Лидеры




Популярный контент
Показан контент с высокой репутацией 15.06.2012 во всех областях
-
Отмечусь немного. Корень - аргон,облицовка РД (LB-52U, ф3,2мм),труба 159 х 4,5 & кран. По порядку: корень,потолочный замок,верхний замок,обратная сторона шва. Немного видео процесса http://www.youtube.com/watch?v=ThoB4VlPkWk&feature=g-upl http://www.youtube.com/watch?v=AbAfYeDhets&feature=youtu.be http://s53.radikal.ru/i140/1206/ac/d1c907d232d8.jpghttp://i049.radikal.ru/1206/ae/fa7453d92083.jpghttp://i032.radikal.ru/1206/e9/2bdd9ce5bb5c.jpghttp://s017.radikal.ru/i406/1206/c6/9db6a424ffd4.jpg5 баллов
-
Всем здрассссте... А я что... не люди тож похвастаюсь... В прошлом году начал сварку осваивать... решил на мангале тренироваться... давно мечтал о стационарном
 5 баллов
5 баллов -
Обещал вчера,но до компа не добрался-выкладываю сегодня. Электрод LB 3.2 провариваю за один проход на большом токе без разделки не сливая масла. Провар идет в глубь на 5-6 мм(приходилось не однократно вскрывать)заводской шов проварен максимум на четыре мм за красоту не судите,не так-то просто рисовать шов когда масло вытекает.
4 балла
-
Уважаемые коллеги, решил создать тему по сбережению нашего с Вами здоровья. Как известно мы часто работаем в наклонном состоянии, что приводит к нарушению осанки. Буду короток, мне 39 и сутулость заметил уже в 35 лет. Подтягивание решает эту проблему. За 10 часов работы, по мимо ее подтягиваюсь по 5-7 подходов по 10 раз через день или каждый день, все зависит от нагрузок по работе. Турник не всегда возможен, но лестница алюмишка всегда под рукой. Ее наваливаем на стену, так, что бы удобно было подтягиваться и вперед. Упражнение силовое, многие мужики его не любят, предпочитают гантели, а зря. Ведь в этом упражнении укрепление плечей, так нужных нам для фиксирования руки на потолке, вертикале, да даже в нижнем положении, так же лопаток, пресса, спины и бицепсов. По опыту скажу, за 4 года избавился от сутулости, живота и частой слабости и усталости.3 балла
-
Билеты с ответами для аттестации по НАКС http://87.239.109.236/talk/files/file/823-bilety-s-otvetami-dlya-attestatsii-po-naks/ 0.01.1.01.ОЭ(м)-I.doc 0.01.1.01.ОЭ(м)-I_о.doc 2.02.1.01.КО-I-РД.doc 2.02.1.01.КО-I-РД_о.doc 2.02.1.02.КО-I-РАД.doc 2.02.1.02.КО-I-РАД_о.doc 4.01.1.01.НГДО-I-РД.doc 4.01.1.01.НГДО-I-РД_о.doc 4.01.1.02.НГДО-I-РАД.doc 4.01.1.02.НГДО-I-РАД_о.doc 4.02.1.01.НГДО-I-РД.doc 4.02.1.01.НГДО-I-РД_о.doc2 балла
-
Привет. Варил лет 10 назад на "Мерина" 500. Заказчик жаловался на трудности снятия и т. д. и т. п. Была трещина с вмятиной мм150. Зачищал и внутри и снаружи, протирал уайтспиритом, фасковал болгаркой. Это всё - ОБЯЗАТЕЛЬНО. Грел весь поддон резаком до ЛЁГКОГО тепла. После заварки не давал резко остывать резачком. Словом, занятие длительное, муторное, но необходимое(зачистка, подогрев). На место сварки лили керосин и смотрели. Нигде не мокло.Поэтому, не представляю, как можно это всё спроворить не снимая. Удачи.2 балла
-
ЭСАБ тоже по документам Швед, а на заводе по их изготовлению видел и Хитачи и Сигвелд, Парвелд, Линкольн .... и всё это в Китае. Просто качественное изготовление и хорошая фабрика.2 балла
-
Вот ещё и ещё. Это последние,по каждой теме выпадает 5 вопросов.4.03.1.01.НГДО-I-РД.doc 4.03.1.01.НГДО-I-РД_о.doc 4.03.1.02.НГДО-I-РАД.doc 4.03.1.02.НГДО-I-РАД_о.doc 4.04.1.01.НГДО-I-РД.doc 4.04.1.01.НГДО-I-РД_о.doc 4.04.1.02.НГДО-I-РАД.doc 4.04.1.02.НГДО-I-РАД_о.doc 4.05.1.01.НГДО-I-РД_о.doc 4.08.1.01.НГДО-I-РД_о.doc 4.08.1.02.НГДО-I-РАД_о.doc 4.09.1.01.НГДО-I-РД_о.doc 4.09.1.02.НГДО-I-РАД_о.doc 4.10.1.16.НГДО-I-РДН_о.doc 4.11.1.01.НГДО-I-РД_о.doc 4.13.1.01.НГДО-I-РД_о.doc 4.13.1.02.НГДО-I-РАД_о.doc 5.01.1.01.ОХНВП-I-РД.doc 5.01.1.01.ОХНВП-I-РД_о.doc 5.01.1.02.ОХНВП-I-РАД.doc 5.01.1.02.ОХНВП-I-РАД_о.doc 5.02.1.01.ОХНВП-I-РД.doc 5.02.1.01.ОХНВП-I-РД_о.doc 5.02.1.02.ОХНВП-I-РАД_о.doc 5.08.1.01.ОХНВП-I-РД_о.doc 5.08.1.02.ОХНВП-I-РАД_о.doc 5.16.1.01.ОХНВП-I-РД_о.doc 5.16.1.02.ОХНВП-I-РАД_о.doc2 балла
-
Всем здравствовать.Так вот и работаем. Буду постепенно добавлять. Хотелось бы посмотреть как другие работают.
1 балл
-
Две старушки-хохотушки.Людмила Николаевна(слева)более 30лет отдала профессии,Любовь Павловна(справа)профессии отдала более 40 лет.Они варили П/А(СО2) и ручником(РДС) всяческие железяки,за их хрупкими женскими плечами не один километр сварочных швов.Выбрав не женскую профессию,они достойно пронесли её по жизни.........
1 балл
-
Климат у нас такой, что если надеятся на солнце, можно остаться порой совсем без душа. Весной и осенью и вовсе проблема быстро сполоснуться. Вот, по лени своей, используя готовые агрегаты смастерил такую штуку. Котёл 60 литров, используются такие в столовых, паром греется содержимое... что то типа автоклава наверное... Двойная оболочка,вокруг первой - вторая, там пар. Я её удалил за ненадобностью. Вварил две резьбы на 1,25 дюйма под стандартные нагреватели для стиральных машин. Продаются на рынках, любой мощности, встроенный терморегулятор, красота! Два по 1.5 Квт, нагревает 60 литров за 25 минут до 40 градусов, температуру можно поставить до 80 градусов. Соленоидный вентиль на наливе срабатывает от концевика поплавка. Установил всю эту байду на чердаке предбанника. Блок управления внизу, в предбаннике. Снабдил для информативности цифровым термометром.
1 балл
-
Моё колено http://s49.radikal.ru/i126/1206/a5/66a544f95446.jpg Это элемент ещё до кислоты http://s12.radikal.ru/i185/1106/88/735f51f0f55d.jpg1 балл
-
Приветик!!! Да, дружище, секач - это тоже что-то большее, чем просто зубило с приваренной рукояткой. Практически и молоток, и рычаг небольшой, и " масса" частенько, а??? А если ещё и зубило доброе, с заводским клеймом - это ж серенада! Потому их у меня частенько тырят штатные жестянщики, чтоб что-нибудь рубануть по-быстрому, те же болты на М6-М8 Приходится ругаться...1 балл
-
" Силуми́н — сплав алюминимя с кремнием. Химический состав — 4-22 % Si, основа — Al, незначительное количество примесей Fe, Cu, Mn, Ca, Ti, Zn, и некоторых других. Сплав Al-Si (силумины) обладают наилучшими литейными свойствами. В двойных сплавах Al-Si эвтектика состоит из твердого раствора и кристаллов практически чистого кремния. В легированных силуминах (АК9ч) помимо двойной эвтектики имеются тройные и более сложные эвтектики. В двойных силуминах с увеличением содержания кремния доэвтектического состава снижается пластичность и повышается прочность. Маркировка силуминов: АК##@@, где А — алюминий, К — кремний, ## — процентное содержание кремния в сплаве, @@ — другие химические элементы, содержащиеся в сплаве (если имеются). Встречается другая маркировка: АЛ##, где АЛ — алюминий литейный, ## — номер сплава. Наиболее распространенные марки: АК12 — 12 % кремния, эвтектический сплав АК9 — 9 % кремния АК7Ц9 — 7 % кремния, 9 % цинка Силумины устойчивы к коррозии во влажной атмосфере и морской воде, по сравнению с алюминием обладают бо́льшей прочностью и износоустойчивостью. Применяется для литья деталей в авто- мото- и авиастроении (напр. картеров, блоков цилиндров, поршней), и для производства товаров народного потребления".1 балл
-
Реально Вас понимаю. Обидно. Пусть теорию поучат. Просто эти инструкции сочиняют у нас в России и часто людьми не имеющими даже никакого отношения к сварке. Потому очень часто в нашей фирме их отдают корректировать мне.1 балл
-
А у меня когда месяц проварил не дрожали . у меня учитель замечательный человек и специалист - сразу налил мне стакан со словами - Учись варить в нетрезвом виде . научишся - в трезвом всегда сможеш . в те года годы сварка была очень пьяная профессия .1 балл
-
Да ну нах.Я и половины этого не умею,но особенно умилили "Правила резки металлов под водой".1 балл
-
У нас в ЖЭУ до сих пор варят газом, для гнили самое они, я варил газом достаточно долго, скажу Вам, мне приятнее им работать, чище, зайцев нет, работать можно в майке и тапочках, летом в душном сан.узле под потолком, и так не сладко а когда тебе приходиться одеваться в св.робу чтоб не обгореть, это удручает, многие скажут что РДС быстрее, но это только на первый взгляд, когда-же стык в углу где приходиться снимать стекло я вспоминаю газосварку и очень жалею что нету её под рукой...1 балл
-
Тогда тебе 25 пост исправить нужно, дезинформация получается.1 балл
-
На своем вкуснее получается1 балл
-
Доброго времени суток, Коллеги! Здесь уже упомянутый РТМ-1С "...1.1. Настоящий Руководящий документ (РД) предназначен для организаций, осуществляющих монтаж и ремонт трубопроводов и трубных систем паровых и водогрейных котлов независимо от параметров рабочей среды, а также изготовление трубопроводов с рабочим давлением до 2,2 МПа (22 кгс/см) и температурой не более 425 °С и отдельных элементов котлов (водяных экономайзеров, пароперегревателей и др.) с использованием сварочных технологий на предприятиях Российской Федерации независимо от форм собственности"..: 15. ОСОБЕННОСТИ СВАРКИ ТРУБНЫХ ЭЛЕМЕНТОВ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ 15.1. Требования раздела 15 распространяются на ручную дуговую и аргонодуговую сварку элементов из сталей одного структурного класса, но разного легирования и из сталей разных структурных классов (перлитного с мартенситным и мартенситно-ферритным, перлитного с аустенитным, мартенситного и мартенситно-ферритного с аустенитным), при этом сварные соединения сталей разных структурных классов рассматриваются применительно к трубам поверхностей нагрева и трубопроводам диаметром не более 100 мм и толщиной стенки не более 10 мм, которые встречаются в монтажной и ремонтной практике. 15.2. Конструкцию сварного соединения следует выбирать по табл.6.2 в зависимости от способа сварки, диаметра и толщины стенки свариваемых труб. При сварке аустенитной стали с перлитной, мартенситной и мартенситно-ферритной соединяемые встык элементы должны иметь одинаковую толщину. Если соединяются элементы разной толщины, то должна быть произведена обработка более толстого элемента в соответствии с рекомендациями пп.6.1.6 или 6.1.7. 15.3. Если стык элементов из сталей разного структурного класса сваривается на остающемся подкладном кольце, то кольцо следует изготовлять из менее легированной свариваемой стали или из стали того же структурного класса, к которому относится металл корня шва. Подкладное кольцо для соединений элементов из сталей перлитного класса должно изготавливаться в соответствии с требованиями п.6.2.10. 15.4. Марку присадочного материала следует выбирать по данным табл.15.1. Таблица 15.1 Присадочный материал для сварки элементов котлов итрубопроводов из разнородных сталей. G0Группа основных материалов по M12291 1200005630ПБ 03-164-97*#S Сталь свариваемых труб, присадочный материал электоды для ручной дуговой сварки,присадка для аргонодуговой сварки * Расшифровка групп основных материалов: 20 - сочетание сталей группы 4 со сталями группы 1; 21 - сочетание сталей группы 5 со сталями группы 4; 22 - сочетание сталей группы 6 со сталями группы 4; 23 - сочетание сталей группы 9 со сталями групп 1 или 4; 24 - сочетание сталей группы 9 со сталями группы 6. Для элементов независимо от диаметра и толщины стенки 1+1 Ст2, Ст3, Ст3Г, Ст4, 10, 08, 20 в сочетании с 15ГС, 16ГС, 17ГС, 10Г2С1, 09Г2С, 14ХГС, 14ГН, 16ГН УОНИ-13/45, ТМУ-46, УОНИ-13/55, ЦУ-5, ТМУ-21У, ЦУ-6, ЦУ-7, ЦУ-8, АНО-11, ИТС-4С, ТМУ-50 Св-08Г2С, Св-08ГА-2, Св-08ГС 20 10, 20, 15ГС, 16ГС в сочетании с 12МХ, 15ХМ (и литье аналогичного состава) УОНИ-13/55, ЦУ-5, ТМУ-21У, ЦУ-7, ТМУ-50, ЦУ-8, АНО-11, ИТС-4С, ЦУ-2ХМ, ТМЛ-1У, ЦЛ-38 Св-08Г2С, Св-08ГС, Св-08МХ*, Св-08ХМ*, Св-08ХМА-2, Св-08ХГСМА _________________ * Проволоку марок Св-08МХ, Св-08ХМ и Св-08ХМФА допускается применять для аргонодуговой сварки только при содержании кремния в проволоке не менее 0,22%. 20 10, 20, 15ГС, 16ГС в сочетании с 12Х2М1, 12Х1МФ, 15Х1М1Ф (и литье аналогичного состава) УОНИ-13/55, ЦУ-5, ТМУ-21У, ЦУ-7, ЦУ-8, ТМУ-50, АНО-11, ИТС-4С, ЦУ-2ХМ, ТМЛ-1У, ЦЛ-38, ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М, ЦЛ-45 Св-08Г2С, Св-08ГС, Св-08МХ*, Св-08ХМ*, Св-08ХМА-2, Св-08ХГСМА, Св-08ХМФА*, Св-08ХМФА-2, Св-08ХГСМФА _________________ * Проволоку марок Св-08МХ, Св-08ХМ и Св-08ХМФА допускается применять для аргонодуговой сварки только при содержании кремния в проволоке не менее 0,22%. 4+4 12МХ, 15ХМ, 12Х2М1 в сочетании с 12Х1МФ, 15Х1М1Ф (и литье аналогичного состава) ТМЛ-1У, ЦУ-2ХМ, ЦЛ-38, ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М, ЦЛ-45 Св-08МХ*, Св-08ХМ*, Св-08ХМА-2, Св-08ХГСМА, Св-08ХМФА*, Св-08ХМФА-2, Св-08ХГСМФА _________________ * Проволоку марок Св-08МХ, Св-08ХМ и Св-08ХМФА допускается применять для аргонодуговой сварки только при содержании кремния в проволоке не менее 0,22%. Для элементов диаметром не более 100 мм и толщиной не более 10 мм 4+4 12Х1МФ в сочетании с 12Х2МФСР ТМЛ-1У, ЦУ-2ХМ, ЦЛ-38, ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М, ЦЛ-45 Св-08ХМ*, Св-08ХМА-2, Св-08ХГСМА, Св-08ХМФА*, Св-08ХМФА-2, Св-08ХГСМФА _________________ * Проволоку марок Св-08МХ, Св-08ХМ и Св-08ХМФА допускается применять для аргонодуговой сварки только при содержании кремния в проволоке не менее 0,22%. 21 12Х1МФ в сочетании с 10Х9МФБ (ДИ 82-Ш) ЦЛ-39, ЦЛ-20, ТМЛ-3У Св-08ХМФА* _________________ * Проволоку марок Св-08МХ, Св-08ХМ и Св-08ХМФА допускается применять для аргонодуговой сварки только при содержании кремния в проволоке не менее 0,22%. 5+9 10Х9МФБ (ДИ 82-Ш) в сочетании с 12Х18Н12Т ЦТ-45 Св-03Х20Н45Г6М6Б-ВИ (ЭП953-ВИ) 22 12Х1МФ в сочетании с 12Х11В2МФ** ЦЛ-39, ТМЛ-3У, ЦЛ-20, ЦЛ-20М, ЦЛ-45, ОЗЛ-6, ЗИО-8, ЦЛ-25/1, ЦЛ-25/2, ЭА-395/9, ЦТ-10, НИАТ-5 Св-08ХМФА*, Св-08ХМФА-2, Св-08ХГСМФА, Св-07Х25Н13, Св-10Х16Н25АМ6 _________________ * Проволоку марок Св-08МХ, Св-08ХМ и Св-08ХМФА допускается применять для аргонодуговой сварки только при содержании кремния в проволоке не менее 0,22%. ** Допускается применять металл шва 09Х1МФ для труб поверхностей нагрева. 23 и 24 20,12Х1МФ, 12Х2МФСР, 15Х1М1Ф, 12Х11В2МФ в сочетании с 12Х18Н10Т, 12Х18Н12Т ЗИО-8, ОЗЛ-6, ЦЛ-25/1, ЦЛ-25/2, ЭА-395/9, ЦТ-10, НИАТ-5 Св-07Х25Н13, Св-10Х16Н25АМ6 23 12Х1МФ в сочетании с 10Х13Г12БС2Н2Д2 (ДИ 59) ЭА-395/9, ЗИО-8, ЦЛ-25 Св-10Х16Н25АМ6, Св-07Х25Н13 9+9 12Х18Н12Т в сочетании с 10Х13Г12БС2Н2Д2 (ДИ 59) ЦТ-15 Св-08Х19Н10Г2Б, Св-04Х20Н10Г2Б Примечание. Разнородные соединения из стали 10Х13Г12БС2Н2Д2 (ДИ 59) со сталями 12Х1МФ и 12Х18Н12Т выполняются комбинированной сваркой (корень - ручная аргонодуговая, остальное сечение - дуговая сварка покрытыми электродами). 15.5. Сварка сталей разных структурных классов с использованием аустенитного присадочного материала выполняется без предварительного подогрева стыка с минимальным тепловложением в соответствии с рекомендациями раздела 13. Сварка разнородных сталей перлитного класса выполняется с подогревом, если таковой требуется, согласно данным табл.6.3 для более легированной из свариваемых сталей. Сварка должна выполняться с соблюдением технологических требований, изложенных в соответствующих разделах РД. 15.6. Сварные соединения сталей разных структурных классов, на которые распространяется настоящий раздел (толщиной не более 10 мм), термической обработке не подвергаются (кроме стыков группы 21 по табл.15.1). Сварные соединения сталей одного структурного класса, но разного легирования, а также соединения группы 21 подвергаются термообработке в соответствии с требованиями табл.17.1.... ..... Более понятнее читать оригинал ))) "Прицепил" книжку по сварке разнородных сталей. http://www.naks.pro/ Готальский Ю.Н. - Сварка разнородных сталей.djvu RD-153-34-1-003-01.rar1 балл
-
А с чего это вдруг силумин рекомендуете варить магниевой присадкой?1 балл
-
Сегодня делал быстрый ремонт КАМАЗ-а (товар ждет давай быстрей) ,фотик был под рукой,так что не судите строго. Четыре часа работы и в путь.
1 балл
-
это надо по смотреть ))) http://www.youtube.com/watch?v=yMQsdO7kvHg1 балл
-
Всем доброго времени суток, коллеги! Несколько дней назад столкнулся с китайской промышленностью. Буду откровенен: это уже не первый случай в моей ремонтной практике, но первый – с фотографиями и пояснениями. Хочется предостеречь от такой «встречи» с узкоглазой техникой и, если она всё-таки состоялась, то не падать духом! Итак, поехали. Сосед по гаражу, он же и сосед по даче, купил китайскую бензопилу какой-то фирмы «Сунь йух в чай». Ходил и радовался сему удачному приобретению, которое обошлось ему в 345 хохлобаксов = 1380 рублей. Кубометры поваленного леса расстилались в его мечтах. Гринпис ни в жизнь не смог бы остановить этого новоявленного лесоруба, дровопила и лесозаготовителя в одном лице! И вот наступил сладостный миг окончательной победы механизированного труда над тяжелым, изнуряющим и, уже не отвечающим никаким европейским нормам, ручной пилкой дров. Этот миг тут же закончился сразу после 2-х раз дергания за веревочный кикстартер бензопилы. Все «торжества» соседа происходили на даче, а так как я в это время имел неосторожность находиться рядом на своей даче, то передо мной возникло лицо человека, с которым китайцы ещё не расплатились за Халхин-Гол. Вот такая картина маслом открылась моему взору. http://s019.radikal.ru/i607/1206/80/385867b7f849.jpg Ось, на которой вращался пусковой маховичёк, была выполнена как единое целое с пластмассовой крышкой. Большая консольная нагрузка не оставила никаких шансов такому решению китайских конструкторов. http://s017.radikal.ru/i414/1206/8e/a6dddd5978cc.jpg http://s008.radikal.ru/i304/1206/64/f62105620baa.jpg Пожалел я соседа и взялся за ремонт, потом долго жалел себя. Начались танцы с бубном. Изготовил новую ось с фланцем в сварном варианте, так как точить из круга ф70 мм такую детальку было верхом расточительства, да и нетехнологично. http://s54.radikal.ru/i146/1206/26/7d84af2e8662.jpg http://i063.radikal.ru/1206/b9/df3d3326017f.jpg И ещё, друзья. Убедился, что пословица «дурная голова рукам покоя не даёт», действует! Поленился вытащить шнурок из крышки и в результате при сверловке на станке крышку вырвало из рук, а шкив, болтающийся на шнурке, разбило о стойку станка. Пришлось станцевать второй танец с бубном и для шкива. http://i049.radikal.ru/1206/b7/47c7c204b31d.jpg http://s017.radikal.ru/i420/1206/eb/e4581c8c595a.jpg http://s017.radikal.ru/i438/1206/03/e1a6563f23e6.jpg http://s15.radikal.ru/i188/1206/e2/0648a863c218.jpg Вот что у меня получилось. Болты, стягивающие металлическую ось и крышку между собой, пришлось выпустить только так, чтобы они не мешали изнутри вращаться маховичку. http://s16.radikal.ru/i191/1206/74/2be4c0672b89.jpg http://s017.radikal.ru/i438/1206/5c/06e29dddfdb8.jpg Все собрал, отнёс соседу. Прикрутили крышку на место, дернули пару раз за шнурок и, о чудо, - «Вжик!»,- сказала пила. В глазах соседа появился взгляд, прощающий китайцам и Халхин-Гол, и первое разочарование от такой поломки…1 балл
-
бытовой газ давление 0.02 атм, после 8 можно точно 0 дописать1 балл
-
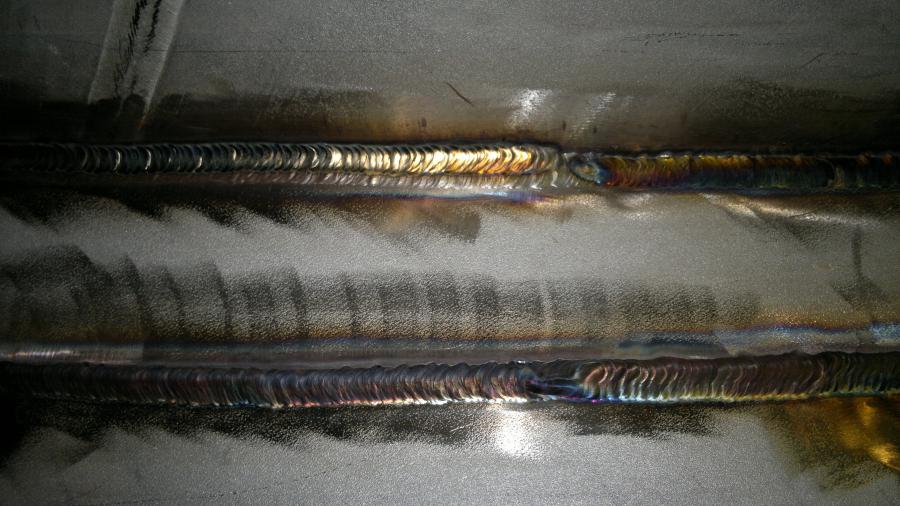
Воротник и труба в три "наката". На таких железяках самое оно тренироваться. Режимы не скажу(смысла нет), сталь 304я 10мм, присадка 308lsi 2,4мм.
1 балл
-
Всем привет из Иркутска!!! Вот и у нас настали теплые деньки, я второго июня женился и решил наконец-то сделать нам мангал (благо металла на балконе хватает ). Сварил за вечер под пивко и на следующий день опробовали. Ножки для него сделаю потом, когда дойду до гаража товарища, там 500 метров гладкой арматуры 10мм моей лежит. Изготовил его на балконе, ручником, ток 100 А
1 балл
-
а у нас пришел молодой пацан на верфь и сразу 4 разряд, ну вывели его во 2 смену , мастер ему говорит там то и там то стоят фундаменты, нужно за ночь заварить, а сам спать пошел. и что вы думаете? пацан заварил не только те фундаменты которые были выставлены, но и те которые ПРОСТО ЛЕЖАЛИ РЯДОМ причем так красиво что матерые сварные завистливо присвистнули1 балл
-
Проволока св08г2с ф1мм газ микс 2. Конденсатор Ф1220мм длина (точно не помню) примерно 5000мм. Врезка трубы Ф273 и Ф325 Заглушка Колени с переходом и фланцем Ф273 на Ф159 и Ф325 на Ф159 Внутренняя сторона колена.
1 балл
-
Привет всем. сегодня у меня такой мангал вышел.
1 балл
-
Недавно рассказали случай произошедший несколько лет назад, вернее я читал где-то о нем раньше, точных подробностей не помню, но основные детали запомнились. Где-то на севере Сахалина. Одна из крупных нефтегазовых компаний приобрела в Америке (хотя по сведениям рассказчика возможно и сами америкосы) чудо машину, которая несется со скоростью внутри трубы и через GPS сообщает о своем местонахождении, считает стыки. Возможно и другие какие функции у этой нано-хреновины есть (вернее были, царствие ей небесное), стоимость ее-несколько миллионов долларов. Короче запустили эту хреновину в трубу и мчится она, считая стык за стыком, сообщая все данные через спутники америкашкам на их компьютеры. Спустя несколько километров, сигнал неожиданно пропал. Выдвинулась группа специалистов на место последней подачи сигнала этой путешественницы по трубам...Какое-то время до этого, другая группа специалистов, не знаю точно для каких целей (возможно для опрессовки или продувки плети) только не понятно для чего в тело трубы, сделала врезку трубки небольшого диаметра, которая впоследствии была отрезана и с применением высочайших технологий в виде лома, вставленного в это отверстие, который был обварен...В итоге-великое американское чудо техники, видимо на хорошей скорости, повстречалось с Российским чудо-ломом, против которого как известно нет приема. И разлетелась эта штуковина в трубе на сотни кусочков...Да здравствует Российско-Американское сотрудничество!1 балл
-
сегодня исправлял кун. тракторист как на ферари не вписался в поворот и въехал в дымовую трубу котельной. заработал 4 рубля за это
1 балл
-
Здравствуйте!!! У меня вопрос! Сварил из железа лошадь, хочу ее продать, но никак не могу найти в интернете сайты, где можно выложить подобное объявление. Может кто сталкивался с такой проблемой? Подскажите пожалуйста сайт, через который можно найти клиентов, которые купили бы мою лошадь, или заказали бы по своим эскизам что-то подобное! Зарание большое спасибо!
1 балл
-
По теме иль нет но сейчас, как по иронии, как раз занимаемся ремонтом снего-болотохода OHARA. Японец, морда прогнила, меняем Охаре "лицо". Хороший вездеход, гусеницы резиновые с алюминиевыми грунтозацепами, дизель от ISUZU. Фотку сделал, но мой мобильник хреново фотает, выкладываю оригинал и свою.
1 балл
-
Лишь бы пожарники,не увидели.......(маленькая месть сварщика) кусок пожарного рукава,вполне удобственный "пенал" изготовлен минут за 15.......
1 балл
-
Просто... не стал заморачиваться.... есть горн кузнечный, но он сейчас разобран.... поэтому сначала просто резал болгаркой точилом равнял до приемлемых форм... потом все таки решил заморочится... взял уголок небольшой (15*15) и на холодную 5 килограммовой кувалдой на наковальне расплющил.... вырезал болгаркой треугольники, обточил точилом.... можно было еще той же болгаркой насечки для пущей романтики сделать... но руки не дошли.... работу сдавать надо было... высокая комиссия торопила (жена).....1 балл
-
Я тока двух нашел, где свет, третий наверху где-то запрятался, н7аверно электрод меняет, точно АВН ? ))) А вообще ребят, после увиденных фоток, ипона мать, просто жуть берёт - чего же нам достаётся, какая работа?! Какой нахрен тоннаж, чё б они без сварных гнали .... дальше нецензурно1 балл
-
Кстати да, газ-то есть, оно ведь и безопасней работая в воде-то?! У нас электосварку используют только в крайнем случае да и на диаметрах больше 157. Грязевики например и магистрали, а на "солому" только газ. Вот тоже сегодняшний гемор, извиняюсь за качество с телефона, тоже по уши в воде, замена участка лежака, врезки и сборки. Всё парит, слесарь где-то рядом лазиет, пытается слить, на улице -23 и дом 3 подьезда остановлено отопление, горелку даже не тушил, все швы без перекуров. Дом запущен, осталось от врезки привязаться к стояку: з.ы. ...да, свет-то ведь только от горелки)))
1 балл
-
Всех с новым годом. А я вцелом и говорил, что встречал сварного LB52U нефтепровод варит под просвет сверху вниз - корень и заполнение - да и нефтепровод это не показатель, ибо там контроль так себе(ну конечно есть где и серьезно смотрят, даже встречал мооди). А про целюлозу на газопроводе можно забыть - Требование газпрома запрещает сварку электродами с целюлозным покрытием, но я не сомневаюсь, что ими еще варят, и возможно будут варить многие фирмы. LB52U - это очень хороший электрод, но он очень хитрый и требует правильного обращения, поставить пору этим электродом - нетрудно. Ну сколько времени и при какой температуре на каждой пачке написано. Лично я практически не смотрю как были прокалены электроды - Подошел к печки взял электроды, папихал новые и пошел, а кто их до меня туда ложил и сколько они там лежали хрен его знает. Резаком не пробывал, как вариант можно сделать так - Берешь трубу 57 на один торец варишь пластинку, затем на получившуюся конструкцию надеваешь трубу 108 и привариваешь к пластине к которой уже приварена труба 57- Ну и в трубу 57 ложишь электроды и резаком нагреваешь внешнюю трубу несколько раз, минут по пять. Можно и еще проще сделать экспрес просушку - лист метала(чем толще тем лучше) привариваешь на него(поперек) 2-3 прутка, нагриваешь лист до красна, сверху на прутки ложишь электроды. А вообще когда на котельной работал электроды сушили на обычной батареи. А когда на нефтепроводе печка прокалочная сгорела, я запихивал электроды в пачке - отложив из нее лишние(чтобы влезли), между ребрами масленного обогревателя. Ну тут смотря что и как варить. В целом если варить в два прохода стенку толщиной около 4 мм, то в идеале для корня 2мм, облицовка 2,5(2,6)мм. Если варить в один проход, то я всегда использовал 2,5(2,6)мм Но если варить толщену стенки менее 3,5 мм то тут уже везде возьму электрод 2мм. А если толщина стенки 6мм и корень и облицовку буду электродами 2,5(2,6)мм. Но когда выбора нет, то и электроды 3мм пойдут, но уже внешний вид шва будет хуже. Согласен полностью, но бывает так когда нет 2,5(2,6) - вот и призодиться извращаться с 3-ой. В целом тоже верно, но каждый здесь работает по своему. Например:я варю все на одном токе, я так приучился. Если есть пульт тогда бывает и играюсь с током. А вот видел(вернее подсматривал) за человеком который регулировал ток прямо во время сварки и так привык, что уже без пульта почти не может. А именно он ложил пульт себе на правое плечо и левой рукой его прижимал и во время сварки добавлял, либо убовлял ток. Я попробывал - мне не понравилось, надо привыкать . Короче здесь дело привычки, кто как приучиться. Незабывай, что таким способом я описывал сварку электродом уонни 3мм в два прохода(я бы не сказал, что это правильно, но куда деться если есть только уонни 3мм). В верх(вперед) уходишь на долю секунды, а возвращаясь ставишь небольшую каплю, при этом сварочная ванна отсутствует. В целом уходом верх(вперед) и большой скоростью я и добиваюсь того, что сварочная ванна просто не успевает образоватся, иначе бы мы прожгли такую тонкую стенку. Отсутствие сварочной ванны не означает, что будет брак - В целом ванна есть, но она очень мала- мы ставим маленькую капельку(в данный момент она и есть маленькая сварочная ванна), чуть уводим электрод вперед, а возвращаясь, на еще не застывшую капельку ставим новую(тем самым перенося ванну вперед). Провар же обеспечивается зазором около 3мм, а ток я бы не сказал, что низкий(около 80А), иначе бы электрод залипал. Как уже говорил все надо подбирать под себя. Тоесть играешь и с током и со скоростью и с зазором - и в определенный момент понимаешь как лучше. Попробуй на пластинах - берешь пластины толщиной, как толщина стенки трубы, на которую хочешь научиться. Ставишь в проблематичном положении и на пластине подбираешь ток и скорость сварки, когда хорошо получится переходишь на трубу.1 балл
-
Странный спор: 80% сварных варят с отрывом и считают, что это правильно. Однако правильно варить без отрыва любыми электродами. Если говорить о рутиловых,как ушел на нефтегазовую отрасль, то больше их и не видел. А если увидят отрывистую сварку на газе, выпнут сварщика нах... Единственный совет сварным - учитесь варить основными без отрыва, ибо это правильно. Было время когда варили 57 трубу(очень много), за неделю натаскался так, что трубу 57мм х 3.5мм варил LB52U 2.6мм за один проход, без отрыва,с проваром, под просвет. Причем 2-х электродов при правильной подгонке стыка хватало на стык. Проблема тех кто варит с отрывом в том, что они ток подбирают неправильно, вот и течет метал, вот и варят с отрывом, чтоб метал не утекал.1 балл
-
Рутилом тоже можно безотрывно катушки варить, если это не тонкостенка и диаметр электрода небольшой. Но если хорошим, основным, электродом можно, просто, вести полосой (без колебаний), то рутиловым это частые возвратно-поступательные движения или катаешь электрод по кромкам и роняешь в середину каплю, т.к. ванна очень текучая.1 балл
-
А это сделали мастера из Новосибирска. Художественная ковка.
1 балл
-
Давненько по нэту не шарил.
1 балл
-
Швы для оцинкованного металла мне кажется нормальные, потом швы специальной грунтовкой красят под цвет цинка.
1 балл
-
Того "требователя" нужно заставить обеспечить сварщика инверторным сварочным аппаратом с дистанционным потенциометром, позволяющим корректировать сварочный ток в процессе сварки. Самому сварщику выбрать электроды для сварки корня тонкие (2 - 2,5мм)с тугоплавкой обмазкой, обеспечивающей концентрированную дугу. Сварку вести на короткой дуге, используя функцию Arc Force: http://www.kemppi.ru/articles/funkciya_arc_force_i_hot_start/index.htm Техника сварки: обеспечить равномерный провар кромок за счет быстрых колебаний электрода1 балл
-
Не согласен, в России, так же как во всех республиках бывшего СССР все держится на мастеровых людях, а не на политиках и чиновниках. Они просто паразитируют на тех, кто работает руками. В РФ 91 млн, человек живет за счет бюджета, который наполняют 31 млн. человек, а в их число входят и дети и бомжи и .... Просто не стоит ждать у моря погоды. Без таких людей как Вы, Россия обречена и может погибнуть в ближайшие 10-15 лет.1 балл
-
Технарь, диплом там получил. Не тянуло меня таскать все эти шнурки, тянуло за руль. Стал от военкомата и после армии профессионалом водителем. Грузовики, возил людей на автобусах разных работал, пока платили. Далее с риском влез в такси, в 90 годы было сложно туда попасть без стрелок, махаловок, горели гаражи машины. Вообщем страшно было, честно, Но надо было жить. Далее не удержали толпу, у всех машины все таксисты и я на монтаж пошел с одним электродом, арматура, заборы, все так начиналось,металл.конструкции, трубы , аргон, полу автомат, плазма, роботы. Интересно было все постигать, я жил этим, засыпал с этим и просыпался тоже в сварке. Моя голова думала всегд о швах, о металле,я был словно больной. И теперь еще не остановился, все что то изучаю, вот только грош цена нашему труду в россии. Жаль1 балл