Активность
- Последний час
-
Да, я тоже думал об этом, что свет отражался от оцинкованного металлического забора и заныривал под маску.
-
Только они об этом не знают ..и работают.... который год . 3ий? или 4ый уже ?.. Антифриз обновлялся. Всё остальное нет: горелка, насос...Никаких отложений. Иначе что это за антифриз.И сварочные аппараты никак не реагируют на токи утечки. И может поясните: как и чем отличается автомобильная помпа от центробежного насоса? принципиально . конструктивно -знаю. Как то вы не в тему залетели..
- Сегодня
-
Принимают меры, соответствующие конкретной ситуации. Обычно на отдельнолежащую пластину столько швов не делают Китайские 1/1/1/2 или 1/1/1/1 на АСФ не соответствуют действительности, ответ скорее всего в этом. Просто сравните с обычным стеклом. А может быть и вовсе просто "засветы" под маску проходят.
-
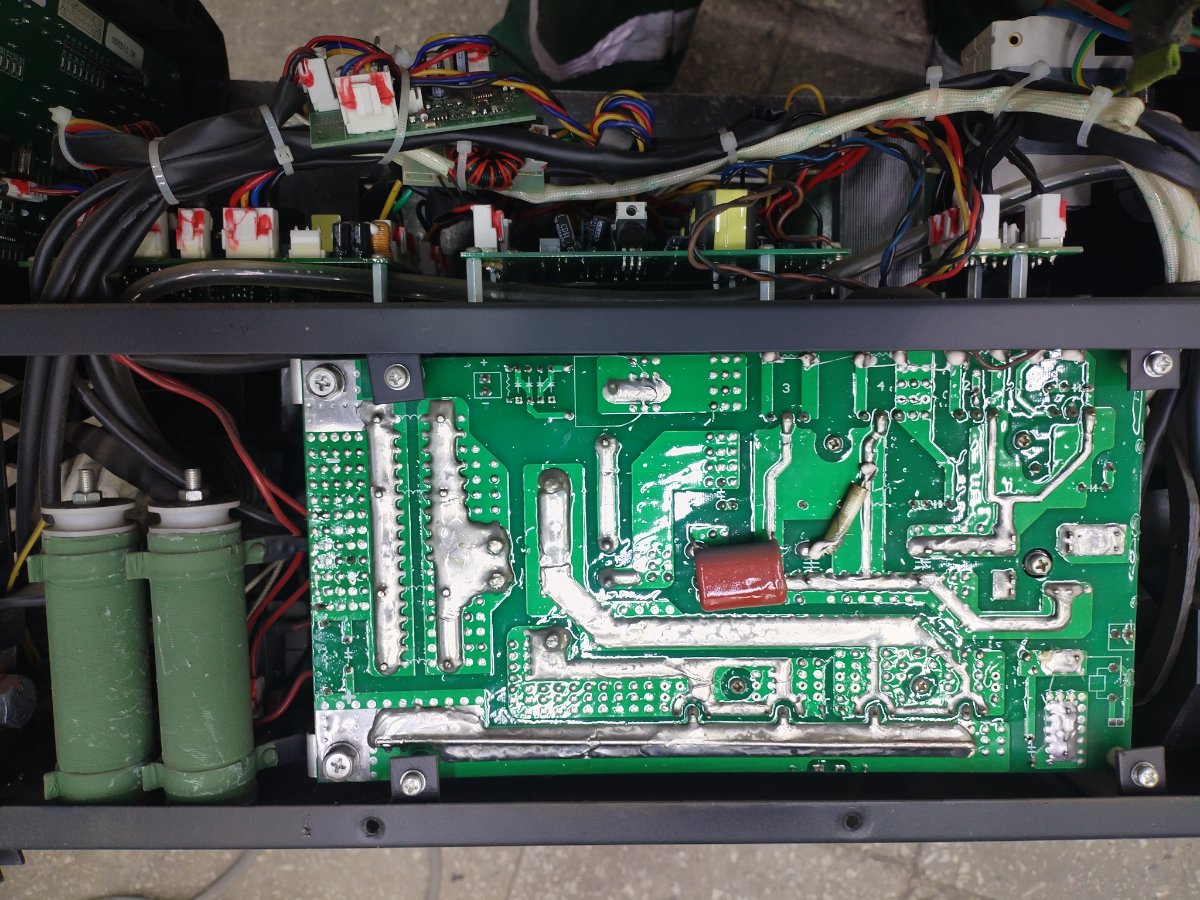
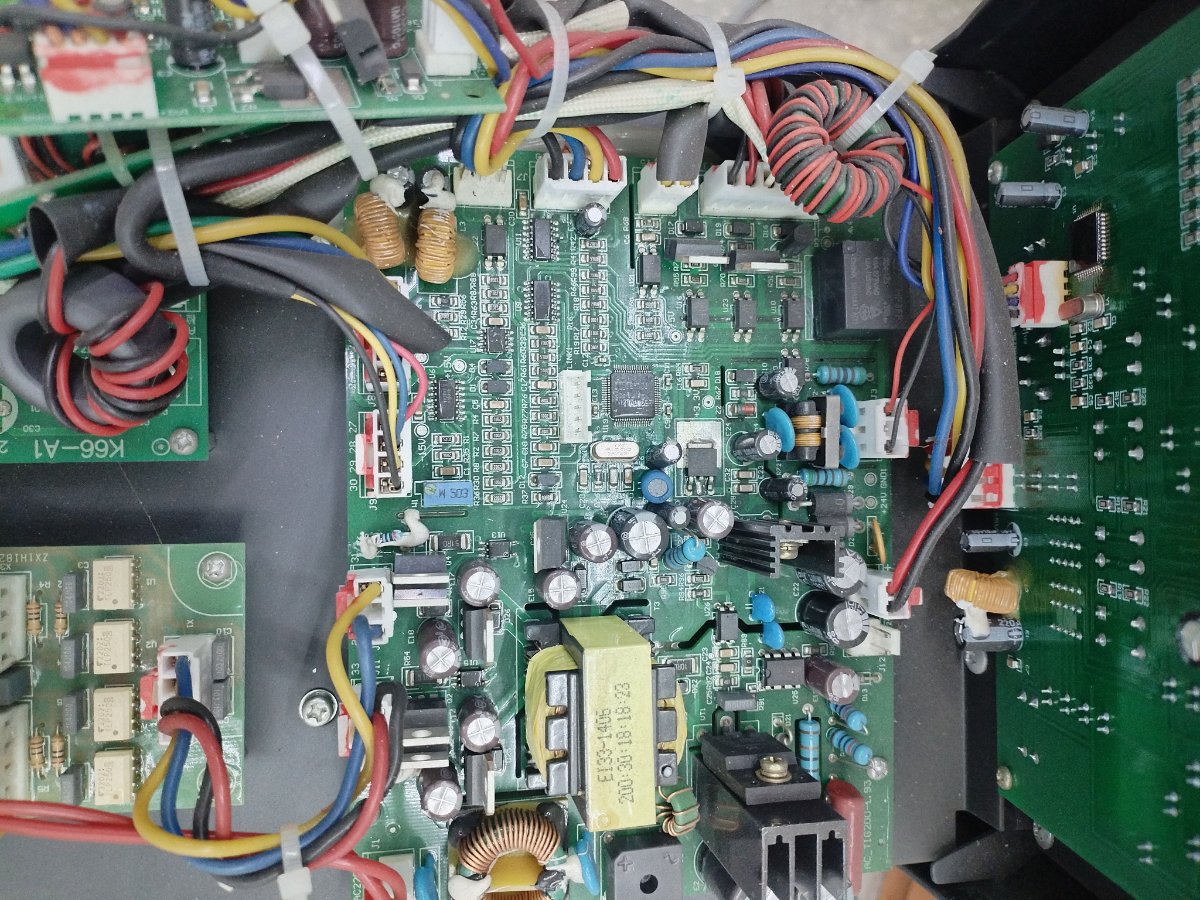
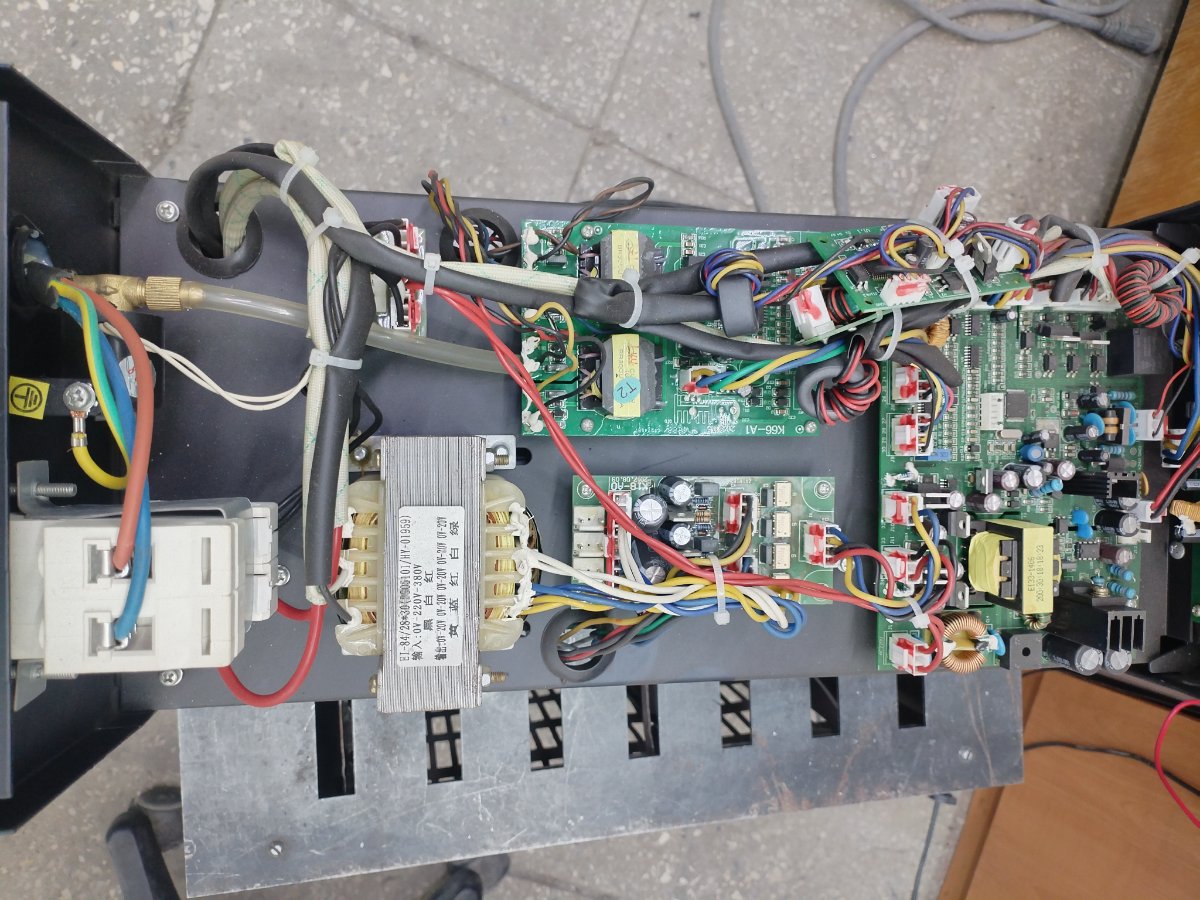
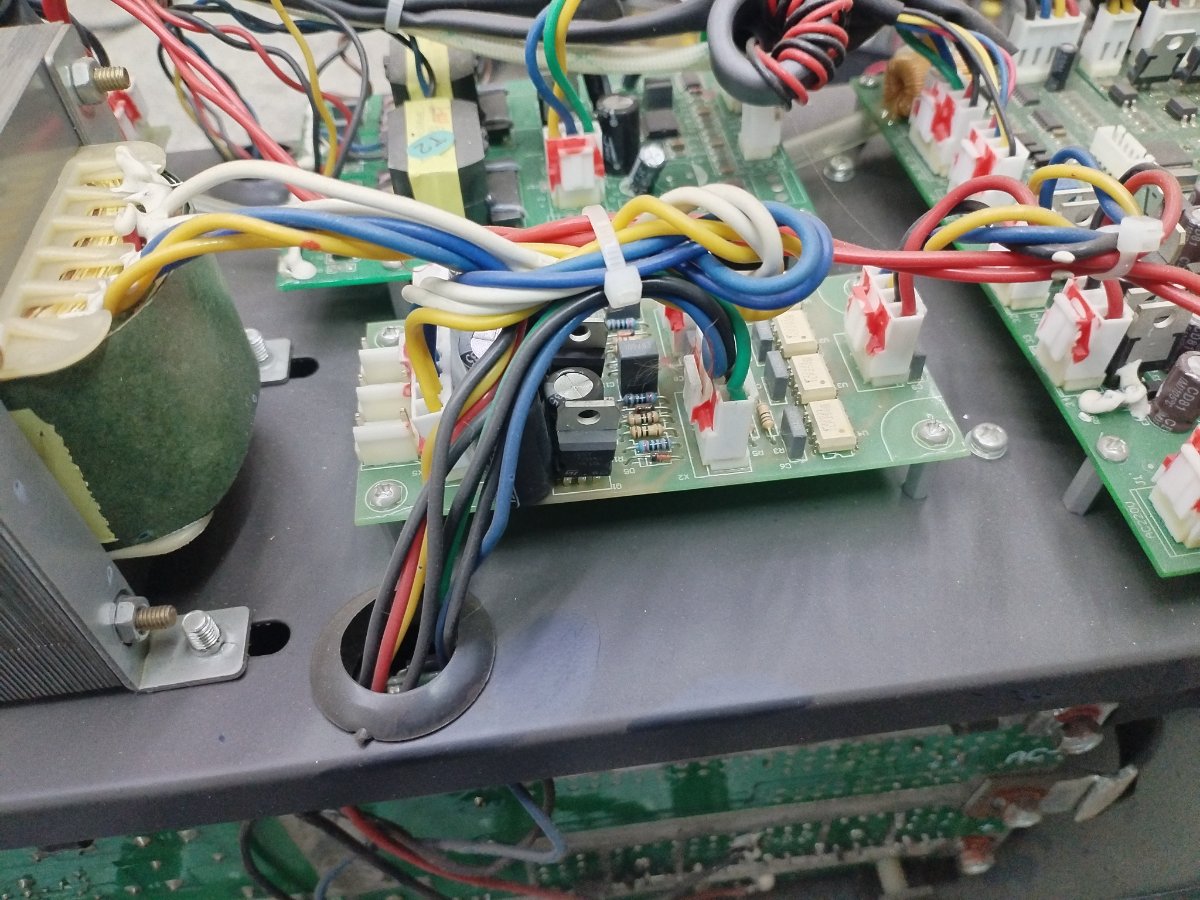
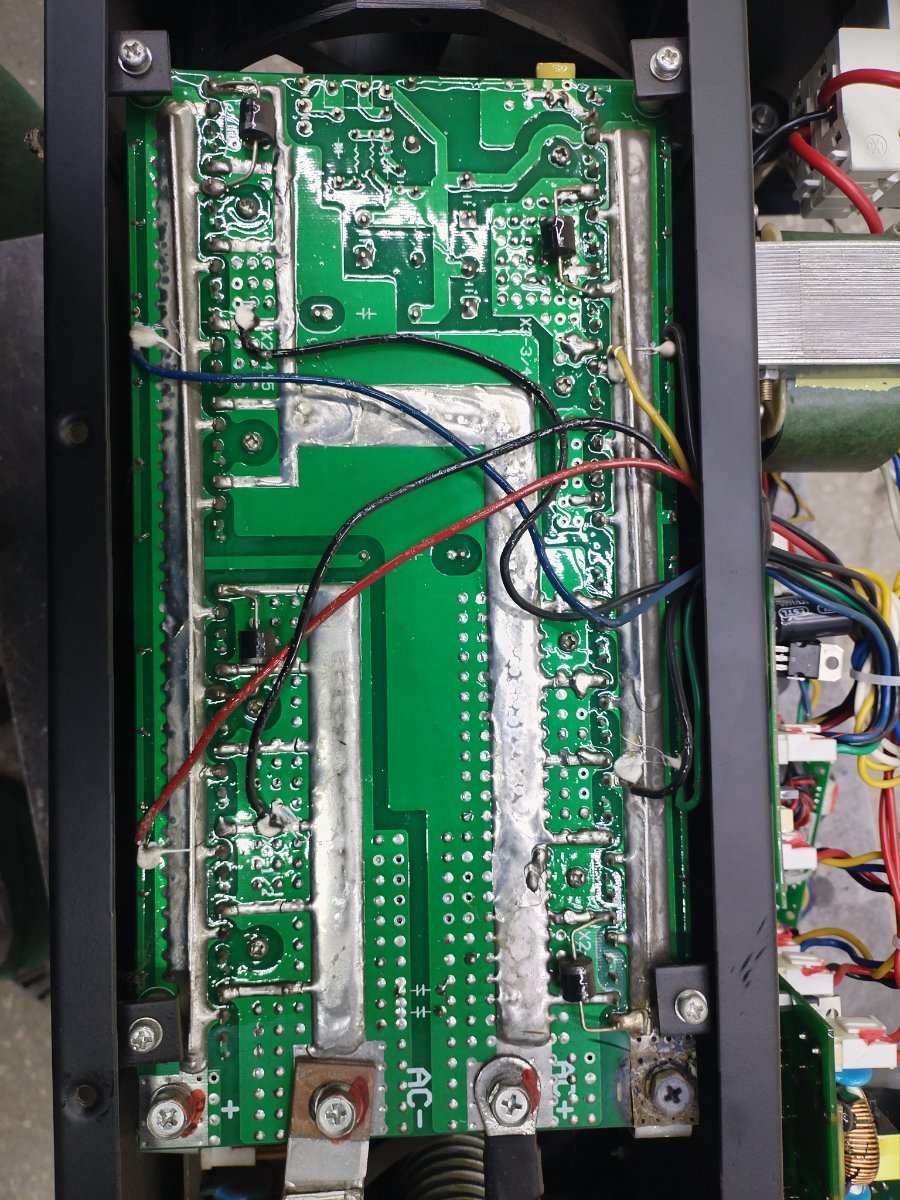
Энерджи ТИГ 200 АС/ДС. Нет выходного напряжения. Неисправность силового вторичного инвертора. Ну и так, по мелочи. Пропаять, заменить шину алюминиевую на медную, что участвует в передаче силовухи с первичного инвертора на вторичный.

-
Вы уверены, что транс виноват? Они очень редко выходят из строя. Чаще всего это ключ на раскачку, сам генератор или условия для его запуска не сработали.
-
По многочисленные просьбам трудящихся...
-
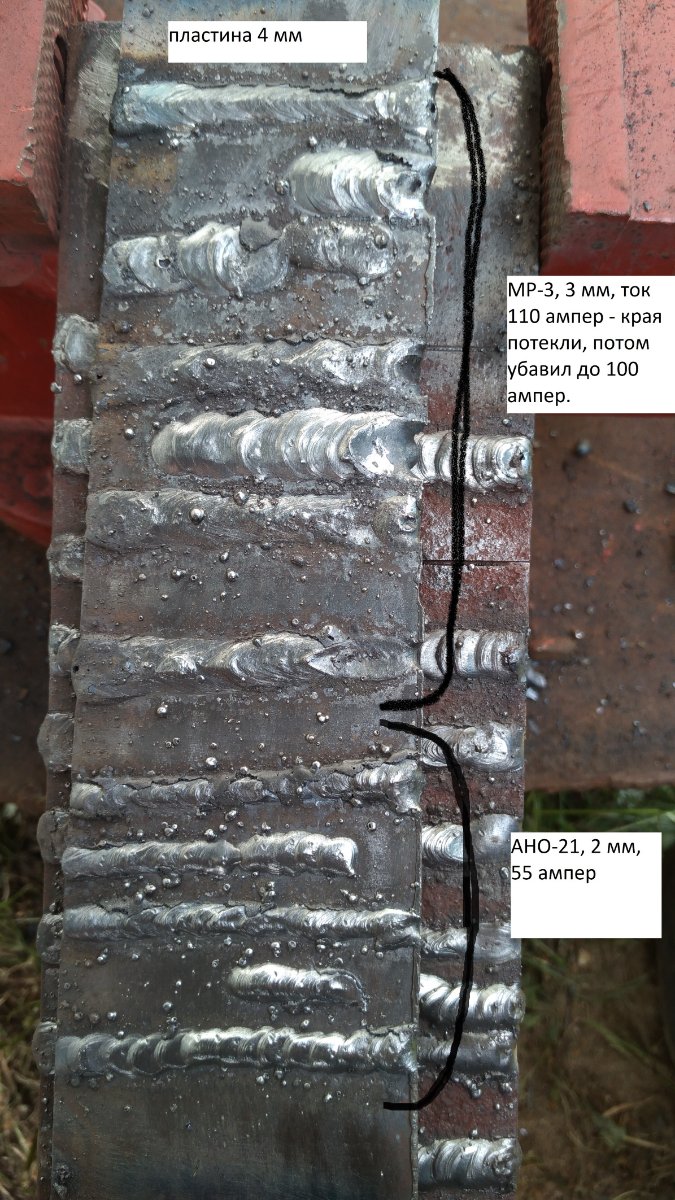
вот тут крупны планом, на всякий случай. Кстати, от сварочной деформации пластину завернуло дугой - я прям удивился. И как тогда варят, чтобы конструкцию не перекосило?)))
-
Здравствуйте! В общем, купил я себе современный инвертор вместо старого трансформатора - Оберон ARC-200, напряжение ХХ по паспорту - 92 вольта, по наклейке на дне аппарата - 83 вольта))). Что сказать - небо и земля конечно - электрод вспыхивает как спичка, жарит только в путь, дуга не рвется, амперы можно выставить точно. Сегодня варил на пластинах пробные швы. Пластины 8 мм и 4 мм. Полярность прямая, ток изменял, чтобы посмотреть, что получится. Электрод АНО-21 диаметром 2 мм при 60 амперах становился мягким, начинал дымить. При 55 амперах - держался нормально. Пластины 8 и 4 мм явно он прогреть не мог, не проплавлял, валик просто наплавился сверху. Электрод МР-3 диаметром 3 мм пробовал при токе 100, 110 и 115 ампер (на пачке для нижнего положения указан диапазон 90-120 ампер). При 115 амперах для МР-3 вроде как многовато - заметно, что шов стал шире, есть брызги, примерно 1,5 см конца электрода раскалились до красна. Ток 100 ампер для МР-3 вроде бы в самый раз. На 4 мм пластине МР-3 при 110 или 115 амперах - точно было много - край пластины потек. Фото результата прилагаю. Да, кстати, на маске выставил затемнение на 12-й уровень - в этот раз в левом глазу не было ощущения зайчика. В следующий раз попробую даже 13 поставить - глаза у всех разные, видят по-разному. У знакомого товарища сын варит на 10-м уровне затемнения, а он сам на 11-м (обычное стекло) - говорит, что 10 - слишком светло. Хотелось бы еще узнать про полярность. В литературе пишут, что на тонком металле 2 мм и менее нужно ставить обратную полярность для уменьшения вероятности прожога. Что скажете, на какой полярности работаете вы?
- Вчера
-
Начинающему аргонщику.Так кристаллы -это гальваника-рост на катоде/хрома/,но при сварке происходит то же самое,только кристаллы растут в сторону теплоотвода,а межкристаллическое пространство -это эвтектика с меньшей температурой кристаллизации ,что ведет к образованию горячих трещин.
-
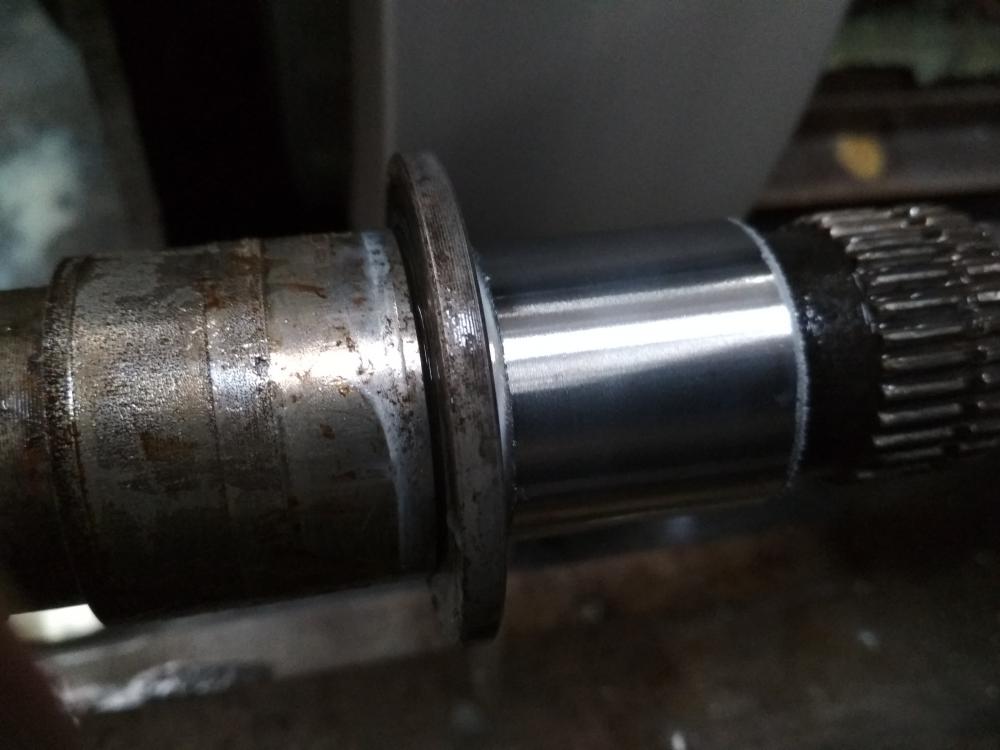
Сколько мной было говорено местному народу в сове время.Есть большой объем работ по восстановлению диаметров изношенных шеек валов. Это-шлифование - железнение -шлифование -хромирование-шлифование в размер.Идеальный способ восстановления шеек валов любого диаметра тяжелой техники...но Есть большая разница при восстановлении шеек валов техник. Это вибродуговая наплавка,особенно каленвалов,плазменная и т.д.,быстро и сердито,но лучшая по качеству -это гальваника...это помните всегда. Еще хотелось бы показать способы заливки 88 баббитом подшипников скольжения ,как центробежной заливки на токарнике больших диаметров от 160мм и выше,так и ручной малого диаметра,нюансы этого дела,да повода нет.
-
Какая смазка? Это не компрессор автокондиционера. Любой насос центробежного типа состоит из привода и агрегата с рабочим колесом.Там стоят подшипники закрытого типа. В основном применяются моноблоки. Зачем вам нужна температура -40 С? Для всей России -20С. Значит, поллитровая бутылка этилового спирта на лит дистиллированной воды.Эта схема работает годами,она проверена.
-
Все-таки производство -это интересно,так как ставит задачи,которые надо решать,хотя это и в прошлом,но... Коробление таких валов происходит потому что они входят не вертикально в закалочную среду.Должна быть кассета на два/четыре вала.Шахтная печь,выдержка,а потом закалочная среда. Если термообрабатывать один вал,опуская его в печь на тросе/захвате,то будет отклонение от вертикали,то бишь угол между осью вала и горизонтом зак.среды. Чем больше угол,тем больше будет коробление. Черновая обработка,затем термообработка,коробление. Оставлен припуск на чистовую.Так вот,если выровнять термоправкой вал и добиться "биения" 0,1мм,то при снятии верхних слоев металла/чистовая обработка/ неизбежно коробление вала и правка должна быть повторена. Принцип правки. Точечный нагрев пламенем ацетиленовой горелки. Металл в зоне нагрев расширяется,деформируется,упираясь в пограничные слои холодного металла,затем следует охлаждение,и уменьшение объема разогретого металла.Возникают напряжения сжатия и расширения по диаметру. При нагрев,по сути,образуется усеченный конус в теле вала,и если снять металл по диаметру в основании конуса,то есть уменьшить его площадь,то есть объем,то сила сжатия станет меньше,а растягивающие напряжения сделают свое дело. Надо заметить,что не все валы можно править нагревом.Многое зависит от материала,диаметра и длины
-
Подскажите, пожалуйста, где можно заказать трансформатор осциллятора на плазморез аврора джет 40 компрессор, или какие могут быть аналоги?
-
 denis_nvrsk присоединился к сообществу
denis_nvrsk присоединился к сообществу -
 Сам разрешил. Должен понимать кадровика,что метки должны быть расставлены везде,хоть на столбах
Сам разрешил. Должен понимать кадровика,что метки должны быть расставлены везде,хоть на столбах -
Кронштейн . Плоскость деформирована,поэтому правка в одном случае,а в другом технологический рез-так будет лучше. Облицовка тиг. Стенка 16мм. Основная проблема,это неоправданно большой расход св.материала.
-
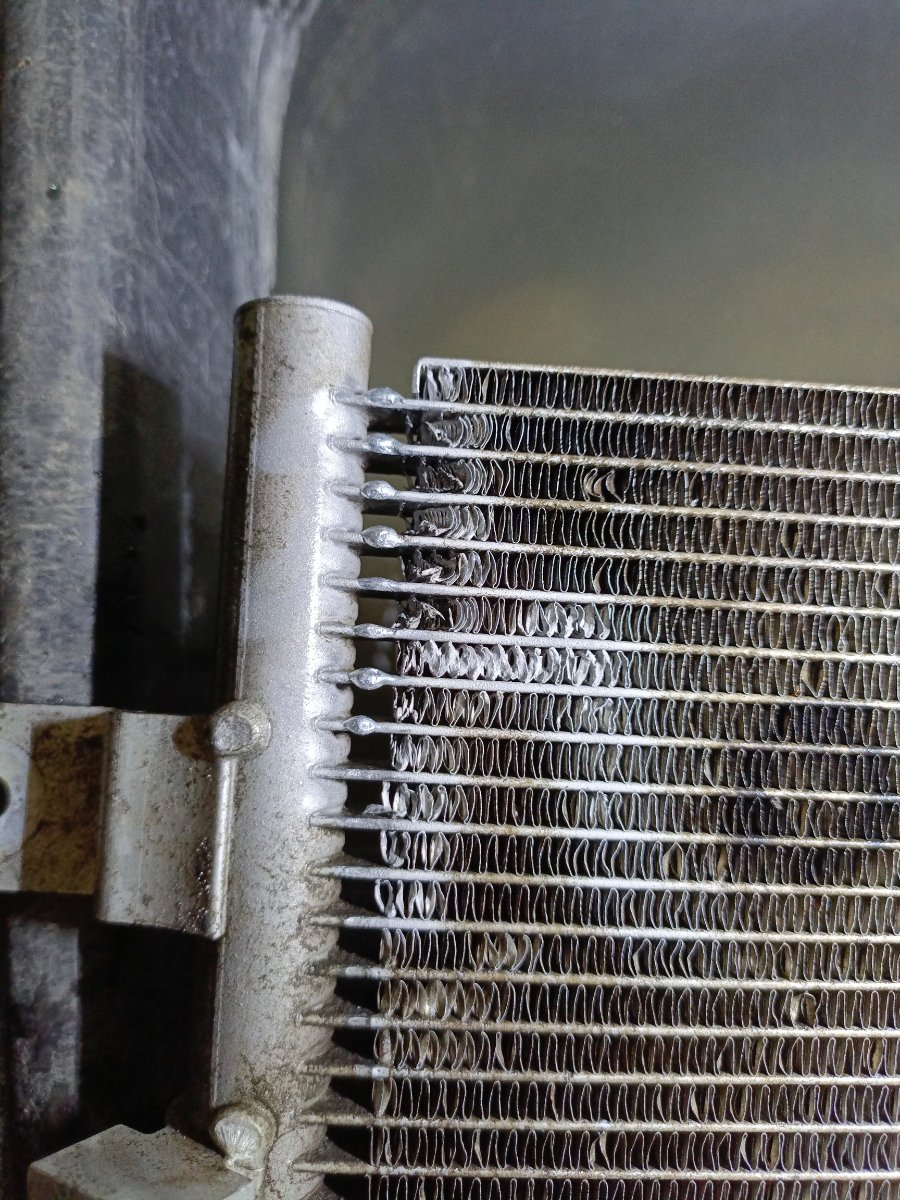
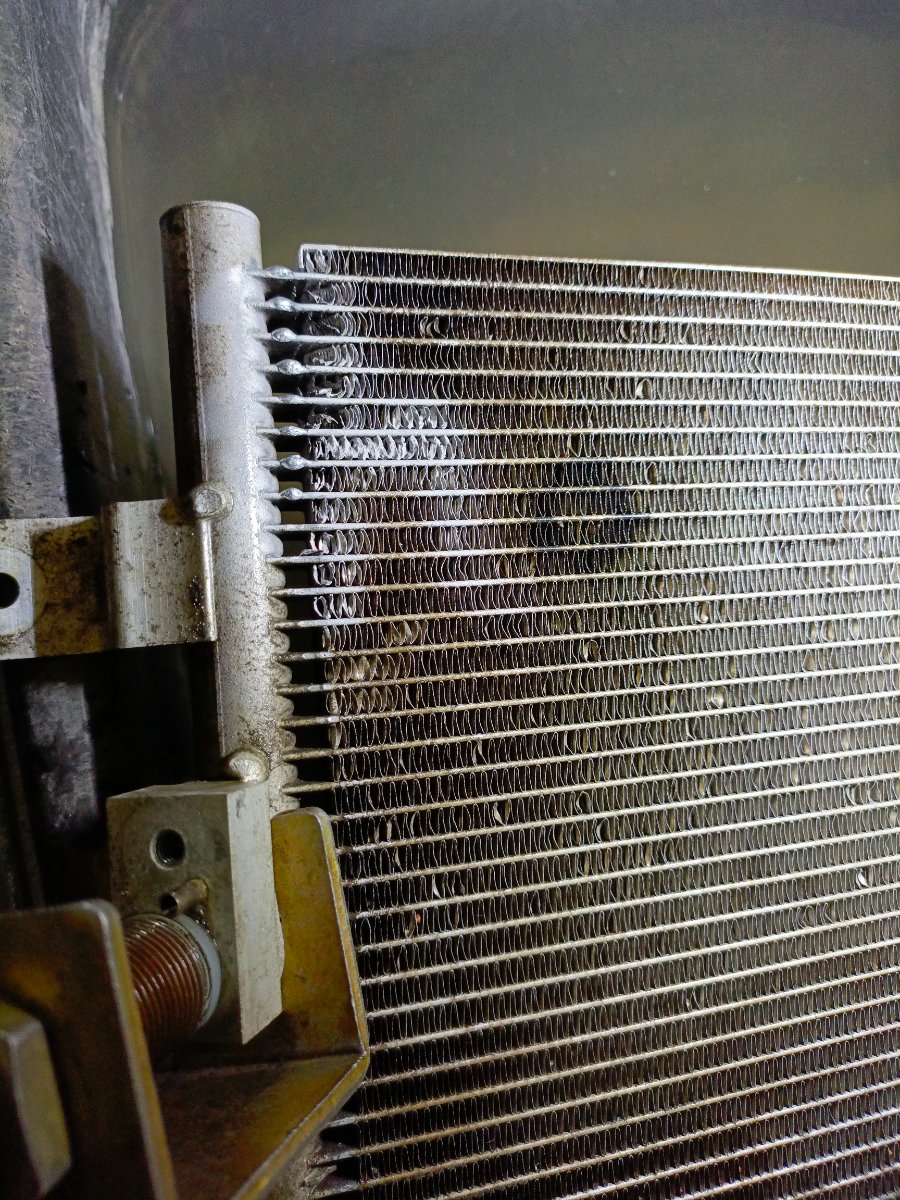
Масляный радиатор шевроле круз. На что надо обратить внимание. В трубку вставлен пластиковый стабилизатор потока. Если сварку,пайку поврежденной трубки без разреза и удаления пластика,как в этом случае,то закупорка трубки оплавленным пластиком будет обеспечена. На качественном алюминии и пайка занимает две с половиной минуты
-
 Три вида технологии изготовления подобных изделий: литье в кокиль (а бывает и в землю); изотермическая штамповка; точение из поковки. Большинство потребителей делят колесные диски на литые и кованые (которые это самое большинство не отличает от изотермически штампованных и изготовленных из поковки точением). Что про данную ступицу - литье в кокиль. Для такого вида литья алюминиевый сплав должен обладать высокими литейными свойствами, значит высокое содержание кремния, и низкий предел текучести у изделия. На примере со ступицей видно, что разрушение хрупкое. Дерзко.
Три вида технологии изготовления подобных изделий: литье в кокиль (а бывает и в землю); изотермическая штамповка; точение из поковки. Большинство потребителей делят колесные диски на литые и кованые (которые это самое большинство не отличает от изотермически штампованных и изготовленных из поковки точением). Что про данную ступицу - литье в кокиль. Для такого вида литья алюминиевый сплав должен обладать высокими литейными свойствами, значит высокое содержание кремния, и низкий предел текучести у изделия. На примере со ступицей видно, что разрушение хрупкое. Дерзко. -
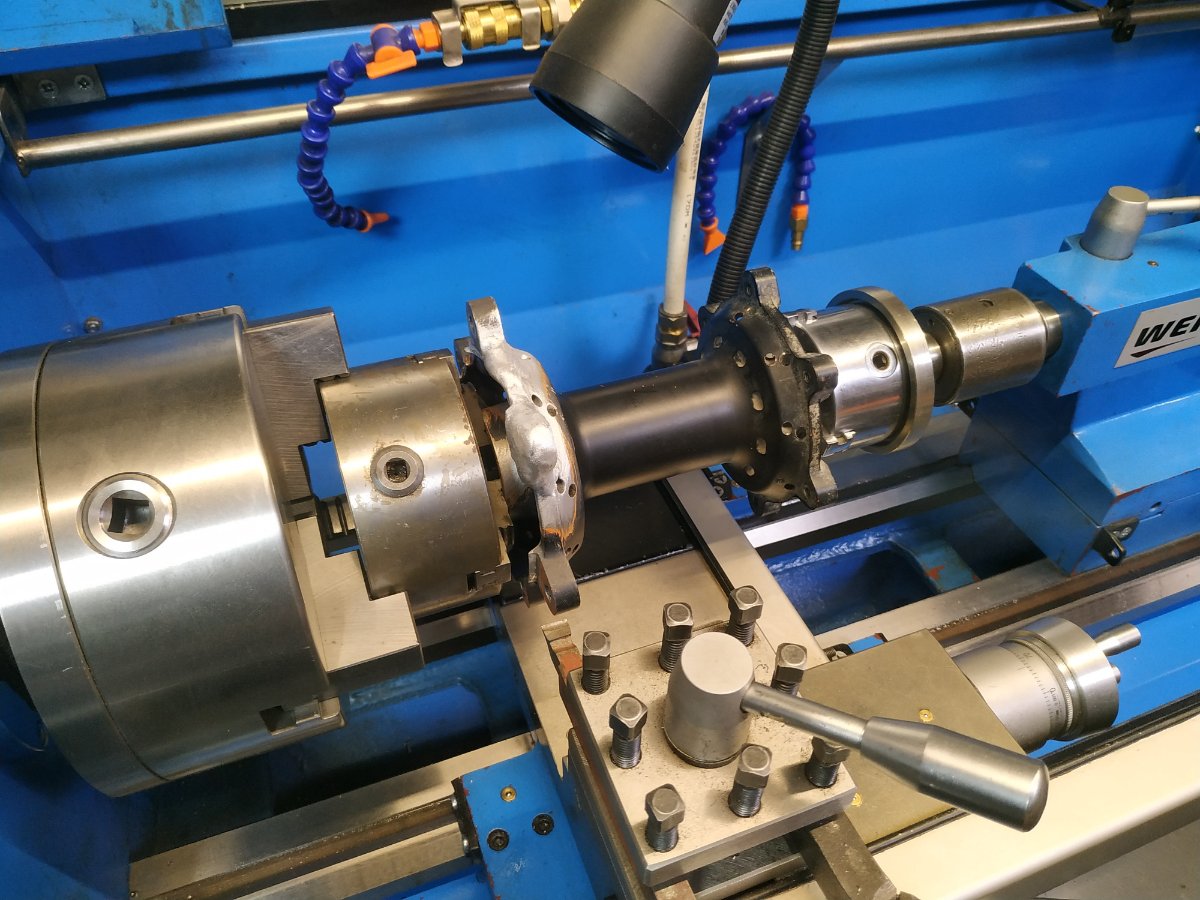
Все намного хуже. Данное болтовое соединение (крепление звездочки) работает на смятие-срез и частично на трение от усилия затяжки болтов (степень этой частичности я не считал, так что примем что небольшая). Соединение, работающее на смятие-срез, предполагает высокую точность выполнения совмещаемых отверстий. Аварийная и сварочная деформация привели к значительному смещению отверстий под болты, плоскостей вращения и соосности осей вращения (посадочное подшипников и звездочки). Как результат, при данном виде мех. обработки, реально работает только одно ухо (совпадают координаты отверстия под болт и посадочное на ступице/звездочке). Если случилось чудо - работают два уха, а если чудесное чудо - три. Чтобы сделать правильно, необходимо довольно точное делительное устройство на токарном станке и шпиндель для координатной обработки (пока такого нет). П.С. Если кого-то смущает непрочный вид этих цепных передач, то вот некоторые примеры задних звезд, которые выглядят не очень прочно (первое фото - алюминиевая ступица и стальной зубчатый венец с креплением на заклепках).
-
Да я понял, просто я перфекционист.
-
 Богатство русского языка, постоянные динамические, в том смысле, что действуют на протяжении всего цикла использования, а в не отдельный момент времени, думаю, все, всё поняли. С уважением.
Богатство русского языка, постоянные динамические, в том смысле, что действуют на протяжении всего цикла использования, а в не отдельный момент времени, думаю, все, всё поняли. С уважением. -
Я же сказал, действительно вопрос. Я конечно понимаю, что куда мне, со своим... да в калашный ряд. И всё же, смотрел как-то фильму про производство алюминиевых дисков. Назрел у меня вопрос, почему их всех(алюм диски) поголовно называют литьё. По фильму, отлитая болванка попадает под кузнечный молот, пресс-форму, штамп, ну вы поняли. После следуют фрезерная и токарная обработки, среди прочих работ. И доля этих фрезеровок и токарок, весьма не маленькая. Т. е металл подвергается пластической деформации и обрабатыванию резанием. Почему литьё? Ступица, мне каца, делается по схожей технологии. Сплавы некоторые свариваются и 4043 и 5356, почему бы в этом случае это не опробовать. Вообще ход мыслей имеет место быть, или чушь?
-
Ступица литая. 4043 - Ваша собака кусается? - А вы заходите, она у нас недавно, мне самому интересно. Заказчик сказал, чтобы я ему просто что-нибудь придумал, чтобы можно было ездить до того, как заказанное в долгую колесо приедет, вплоть до приваривания звездочки к ступице (звездочка тоже алюминиевая). Я ремонтом "на костылях" заниматься не стал, сделал по максимуму (и по технологиям и по деньгам). П.С. А нагрузки там бывают действительно немаленькие (кстати, нагрузка или постоянная - статическая, или динамическая - переменная). Я на кроссовом мотоцикле смог цепь порвать, с разрывной нагрузкой 37 кН.
-
Верно заданный вопрос.Коэффициент разупрочнения 0,65-0,7 от прочности основного металла при сварке алюминиевых сплавов,только у АМг приближается к единице.
- Последняя неделя
-
После ремонта это будет ходить? Это действительно вопрос. Там постоянные динамические нагрузки, и не маленькие. Присадка er5356?
-
Открутилась звездочка, оторвало три уха из шести и погнуло оставшиеся. В кривых руках остался только один из трех оторванных фрагментов (остальные улетели). Утраченные фрагменты клонировать не стал, просто наплавил. Погнутость ушей рихтовать не стал из-за опасности зарождения скрытых трещин при знакопеременной деформации. Разность между оставшимися ушами в плоскости вращения - 2,7 мм (надеюсь что привод переживет смещение плоскостей вращения ведущей и ведомой звездочек). Привалочную плоскость отторцевал "как чисто" по самому "дальнему" уху. Плоскость тыльной стороны - отторцевал по самому "ближнему" уху. П.С. Опять главным в сварке оказался токарный станок.