Лидеры




Популярный контент
Показан контент с высокой репутацией 25.10.2013 во всех областях
-
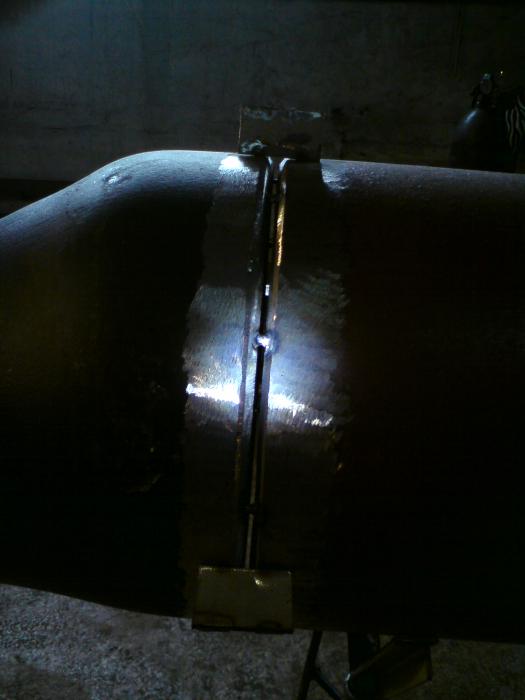
Обваривал флянцы, тока с одной стороны.
 10 баллов
10 баллов -
Вот таие пироги, а электродом так и не заварил не 1 трубы(нет опыта)
8 баллов
-
Начинаю гадать.В следующий раз будет в арифметической или геометрической прогрессии.Привезли два сразу.Сделал.
4 балла
-
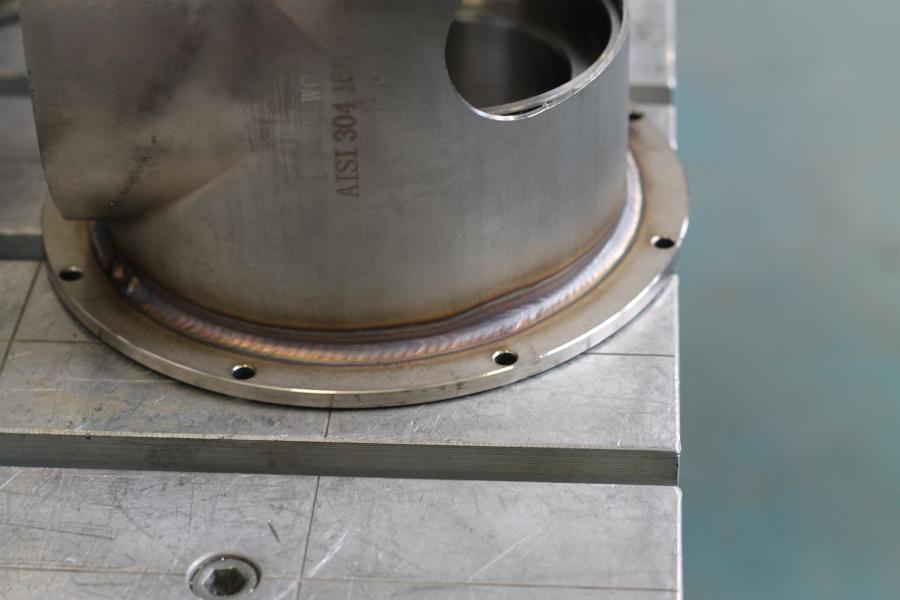
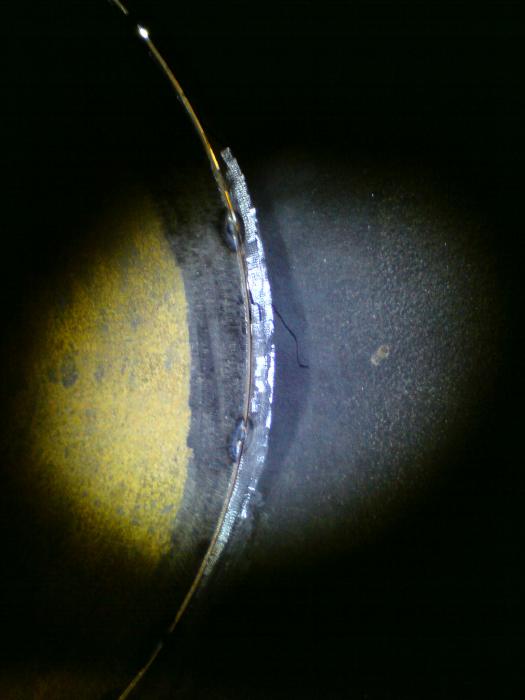
Вот такая вот штука, трубка диаметром где-то 12 мм, отломалась от основания. Пришлось делать две операции. Первая попытка была неудачной, т.к. фланец массивный, а трубка очень тонкая, где-то не приварилось, пора вылезла. Пришлось отрезать трубку чуть выше и с внутренней стороны обваривать трубку загнутым вольфрамом, на фото как раз стадия проверки пенетрантом, после обварки. Ну а вторая операция прошла удачно и гораздо легче, т.к. надо было трубку к трубке уже варить.
4 балла
-
4 балла
-
@AMBIVERT42, траверза, примерно 4 метра длиной, сварена на скорую руку. На данный момент собираем конструкции длинной 18 метров, старой траверзы, длинной примерно два с половиной метра, не хватает, чтобы таскать 18 метровые трубы и сваренные из них части. Целиком 5-ти тонный тельфер конструкцию, которая весит больше 6-ти тонн, не поднимет. Поднимаем с одной стороны погрузчиком, с другой стороны тельфером через траверзу, поставленную поперёк собранной рамы. Но в принципе штука универсальная,другие длинномерные грузы тягать тоже может. Рымы для остропки конечно же, но мы как правило цепляем за выведенные вверх концы рымов, как за крюки. Снизу приварены ножки, из профильной трубы, чтобы было удобнее зацеплять и отцеплять.3 балла
-
Слепил траверзу из подручных материалов.
3 балла
-
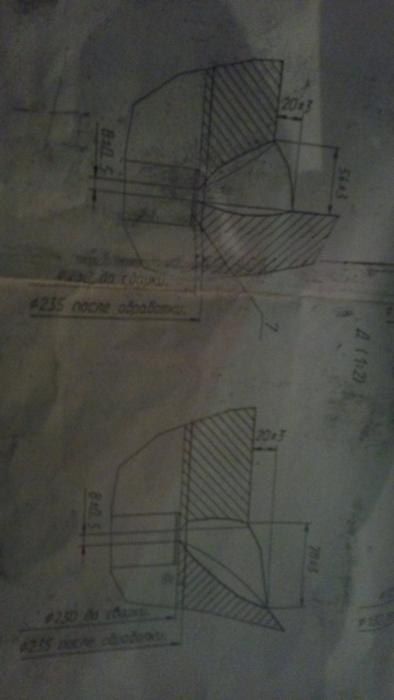
Эх,красота-ляпота у Брауна А у нас веселуха прёт.Собрался весь букет в одном стыке (РАДС+РДС+П/а). Штуцерок 325х45 .Было немного жарковато. День первый....По кольцу РАДС. Заполнение разделки РДС электрод ф4 МТГ-02. День второй... П/а в смеси 80/20 наваливаем КаТеты Жутко много сварки
3 балла
-
поставил и подогнал вторую дверь.
3 балла
-
В третий или четвертый раз меня спросили : А у тебя есть сварочный аппарат, который работает без электричества ?!? "Кемпингисты" так называют автономный мобильный св. агрегат, типа "Айзенмана". Есть, отвечаю. Суперклей и изолента (скотч)...2 балла
-
При любом виде сварки в любых положениях,отличных от нижнего,величина тепловложения даёт ой как много.Если в нижнем положении с тепловложением допустимы некоторые вольности,то в потолочном и вертикальном очень важно поймать оптимум.Оптимум-это когда металл плавится на необходимую глубину,но,за счёт теплоотвода в свариваемые кромки,ванна по консистенции достаточно вязкая и небольшая по размеру,чтобы противостоять вытеканию металла.Стоит перебрать ток,как ванна увеличивается в размерах,металл разжижается и вытекает...Сварка в потолочном положении ведётся на токах,больших,чем при вертикальном положении.Вытечь металлу мешает и давление дуги.В других положениях шва оно практически не ощутимо (если ток находится в разумных пределах),а в потолочном-хорошо чувствуется и помогает удержать ванну.2 балла
-
Извините, что случайно влез, но при словосочетании "плазменная сварка алюминия" у меня автоматически сносит крышу и лезу всех "поучать". В классическом варианте плазменная сварка является логическим усовершенствованием аргоно-дуговой сварки не плавящимся электродом. Приношу извинения за академический стиль, но являюсь штатным сотрудником НАН Украины и более 17 лет занимаюсь вопросами плазменной сварки алюминиевых сплавов. Как, видимо, писали раньше на форуме, отличие плазмы от обычной дуги не плавящегося электрода - это препятствие расширению столба за счет обжатия его потоком инертного газа. В отличие от горелки TIG в плазмотрон добавлено еще одно медное сопло. При плазменной сварке алюминия возникают практически те же проблемы, что и при обычной аргоно-дуговой сварке вольфрамовым электродом. Необходимо удалять оксидную плену с поверхности изделий непосредственно во время сварки. Потому варят или на постоянном токе прямой полярности или на переменном токе. Во времена Советского Союза серийно выпускали установки для плазменной сварки на постоянном токе УПС-301 ( для ручной сварки) и УПС-501 и УПС-803 для автоматической. Аппараты для плазменной сварки на переменном токе серийно не выпускались (были единичные разработки под конкретного заказчика, но эти темы велись под грифом оборонки и упоминание о них найти уже трудно). На данный момент у производителей просматривается две схемы создания оборудования для плазменной сварки - специализированная установка для плазменной сварки и плазменная консоль плюс источник питания для аргоно-дуговой сварки. Для сварки алюминия на переменном токе в России и если постараться то и в других республиках бывшего Союза (не путать с Таможенным, ех забанят за политику) можно приобрести установки для плазменной сварки таких фирм - EWM Tetrix 350 AC/DC Plasma (цена со склада в Фрицланде около 13000 европейских рублей, а с учетом охлаждения, плазмотрона и других обвесок набегает до 18000 евро), Merkle - P 421 AC/DC-PT11 и P 601 AC/DC-PT11 (17980 евро и 22800 евро), SBI - PMI-380 AC/DC TL (цена с учетом горелок в районе 35000 евро), Castolin Eutronic GAP-3002 AC/DC (это чудо еще позволяет выполнять и сварку-наплавку с использованием порошка - цена в районе 36000 евро без горелки, охлаждения и других опций). Относительно плазменных консолей для сварки на переменном токе, то их выпускали Castolin, SBI и Fronius. К сожалению, они уже сняты с производства. Я не затрагивал производителей Китая, Южной Кореи и Тайваня. У них тоже есть установки для плазменной сварки алюминия на переменном токе, но о их цене я пока еще не знаю. Если появится интерес - пишите. Чем смогу по плазме, тем помогу.2 балла
-
Выставлял центральную стойку.Совмещать дверь,лобовую рамку и стойку ,подогнать зазор дверного проёма.Это неописуемо.
2 балла
-
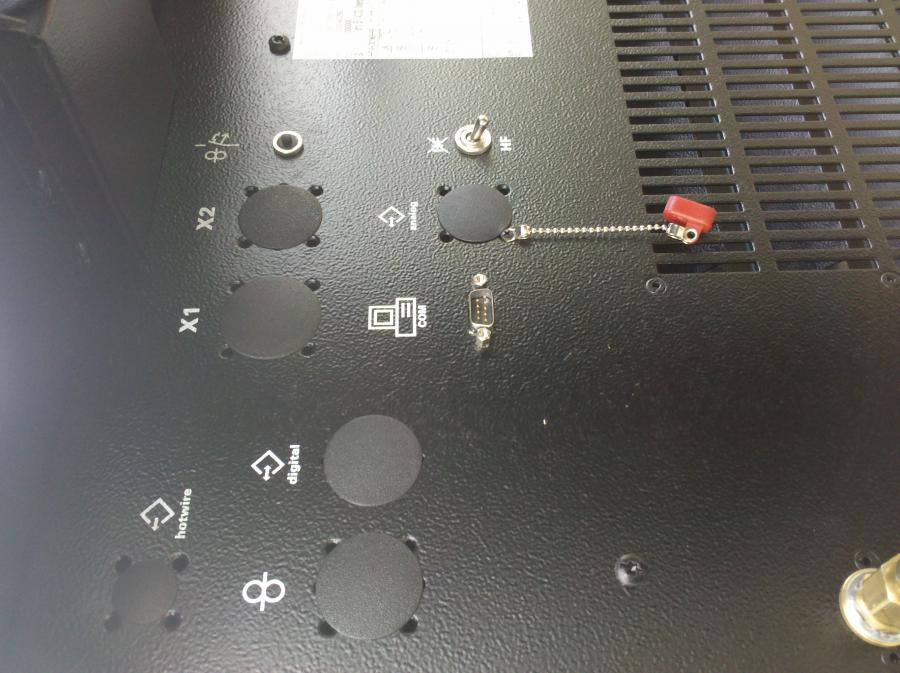
На днях дурачился по РДС, использовал аргон.горелку с цангой 2,5 и электроды 2,5 ока по нерж. Электрод вставляется в горелку, как на снимке и держит его цанга 2,5 просто отлично. Этот ленивый способ побудил меня уже давно к работе и использую его при работе с аргон.дуг. сваркой при нужде варить электродом, например чернуху, какие то петли приварить или еще что не важно, главное не надо настраивать держак, разматывать и пере подключать. На 300 трубе использовал импульс при сварке электродом на 2 снимке, подача аргона при зажигании конечно же идет, но я поставил на минимум, дабы обмануть электронику и заставить функцию импульс работать на себя, ведь без подачи газа импульс Вам откажет по причине настройки мозгов в аппарате. Электроды-их возможность по схеме от 50-80А. У меня же импульс и А. 110 ставил, вспышка-затухание А.до 30 и соответственно баланс середины при этом эдак в 70-80 А. Высокие показатели меня более вставляют, чем малые. На шве видно чешую, это импульс оставил следы. Шлак не сбивал, как и писал ранее, зажигал второй следующий электрод в нем, что бы не было бугров. На снимке потолок и по середине между двумя направлениями поставил точку аргон.дуг.св для отметки двух начал. Варится с импульсом замечательно, отрывать не нужно, металл не течет и не капризничает, при его то вязкости(нерж) который сваривать электродом считается сложно, сложнее, чем чернуху, так как коэффициент на плавки в сравнении с чернухой, чернуха просто курит, даже взять уонии55 в том числе. 4 стык польский электродом. Косяки тщательно зачищают, а если не так, то страшно смотреть. Вывод, на импульсе или с контактором варить трубы значительно проще, отрывать при перегреве не надо и сварка проходит поэтому чище. Жаль пока нет чернухи, будет, сколочу материал и сюда. Поляки приходили глядели да головами кивали да хвалили. Кстати по полякам, ниже сфотографировал их стык аргон.дуг сваркой, очень худо варят, ну и свои. Держите фашисты гранату, подумал я и на лицевых у прохода оформил
2 балла
-
в этой теме обсуждение что же на самом деле губит...курение или минздрав да и ваще побазарим про табачек как отличать фирмовые сигарки от липы где чё покупать как самому растить табак в условиях повышения цен и научиться самому крутить сигарки и самокрутки http://s017.radikal.ru/i404/1310/9c/96067cbf432b.jpg1 балл
-
Этот вопрос, с некоторой периодичностью, задают на нашем и не только форумах, а потому, чтобы не плодить однотипные ответы, я решился на создание этой, основанной на собственном скромном опыте и навыках, темы. В данном случае мы рассмотрим ручную дуговую сварку допускных катушек ручной дуговой сваркой электродами с основным покрытием. Не нужно бояться пробовать. Под просвет трубы варят не боги и не маги, а такие же смертные, как и мы с вами. Мандраж, который часто сопутствует сдаче допускных стыков не только наносит удар здоровью и душевному равновесию, но часто является основной причиной некрасивых результатов. Понятно, что это важно, это ваша репутация и хлеб, но всё же постарайтесь относиться к процессу максимально легко и несколько отстранённо. Сейчас, как и во множестве других решающих моментов, нам нужна светлая голова и твёрдые руки. Катушки чистим от ржавчины, масла, задиров, заусенцев. Выводим притупление 1,5-2,5 мм (на толщине стенки 3 мм и меньше фаску не делаем). Выставляем зазор 2-3 мм (больше толщина стенки -- шире зазор), обычно берётся толщина металлического стержня электрода, оббитый электрод зачастую и выступает в качестве зазорника. Выставляем ток 50-60 А (на выносном пульте инвертора Кемппи это троечка) и зажигаем дугу на какой-либо металлической поверхности, пробуем. Ток должен быть максимально малым и вместе с тем обеспечивать стабильное горение дуги. Важно выставить правильный ток. Попробуйте слегка, без усердия, прижать электрод к сварочной ванне – прилипать он не должен. В этом режиме и будем варить. Прихватываем катушки между собой с соблюдением технологических требований. Закрепляем заготовку в неповоротном вертикальном (или, если требуется, горизонтальном) положении будущего шва, обеспечив себе удобный доступ ко всей поверхности сварки. Проверьте, что кабель ни за что не цепляется, что вы на него не наступили, что маска надёжно сидит на голове, опустите и подымите её (маску, а не голову) что светофильтр как раз напротив ваших глаз и обеспечивает хороший обзор. Военная хитрость. Если над душой не стоит проверяющий, разверните катушку вниз самой длинной прихваткой, на ней вы разожжёте дугу и с неё же поведёте корень. В ином случае не мудрите. Корень. Определяем самую нижнюю точку трубы, запоминаем по какой-нибудь рядом прилипшей козявке или пятнышку и зажигаем дугу чуть дальше от этого места (10-30 мм). Господа сантехники! Не нужно зажигать и гасить электрод с тела трубы! Исключительно и обязательно с поверхности фаски , либо её внешнего края! На потолке без лишних движений держим кончик электрода в зазоре, уводя понемногу вверх по мере сгорания (он словно сам продвигается). Ведите электрод чуть выше кромки формирующегося корня, чуть придавливая кончик электрода добиваемся горения дуги внутри трубы с формированием обратного валика, также следя за оплавлением обоих кромок: вы сразу заметите, если дуга бежит по одной, не оплавляя другую, на жаргоне сварщиков электроды “козырятся”, в этом случае останавливаемся и делаем “заход”. Если дуга горит исключительно наружу (это вы тоже заметите), значит у вас стянуло кромки (на жаргоне "слепой стык". Зачастую его можно проплавить на бо́льшем токе, но лучше прорежьте. Косячный электрод откладываем и берём другой. Не нужно их экономить, если образец не пройдёт контроль, вы будете готовы отдать не одну пачку за пересдачу, но будет поздно. Горячий корень шва не должен провисать соплёй; если это происходит, то либо ток чрезмерно большой, либо вы излишне медлительны. Выводя на положение приблизительно 40 минут (представьте срез трубы как циферблат часов) начинаем “раскачивать” горящий кончик электрода приблизительно на полдиаметра от кромки к кромке, оплавляя их и получив едва заметное “окно”, через которое вы опять же контролируете формирование валика. Уточнение. На малых толщинах и диаметрах это окно лишь угадывается, ни к чему его разваливать в дыру. Держите кончик электрода без колебаний, меняя лишь позиционирование держака чтобы на максимально низком токе обеспечить горение дуги, “шустрите”. Выводя на 50 минут желательно наклонить держатель от себя, обеспечив горение дуги непосредственно на край валика. В отличии от потолка, придавливать горящий кончик ни в коем случае не нужно и даже противопоказано, прожоги нам не нужны. Прихватки по мере продвижения дуги лучше полностью срезать (с требуемой развальцовкой кромок). В этом случае вы получите максимально ровный обратный валик. Выходя с “захода” и на “заход” добивайтесь оплавление края, часто для этого нужно на долю секунды придержать электрод. Заполнение. Заполнение, это просто. Зачищаем корень до чистого металла. Зажигаем дугу и ведём ванну, придерживая кончик электрода на краях для того чтобы оплавить кромки. В идеале, у нас получится в меру ровная вогнутая поверхность, которую можно обстучать от шлака или пробежаться болгаркой с дисковой щёткой, что лучше и быстрее. Иногда вам может показаться что проще сразу пройти облицовку шва, без заполнения. Здесь главное, не переоценить свои возможности. Да, LB позволяет набрать “жирную” ванну, но, при перегреве металла(который сам по себе недопустим) ванна может закипеть и выдать дюжину симпатичных пузырей, (“сыр”) которые в худшем случае останутся незамеченными, а значит, неисправленными. Также внимательно следите за стартовыми порами, часто появляющимися при зажигании дуги, особенно на ветру или холодном металле, зачищайте их болгаркой до полной вышлифовки. Также, целесообразно наложить дополнительный слой с потолка и на самом верху, не трогая вертикал. Облицовка. Облицовка всегда на виду, зачастую по внешнему слою судят о сварщике не только окружающие и начальство, но и не всегда компетентные представители техконтроля. Важно выдержать ровный, максимально гладкий шов (как яичко, говорят деды), некоторым образом это ваше лицо. Опять же, принимаем максимально удобное положение (катушку сложнее варить ещё и тем, что её не очень то удобно обнять, как обычную трубу небольшого диаметра, надёжно зафиксировав самого себя относительно стыка) максимально группируемся, используя доступную точку опоры, нас не должно болтать и потряхивать в мышечном напряжении. И забываем про весь окружающий мир, с этого момента ты робот. Выводить облицовочный слой нужно максимально размеренно, равными по частоте колебательными движениями, без резкого дёрганья и подрачивания, выписывания замысловатых фигулин и вывода дуги вверх по кромкам. Варите как автомат, как запрограммированный механизм, придерживая на кромках на небольшое мгновение, достаточное для оплавки и недопущения подреза, не забывайте что середина шва не должна проваливаться, обеспечивая равномерное усиление валика по всей длине; при должном заполнении, оно само получается как надо. Не уводите чересчур электрод от ванны, но и не царапайте её обмазкой (в этом случае остаются непривлекательные, похожие на дефекты следы). В отличии от корня, где мы выводим кончик электрода самую малость выше наплавки, здесь мы непосредственно держим дугу в сварочной ванне. Если появляется излишняя чешуйчатость, попробуйте прибавить ток. Понемногу, без фанатизма, не допускайте наплывов. Выводим на нижнее положение (верхняя точка) и, на завершении секунду-две держим горящий электрод в одной точке и гасим дугу выводя её чуть вперёд (не на тело трубы). У нас должна образоваться ровненькая неприметная блямбочка без кратера. Обив шлак снимаем зачистным кругом "замки" (как правило, в месте зажигания электрода получаются небольшие утолщения), аккуратно их закругляя, и сбиваем брызги. Чистить околошовную зону допустимо только металлической щёткой. Также смотрим образовавшийся обратный валик. Радуемся полученному результату или делаем выводы. Очень рад буду, если уважаемые коллеги сварщики дополнят или поправят меня в комментариях. И напоследок, немаловажный совет новичкам. Без практики ничего не выйдет. Тренируйтесь. Варите катушки снова и снова. Научитесь чувствовать металл, его поведение при сварке, предугадывать все возможные нюансы. «Не получается только у тех, кто ничего не делает». Успеха!1 балл
-
@supoplex, с намерением жить вроде По работе тут всё как то тягомотно и неинтересно.1 балл
-
@BAN, запас по току никогда не помешает. а минималка в 30 или 40А,-разницы никакой. ни разу не встречал применения при работе с кузовщиной такого низкого ампеража в п/а.1 балл
-
@zaharich, есть листогиб? или дверной проём с дверью..ну так чтоб не жалко было если дерево на двери замнётся..типа дверь на садах а лучше железная в гараже засовывай лист в щель и как листогибом подгибай края...сильно не надо..просто как легкое ребро жесткости градусов на 10 два варианта..либо гнуть по четырём краям (с отходом 5 см) либо два загиба на листе..как андреевский флаг..косой крест1 балл
-
@Рудольф Шнапс, им он просто не нужен, это классные спецы. Я на рАДС почти всегда варю с импульсом, особенно нержу. Этот режим намного больше ошибок прощает чем линейный. Где то даже это разбаловывает сварщика. Ну и сам по себе люблю в настройках аппарата поковыряться. Шов в импульсном режиме, нерж 2 мм, рАДС
1 балл
-
да ошибка там забавная, я ж жЫрным выделил...1 балл
-
http://www.rapidwelding.com/dynamic/DisplayItem.aspx?c=CK-FlexLoc-230&zl=21 балл
-
родной армейский. МТО-СДМ ps.там еще один кунг,с кран-балкой. и тройка прицепов..чего интересно-весь ручной эл.инструмент был под 200герц. просто так не сопреш,переделывать надо было..1 балл
-
@Ося, по расходомеру какой расход газа выставляете? Клапан, как я понимаю, либо открыт, либо закрыт. Может у вас подглючивает редуктор? У меня редуктор Feji (читай "кЕтай"), блестящий такой. Основную часть Хёндайчика я переваривал либо на улице, либо при открытых воротах в условиях сквозняков. Если газовую защиту сдувает, то это сразу видно. если ветра нет или он лёгкий, то процесс сварки весьма стабилен. Швы ровные.1 балл
-
Сколько бывал в городе, который рулит, разруливает просто, обезьяной скакал по технике, а вот не додумался как следует обследовать ремонтную машину. Не удосужил я их вниманием, а ведь от них в полях очень многое зависит. Да и идей хороших можно у них подчерпнуть. http://img-fotki.yandex.ru/get/5703/elberet545.50/0_5dbb8_add33cae_XL.jpg http://img-fotki.yandex.ru/get/5805/elberet545.50/0_5dbb4_869d2b05_XL.jpg http://img-fotki.yandex.ru/get/5905/elberet545.50/0_5dbaf_ef56fefc_XL.jpg http://img-fotki.yandex.ru/get/5704/elberet545.50/0_5dbb9_c0ff2591_XL.jpg Интересно знать, с завода эта машина комплектуется такой современной маской, или же это уже кто-то обменял свою на казённую? Не могу найти фото такой машины, в которой установлен аппарат Технотрон. http://img-fotki.yandex.ru/get/5605/elberet545.50/0_5dbb1_c3f10611_XL.jpg Количество и разнообразие ремонтных комплектов поразило моё воображение. Вот что значит "белый воротник" (в данном контексте читай "лошара") http://proekt-technica.ru/mintegration/195-svodnyy-perechen-mobilnyh-masterskih-npp-proekt-tehnika.html1 балл
-
@Менгон, да точно..старый добрый электростул в руки табуретка а в неё устав...и все обязы дневалки и помдежа запоминались минут за десять и помнятся даже через 20 лет))) да "войну и мир" так можно выучить за полчаса))) @Dmitry N, а ваще если с юности форма гут...то самый лучший способ её сохранить- бег и отжимание не обяз заставлять себя по утрам мучить себя заставлянием бегать просто бегай там где мог бы ходить даже пробежка до ларька с сигаретами проканает два простеньких упражнения..зато все мышцы и все нагрузки включено а укрепляет мясо не махание гантелями и упражнение "полтора" обычное зависание тела на середине любого упражнения и терпение сквозь скрип зубов см.-электростул1 балл
-
Силе тяжести.стремящейся стащить жидкий металл вниз противодействуют сила поверхностного натяжения жидкой фазы металла( ведь в данный момент времени он( металл)-жидкость),давление газа и дуги.Естественно,если сварка газовая,дуги не будет...тип покрытия электрода,техника ведения-тоже не на последнем месте.Резюме: результирующая всех вышеперечисленных факторов в определённый момент должна превосходить силу тяжести ванны-тогда сварка в потолочном положении возможна. Теперь к практике-манипулируя величиной тока,диаметром электрода,способом его ведения стараемся добиться приемлемого результата-если капает металл-значит режим подобран неправильно.1 балл
-
Я делаю полумесяцем (чтобы концы его смотрели вниз), то есть от одного конца к другому ухожу через верх.1 балл
-
http://img7.joyreactor.cc/pics/post/%D0%B3%D0%B8%D1%84%D0%BA%D0%B8-%D0%BC%D0%B5%D0%BD%D1%82-%D0%A3%D0%BF%D0%B0%D0%BB-%D0%BA%D0%B0%D1%87%D0%BE%D0%BA-920897.gif По любому орден дадут.1 балл
-
Ну и простенький тройничёк для тех кто варит с поддувом, очень много нервов сбережот при работе на монтаже. Месяц ждал пока купят редуктор с двумя ротаметрами, в итоге пришлось проблему решать самому в близжащем магазине сантехники.Цена девайса около 200 рублей. А ещё один плюс - при выносе с режимного предприятия, рамка метала-искателя невозмутимо промолчала. http://i60.fastpic.ru/big/2013/1024/2f/2213878f016fc90235859ebfc5e4f92f.jpg1 балл
-
Наше оборудование, с телефона что удалось нарыть Надо бы специально пофотать, но на работе не до этого обычно...
1 балл
-
Ручной трубогиб для мелкой трубы.(у мужиков на тэц в Питере подсмотрел и заснял) http://www.youtube.com/watch?v=DiU-vMZLs_0 http://i58.fastpic.ru/big/2013/1024/de/588270b62ab25a2f08947f88176a86de.jpg http://i60.fastpic.ru/big/2013/1024/e5/13c1f7e291437dd37e5ce89b5ccd1de5.jpg http://i58.fastpic.ru/big/2013/1024/21/a8f7975415b1c06b9fb4f58cfd370a21.jpg1 балл
-
Сделал направляющую для резки 114 трубы плазмой под прямым углом , и вид с приставленным блином
1 балл
-
Я и не слыхал У нас "кемпи" имя нарицательным уже стало,меня как то спросили когда только устроился в контору "ты эт самое,кемпиматить могешь?") По моему я слышал (читал в новостях) в думе или правительстве , обсуждали инициативу отмены всех льгот ( сварщикам , литейщикам ну и другим категориям рабочих специальностей , связанных с вредным и тяжелым производством ). Идея была такая все отменить , а возместить это за счет работодателя , каким образом не пойму (особенно если работодатель частное лицо а не государство). Но правительство хочет сбросить с себя всю заботу о гражданах. И теперь , скоро наверно не будет , вредного производства , "горячей сетки" , раннего выхода (выработки заслуженной пенсии , по моему 12,5 лет было раньше) . Это чтобы люди раньше времени на пенсию не выходили и бюджетников поменьше стало как было с моим отцом которого в 49 лет турнули с центральной ТЭЦ чтобы не платить какие то надбавки к пенсии,а ведь человек 25 лет проработал на севере!1 балл
-
Скорее всего, это - робот. Сегодня по работе пришлось приваривать гофру глушителя сварочного агрегата. Приваривал проволокой 1,2 мм, напряжение 8,5 В, ток в районе 80-90 А, подача 1,9 м/мин. Начинал на толстостенном (относительно - 5 мм) металле трубы и краем ванны захватывал гофру.толщиной 0,2 мм. Навалил, конечно, кучками, но зато есть к чему стремиться.
1 балл
-
Законное требование среднего сварщика, правда не к коструктору, а к своему мастеру или технологу. Конструктор не обязан знать номенклатуру сварочных материалов. хранящихся на Вашем складе. Лично у меня, сварщики не умеющие подобрать марку электрода по типу вызывают лёгкоё разочарование, но ни в коем случае не желание засунуть электродик куда-либо. (Может потому-что не увлекаюсь подобными играми?)1 балл
-
неплохо для начала. поддомкратник в *горизонт* пробить надо было. или отрезать привариваемую часть немного со скосом. и латки длинее/больше делать(по лекалам,плотный картон/ватман). чего напрягаться-по 2-3 лишних шва.? 1-очень много навалено. труднее зачищать. 2-лучше 7-10 точек поставить,чем такими прихватками(загиб легче/меньше коробление металла).ps.вижу,дальше уже самому понятно стало
1 балл
-
Буду жалиться благородному сообществу как меня сварщики обижали Послали нас бетон лить на один объект. Как обычно сказали там все есть, и опять же как обычно ничего не оказалось. Вернее на половину. Нам треба лопаты были. И они присутствовали, но только поломанные. Черенок с кольцом отдельно, лопата отдельно. Ну это горе не беда коли рядом сварка есть. Пошел, нашел двух сварных которые колонны обваривали. Посочувствуйте говорю горю нашему. треба лопатки починить. Выручите дяденьки.А один мне, тот который с держаком в руках. Резко так. Нету у нас тройки, нечем варить. Ну в полемику я вступать не стал, во первых аппарат их, во вторых мож заняты сильно, в третьих лопаты четверкой я не варил, не знаю можно или нет, в четвертых по тону было ясно что помочь желания нет. А я чусчество мнительное ж. Стал по пунктам разбирать неудачку свою. Ну то что грубят, так люди всякие есть. То что аппарат их.... мягко говоря был укомплектован родным поганеньким крокодильчиком и держачком и торчал на половину из песка...как и не их вовсе. Заняты? ну так только что на глазах слонялись бесцельно пока прорабу не попали в поле зрения. Шут с ними. Остался последний пункт - лопата, четверка, инвертор. Ну инвертор есть пусть и не Ресанта как у них, лопат валом, а вот четверки покупать специально не хотелось. Но в этом мире видимо все не просто так. По работе готовим сейчас к монтажу трубы под колонны. И понадобилась мне четверочка. Покупать конечно никто не кинулся, но из темного угла выволокли побелевшую Лосино островскую МРку. Оказалось были они в хозяйстве нашем. Ну разумеется я сразу пошел за лопатой Нашел треснувшую, ломать не стал. Ибо не сильно верилось что и такую не пожгу четверкой. В общем ток по дисплею 108А, полярность обратная, электрод МР-3С 4 мм. Это пациэнт, потрепанный жизнью. Это то что удалось. Это вид трещины с зади
1 балл
-
все изобретено более 70 лет назад . армейский комплекс №2/31 балл
-
чего там размышлять-плоскость новую,в обрез угла,внутреннее усиление пластиной.
1 балл
-
рамка в сплошную?
1 балл
-
Наваял оригинальные стойки.
1 балл
-
Сегодня приехал друг.Увидел газона и предложил съездить ... Поехали и "отжали " крышу.
1 балл
-
Дедушка оказался "бодрячок"!Работа пошла веселей.
1 балл
-
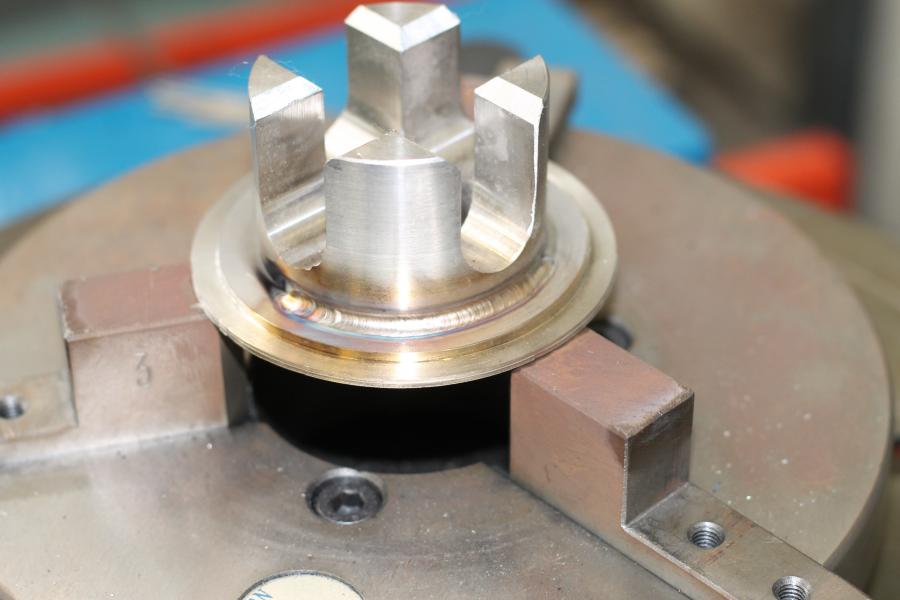
@Elektro_D,сегодня приваривал резьбу, было время снять фаску и сфотать.
1 балл
-
Я для сварки таких труб (от стены или в углу) использую монолит АНО-36, у них обмазка гнется вместе с электродом до безобразия, изгибаю под любой угол и варю от стены...1 балл
-
Попытался повторить задачу Эрики. Зазор ~3,5 мм. Электрод 2 мм, согнул, как на фото у АВН-а. Керамика номер 6. Присадка 1,6 мм, углок прихватками к столу, труба 36 мм. Внизу конечно полный аллес, я специально шов снизу и поверхность стола снял дугой поеденую... словом не гламур, но керосин держит.
1 балл
-
@АНТОН, Даже комментировать как то неловко.Представляю,сколько геммороя доставляет такая сварка.Я себе готовлю стыки сам,от и до.Мне проще ?! Если бы мне такой стык попался,то я бы честно признался,что такое!!! - я варить не умею,кто собирал,тот пускай дерзает.И прояснил бы,в чём проблема такой сборки:низкая квалификация или элементарный пофигизм.Если первое-то повышай,а если второе,то почему из-за твоего рас-ва я должен страдать?НО это моя позиция.1 балл
-
Снова на чернушку вернулся, комбинация. Сам вызвался поварить, мог бы остаться на РАД, да спортивный интерес не дает уснуть, дабы не забыть, что дал Всевышний. На трубе число и цифра 10 в решетке, мое клеймо, продукцию светят. Начинаю вспоминать, так интересно, дух захватывает. Правда снимки не очень, света мало в помещении, подсветил, как мог.
1 балл
-
О сварке каких рельсов идет речь? если про железнодорожные, то это контактная пульсирующим оплавлением или термитная сварка. если трамвайные то наиболее производительней механизированной сваркой.1 балл