга бежит по одной, не оплавляя другую, на жаргоне сварщиков электроды “козырятся”, в этом случае останавливаемся и делаем “заход”. Если дуга горит исключительно наружу (это вы тоже заметите), значит у вас стянуло кромки (на жаргоне "слепой стык". Зачастую его можно проплавить на бо́льшем токе, но лучше прорежьте. Косячный электрод откладываем и берём другой. Не нужно их экономить, если образец не пройдёт контроль, вы будете готовы отдать не одну пачку за пересдачу, но будет поздно. Горячий корень шва не должен провисать соплёй; если это происходит, то либо ток чрезмерно большой, либо вы излишне медлительны. Выводя на положение приблизительно 40 минут (представьте срез трубы как циферблат часов) начинаем “раскачивать” горящий кончик электрода приблизительно на полдиаметра от кромки к кромке, оплавляя их и получив едва заметное “окно”, через которое вы опять же контролируете формирование валика. Уточнение. На малых толщинах и диаметрах это окно лишь угадывается, ни к чему его разваливать в дыру. Держите кончик электрода без колебаний, меняя лишь позиционирование держака чтобы на максимально низком токе обеспечить горение дуги, “шустрите”. Выводя на 50 минут желательно наклонить держатель от себя, обеспечив горение дуги непосредственно на край валика. В отличии от потолка, придавливать горящий кончик ни в коем случае не нужно и даже противопоказано, прожоги нам не нужны. Прихватки по мере продвижения дуги лучше полностью срезать (с требуемой развальцовкой кромок). В этом случае вы получите максимально ровный обратный валик. Выходя с “захода” и на “заход” добивайтесь оплавление края, часто для этого нужно на долю секунды придержать электрод. Заполнение. Заполнение, это просто. Зачищаем корень до чистого металла. Зажигаем дугу и ведём ванну, придерживая кончик электрода на краях для того чтобы оплавить кромки. В идеале, у нас получится в меру ровная вогнутая поверхность, которую можно обстучать от шлака или пробежаться болгаркой с дисковой щёткой, что лучше и быстрее. Иногда вам может показаться что проще сразу пройти облицовку шва, без заполнения. Здесь главное, не переоценить свои возможности. Да, LB позволяет набрать “жирную” ванну, но, при перегреве металла(который сам по себе недопустим) ванна может закипеть и выдать дюжину симпатичных пузырей, (“сыр”) которые в худшем случае останутся незамеченными, а значит, неисправленными. Также внимательно следите за стартовыми порами, часто появляющимися при зажигании дуги, особенно на ветру или холодном металле, зачищайте их болгаркой до полной вышлифовки. Также, целесообразно наложить дополнительный слой с потолка и на самом верху, не трогая вертикал. Облицовка. Облицовка всегда на виду, зачастую по внешнему слою судят о сварщике не только окружающие и начальство, но и не всегда компетентные представители техконтроля. Важно выдержать ровный, максимально гладкий шов (как яичко, говорят деды), некоторым образом это ваше лицо. Опять же, принимаем максимально удобное положение (катушку сложнее варить ещё и тем, что её не очень то удобно обнять, как обычную трубу небольшого диаметра, надёжно зафиксировав самого себя относительно стыка) максимально группируемся, используя доступную точку опоры, нас не должно болтать и потряхивать в мышечном напряжении. И забываем про весь окружающий мир, с этого момента ты робот. Выводить облицовочный слой нужно максимально размеренно, равными по частоте колебательными движениями, без резкого дёрганья и подрачивания, выписывания замысловатых фигулин и вывода дуги вверх по кромкам. Варите как автомат, как запрограммированный механизм, придерживая на кромках на небольшое мгновение, достаточное для оплавки и недопущения подреза, не забывайте что середина шва не должна проваливаться, обеспечивая равномерное усиление валика по всей длине; при должном заполнении, оно само получается как надо. Не уводите чересчур электрод от ванны, но и не царапайте её обмазкой (в этом случае остаются непривлекательные, похожие на дефекты следы). В отличии от корня, где мы выводим кончик электрода самую малость выше наплавки, здесь мы непосредственно держим дугу в сварочной ванне. Если появляется излишняя чешуйчатость, попробуйте прибавить ток. Понемногу, без фанатизма, не допускайте наплывов. Выводим на нижнее положение (верхняя точка) и, на завершении секунду-две держим горящий электрод в одной точке и гасим дугу выводя её чуть вперёд (не на тело трубы). У нас должна образоваться ровненькая неприметная блямбочка без кратера. Обив шлак снимаем зачистным кругом "замки" (как правило, в месте зажигания электрода получаются небольшие утолщения), аккуратно их закругляя, и сбиваем брызги. Чистить околошовную зону допустимо только металлической щёткой. Также смотрим образовавшийся обратный валик. Радуемся полученному результату или делаем выводы. Очень рад буду, если уважаемые коллеги сварщики дополнят или поправят меня в комментариях. И напоследок, немаловажный совет новичкам. Без практики ничего не выйдет. Тренируйтесь. Варите катушки снова и снова. Научитесь чувствовать металл, его поведение при сварке, предугадывать все возможные нюансы. «Не получается только у тех, кто ничего не делает». Успеха!1 балл
-
1 балл
-
Сгорел мой 125й рупес.. . 2 года интенсивной эксплуатации,2 замены щеток и больше никаких проблем.потом пшик-сперва огонь,потом вонь.ротор загорелся и подплавил корпус. в общем аминь. поскольку еще не отбито овер 1кг.уе,(споттер,девилбис,беккер) и кушать тоже чего-то надо,пока купил ЭТО сегодня прислали-сразу в работу. полтора метра 5ки (катет 7-8,усиление 2-4мм) заподлицо. потом 10 резов 75го. честно -был удивлен мощностью. внушаить. в редукторе-литола *от души* гремит правда зараза,как без смазки). в общем будем посмотреть..
1 балл
-
@AMBIVERT42, совершенно верно. Брима на 250 А это хорошее дополнение к гроверсу. Её можно загрузить работой на толстом алюминии или просто долгой на максимальных токах. А если понадобятся пульсы, работа на малых токах и толщине- тут поработает гроверс. Причём и им можно варить на максималке, но лучше недолго. Вместе по производительности эти два аппарата уделают почти любого европейца, а стоить вдвоём будут раза в два меньше чем хороший однофазный европеец. Насчёт ломкости гроверсы довольно надёжны, да и аналогом бримы-250 я отработал всё лето на максималке и в жёстком режиме- полёт нормальный.1 балл
-
Сфотайте, где они стоят, тогда, возможно, и получите ответ. Китайцы постоянно всё переделывают и изменяют. Потому я сейчас не припомню в стандартной схеме таких зверей. Хотя и предполагаю где они стоят.1 балл
-
Аппарат нормальный. Для себя хватит. Про ПВ у Линкольна - зря так говорите. Там ПВ расчитывается из цикла 10 мин. при температуре 40 С. Мы его аналогом, при температуре 10 С более15 минут подряд жгли электрода Ф4мм. УОНИИ 13-55 и не смогли загнать его в термозащиту.1 балл
-
Процитирую камрада ARGONIUS'а:"По удобству и функциональности-аналогичен лому,или кувалде."Лучше,чем он и не скажешь.Да,он-на 380 В.Но,зато,меньше грузит сеть. Качество-кому как повезёт.Пульсовый режим-весьма корявый.Частота переменного тока не регулируется.На малых токах ведёт себя невнятно.Требователен к стабильности напряжения в электросети.Зато на больших токах-отыгрывается.Если собираетесь работать с толстым металлом и помногу-самое оно.Дёшево и сердито.В идеале-иметь два аппарата.один-для тонких работ,с пульсом,регулировкой частоты и прочими наворотами,хорошо работающий в малоамперном диапазоне,второй-ломовой и простой,с хорошим запасом мощности.1 балл
-
Свари метр и поЩ(сч)итай.1 балл
-
Снова металлорукава. Пятница - снабжение "положило" на все и вся... Фото 2 - это.... Ну, вы и так поняли.
1 балл
-
Одно знаю что изготавливают в Ярославле, сейчас попробую найти эту фирму и написать им про конструкцию. Заказчику я уже два раза говорил, что все швы переваривать надо, но заказчик мне главные слова сказал про это изделие зато едит хорошо, сегодня он зановго привез, уже в третий раз на сварку. Думаю с таким клиентом зимой без работы не останусь.1 балл
-
@svarnoi69, К очкам газетку не положили)))
1 балл
-
тем временем,в параллельной вселенной... открыта продажа шикарных табуреток. подключение 220/380v. ток до 250A. price $72
1 балл
-
Сейчас вообще трудно что то предсказать с алкоголем, знакомый был на херсонщине на коньячном заводе, у начальства спросил где их продукт можно в розницу взять подсказали, говорят из жадности выпил с товарищами все что было утром было такое состояние что пил технических спирт занюхивая шевелюрой друга.. из собственного опыта, на прошлый н.г. взял бутылку текилы и не из дешевых, вечером с 31 на 1-е понятно что толком ничего не разобрал а вот первого в обед убедился что текила сия обычная сивуха подкращеная бальзамчиком на травах1 балл
-
установили сигнализацию, вчера и проверил время реагирования, охраны, отключил ее когда пришел в бокс, но на пульте видать она не сработала так прилетели. Утеплил ворота вчера пенопластом 50 мм толщина, знакомые дальнобойщики отдали. Работа на сегодня, второй раз перевариваю, за кого то, эту конструкцию, видать работа на зиму будет. Вот кто то наварил. Усилил приворил распорки из 32 трубу, да и шину 10. Сам мокнул электродом, в ванну, еле подобрался ко швам.
1 балл
-
Доброе время суток уважаемые сварщики.Варил сегодня две катушки,под визуальный контроль.для подтверждения разряда.Толщина стенки 8 мм.Притупление на глаз,примерно 2 мм,зазор 3 мм(но получился не равномерный,первый раз в жизни состыковал две катушки),электрод на корень УОНИ 13/55 3мм,Заполнение и облицовка LB52U 3мм.Варилось это все в вертикальном положении.Получилось вот так.Угол раскрытия мне кажется получился широкий, даже не знаю сколько градусов(переволновался чтоли, при разделке кромок).Обратный валик не равномерный,как и зазор.Очень хотелось бы услышать ваше мнение о шве, и замечания.
1 балл
-
@СварщикРучник, Здорово, Слава! Если совсем, положа руку на сердце, некоторое время назад я сам "ваял" похлеще. Но общение на форуме дает свои плоды. Я ведь теперь ржавчину чищу перед сваркой везде - от тяпки до крепления ДВС. Самоконтроль, типа. А почему бы и нет?!? Раньше ведь как. ТочкУ побольше и - алга, комсомол! Отгорит, куда на хрен денется??? Ан нет, не всегда...1 балл
-
там не только и блины вварены и поплавки сейчас мороз стукнет я думаю сами деньги принесут1 балл
-
@ЛехаКолыма,АК32-9шсв, с подогревом... На фото горелки на магнитах висят)))
1 балл
-
Может лучше убрать фото - вдруг ворованое. А я недавно нульсовую горелку АГНИ 03/07М с зипом на авито за 600руб приобрёл при том, что новая стоит 6 кусков.(пустячок а приятно)..1 балл
-
Прикольно! Но что-то я уже от нормального пойла отвык совсем. Постоянно же катанку пили... В субботу ночером пил с шурином и тещей вискарь, 1000рэ за бутылку. Он хвалил, а по мне так такая кака, что не приведи Господь ее еще раз пробовать! Вот такие вот дела... Теперь точно завязал надолго!1 балл
-
Замените в словах ковбоя Мальборо «курок» на «электрододержатель». http://vdownload.eu/watch/1255040-harley-davidson-amp-malboro-man-%D0%BF%D1%80%D0%BE-%D0%BA%D1%83%D1%80%D0%BE%D0%BA-%D1%81%D1%82%D0%B0%D1%80%D1%8B%D0%B9-%D0%BF%D0%B5%D1%80%D0%B5%D0%B2%D0%BE%D0%B4.html1 балл
-
И снова здравствуйте! Как говорил уважаемый АВН,"Я-на работе всегда!Даже,если пьяный на сеновале валяюсь..." Дык,вот...Который месяц (!) обещал жене доработать крепления для отвалившегося карниза под занавески...И,поди ж ты,наконец сподобился.Раздобыл тавровый профиль из алюминия,сделал в нём пропил,в который загнал с натягом кронштейн карниза.Затем обварил в аргоне. Таких деталек изготовил 3 штуки. Думал,ну,вот,сейчас поеду домой,карниз повешу и всё такое!Блажен,кто верует! На "запах аргона",несмотря на воскресный день,слетелись знакомый автомеханик и главный инженер ЖЭКа.Каждый-со своим несчастьем...Из автосервиса притащили переднюю крышку мотора ЗМЗ-409. Заварил борозду,оставленную соскочившей цепью: и пробоину.Вид снаружи: и изнутри: Следом на "операционный стол" лёг разорванный гидроударом корпус улитки мотопомпы: Завтра залатанная деталюха поедет к токарю,на восстановление резьбы под дренажную пробку. Мои помощники: Болгарка и дрель остались за кадром. А карниз я всё-таки поставил!
1 балл
-
всем привет,я новенький в вашем сообществе,получил диплом с 4 разрядом гдето чуть больше года назад,после защиты ушел в армию,где провёл год,сеичас работаю на казанском верталетном заводе,цех где работаю заниматся ремонтом электро оборудование завода и трубами(вода,воздух)наставник у меня был хороший научил меня варить трубы и нержавеику,к сожеление про другие сплавы металов только в нете читаю поскольку их у нас не используют,сварка труб и рочее получается качественная(не течет,дует),но шов мне не шибко нравится какойто он свиду толи тонкий толи недостаточно красивый.вобщем буду учится вместе с вами,научусь выкладывать фото то выложу пару своих работ.1 балл
-
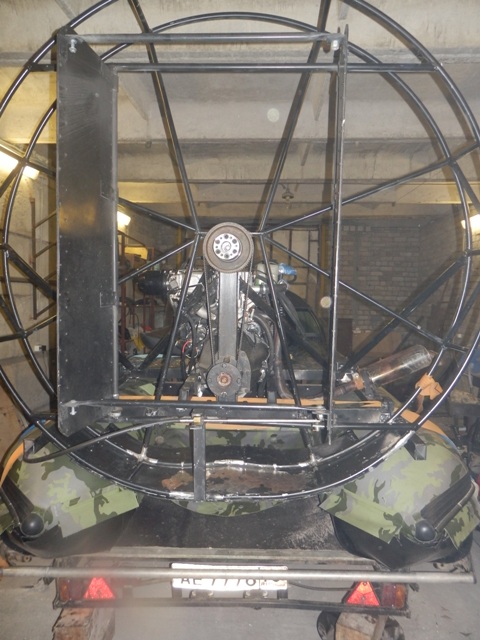
Кому интересно , весной собрал станочек для круговой обварки деталей любым видом сварки до 200 А , реверс , скорость 0 - 10 об.минуту
1 балл
-
@svarnoi69, главное, шоб герметично! и держалось. А мне бы хотелось вот с такой картинкой футболочку: http://dontai.com/prettybuttoner/wp-content/uploads/2012/08/P1060721.jpg А вот тут много сувениров про сварку. В основе своей футболки. http://i1.cpcache.com/product/381352879/womens_tank_top.jpg ("сварщик делает это жарче") http://www.cafepress.com/+funny-welding+gifts1 балл
-
"... - Вжжжжик! - сказала пила и распилила бревно. - У-ууу, мля!!! - сказали русские мужики и засунули в пилу рельс. - Хррр-дзинь - сказала пила и сломалась. - А-а, мля... - сказали русские мужики и пошли играть в домино".1 балл
-
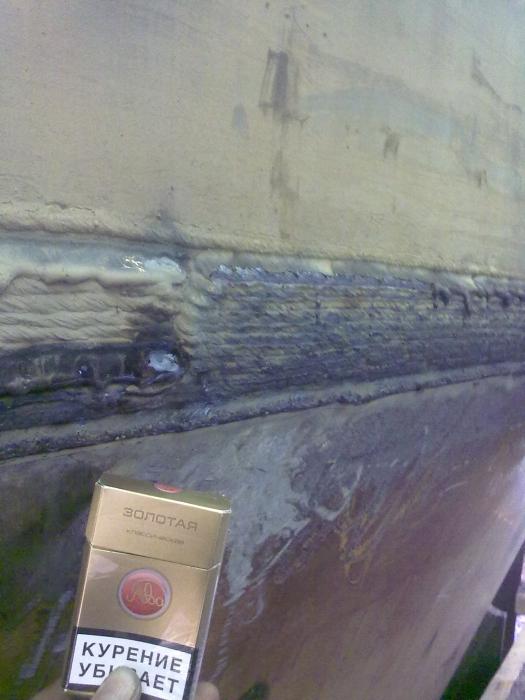
Всё начинается с малого.Сначала - "это же под воду",затем и газ так начинают варить.Я такие картины наблюдаю регулярно.Даже "прикалываю" коллег по цеху : "это ты воду варишь?" - "Чего не видишь,газовая ветка" - "Да ну,а где зазор?" - "да пошёл ты..." В этом диалоге сказано всё,а ведь первым кирпичиком в этом фундаменте было элементарное пренебрежение рядовым требованием.Одно дело,когда в подвале,по колено в воде тебе необходимо залатать ржавую трубу с сочащейся из неё водой,другое-это в нормальных условиях забить на требования. Нередка картина,когда стык вместо нормального шва представляет собой гору срани,да ещё и труба рядом со швом,как дятлом истыкана.Затем слесарь наводит красоту,да так,что у трубы появляется талия рядом со "швом"-его,как Церетели слесарь (или сварной) тоже болгаркой выводят.Выглядит это всё убого.Но это,в принципе,дело вкуса,о нём не спорят.В итоге и получаем посредственность,кого винить? Я тоже проходил все эти стадии,и трубу ожогами усыпал,и болгаркой грешил от души,и непровары (осмысленные), и швы-горбы ...Думаю,большинство коснулось этого в начале своей карьеры и,считаю,это не преступлением - это всё моменты наработки опыта,а вот первести перчисленное в норму и правило,неумение и нежелание исправится и научиться - это уже серьёзный косяк. Эти снимки уже мелькали на форуме.Варили аттестованные спецы с серьёзным стажем за плечами: Первый снимок - сотка труба,поворотный стык ( и это с учётом того,что корень ему аргоном проварил....,облицовка!),вторая - 219-я,горизонтальны стык. За это и речи нет,в этом случае важен результат любой ценой и эстетика уже на втором месте.
1 балл
-
Нашел фото пятилетней давности,у друга на странице вконтакте.Ну где я понятно,а рядом друзья,почти как родные уже много лет,и в горе и в радости.
1 балл
-
@Менгон, да не всегда Позади меня дядя из тех, кто первыми спустились на погибший "Курск". Завоевать уважение у таких парней- ради этого стоит жить. После общения с ними, я плюю в рожу всяким каратистам и прочим качкам, ибоб реальный крутяк- это они. Я горд тем, что могу поздороваться с ними за руку. Сами понимаете, что самывй крутяк не дадут снимать.
1 балл
-
Здравствуйте! Меня зовут Павел и я - не сварщик. Сервис-инженер одной большой конторы. В основном обслуживаю, запускаю, ремонтирую оборудование Lincoln Electric во всех сферах народного хозяйства от гаражей до заводов "Атоммаша". Почитывая этот форум узнал, как же далёк от простого народа, потому что привык иметь дело только с импортным профессиональным оборудованием. Однако бесконечно восхищён тем, что умеют наши сварщики в массе своей не избалованные качеством оборудования.1 балл
-
@Рудольф Шнапс, Все свободны, а Вас Шнапс, я попрошу остаться.http://f3.s.qip.ru/IA4wMgV6.png1 балл
-
Торцеватель Извените за качество, первое видео, да и одному не удобно снимать. http://www.youtube.com/watch?v=DM6eImHQNBU1 балл
-
Автор работы: Robert Hall Источник материала: Bender Bending Rodriguez a.k.a. 'Bender' woodstove Переведено: специально для форума Вебсварка Внимание: орфография, пунктуация и стилистика - авторская. Это снова я, сегодня я приберег для вас нечто веселенькое. Недавно я был в своей новой мастерской, и прохладные вечера навели меня на мысль о создании приличной дровяной печи. Пару дней назад за просмотром «Футурамы» меня посетила поразительная идея, кстати я был в говно. Три недели спустя 5 газовых баллонов, 5 кг сварочной проволоки, 90 литров углекислого газа, куча стальных кусков, преимущественно 1.2 миллиметровые листы, немало штукатурки и несчетное количество алкоголя – явились результатом моих усилий. В работе с такими проектами, я рисую готовый объект и вешаю его на видное место. Это помогает мне визуализировать каждый элемент для его создания. Также периодические взрывы хохота не на шутку пугают моих соседей. Чтобы с этим справиться, я нашел достойный постер нашего парня в полный рост, увеличил его в масштабе и перенес на бумагу (Я использовал обклеечную бумагу из местного строительного магазинчика, стоит гроши). Теперь надо найти газовые баллоны: я использовал пару 13-ти килограммовых, один 19-ти, а также два больших по 47 кг. Маленькие подойдут для головы, средний – для ног, а самый большой – для корпуса. Темный прямоугольник у стены за баллонами – это 4-х миллиметровый лист, который я стянул на местной свалке. Я срезал верхушку и дно большого баллона и разделил его пополам. Затем вырезал из другого большого баллона два удлиненных треугольника, чтобы соединить те половинки. Я не могу сказать, какие были размеры, потому что, честно говоря, я был в говнище. Базовая математика, простой чертеж в масштабе – и вы сами узнаете размеры. Для начала вам понадобится подобрать нужный уровень изгиба для каждой детали, для этого я использовал ту здоровую наковальню и большой молоток. Хорошенько сварите их вместе, затем сделайте шов с ОБЕИХ сторон. Это бачок для тела, в нем будет по-адски жарко. Вам действительно надо уделить особое внимание варке, если вы будете не довольны работой – переделайте. Это поможет избежать мороки в будущем. Для плечевого пояса надо вырезать два полукольца, позже вы их подрежете, и они будут короче, но лишние части облегчат следующий шаг. Здесь я использовал тот же самый большой молоток. Как видите это плохо отразилось на плитке во дворике, ну да ладно. Накладывая полукруги друг на друга во время обработки молотком, вы заметите, что изгиб формируется сам собой… Ваш результат должен быть похож на мой. Отрежьте выглядывающие концы и сварите, затем примерьте остальное на корпус и подгоните… Он начнет принимать такую форму Сделайте отметки и отрежьте/сварите место второго перекрытия и наварите. Отрежьте лишние края сверху туловища и наварите. Вы можете все увидеть на фото. Я также привел в порядок низ, проложил здесь строчку в 6-7 см от основы. Не варите низ с самого края туловища. Вы увидите, как здесь можно справиться чуть позже, хе-хе. Переходим к голове. Вам понадобятся оба баллона по 13 кг. Сначала обрежьте первый баллон прямо там, где начинается изгиб, затем сварите его по диаметру со вторым баллоном, дабы достичь нужно длины. Заметьте, нижняя «челюсть» меньше по диаметру, чем сама голова. Так что не перестарайтесь с ней. Остальное можно легко понять по фото. Глаза делаются довольно просто (просто берем пластину, выбиваем нужную нам форму. Я использовал модифицированную трехфутовую киянку и молоток с круглым бойком). Вероятно, вам потребуется потренироваться для достойного результата. Ах да, наденьте перчатки, отдача вряд ли порадует ваши пальцы. Просто начните с пары прямоугольных кусочков и подправьте их, чтобы они подходили для приваренной ранее «глазницы». Теперь привариваем глаза внутрь «глазницы». Чтобы сделать для него антенку, просто начните с диска немного больше, чем вам требуется, затем, уменьшайте его круг за кругом. Повторите по мере необходимости, затем работайте более плавными, легкими и продуманными движениями. Сделайте простую трубку, а затем приварите на нее шарик (шаровая опора от автомобиля отлично подходит по размеру). Сошлифуйте краску и вуаля. Для самых щепетильных из вас, я добавил сигару. Она на самом деле полая, но вы можете добавить элементарный клапан, чтобы из нее выходил дым. Голова полностью полая, и если вы выполнили сварные швы на совесть, они будут дымонепроницаемые. На этом этапе можно легко представить, как он будет выглядеть в конце, сейчас же я дам вам неплохой повод посмеяться... По крайней мере, вы на славу похохотали? Ну хоть некоторые. Хорошо, вернемся к работе, к чему-то более... э-э, серьезному? Кого я обманываю, я ведь показываю вам, как построить 5,5-футовую робопечь на ногах... Я смеялся про себя почти безостановочно на этом этапе, удивляюсь как мои соседи не упекли меня в дурку)) Хорошо, теперь ноги. Для ног понадобится верхняя и нижняя часть 19 кг баллона. Ноги сделаны из блоков со швами с обратной стороны для придания им изгиба. Когда вы будете довольны позой, заварите их. Из-за того, что я использовал прямоугольные блоки, я удвоил их прочность. Пластина на вершине предназначена для прикрепления ног к телу. Очистите их от краски, и затем приступите к действительно кропотливой/ утомительной работе. Я приварил полоски лома к плоской стороне, они действуют как распорки для "ножных" деталей. Прелесть использования тонких листов заключается в том, что вы можете довольно просто согнуть их, чтобы детали располагались там, где вам нужно. Сделайте трубку нужного диаметра (руководствуясь эскизом), сварите, очистите, бла-бла-бла. Добавьте еще распорки. Примечание: устанавливайте их в обратном направлении, это придаст стабильности. Чтобы трубки ног подходили друг к другу, неважно под каким углом вы срежете верхний край нижней трубки, захватите то же расстояние от нижнего края верхней трубки. Я знаю, это тёмный лес, но просто попробуйте, вскоре в этом появится смысл. Если вы сделаете угловой срез баллона, у обрезанной кромки будет больший диаметр, чем у оригинального цилиндра... Чтобы два этих компонента шли вровень, вам нужно срезать их по голубой линии. Режьте, варите, ругайтесь, избавьтесь от путаницы, сдавайтесь, возвращайтесь и пробуйте еще раз пока вы не достигнете верха, а затем приступайте ко второй ноге. Подровняйте внутреннюю опору ноги, чтобы она была плоская, и приварите к прямоугольной пластине. Убедитесь, что пластина подходит под основание тела. Предварительно просверлите сквозные отверстия для болтов (M12 должно быть достаточно). Приварите последние детали ног, сточите сварные швы и очистите… ...и вы получите пару довольно симпатичных ножек И прикрепите к телу, скажите, вы хоть сейчас смеялись? Нет? Э-э-э, идите-ка проверьте пульс, я думаю, вы уже умерли со скуки :P Просто приварите четыре коротких болта на корпус так, чтобы они проходили через просверленные отверстия на пластине для ног. Поскольку основа тела заделана, она скрывает все болты и гайки. Хорошо, теперь пришло время для загребущего и сжимательного (Это руки не для слабаков из "Футурамы"). Сверьтесь с полноразмерным рисунком, произведите стандартные математические расчеты (я только что услышал нервный вскрик?), и вы получите размеры для рук. Опять же, если вы не уверены, то сделайте шаблон с рисунка, дабы все было как надо. Вырежете пластину нужного размера и сварите ее концы... Очистите и установите на руки. Вы видите на фото, что диск приварен как изнутри, так и снаружи, потому что во время очистки внешней варки, целостность может нарушиться. Сварка с двух сторон не позволит этому случиться. Пальцы сами по себе - это всего лишь трубки и еще один пример "ленивого сгибателя-человека". Заварите и очистите, вырежьте небольшой диск, чтобы закончить кончик пальца и решите, как вы хотите прикрепить пальцы… Для "хватательного" решения, пальцы естественно согнуты... ...для "сжимательного" - так он может держать бутылку пива (прошу прощения за смазанное фото - результат сочетания огромного количества кофеина и дрянной камеры). Как здесь видно, у него по крайней мере достойный вкус (хотя технически это не пиво, а тормозная жидкость. Как-то сломались тормоза, а у меня не было под рукой бутылки из-под молока, мда) Поза ленивых сгибающих рук. Переберите возможные варианты и остановитесь на понравившемся. Теперь закрепляем. Здесь вы можете увидеть, как рука крепится к телу. Скрепляйте руку, пока она не дотянется до низа корпуса. Нет необходимости заводить руки за корпус, деталь плеча полностью закроет небольшой зазор. Так, переходим к плечам... Снова используя сферические диски, сделайте плечи, пусть они будут большими, позже придется урезать их для достижения нужного угла с корпусом. Следующий шаг, это настоящая морока… я слышу стон? Вам не только надо прикрепить его к телу, но и прорезать отверстие для руки... наслаждайтесь :P Вся соль в том, что вы прилаживаете изогнутый диск к изогнутому корпусу, также пытаетесь вырезать отверстие через указанную панель для углового цилиндра. Просто будьте готовы сделать несколько деталей на замену. Четыре "предыдущие версии" дисков сейчас валяются у меня под лавкой и сгорают от стыда... ага :P Не все получается идеальным, так что не корите себя. Когда вы решите удалить краску, вам понадобится шлифовальный круг (у нас действительно толстый слой краски и толстый слой защитного покрытия, от которых нужно избавиться), используйте маску или работайте на открытом воздухе. Я умудрился отравиться, пришлось поболеть в течение нескольких дней из-за пыли. "Сошлифуйте" краску, затем пройдитесь лепестковым кругом, и наш друг будет выглядеть просто отлично. Не пытайтесь довести дело до идеала, в этом случае вы либо сотрете сварочные швы, либо дадите недостаткам вырваться на всеобщее обозрение. Хорошо, перейдем к дверце. Найдите небольшую деталь для затвора (я использую около 10 мм) или, в худшем случае, сделайте ее сами. Эта штука слишком глубокая, так что я немного подрезал ее... Просто срежьте немного, затем отшлифуйте для ровности. Чтобы загнуть ее, просто прижмите конец трубки и согните его руками... Теперь вырежете несколько полос с другого баллона-донора, которые будут служить опорой для вашей детали с выемкой. Сначала соедините их, чтобы убедиться, что они подходят друг к другу, и затем только сделайте сварной шов. Пришел черед самого сложного, вам придется просверлить отверстия (около 8 мм) в корпусе, это будет своего рода точечная сварка. Убедитесь, что вы отшлифовали сварочные швы внутри бака, иначе полосы не будут плотно сидеть... ...затем прижигайте точки... пока не доберетесь до стороны с петлями... ...просверлите и прикрепите петлю... Последнюю часть трубки устанавливаем на место, измеряем и обрезаем лишнюю сталь, чтобы она идеально сидела на петле (вы видите, я сделал петлю уже, чтобы она подходила к рейке, все просто - никакой суеты). Итак, вот что должно у вас получится А теперь заварите швы, части на обратной стороне корпуса, за петлями И теперь просверлите отверстия и приварите рейку на ее законное место Затем просверлите отверстия в данном месте, постарайтесь убедиться, что края очищены по всему периметру двери, если это не так, не беспокойтесь, ведь у вас есть угловая шлифовальная машина... Ладно, теперь пришло время дверной защелки. Здесь я использовал пару болтов M12 (без резьбы они удобнее, да и выглядят аккуратнее). Для двери просверлите отверстие, поместите болт до конца, вырежете трубку небольшой длины и вуаля... Теперь подрезаем дымоход / плечо. Все делается так же, как и в случае с соединения деталей руки / ноги, но здесь мы используем части потолще. Для дымохода НЕ ИСПОЛЬЗУЙТЕ МАТЕРИАЛ МЕНЬШЕ 5 ДЮЙМОВ. Он не подойдет. Не будет обеспечиваться необходимая тяга и при сжигании древесины креозот будет забивать трубу. Вырежете отверстие на плече, подходящее для трубы. Очень-очень хорошо потрудитесь над сварными швами, они будут находиться под сильным давлением. Чтобы понять, как соорудить поворотную заслонку обратитесь к моему гиду по созданию печи на газовых баллонах, я слишком ленив, чтобы повторять эти шаги здесь. Тоже само касается и решетки :P Хорошо, теперь нижнее отверстие. Здесь я использовал другой (вот это неожиданность) газовый баллон. Просверлите сквозное отверстие через все три части для рейки / прутка, или что вы там выбрали... Теперь прорезаем сквозные отверстия в опорной пластине (я использовал плазменный резак, так гораздо проще). Убедитесь, что пруток свободно вращается, затем сварите. Убедитесь, что ноги отсоединены - начнется месиво (по меньшей мере), если они вмешаются в работу. Теперь вырежете три слегка вытянутых диска, это будут клапаны, придайте им форму, они должны быть одинаковы, насколько это возможно. Примерьте их и и в случае необходимости подправьте. Если вы всем довольны и пруток вращается, то можете сваривать. Приварите ручку для вращения прутка к основанию, и работа сделана. Глаза и рот сделать достаточно легко, просто выберите выражение, которое вам нравится больше всего, и используйте эмалевую краску (она прослужит дольше в условиях высокой температуры). Я нарисовал полуприкрытые глаза, смотрящие немного в сторону, это придает ему вороватый злобный взгляд, которого я и добивался - будто он замышляет нечто подлое. Вот и все. Вы хорошо постарались. Поставьте его, зажгите, откройте банку пива и хихикайте про себя, по крайней мере, весь следующий месяц. О, и дайте мне знать, если вы сделаете такой сами, я бы с удовольствием посмотрел ваши фото. Как говорил Дуглас Адамс: "Собирайте падающие камни, парни", или в нашем случае - кусочки металла. Увидимся! http://www.youtube.com/watch?v=4uxAQuTZ0l8
1 балл
-
под присадку ещё идут латунные крышки из под радиаторов их нарезаешь и вперёд. я делал так: предлагаю клиенту самому сесть на бак с противоположной стороны, если он в отказ - тогда "досвиндос, амиго" !1 балл
-
@Борис С, ну надо помнить, что СО2 тяжелее воздуха, поэтому заполняем бак будто водой. Надо обеспечить ламинарный поток газа из шланга, т.е. не нужно вдувать СО2 выкрутив кран на полную, а медленно заполнять устанавливая расход на редукторе 5-10 литров. Шланг нужно опускать как можно глубже в нижнюю точку, а в верхней точке оставить отверстие для выхода воздуха. Чаще всего это выглядит так - все дыры затыкаем, оставляем только заливную горловину, чтобы она была как можно выше, через нее опускаем шланг, пропихиваем его как можно глубже, открываем СО2 и идем пить чай с печеньками Через некоторое время, берем газовую горелку с китайским баллоном и шприц самый большой, который только есть в продаже (груша она же клизма - тоже подойдет), на шприц цепляем короткий шланчик. Зажигаем газовую горелку (подальше от бензобака), берем шприцем пробу воздуха (правильнее наверное сказать атмосферы) из бака и сразу выдуваем содержимое на пламя горелки, если пламя сдувается, то все ОК и можно варить, если поддерживает горение - продуваем еще. Чтобы не ошибиться - горит проба или нет, надо взять пробу из незаполненного СО2 бака и посмотреть как горит смесь, тогда точно разницу будет заметно. При сварке подачу СО2 не закрываем! Ну и перекреститься перед сваркой - тоже не помешает))))1 балл
-
Продолжу передачу "очевидное , но непонятное " Набил сегодня керамику металлической губкой для посуды-вроде как Линза. Мазута пошла )) на заполнении защита отличная, на облицовке немного не хватает. Погонял валики по пластине с "набивкой" и без, на одном токе и расходе-результат на лицо .
1 балл
-
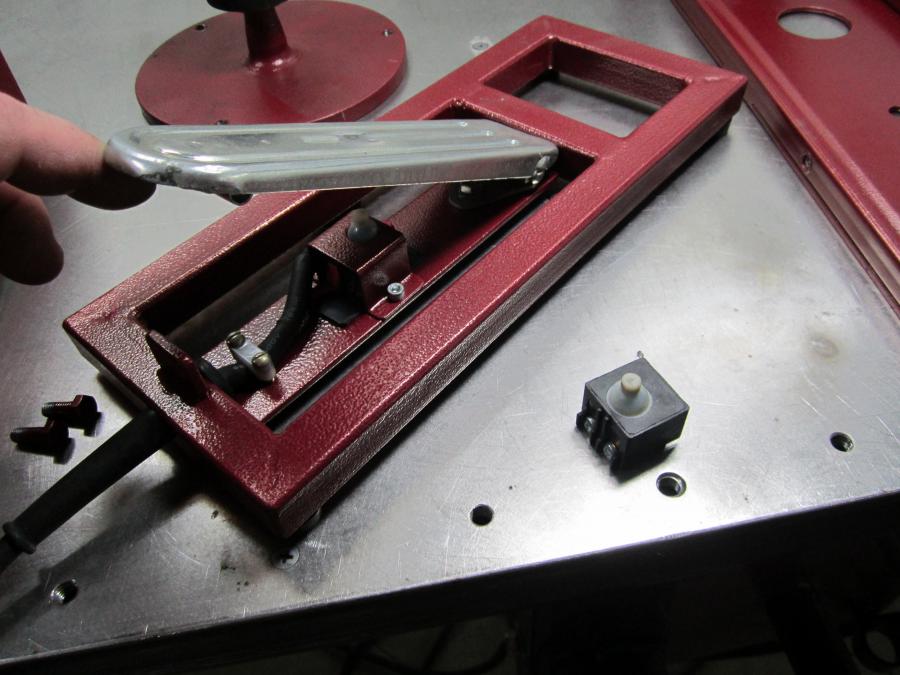
Любую горелку можно модернизировать , установив "зацеп" , что улучшает управляемость горелки и рука значительно меньше устает .
1 балл
-
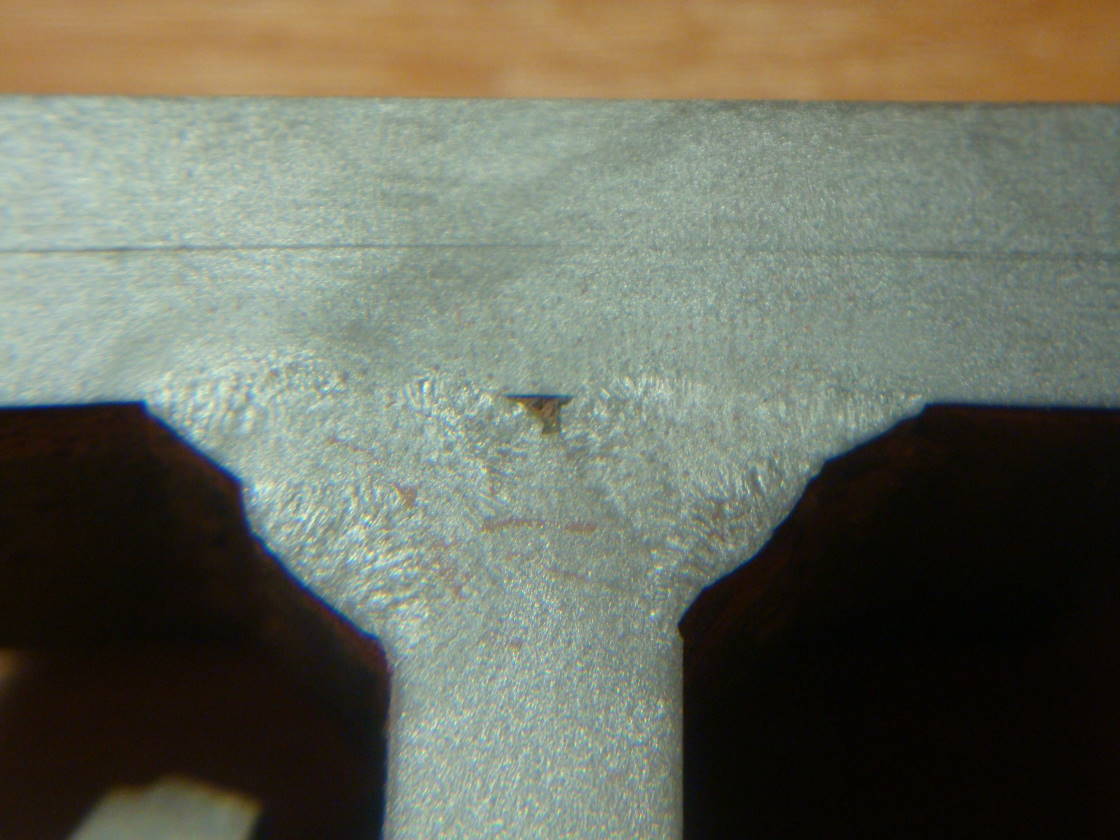
Я через лупу с зумом приладился фоткать . Попробывал счас окунуть в раствор медного купароса с повареной содой - думал может лучше будет . . Структура проявилась !! А вот люминь испортил вроде - граници провара исчезли почти , зато структура проявилась . Металл сталь 12мм и 10 мм , варено ПА в три шва с каждой стороны . Корень не проварен .
1 балл