Лидеры




Популярный контент
Показан контент с высокой репутацией 21.03.2013 во всех областях
-
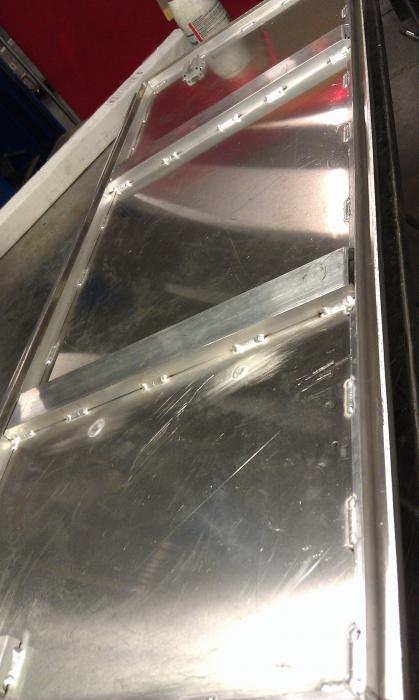
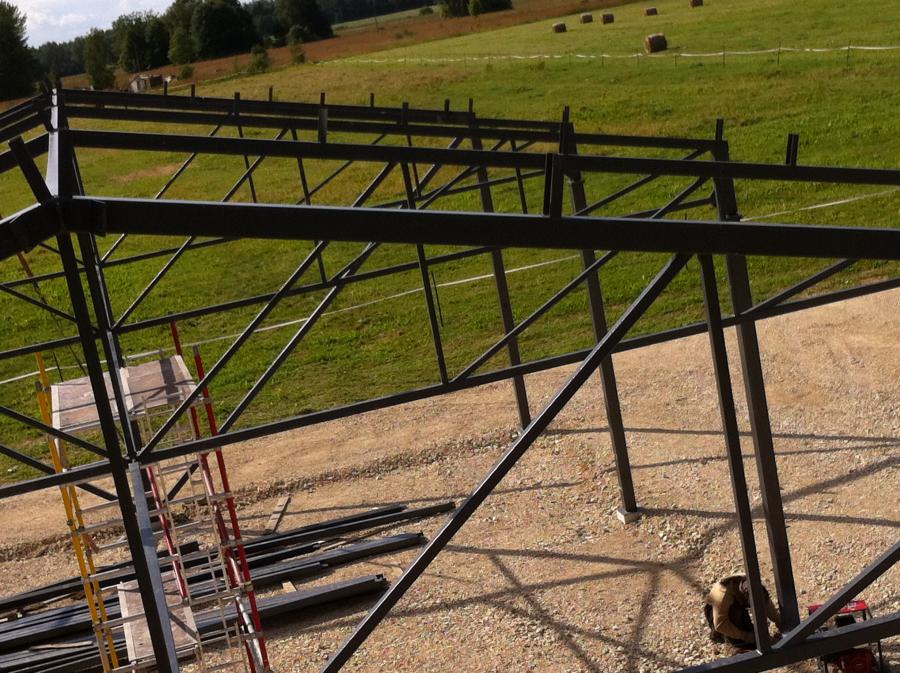
Вот сегодня нашел на телефоне фотки с конца лета. Была бы тема "Наша Раша" можно было бы туда запостить Варил нержовые трубы диаметром 80мм, как это называется правильно - не помню, в общем эти трубы заливаются бетоном и на дне бассейна остаются торчать только грибки, через которые подается вода или сливается. Бассейн 25 метров, 6 плетей... Короче прикол в том, что сначала обвязали все арматурой, а потом оказалось, что надо еще и трубы варить Пришлось пропихивать трубы с торца под арматуру, приваривать тройник, приваривать следующую трубу, пропихивать это все дальше и так в общей сложности получилось 96 стыков за 2 дня работы... На фото ниже виден выездной аппарат, а синей фигней закрывался от ветра. Потом еще пришлось бегать по полю и приваривать резьбы к тройникам.
 9 баллов
9 баллов -
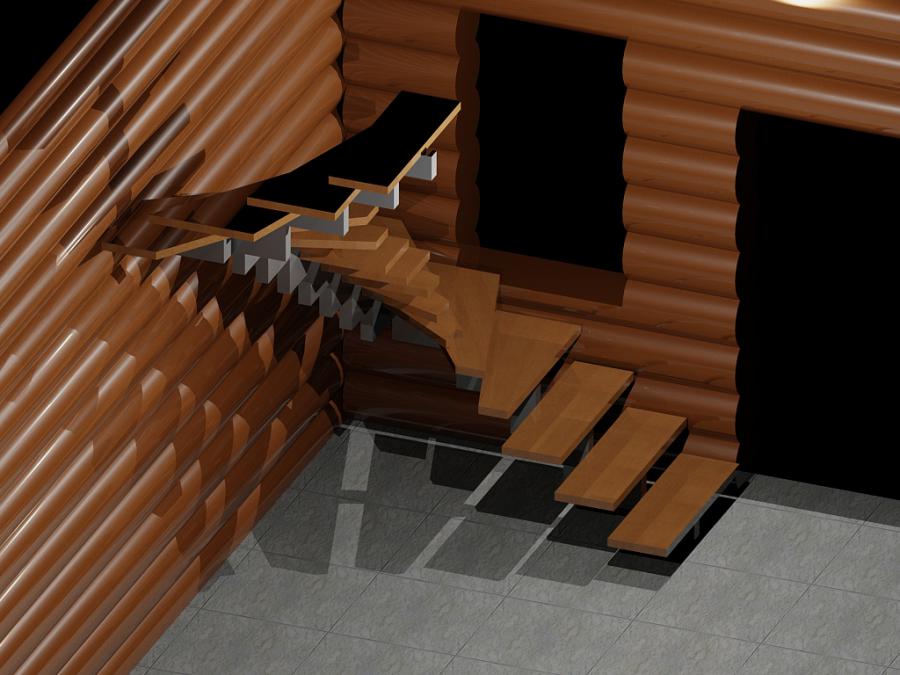
Сваял складные брусья на стену. А это, ещё раньше качалку в другой комнате сделал, за бардак извиняюсь.
7 баллов
-
несколько моих.... 2 года варила алюминий( AlMg5, AlSi, Al), а с недавних пор и на нержавейку перешла))) ну вообщем всякое такое...
5 баллов
-
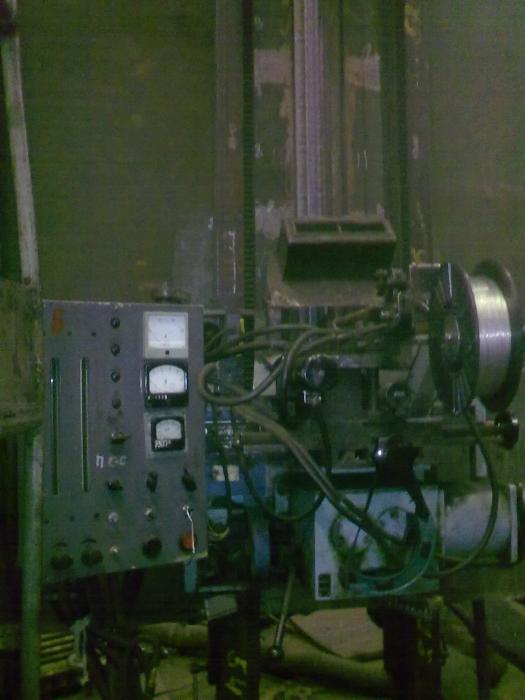
раритет, удивительно что он вообще ещё всё работает Начинала с этого, когда работала на бумажно-целлюлозном заводе., а потом на новой работе уже Esab.
3 балла
-
После 11-го поступил в Уфимский Государственный Авиационный Технический Университет Спец-т"Оборудование и технология сварочного производства, закончил в 2006 г. с тех пор работаю инженером по сварке в Уфе. Трудился на разных предприятиях, когда нужно было рости дальше менял работу. знаком со многими сварщиками, инженерами, главными сварщиками. Интересует все что связано со сваркой, здесь по этой причине. Сам тоже держак в рукаж держал для своих нужд.3 балла
-
прицеп ПСТ-9: http://s45.radikal.ru/i107/1303/8c/40a229218fa3.jpghttp://s019.radikal.ru/i635/1303/b1/fc9e4d474245.jpg http://i065.radikal.ru/1303/a0/fd77b6c5b2b4.jpg http://s019.radikal.ru/i636/1303/a7/003aa6925b2f.jpg http://i078.radikal.ru/1303/54/7f1f1c2035f3.jpg прицеп 2-ПТС-4,5 на "газоновских" колёсах: http://s019.radikal.ru/i629/1303/d8/3cf1019cda23.jpg http://s40.radikal.ru/i087/1303/12/eee61a9aaedf.jpg маленький прицеп самоделка(без названия): http://s005.radikal.ru/i211/1303/6e/186df7e2ed02.jpg и немного ковшей для тракторов МТЗ: http://s004.radikal.ru/i205/1303/b6/c285648bb543.jpg http://s017.radikal.ru/i442/1303/86/43c8aef3a89f.jpg http://s58.radikal.ru/i162/1303/26/e319b3e76ed1.jpg3 балла
-
"вымпел"
3 балла
-
Труднодоступно ? Не, не встречал )))
2 балла
-
Если РД, Электрод загибаю под 90 градусов бывает больше или меньше, все зависит От удобства и положения и длинна загиба тоже по удобству. Электродов уходит куча конечно, искуство требует жертв. Где не видно, зеркало конечно же. Кто не может пользоваться зеркалом, советую поставить пластину вертикально и загнув Электрод, далее по зеркалу может по учится. На себя тянуть легче, вверх идти по зеркалу тоже легко. На себя учитесь, проще. От себя сложнее вести. Тут стоит говорить себе, От себя От себя во время сварки. Глаз обманывается зеркалом, кажется следует тянуть на себя. Мозг посылает ложную информацию руке. Поэтому следует говорить. Вначале не зажигайте дугу, сбросьте краба, проведите эмитацию движения руки по зеркалу, при учите мозг исполнять истину, а не ложь, тогда будет легче при горящей дуге. Кто хорошо владеет Электродом, можно и даже нужно на пластине провести тренировку по зеркалу во всех положениях-очень помогает, проверено! Машинкой канавку прорезать для ровности шва и вперед.2 балла
-
Наверное личное клеймо уже тоже можно отнести к "Раритетам"- японцы не понимают что это такое...
2 балла
-
http://s018.radikal.ru/i508/1303/16/baefd75f4b5bt.jpghttp://s018.radikal.ru/i515/1303/80/8dfe2e2f2db0.jpg http://s47.radikal.ru/i117/1303/88/a8c6c3d27776t.jpg2 балла
-
Вот....у кого то такое прокатывает....
2 балла
-
Программа выходного дня, ничего особенного собрал за пару часов, за это время и отдохнул морально от житейских сует и .. и в полной мере ощутил что такое на самом деле хреновый электрод Такие электроды надо давать на курсах сварщиков, дабы тренироваться разжигать и поддерживать дугу, сумел выполнить эти условия на протяжении трех минут, можно сразу давать третий разряд
1 балл
-
.вообще неплохо на сайте завести таблицу на каждый аппарат с подробной характеристикой функционала и фоток всех ракурсов.и коментарии можно оставлять!как в инет магазине марка -модель -характеристики,кто и где сделал!было бы очень удобно !1 балл
-
Да-да, называется изолента))вчера пришел к этому1 балл
-
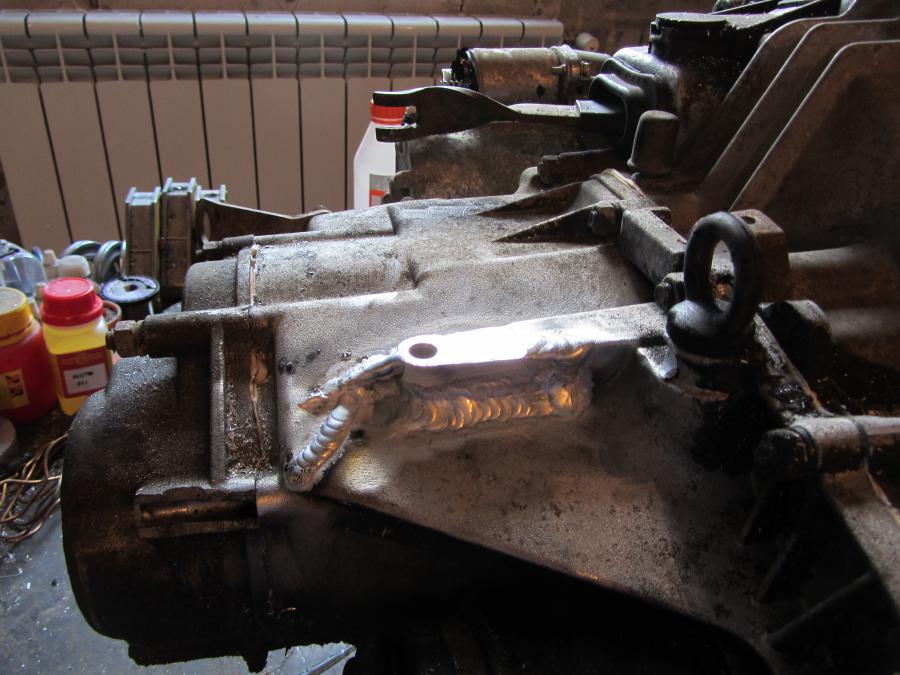
Теоретически можно капля за каплей наплавить и сделать что то похожее на шов. Но трудозатраты и длительность такого ремонта будут раз в 10 больше, чем просто снять деталь отмыть её от масла отжечь и заварить. 30 см чугуна, это по моим прикидкам минимум 8 часов работы. Ну,можно сделать этот фокус дня за два-три в потолочном положении (не знаю правда как не снимая деталь избавиться от масла), но нужно ли это? Нервов, времени и труда уйдёт несоразмеримо результату.1 балл
-
Я было подумал по простому это будет отдельная тема где выставлена только линейка аппаратов делящаяся например на - ММА , ТИГ и т.д - конкретную модель (плюс страна производитель) - в первом сообщении только фото лица и характеристики и дальше обсуждение аппарата . Только куда расположить менеджеров ? "Советы в выборе" это отдельная тема . РС. Как быть с близнецами разных названий , их пруд пруди , на пять страниц наберется .1 балл
-
Давным-давно, лет 15 назад, эта вырезка была вставлена под оргстекло над задними дверями маршрутного ЛИАЗа. Все кто на "камчатке" ехал: и тёти и дяди- все тихо кололись...
1 балл
-
мы не тешим просто хотим понять если все одинаково зачем платить больше!все пишут разное под одной фотографией вот и хочется узнать правду.например азия с дискретными элементами во владике есть за 7000руб красная где ее взяли это другой вопрос .белая 200 за 10000 и с дисплеем 16000 в москве .я как покупатель просто хочу знать все плюсы и минусы и сделать осознанный надеюсь выбор никто же не говорит разницу между клонами спед велд, роверман,азии а цены то разные и вес разный .вообще неплохо на сайте завести таблицу на каждый аппарат с подробной характеристикой функционала и фоток всех ракурсов.и коментарии можно оставлять!1 балл
-
Ну что тут ясного и понятного? Очередной пиндосский бред и никакой инфы. Даже бразилы на brazil welds дают намного больше инфы-толщины, токи, типы присадок, технологию выполнения шва и тд. Пиндосы вообще ущербная нация по своей сути, учится у них ... себя не уважать.1 балл
-
Вот еще напыление .
1 балл
-
Настало время и о себе немного рассказать).Начну пожалуй со школьных лет.Ну так вот,учиться я не хотел,прогуливал,не слушал учителей.Доучился до 11 класса кое как.Настало время здавать егэ,и двигаться дальше по учебе.Егэ я естественно не здал(,и вышел со школы с аттестатом 9 класса.Начал думать о поступлении в училище,на профессию автомеханика.Слава богу поступил.После окончания 1 курса,понял,что это не мое и начал прогуливать,спать на парах.В общем ничего мне хорошего не светило.Все таки, спустя некоторое время я добился своего и забрал документы с училища.Пошел работать на автомойку,мыл машины,фуры.В один прекрасный день я узнал,что скоро стану папой.И это мне дало очень хорошего пендаля,чтобы все таки найти хорошую работу.Идя по улице случайно увидел объевление,что в одном из училищ города проводятся курсы электрогазосварщика.Я тогда даже не представлял что такое сварка).Знал,что только нельзя на нее смотреть)).В итоге,когда я первый раз увидел что происходит в маске сварщика,когда он варил,меня как осенило.Мне очень понравилось.Закончив курсы,я получил свидетельство.Конечно не диплом,но все таки!).В данный момент работаю сварщиком,и мне очень нравится эта профессия!Конечно впереди еще много лет практики,и саморазвития в этой отрасли.Я считаю что я нашел свое призвание,и горжусь тем,что я сварщик,пусть и неопытный,но сварщик!!!.Все еще впереди!!!1 балл
-
часть 3
1 балл
-
часть 2
1 балл
-
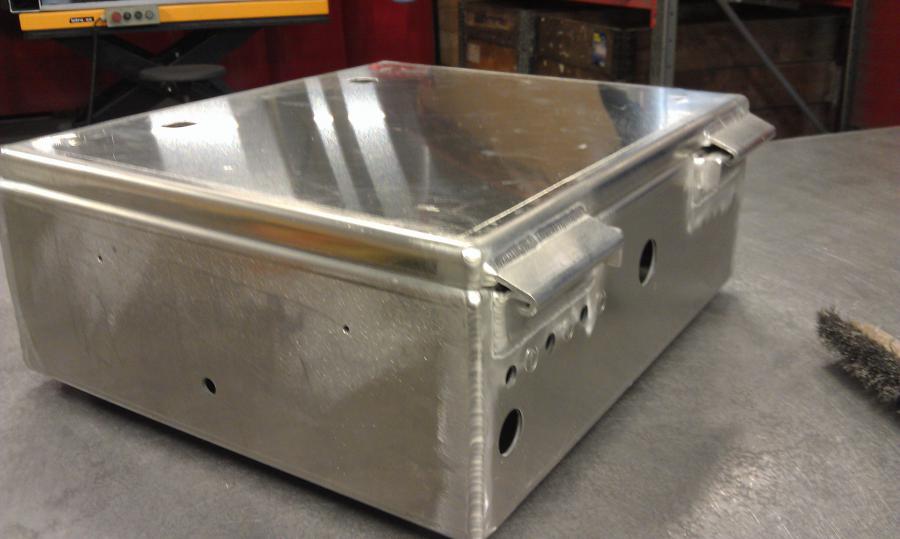
Привет всем. Вот чем занимаюсь я.
1 балл
-
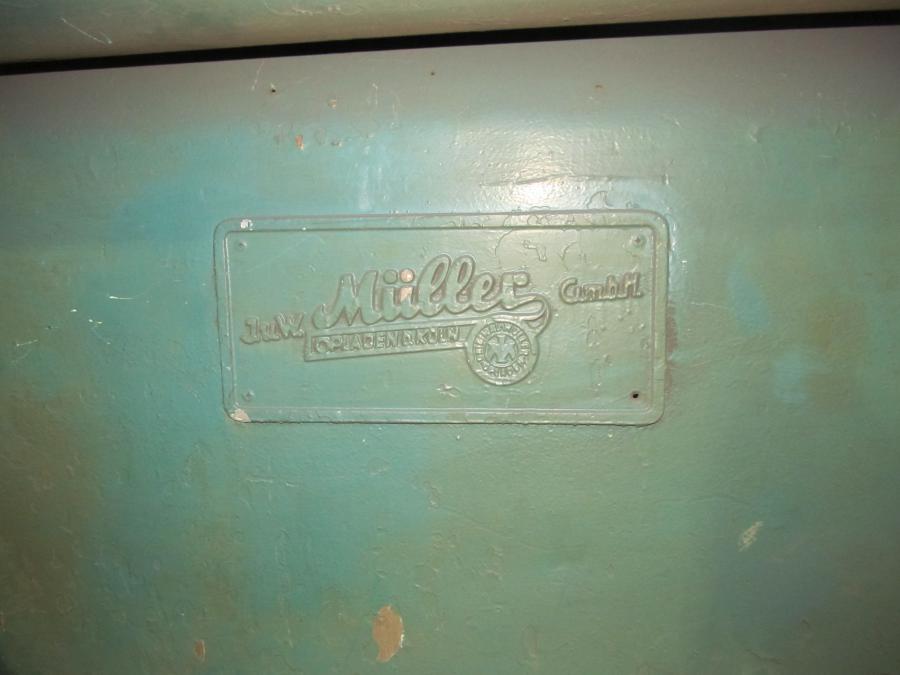
Интересного динозавра нашел у заказчика, "Мюллер" 1961го года выпуска, ГДР. Газо-пламенная машина кольцевой резки(правильного названия не знаю). Режет фаски, сегменты на отводы и "рыбки" на тройники. Электроники нет, механика и несколько релюшек. Ребята поставили плазменный резак она и "нержавейку" стала кушать.
1 балл
-
Добавлю фоток с работы два котла старичка дата постройки 1933год.Маш.зал№2 турбиныкрутит пар подпитка парового котла,летом здесь жара.РОУ котлов БКЗ ,а давление нешуточное,снова пара турбин,котлы БКЗ-75, ,4-тая турбина,пустили погреться,небольшой насосик,красиво?,котьная ПТВМ-100 бак -аккумулятор 10000 тысячник,далее поменьше 5тысячники,дымососы котла.Пожалуй хватит пока!!!чуть не забыл это всё Синарская ТЭЦ!!!
1 балл
-
Проблема переносок решается просто. один раз говоришь своей лени - Нет! Катушки турецкие, розетки китайские,провод КГ 5жил по2,5 кв.мм. По 2впаралель, одна оставшаяся под заземление. Маленький 20метров.Большой 40. В сумме 60. Падение напряжения на 60 метрах при 50 амперах -22 вольта. Можно вполне комфортно работать. Рекомендую.
1 балл
-
дядька продаёт 120 гривен
1 балл
-
А вот ещё попробовал.
1 балл
-
Вечером в гараже замутил полочку. Назрела проблема хранения масок, умш и прочих молотков-щёток. Самое главное, что весь материал из отходов-остатков. Мелочь, конечно, а приятно. А вот затемнение на маске зря убавил, видно-то лучше, но бошка теперь болит.
1 балл
-
сфотал в магазине стоит 78.60грн
1 балл
-
Вам нужно делать что то типа такого, но предусмотреть быстрое разъединение редуктора и барабана, думаю можно применить обгонную муфту, соответственно ручной привод заменить на электрический или бензиновый.
1 балл
-
На нашей технике (дробилки) устанавливаются манипуляторы, соответственно и упорные лапы. Чтобы лапы не проваливались, по крайней мере со строны кювета, под них подкладываются вот такие подушки: Верхняя ерунда с цепью нужна, чтоб можно было по рабочей площадке передвигаться просто приподняв лапу (вытащив из говна грязи). Варил вчера в конце дня.
1 балл
-
А это крик души. Задолбался покупать лябизные вешалки по цене не малой. У нас же у одиноких мужиков уборка сводится к распихиванию всего и развешиванию всего. Так вот покупные вешалки не выдерживали долго. Решил посетить магазин с элементами для ковки. Два листика, чуток шариков. Спрей краска из баллончиков. Не фаберже но и прям уж не из под топора). Главное килограмм сто выдержит)))
1 балл
-
Конечно не шедевр великого зодчества. Но решил дорогому другу задарить опору для столешницы к пристенному столику в его ремонт. Как я гнул профтрубу без профелегиба это отдельная песня. Свиду тоненькая но зараза крепенькая. Вот что получилось, фотки телефонные на этапе изготовления и установки в пучину ремонта))))
1 балл
-
@sergei2912, понятнее наверное не смогу, только если живьём показать.. Листики тоже слегка лопаточкой отстукиваются после того как насечку сделаете.
1 балл
-
Тренировался полуавтоматом на 0,5мм жести проволкой 1,2мм. Меньше 50А аппарат не выдаёт. Получилась вот такая копилка.
1 балл
-
Приехал в Инту,вечером вышел на пробежку, и местные, и соседи по вахтовой общаге смотрят как на ненормального.. как тут все запущено...1 балл
-
Снова приборы с 13 х 18 . раньше варили без поддува . но и возврат бывал . аргон не жалею так что перестраховался . ток на трубки 20 ампер . Некоторые детали отжигают в термичке .после сварки начинает магнитить сварной шов . Мешает работе приборов . .
1 балл
-
привет всем
1 балл
-
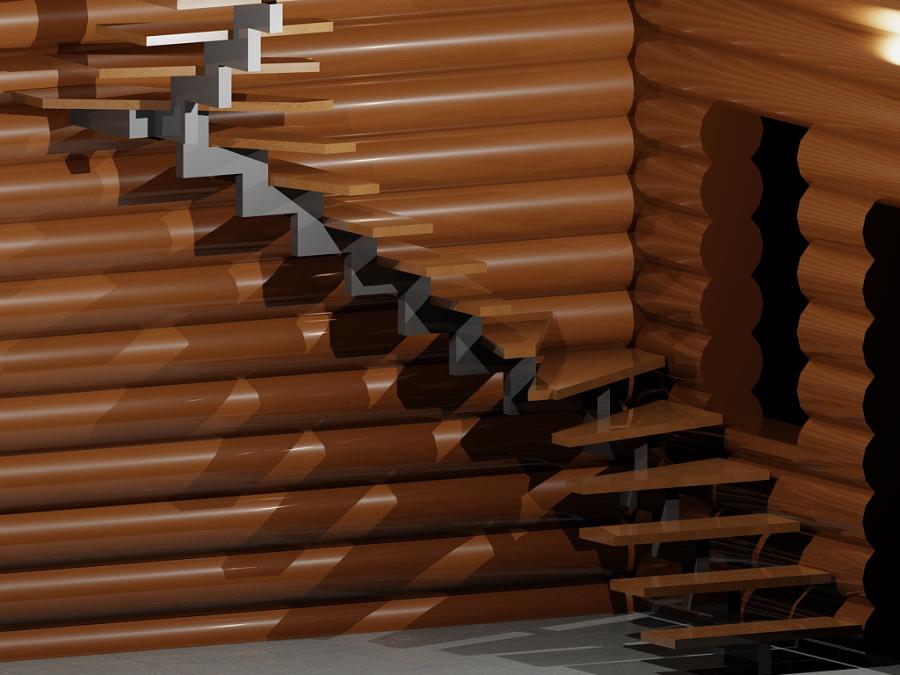
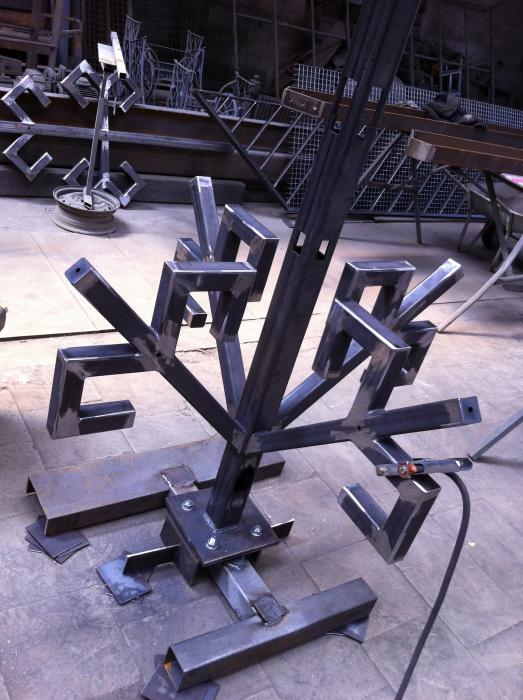
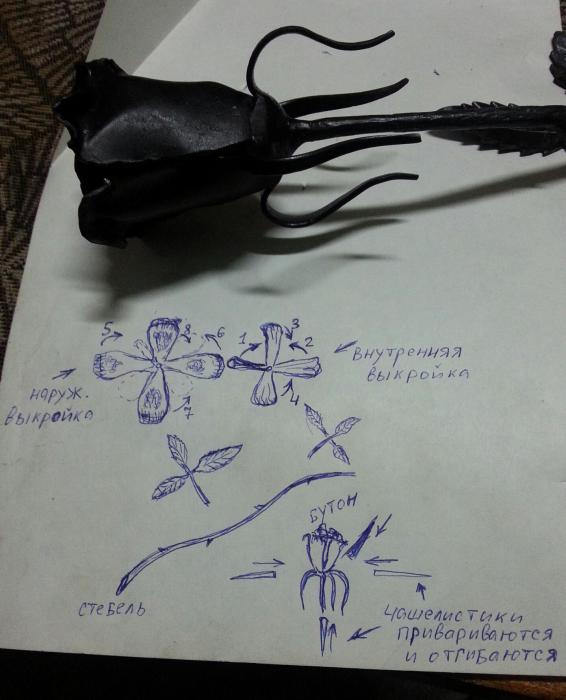
художественная это сварка или нет я не знаю , но сейчас я делаю этот поезд..... возни с ним не меньше чем с худ. изделиями )))
1 балл
-
Продуктивный сегодня день выдался. И проволоку 1,2 вместо 0,8 на полуавтомате осваиваю. Варить чуть сложней, но в общем нравится.
1 балл
-
тоже немного балуюсь с титаном,на Ваш суд коллеги...
1 балл
-
Вам незамедлительно следует обратиться в секретную библиотеку Конгресса США,только не забудьте с собой взять перечень нужных РД по ракетной,авиационной,морской технике,ядерной энергетике и грузоподъёмному оборудованию,пищевой и нефтегазовой промышленности. А это найдёте в сети: Файлы Файлы ГОСТ 22974.10-85 Флюсы сварочные плавленые. Методы определения оксида натрия и оксида калия ГОСТ 21449-75 Прутки для наплавки. Технические условия gtv00002295.pdf ГОСТ 22974.9-85 Флюсы сварочные плавленые. Методы определения оксида титана (1V) ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры gtv00002309.pdf ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка gttgost_.1705-1981=edt2001.pdf ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний gtz00022202.pdf ГОСТ 2246-70 Проволока стальная сварочная. Технические условия gtv00002276.pdf ГОСТ 1429.1-77 Припои оловянно-свинцовые. Методы определения сурьмы gtv00014030.pdf ГОСТ 17349-79 Пайка. Классификация способов gtv00002247.pdf ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры gtg00006363.pdf ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута gtv00014270.pdf ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры gtv00002325.pdf ГОСТ 21548-76 Пайка. Метод выявления и определения толщины прослойки химического соединения gtvgost_21548-1976=edt2001.pdf ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия gtg00006364.pdf ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры gtv00002226.pdf ГОСТ 7219-83 Электропаяльники бытовые. Общие технические условия gte00003672.pdf ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия gtv00002203.pdf ГОСТ 26054-85 Роботы промышленные для контактной сварки. Общие технические условия gte00010117.pdf ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры gtl00011925.pdf ГОСТ 29273-92 Свариваемость. Определение gtv00002465.pdf ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва gtv00002346.pdf ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия gte00006382.pdf ГОСТ 22974.5-96 Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния gtv00023429.pdf ГОСТ 11930.9-79 Материалы наплавочные. Методы определения бора gtv00002657.pdf ГОСТ 22974.12-96 Флюсы сварочные плавленные. Метод определения серы gtv00023436.pdf ГОСТ 1429.11-77 Припои оловянно-свинцовые. Метод определения кадмия gtv00014040.pdf ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования gtg00006393.pdf ГОСТ 1429.15-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца gtv00014044.pdf ГОСТ 22974.0-85 Флюсы сварочные плавленые. Общие требования к методам анализа ГОСТ 29090-91 Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования gtg00009406.pdf ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры gtg00006394.pdf ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы gtv00002302.pdf ГОСТ 11930.7-79 Материалы наплавочные. Методы определения железа gtv00002564.pdf ГОСТ 1429.8-77 Припои оловянно-свинцовые. Метод определения цинка gtv00014037.pdf ГОСТ 27776-88 Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры gte00009467.pdf ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые gtv00002218.pdf ГОСТ 28920-91 Вращатели сварочные роликовые. Типы, основные параметры и размеры ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля gtv00002394.pdf ГОСТ 28228-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка gtz00018079.pdf ГОСТ 19521-74 Сварка металлов. Классификация gtv00002491.pdf ГОСТ 1429.0-77 Припои оловянно-свинцовые. Общие требования к методам анализа gtv00014029.pdf ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой gtv00002342.pdf ГОСТ 3.1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение gttgost_.1704-1981=edt2001.pdf ГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута gtv00014268.pdf ГОСТ 23556-90 Колонны для сварочных автоматов. Типы, основные параметры и размеры ГОСТ 27387-87 Роботы промышленные для контактной точечной сварки. Основные параметры и размеры gte00009351.pdf ГОСТ 22974.10-96 Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия gtv00023434.pdf ГОСТ 19249-73 Соединения паяные. Основные типы и параметры gtv00002240.pdf ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры gtv00013037.pdf ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы gtv00002358.pdf ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры gtg00023205.pdf ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры gtv00002324.pdf ГОСТ 14327-82 Слюда мусковит молотая электродная. Технические условия gta00001633.pdf ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры gtg00023386.pdf ГОСТ 8856-72 Аппаратура для газопламенной обработки. Давление горючих газов gtg00006389.pdf ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры gtvgost_14771-1976=edt2001.pdf ГОСТ 22974.12-85 Флюсы сварочные плавленые. Метод определения серы ГОСТ 28332-89 Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля gte00009457.pdf ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия gte00006380.pdf ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра gtv00014269.pdf ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама gtv00018581.pdf ГОСТ 31.2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры gtg00006603.pdf ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы gtv00002299.pdf ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры gtg00023385.pdf ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры gtg00006903.pdf ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением gtv00022402.pdf ГОСТ 1077-79 Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования gtg00006392.pdf ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу gtvgost_30482-1997.pdf ГОСТ 31.211.42-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение gtg00006601.pdf ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза gtg00006390.pdf ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры gtv00002222.pdf ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия gte00006381.pdf ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры gtv00002191.pdf ГОСТ 1429.2-77 Припои оловянно-свинцовые. Метод определения олова gtv00014031.pdf ГОСТ 21547-76 Пайка. Метод определения температуры распайки gtv00002319.pdf ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств gte00009184.pdf ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы gtv00002480.pdf ГОСТ 22974.9-96 Флюсы сварочные плавленные. Методы определения оксида титана (IV) gtv00023433.pdf ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры gtv00002293.pdf ГОСТ 1429.13-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов gtv00014042.pdf ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры gte00019667.pdf ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия gtv00002242.pdf ГОСТ 11930.8-79 Материалы наплавочные. Метод определения фосфора gtv00002567.pdf ГОСТ 22974.2-85 Флюсы сварочные плавленые. Методы определения оксида кремния ГОСТ 19248-90 Припои. Классификация и обозначения gtv00002261.pdf ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия gtv00002371.pdf ГОСТ 22974.2-96 Флюсы сварочные плавленные. Методы определения оксида кремния gtv00023426.pdf ГОСТ 22974.5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния ГОСТ 20485-75 Пайка. Метод определения затекания припоя в зазор gtv00002401.pdf ГОСТ 23556-95 Колонны для сварочных автоматов. Типы, основные параметры и размеры gtg00006906.pdf ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний gtg00006362.pdf ГОСТ 3242-79 Соединения сварные. Методы контроля качества gtv00002277.pdf ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения gtvgost_30242-1997.pdf ГОСТ 19143-84 Вращатели сварочные универсальные. Типы, основные параметры и размеры ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры gtv00002404.pdf ГОСТ 1429.3-77 Припои оловянно-свинцовые. Метод определения железа gtv00014032.pdf ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу gtvgost_30430-1996.pdf ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия gtg00009014.pdf ГОСТ 31.211.41-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия gtv00002360.pdf ГОСТ 23904-79 Пайка. Метод определения смачивания материалов припоями gtv00002357.pdf ГОСТ 1429.10-77 Припои оловянно-свинцовые. Метод определения мышьяка gtv00014039.pdf ГОСТ 22974.13-96 Флюсы сварочные плавленные. Метод определения углерода gtv00023437.pdf ГОСТ 4.44-89 Система показателей качества продукции. Оборудование сварочное механическое. Номенклатура показателей gtt00023571.pdf ГОСТ 11930.1-79 Материалы наплавочные. Методы определения углерода gtv00002478.pdf ГОСТ 24715-81 Соединения паяные. Методы контроля качества gtv00002332.pdf ГОСТ 4421-73 Концентрат плавиковошпатовый для сварочных материалов. Технические условия gta00001544.pdf ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод gtv00002270.pdf ГОСТ 4.41-85 Система показателей качества продукции. Машины для термической резки металлов. Номенклатура показателей gtt00011292.pdf ГОСТ 11930.12-79 Материалы наплавочные. Метод определения сурьмы gtv00002578.pdf ГОСТ 11930.4-79 Материалы наплавочные. Метод определения хрома gtv00002482.pdf ГОСТ 4.140-85 Система показателей качества продукции. Оборудование электросварочное. Номенклатура показателей gte00009972.pdf ГОСТ 21930-76 Припои оловянно-свинцовые в чушках. Технические условия gtv00013718.pdf ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия gtv00002288.pdf ГОСТ 19143-94 Вращатели сварочные универсальные. Типы, основные параметры и размеры gtg00006905.pdf ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия gtv00013060.pdf ГОСТ 1429.9-77 Припои оловянно-свинцовые. Метод определения алюминия gtv00014038.pdf ГОСТ 12.2.054-81 Система стандартов безопасности труда. Установки ацетиленовые. Требования безопасности gtt00005297.pdf ГОСТ 22974.6-85 Флюсы сварочные плавленые. Методы определения оксида железа ( III ) ГОСТ 31.2031.02-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Технические условия gtg00006604.pdf ГОСТ 26389-84 Соединения сварные. Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением gtv00023671.pdf ГОСТ 11930.5-79 Материалы наплавочные. Методы определения марганца gtv00002486.pdf ГОСТ 1429.14-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, никеля gtv00014043.pdf ГОСТ 12.2.060-81 Система стандартов безопасности труда. Трубопроводы ацетиленовые. Требования безопасности gtt00006060.pdf ГОСТ 23858-79 Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки gtj00010466.pdf ГОСТ 23178-78 Флюсы паяльные высокотемпературные фторборатно- и боридногалогенидные. Технические условия gtv00002328.pdf ГОСТ 28830-90 Соединения паяные. Методы испытаний на растяжение и длительную прочность gtv00002252.pdf ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия gtv00002205.pdf ГОСТ 26056-84 Роботы промышленные для дуговой сварки. Общие технические условия gte00009960.pdf ГОСТ 16882.1-71 Серебряно-медно-фосфорные припои. Метод определения массовой доли серебра gtv00014267.pdf ГОСТ Р 50402-92 Устройства предохранительные для горючих газов и кислорода или сжатого воздуха, используемые при газовой сварке, резке и аналогичных процессах. Основные понятия, общие технические требования и методы испытаний gtg00000322.pdf ГОСТ 21694-82 Оборудование сварочное механическое. Общие технические условия ГОСТ 1429.5-77 Припои оловянно-свинцовые. Методы определения висмута gtv00014034.pdf ГОСТ 22974.8-85 Флюсы сварочные плавленые. Методы определения оксида циркония ГОСТ 21549-76 Пайка. Метод определения эрозии паяемого материала gtv00002396.pdf ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения gtv00019979.pdf ГОСТ 10594-80 Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки. Ряды параметров gte00006379.pdf ГОСТ 26446-85 Соединения паяные. Методы испытаний на усталость gtv00013156.pdf ГОСТ 22974.1-96 Флюсы сварочные плавленные. Методы разложения флюсов gtv00023425.pdf ГОСТ 11930.3-79 Материалы наплавочные. Метод определения кремния gtv00002481.pdf ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции gtv00002278.pdf ГОСТ 12.2.052-81 Система стандартов безопасности труда. Оборудование, работающее с газообразным кислородом. Общие требования безопасности gtt00006852.pdf ГОСТ 10796-74 Резаки ручные воздушно-дуговые. Типы и основные параметры gtg00006395.pdf ГОСТ 12.3.036-84 Система стандартов безопасности труда. Газопламенная обработка металлов. Требования безопасности gtt00007306.pdf ГОСТ 1429.6-77 Припои оловянно-свинцовые. Метод определения серы gtv00014035.pdf ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры gtv00002271.pdf ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры gtv00002241.pdf ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры gtv00002198.pdf ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры gtv00002212.pdf ГОСТ 11930.6-79 Материалы наплавочные. Методы определения никеля gtv00002561.pdf ГОСТ 28211-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Испытание Т: Пайка gtz00018063.pdf ГОСТ 22974.14-90 Флюсы сварочные плавленные. Метод определения содержания влаги gtv00002389.pdf ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные злементы и размеры gtv00002219.pdf ГОСТ 26126-84 Контроль неразрушающий. Соединения паяные. Ультразвуковые методы контроля качества gtv00002354.pdf ГОСТ 22974.1-85 Флюсы сварочные плавленые. Методы разложения флюсов ГОСТ 5.917-71 Горелки ручные для аргонодуговой сварки типов РГА-150 и РГА-400. Требования к качеству аттестованной продукции gtv00002256.pdf ГОСТ 7122-81 Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава gtv00002267.pdf ГОСТ 7012-77 Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом. Общие технические условия gte00006383.pdf ГОСТ 24167-80 Соединения паяные. Метод испытаний на изгиб gtv00002400.pdf ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий gtv00006377.pdf ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс gtt00018091.pdf ГОСТ 22974.11-85 Флюсы сварочные плавленые. Методы определения фтористого кальция ГОСТ 4416-73 Мрамор для сварочных материалов. Технические условия ГОСТ Р 50379-92 Герметичность оборудования и аппаратуры для газовой сварки, резки и аналогичных процессов. Допустимые скорости внешней утечки газа и метод их измерения gtg00001341.pdf ГОСТ 30261-96 Оборудование для сварки кольцевых швов. Типы, основные параметры и размеры gtg00023204.pdf ГОСТ Р 50664-94 Аппараты ультразвуковые технологические. Рабочие частоты gte00000904.pdf ГОСТ 19141-84 Вращатели сварочные вертикальные. Типы, основные параметры и размеры ГОСТ 28277-89 Контроль неразрушаюший. Соединения сварные. Электрорадиографический метод. Общие требования gtv00002233.pdf ГОСТ 22974.7-96 Флюсы сварочные плавленные. Метод определения фосфора gtv00023431.pdf ГОСТ 11930.11-79 Материалы наплавочные. Метод определения молибдена gtv00002576.pdf ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия gtv00002392.pdf ГОСТ 23792-79 Соединения контактные электрические сварные. Основные типы, конструктивные элементы и размеры gte00011052.pdf ГОСТ 14651-78 Электрододержатели для ручной дуговой сварки. Технические условия gte00006385.pdf ГОСТ 30275-96 Манипуляторы для контактной точечной сварки. Общие технические условия gtg00023203.pdf ГОСТ 12.1.035-81 Система стандартов безопасности труда. Оборудование для дуговой и контактной электросварки. Допустимые уровни шума и методы измерений gtt00000686.pdf ГОСТ 10543-82 Проволока стальная наплавочная. Технические условия ГОСТ 19250-73 Флюсы паяльные. Классификация gtv00002416.pdf ГОСТ 22974.4-96 Флюсы сварочные плавленные. Метод определения оксида алюминия gtv00023428.pdf ГОСТ 304-82 Генераторы сварочные. Общие технические условия gte00006384.pdf ГОСТ 1429.12-77 Припои оловянно-свинцовые. Метод определения свинца gtv00014041.pdf ГОСТ 20487-75 Пайка. Метод испытаний для оценки влияния жидкого припоя на механические свойства паяемого материала gtv00002316.pdf ГОСТ 26408-85 Колонны для сварочных полуавтоматов. Типы, основные параметры и размеры gtg00006388.pdf ГОСТ 23046-78 Соединения паяные. Метод испытаний на удар gtv00002364.pdf ГОСТ 22974.0-96 Флюсы сварочные плавленные. Общие требования к методам анализа gtv00023424.pdf ГОСТ 1429.4-77 Припои оловянно-свинцовые. Методы определения меди gtv00014033.pdf ГОСТ 29091-91 Горелки ручные газовоздушные инжекторные. Технические требования и методы испытаний gtg00009016.pdf ГОСТ 22974.11-96 Флюсы сварочные плавленные. Методы определения фторида кальция gtv00023435.pdf ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл gtv00002350.pdf ГОСТ 22990-78 Машины контактные. Термины и определения gte00010001.pdf ГОСТ 22974.7-85 Флюсы сварочные плавленые. Метод определения фосфора ГОСТ 297-80 Машины контактные. Общие технические условия gte00006386.pdf ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия gtv00002250.pdf ГОСТ 2402-82 Агрегаты сварочные с двигателями внутреннего сгорания. Общие технические условия gte00009856.pdf ГОСТ 22974.8-96 Флюсы сварочные плавленные. Методы определения оксида циркония gtv00023432.pdf ГОСТ 16883.2-71 Серебряно-медно-цинковые припои. Метод определения массовой доли меди gtv00014271.pdf ГОСТ 22974.6-96 Флюсы сварочные плавленные. Методы определения оксида железа (III) gtv00023430.pdf ГОСТ 22974.13-85 Флюсы сварочные плавленые. Метод определения углерода ГОСТ 21931-76 Припои оловянно-свинцовые в изделиях. Технические условия gtv00013689.pdf ГОСТ 22974.4-85 Флюсы сварочные плавленые. Метод определения оксида алюминия ГОСТ 31.211.41-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности gtg00006542.pdf ГОСТ 12.3.039-85 Система стандартов безопасности труда. Плазменная обработка металлов. Требования безопасности gtt00007311.pdf ГОСТ 95-77 Трансформаторы однофазные однопостовые для ручной дуговой сварки. Общие технические условия gte00019833.pdf ГОСТ 4417-75 Песок кварцевый для сварочных материалов gta00001404.pdf ГОСТ 31.211.42-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение ГОСТ 19141-94 Вращатели сварочные вертикальные. Типы, основные параметры и размеры gtg00006904.pdf ГОСТ 12.3.003-86 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности gtt00006875.pdf ГОСТ 28235-89 Основные методы испытаний на воздействие внешних факторов. Часть2. Испытания. Испытание Та: Пайка. Испытание на паяемость методом баланса смачивания gtz00018085.pdf ГОСТ 25997-83 Сварка металлов плавлением. Статистическая оценка качества по результатам неразрушающего контроля gtt00019222.pdf ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры gtv00002217.pdf ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия gtv00002221.pdf ГОСТ 26294-84 Соединения сварные. Методы испытаний на коррозионное растрескивание ГОСТ 17325-79 Пайка и лужение. Основные термины и определения gtv00002197.pdf ГОСТ 22974.3-96 Флюсы сварочные плавленные. Методы определения оксида марганца (II) gtv00023427.pdf ГОСТ 25225-82 Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод gtv00002391.pdf ГОСТ 22974.3-85 Флюсы сварочные плавленные. Методы определения оксида марганца ( II ) ГОСТ 5.1929-73 Флюсы сварочные плавленые марок АН-20С и АН-20П. Требования к качеству аттестованной продукции ГОСТ 23137-78 Припои медно-цинковые. Марки gtv00013671.pdf ГОСТ 29297-92 Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов gtt00018525.pdf ГОСТ 12.2.054.1-89 Система стандартов безопасности труда. Установки ацетиленовые. Приемка и методы испытаний gtt00006047.pdf ГОСТ 11930.0-79 Материалы наплавочные. Общие требования к методам анализа gtv00002477.pdf ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств gtv00002397.pdf ГОСТ 1429.7-77 Припои оловянно-свинцовые. Метод определения никеля gtv00014036.pdf ГОСТ 25444-90 Электроды прямые и электрододержатели для контактной точечной сварки. Посадки конические. Размеры gte00009959.pdf ГОСТ 12.2.007.8-75 Система стандартов безопасности труда. Устройства электросварочные и для плазменной обработки. Требования безопасности gtt00023602.pdf ГОСТ 16971-71 Швы сварных соединений из винипласта, поливинилхлоридного пластиката и полиэтилена. Методы контроля качества. Общие требования gtv00002245.pdf ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия gtv00022206.pdf ГОСТ 19140-84 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры Флюсы сварочные плавленые. Методы определения оксида натрия и оксида калия Прутки для наплавки. Технические условия gtv00002295.pdf Флюсы сварочные плавленые. Методы определения оксида титана (1V) Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры gtv00002309.pdf Единая система технологической документации. Правила записи операций и переходов. Сварка gttgost_.1705-1981=edt2001.pdf Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний gtz00022202.pdf Проволока стальная сварочная. Технические условия gtv00002276.pdf Припои оловянно-свинцовые. Методы определения сурьмы gtv00014030.pdf Пайка. Классификация способов gtv00002247.pdf Вращатели сварочные роликовые. Типы, основные параметры и размеры gtg00006363.pdf Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута gtv00014270.pdf Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры gtv00002325.pdf Пайка. Метод выявления и определения толщины прослойки химического соединения gtvgost_21548-1976=edt2001.pdf Оборудование сварочное механическое. Общие технические условия gtg00006364.pdf Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры gtv00002226.pdf Электропаяльники бытовые. Общие технические условия gte00003672.pdf Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия gtv00002203.pdf Роботы промышленные для контактной сварки. Общие технические условия gte00010117.pdf Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры gtl00011925.pdf Свариваемость. Определение gtv00002465.pdf Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва gtv00002346.pdf Преобразователи сварочные. Общие технические условия gte00006382.pdf Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния gtv00023429.pdf Материалы наплавочные. Методы определения бора gtv00002657.pdf Флюсы сварочные плавленные. Метод определения серы gtv00023436.pdf Припои оловянно-свинцовые. Метод определения кадмия gtv00014040.pdf Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования gtg00006393.pdf Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца gtv00014044.pdf Флюсы сварочные плавленые. Общие требования к методам анализа Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования gtg00009406.pdf Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры gtg00006394.pdf Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы gtv00002302.pdf Материалы наплавочные. Методы определения железа gtv00002564.pdf Припои оловянно-свинцовые. Метод определения цинка gtv00014037.pdf Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры gte00009467.pdf Контроль неразрушающий. Соединения сварные. Методы ультразвуковые gtv00002218.pdf Вращатели сварочные роликовые. Типы, основные параметры и размеры Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля gtv00002394.pdf Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка gtz00018079.pdf Сварка металлов. Классификация gtv00002491.pdf Припои оловянно-свинцовые. Общие требования к методам анализа gtv00014029.pdf Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой gtv00002342.pdf Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение gttgost_.1704-1981=edt2001.pdf Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута gtv00014268.pdf Колонны для сварочных автоматов. Типы, основные параметры и размеры Роботы промышленные для контактной точечной сварки. Основные параметры и размеры gte00009351.pdf Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия gtv00023434.pdf Соединения паяные. Основные типы и параметры gtv00002240.pdf Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры gtv00013037.pdf Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы gtv00002358.pdf Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры gtg00023205.pdf Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры gtv00002324.pdf Слюда мусковит молотая электродная. Технические условия gta00001633.pdf Кантователи сварочные. Типы, основные параметры и размеры gtg00023386.pdf Аппаратура для газопламенной обработки. Давление горючих газов gtg00006389.pdf Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры gtvgost_14771-1976=edt2001.pdf Флюсы сварочные плавленые. Метод определения серы Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля gte00009457.pdf Автоматы для дуговой сварки плавящимся электродом. Общие технические условия gte00006380.pdf Серебряно-медно-цинковые припои. Метод определения массовой доли серебра gtv00014269.pdf Материалы наплавочные. Метод определения вольфрама gtv00018581.pdf Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры gtg00006603.pdf Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы gtv00002299.pdf Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры gtg00023385.pdf Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры gtg00006903.pdf Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением gtv00022402.pdf Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования gtg00006392.pdf Сварка сталей электрошлаковая. Требования к технологическому процессу gtvgost_30482-1997.pdf Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение gtg00006601.pdf Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза gtg00006390.pdf Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры gtv00002222.pdf Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия gte00006381.pdf Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры gtv00002191.pdf Припои оловянно-свинцовые. Метод определения олова gtv00014031.pdf Пайка. Метод определения температуры распайки gtv00002319.pdf Источники питания для дуговой сварки. Методы испытания сварочных свойств gte00009184.pdf Материалы наплавочные. Метод определения серы gtv00002480.pdf Флюсы сварочные плавленные. Методы определения оксида титана (IV) gtv00023433.pdf Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры gtv00002293.pdf Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов gtv00014042.pdf Электроды прямые для контактной точечной сварки. Типы и размеры gte00019667.pdf Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия gtv00002242.pdf Материалы наплавочные. Метод определения фосфора gtv00002567.pdf Флюсы сварочные плавленые. Методы определения оксида кремния Припои. Классификация и обозначения gtv00002261.pdf Проволока порошковая наплавочная. Технические условия gtv00002371.pdf Флюсы сварочные плавленные. Методы определения оксида кремния gtv00023426.pdf Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния Пайка. Метод определения затекания припоя в зазор gtv00002401.pdf Колонны для сварочных автоматов. Типы, основные параметры и размеры gtg00006906.pdf Оборудование сварочное механическое. Методы испытаний gtg00006362.pdf Соединения сварные. Методы контроля качества gtv00002277.pdf Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения gtvgost_30242-1997.pdf Вращатели сварочные универсальные. Типы, основные параметры и размеры Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры gtv00002404.pdf Припои оловянно-свинцовые. Метод определения железа gtv00014032.pdf Сварка дуговая конструкционных чугунов. Требования к технологическому процессу gtvgost_30430-1996.pdf Редукторы для газопламенной обработки. Общие технические условия gtg00009014.pdf Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности Электроды вольфрамовые сварочные неплавящиеся. Технические условия gtv00002360.pdf Пайка. Метод определения смачивания материалов припоями gtv00002357.pdf Припои оловянно-свинцовые. Метод определения мышьяка gtv00014039.pdf Флюсы сварочные плавленные. Метод определения углерода gtv00023437.pdf Система показателей качества продукции. Оборудование сварочное механическое. Номенклатура показателей gtt00023571.pdf Материалы наплавочные. Методы определения углерода gtv00002478.pdf Соединения паяные. Методы контроля качества gtv00002332.pdf Концентрат плавиковошпатовый для сварочных материалов. Технические условия gta00001544.pdf Контроль неразрушающий. Соединения сварные. Радиографический метод gtv00002270.pdf Система показателей качества продукции. Машины для термической резки металлов. Номенклатура показателей gtt00011292.pdf Материалы наплавочные. Метод определения сурьмы gtv00002578.pdf Материалы наплавочные. Метод определения хрома gtv00002482.pdf Система показателей качества продукции. Оборудование электросварочное. Номенклатура показателей gte00009972.pdf Припои оловянно-свинцовые в чушках. Технические условия gtv00013718.pdf Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия gtv00002288.pdf Вращатели сварочные универсальные. Типы, основные параметры и размеры gtg00006905.pdf Порошки из сплавов для наплавки. Технические условия gtv00013060.pdf Припои оловянно-свинцовые. Метод определения алюминия gtv00014038.pdf Система стандартов безопасности труда. Установки ацетиленовые. Требования безопасности gtt00005297.pdf Флюсы сварочные плавленые. Методы определения оксида железа ( III ) Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Технические условия gtg00006604.pdf Соединения сварные. Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением gtv00023671.pdf Материалы наплавочные. Методы определения марганца gtv00002486.pdf Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, никеля gtv00014043.pdf Система стандартов безопасности труда. Трубопроводы ацетиленовые. Требования безопасности gtt00006060.pdf Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки gtj00010466.pdf Флюсы паяльные высокотемпературные фторборатно- и боридногалогенидные. Технические условия gtv00002328.pdf Соединения паяные. Методы испытаний на растяжение и длительную прочность gtv00002252.pdf Флюсы сварочные плавленые. Технические условия gtv00002205.pdf Роботы промышленные для дуговой сварки. Общие технические условия gte00009960.pdf Серебряно-медно-фосфорные припои. Метод определения массовой доли серебра gtv00014267.pdf Устройства предохранительные для горючих газов и кислорода или сжатого воздуха, используемые при газовой сварке, резке и аналогичных процессах. Основные понятия, общие технические требования и методы испытаний gtg00000322.pdf Оборудование сварочное механическое. Общие технические условия Припои оловянно-свинцовые. Методы определения висмута gtv00014034.pdf Флюсы сварочные плавленые. Методы определения оксида циркония Пайка. Метод определения эрозии паяемого материала gtv00002396.pdf Сварка плавлением. Основные положения и их обозначения gtv00019979.pdf Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки. Ряды параметров gte00006379.pdf Соединения паяные. Методы испытаний на усталость gtv00013156.pdf Флюсы сварочные плавленные. Методы разложения флюсов gtv00023425.pdf Материалы наплавочные. Метод определения кремния gtv00002481.pdf Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции gtv00002278.pdf Система стандартов безопасности труда. Оборудование, работающее с газообразным кислородом. Общие требования безопасности gtt00006852.pdf Резаки ручные воздушно-дуговые. Типы и основные параметры gtg00006395.pdf Система стандартов безопасности труда. Газопламенная обработка металлов. Требования безопасности gtt00007306.pdf Припои оловянно-свинцовые. Метод определения серы gtv00014035.pdf Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры gtv00002271.pdf Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры gtv00002241.pdf Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры gtv00002198.pdf Контактная сварка. Соединения сварные. Конструктивные элементы и размеры gtv00002212.pdf Материалы наплавочные. Методы определения никеля gtv00002561.pdf Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Испытание Т: Пайка gtz00018063.pdf Флюсы сварочные плавленные. Метод определения содержания влаги gtv00002389.pdf Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные злементы и размеры gtv00002219.pdf Контроль неразрушающий. Соединения паяные. Ультразвуковые методы контроля качества gtv00002354.pdf Флюсы сварочные плавленые. Методы разложения флюсов Горелки ручные для аргонодуговой сварки типов РГА-150 и РГА-400. Требования к качеству аттестованной продукции gtv00002256.pdf Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава gtv00002267.pdf Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом. Общие технические условия gte00006383.pdf Соединения паяные. Метод испытаний на изгиб gtv00002400.pdf Сварка металлов. Термины и определения основных понятий gtv00006377.pdf Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс gtt00018091.pdf Флюсы сварочные плавленые. Методы определения фтористого кальция Мрамор для сварочных материалов. Технические условия Герметичность оборудования и аппаратуры для газовой сварки, резки и аналогичных процессов. Допустимые скорости внешней утечки газа и метод их измерения gtg00001341.pdf Оборудование для сварки кольцевых швов. Типы, основные параметры и размеры gtg00023204.pdf Аппараты ультразвуковые технологические. Рабочие частоты gte00000904.pdf Вращатели сварочные вертикальные. Типы, основные параметры и размеры Контроль неразрушаюший. Соединения сварные. Электрорадиографический метод. Общие требования gtv00002233.pdf Флюсы сварочные плавленные. Метод определения фосфора gtv00023431.pdf Материалы наплавочные. Метод определения молибдена gtv00002576.pdf Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия gtv00002392.pdf Соединения контактные электрические сварные. Основные типы, конструктивные элементы и размеры gte00011052.pdf Электрододержатели для ручной дуговой сварки. Технические условия gte00006385.pdf Манипуляторы для контактной точечной сварки. Общие технические условия gtg00023203.pdf Система стандартов безопасности труда. Оборудование для дуговой и контактной электросварки. Допустимые уровни шума и методы измерений gtt00000686.pdf Проволока стальная наплавочная. Технические условия Флюсы паяльные. Классификация gtv00002416.pdf Флюсы сварочные плавленные. Метод определения оксида алюминия gtv00023428.pdf Генераторы сварочные. Общие технические условия gte00006384.pdf Припои оловянно-свинцовые. Метод определения свинца gtv00014041.pdf Пайка. Метод испытаний для оценки влияния жидкого припоя на механические свойства паяемого материала gtv00002316.pdf Колонны для сварочных полуавтоматов. Типы, основные параметры и размеры gtg00006388.pdf Соединения паяные. Метод испытаний на удар gtv00002364.pdf Флюсы сварочные плавленные. Общие требования к методам анализа gtv00023424.pdf Припои оловянно-свинцовые. Методы определения меди gtv00014033.pdf Горелки ручные газовоздушные инжекторные. Технические требования и методы испытаний gtg00009016.pdf Флюсы сварочные плавленные. Методы определения фторида кальция gtv00023435.pdf Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл gtv00002350.pdf Машины контактные. Термины и определения gte00010001.pdf Флюсы сварочные плавленые. Метод определения фосфора Машины контактные. Общие технические условия gte00006386.pdf Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия gtv00002250.pdf Агрегаты сварочные с двигателями внутреннего сгорания. Общие технические условия gte00009856.pdf Флюсы сварочные плавленные. Методы определения оксида циркония gtv00023432.pdf Серебряно-медно-цинковые припои. Метод определения массовой доли меди gtv00014271.pdf Флюсы сварочные плавленные. Методы определения оксида железа (III) gtv00023430.pdf Флюсы сварочные плавленые. Метод определения углерода Припои оловянно-свинцовые в изделиях. Технические условия gtv00013689.pdf Флюсы сварочные плавленые. Метод определения оксида алюминия Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности gtg00006542.pdf Система стандартов безопасности труда. Плазменная обработка металлов. Требования безопасности gtt00007311.pdf Трансформаторы однофазные однопостовые для ручной дуговой сварки. Общие технические условия gte00019833.pdf Песок кварцевый для сварочных материалов gta00001404.pdf Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение Вращатели сварочные вертикальные. Типы, основные параметры и размеры gtg00006904.pdf Система стандартов безопасности труда. Работы электросварочные. Требования безопасности gtt00006875.pdf Основные методы испытаний на воздействие внешних факторов. Часть2. Испытания. Испытание Та: Пайка. Испытание на паяемость методом баланса смачивания gtz00018085.pdf Сварка металлов плавлением. Статистическая оценка качества по результатам неразрушающего контроля gtt00019222.pdf Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры gtv00002217.pdf Лента порошковая наплавочная. Общие технические условия gtv00002221.pdf Соединения сварные. Методы испытаний на коррозионное растрескивание Пайка и лужение. Основные термины и определения gtv00002197.pdf Флюсы сварочные плавленные. Методы определения оксида марганца (II) gtv00023427.pdf Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод gtv00002391.pdf Флюсы сварочные плавленные. Методы определения оксида марганца ( II ) Флюсы сварочные плавленые марок АН-20С и АН-20П. Требования к качеству аттестованной продукции Припои медно-цинковые. Марки gtv00013671.pdf Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов gtt00018525.pdf Система стандартов безопасности труда. Установки ацетиленовые. Приемка и методы испытаний gtt00006047.pdf Материалы наплавочные. Общие требования к методам анализа gtv00002477.pdf Сварные соединения. Методы определения механических свойств gtv00002397.pdf Припои оловянно-свинцовые. Метод определения никеля gtv00014036.pdf Электроды прямые и электрододержатели для контактной точечной сварки. Посадки конические. Размеры gte00009959.pdf Система стандартов безопасности труда. Устройства электросварочные и для плазменной обработки. Требования безопасности gtt00023602.pdf Швы сварных соединений из винипласта, поливинилхлоридного пластиката и полиэтилена. Методы контроля качества. Общие требования gtv00002245.pdf Проволока стальная наплавочная. Технические условия gtv00022206.pdf Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры1 балл
-
Даже не слыхал.. А что это? Ковкой я такие вещи не считаю... Ковка это когда одними руками и ручным инструментом. А это именно художественная сварка.
1 балл
-
Ребята, а почему не применяете для сварки такой мелочевки газопорошковый способ? Это ведь быстро, качественно, надежно. Оборудование не дорогое, порошок Пр-НД42СР - 1150 р/кг. Дешевле электродов и ПАНЧа.
1 балл
-
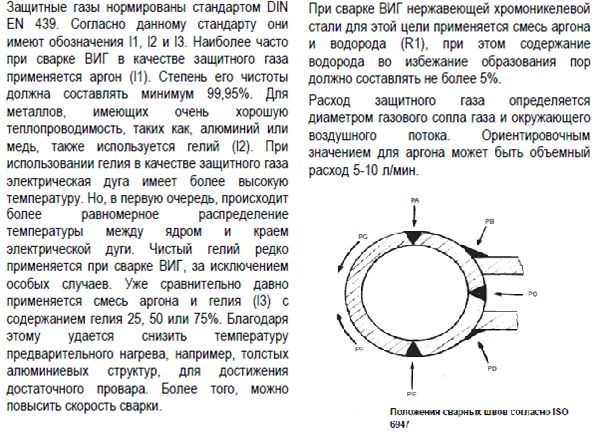
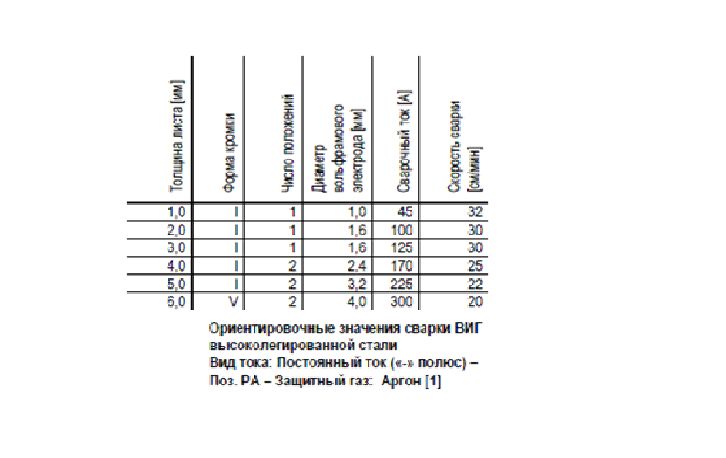
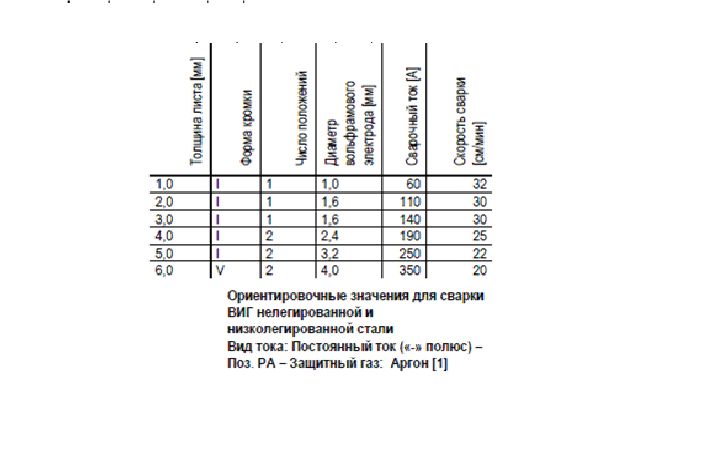
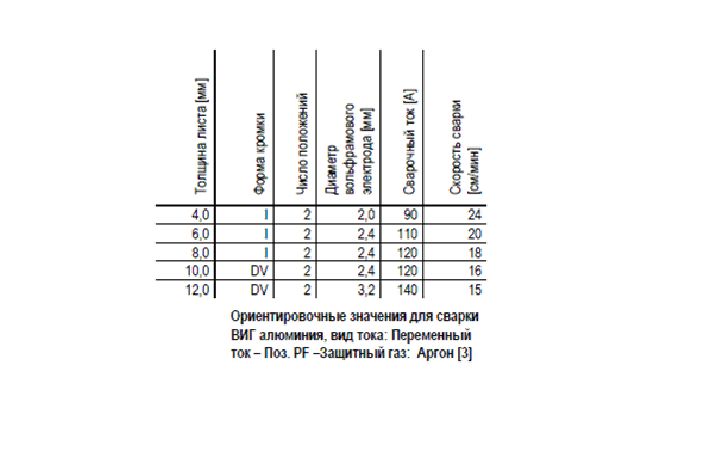
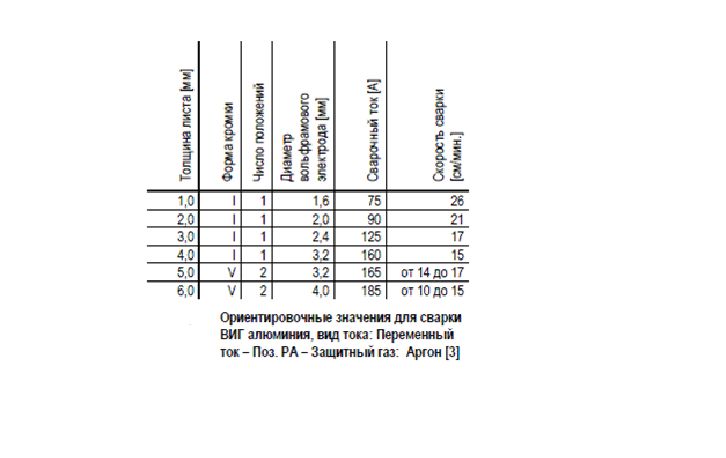
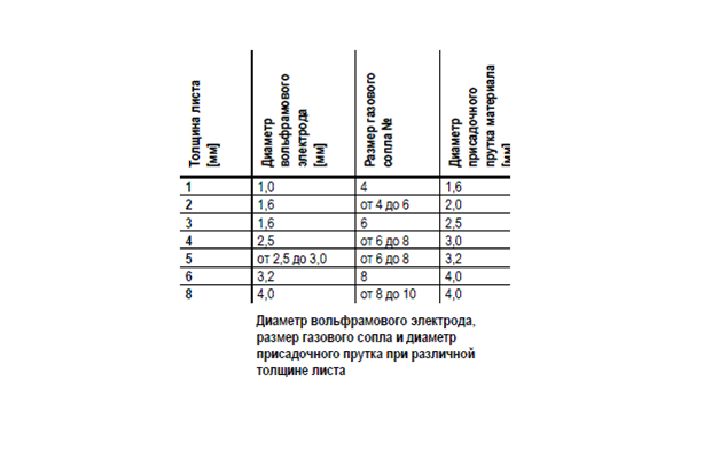
Всем добрый вечер! начинаем свой рассказhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif Про таблицы высший классhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif , , , Примечание: в таблицах указана ФОРМА КРОМОК немного проясню: I-без разделки, V-разделка V-образная, DV-разделка X-образная. ЧИСЛО ПОЛОЖЕНИЙ-количество (швов) слоёв.Таблицы это лишь ориентир,эти таблицы расчитаны на импортные инверторные источники и так на всякий случай... это истина....
1 балл
-
-- Вставлю свои 5коп: Для золотистого цвета шва зашита(расход) газа важен но не только, так же большое значение имеет и быстрое охлаждение шва. Для этого я применяю намеренно заниженный диаметр присадки относительно толщины свариваемого металла, соответственно выставляю ток меньших значений. Вылет вольфрама минимальный. Всё это в комплексе:Повышенный расход аргона, заниженный ток и присадка, вылет вольфрама, даёт очень неплохой результат в плане эстетики, но стоит отметить, что скорость сварки несколько падает.1 балл