Активность
- Последний час
-
Это высокоуглеродистая сталь. При резке она резко закаливается и трескается. Поэтому, я бы советовал подогреть её перед резкой и отпустить после резки без захолаживания. Тем более, её обрабатывать, наверное, надо... Для расчёта температуры подогрева можно воспользоваться методикой через эквивалент углерода.
- Сегодня
-
Это надо спрашивать на https://www.chipmaker.ru/forum/237/
-
Здравствуйте! Стоит задача лазерной резки шайб из стали 65Г. При резке образуется трещина глубиной до 10мм. Подскажите кто и на каких режимах вырезал данную марку стали? Какой газ использовать при резке: азот, кислород, воздух?
- Вчера
-
Благодарю за обратную связь, искренне рад что вам понравился аппарат. Но прошу иметь в виду, что у этого производителя (импортера) далеко не все аппараты годные, если вдруг захотите дополнить парк аппаратов и другими сварочниками для других видов сварки, лучше тут напишите или спрашивайте) Для максимального удовлетворения от сварки основными электродами (если в этом есть целесообразность, не чисто для себя, а для выполнения шабашек) рекомендовал бы когда-нибудь разжиться термопеналом \ недорогой термопечью для просушки\прокалки электродов, из недорогого и что реально работает, можно рассмотреть производителя НОВЭЛ.
-
Минут 10-15 работы в конце дня.

-
Сегодня обкатал, с ресантой конечно вообще не в какое сравнение не идёт, варит как по маслу, уони ест только так, с вертикалом основными электродами проблема сразу рассосалась. Да и рутилом варит ровнее как то. Все пачки уоней повыгребал сегодня из закромов, варил весь день и балдел, никаких затуханий/залипаний. Благодарю за ссылку, реально пригодилась!

-
del
-
Приветствую всех! Очень интересуют СИЗ органов дыхания, которые эффективны, удобны при продолжительной работе со сваркой и плазменной резкой и в то же время официально продаются (без всякого рода сомнительных предложений с маркет-плейсов, где подлинность товара зачастую - это вопрос веры). Особенно интересно в сравнении с продукцией 3М. При работе на ЧПУ-плазме пользуюсь респиратором Исток-400, но он не особо удобный и слабовато прилегает к лицу. Также для сварочных работ недавно куплена полумаска Jeta Safety 6500, которая в целом уже ощутимо удобнее. Хотелось бы ознакомиться с опытом эксплуатации СИЗ у тех, кто много времени их использует. Маска с PAPR ввиду относительно небольшого количества работ видится пока избыточной.
-
Попробуйте им написать, у них не все остатки корректно к сайту подхватываются, могут и быть в наличии https://svarnoy.ru/product/derzhatel-nakonechnika-uniarc-35-mm-12025/ Ещё вот у этих ребят редкую расходку или реплики иногда брал, у них тоже может быть, по сайту даже в наличии написано https://groit.ru/catalog/poluavtomaticheskaya_svarka_mig_mag/adaptery_vstavki_mig/28527/
- Последняя неделя
-
 Vio присоединился к сообществу
Vio присоединился к сообществу -
 А так то -да! доклепывать ничего не надо.Вы правы.
А так то -да! доклепывать ничего не надо.Вы правы. -
 Руслан86 присоединился к сообществу
Руслан86 присоединился к сообществу -
 Понимаю, прошло 5 лет. НО! Доклёпывать ничего не надо. Этот люфт специально сделан, он должен быть как раз на толщину язычка. Для замеров в упор язычка рулетки и в натяг.
Понимаю, прошло 5 лет. НО! Доклёпывать ничего не надо. Этот люфт специально сделан, он должен быть как раз на толщину язычка. Для замеров в упор язычка рулетки и в натяг. -
 А можно огласить цены на данные аппараты и срок доставки по МО
А можно огласить цены на данные аппараты и срок доставки по МО -
25-я серия, а если конкретно, то Parker SGB2500. Найду в запасниках держатель наконечника и дойду до токаря.
-
Не обращайте внимания. И живите своим умом. И не расслабляйтесь - еще ничего не кончилось. Лет 15 тому купил старый советский дизель-генератор как резервный источник питания. На всякий случай. Кой кто смотрел на меня как на идиота. Заводил периодически. Потребность была крайне редка. Но - в 22 году этот случай наступил. 10 месяцев электричества не было. Совсем. И этот генератор работал Без сбоев. Все 10 месяцев. Вот тут то на меня и перестали смотреть как на идиота. И по поводу денег - всё как в сказке - карета может превратиться в тыкву. Деньги есть нельзя. И в качестве запчасти использовать тоже нельзя. Они хороши, когда устаканенность вокруг - магазины и заправки принимают купюры в качестве платёжного средства. А когда цивилизация вокруг заканчивается - наступает время иных ценностей. И хорошо, когда они есть, эти натуральные ценности.
-
А на горелку какой серии требуется?
-
Добрый день! Подскажите, пожалуйста, есть у кого-нибудь руководство по эксплуатации и тех. документация у этих блоков? https://zaokvant.ru/products/bgi-90a-p1v2/ https://www.ndt-innovations.ru/katalog/radiacionnyj-metod/gamma-defektoskopy/gammarid-192-120m А так же интересует с каким детекторами их можно использовать.
-
 ivan322 присоединился к сообществу
ivan322 присоединился к сообществу -
Рад помочь...
-
Даже искать не надо, знаю к кому идти) Если с нуля делать, то мероприятие весьма хлопотное, начиная от покупки медного прутка. Потом точить, сверлить, фрезеровать... а они 5шт за 500+ руб. продавались. Пусть на более созидательное станочники время тратят... Другое дело, если в новом держателе резьбу с М6 на М8 переделать "мяса" хватит, то тогда это в корне меняет дело и ваш совет про токаря очень и очень к месту.
-
 sava присоединился к сообществу
sava присоединился к сообществу -
Я думаю, что переходник - это вряд ли что-то сложное. Может быть поискать токаря...?
-
Я в магазине сварочном беру. Использовал E-Cu, с резьбой М8 их у меня еще достаточно. А вот с резьбой М6 взял уже CuZr. Наконечники E-Cu менял в среднем на 5-7 кг проволоки, CuZr вроде как на 15 кг замахнулся не менять. Просто удобно: новая катушка, новый наконечник Прошляпил в свое время момент и не заказал переходник с резьбы М6 на М8, а сейчас найти его не могу, и теперь унификация расходников терпит неудобства.
-
Да действительно работы полно, потому что люди стали немного умнее и уже не хотят заниматься тяжелой вредной работой, за те деньги что предлагается. Причем ты вроде как очень нужен и даже незаменим, но смотреть на тебя будут - как на говно. Типа - вот дурачок, работает, чтобы мы- зарабатывали.
-
Была такая мысль, спасибо, наверное так и сделаю, лишних движений тоже не охота делать. Насос у меня нормально качает, просто хотел получить самоциркуляцию, но что будет, то будет.
-
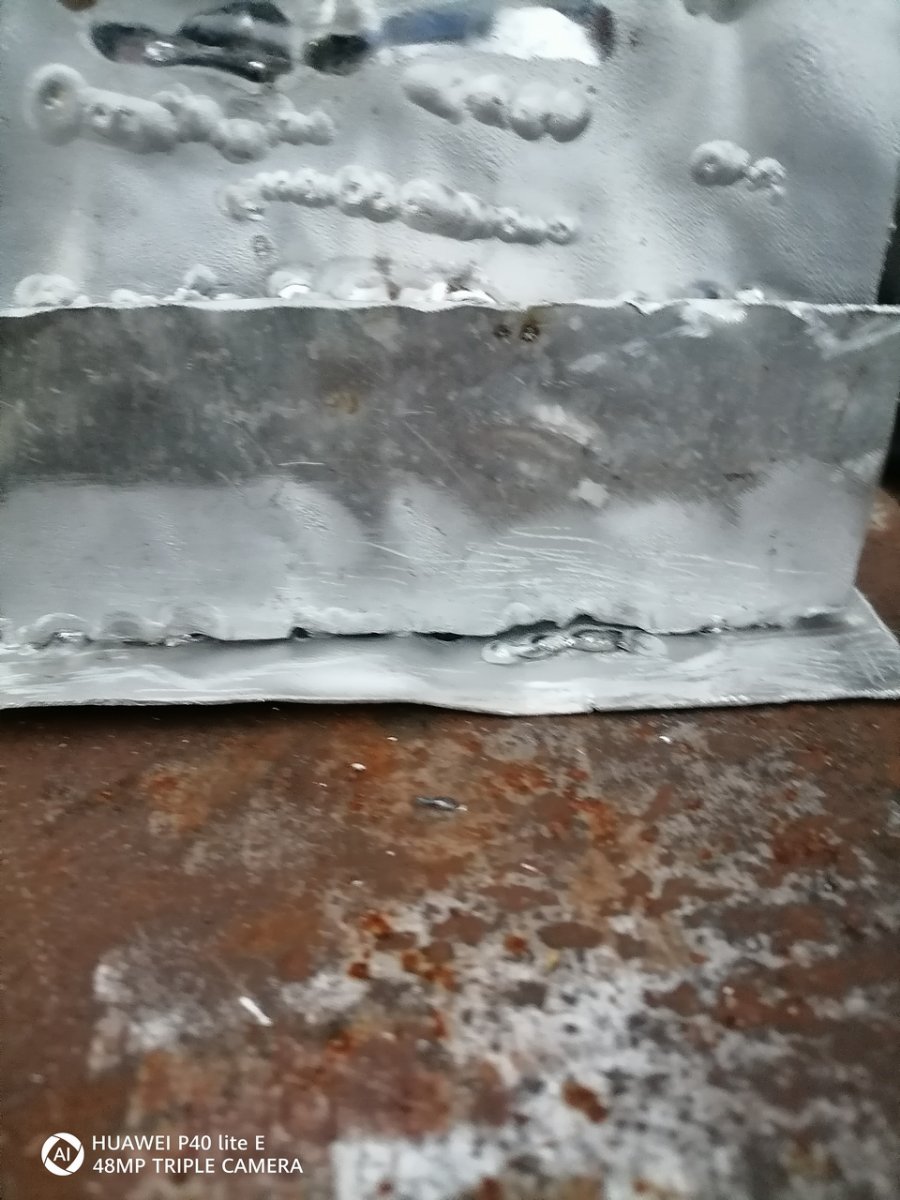
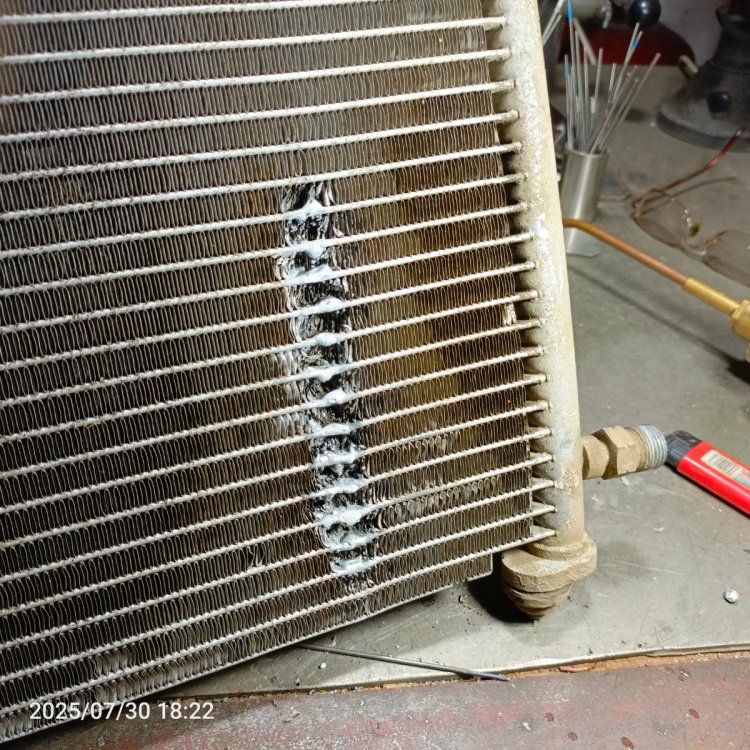
Подошёл, посмотрел. за ранее не планировал что сваривать, взглядом пошарился, на глаза попался снова старый тонкий кусок алюма, толщина 0,5, со следами предыдущих попыток сварки, пробовал в стык всё равно плохо получается, но сантима 4 подобия шва сделал. Ток 38-25А, электрод 1мм, сопло 5, газ 5л по шарику, присадка провод 2мм. Потом начал делать угловое соединение, не получалось, сменил электрод на 1,6мм. сопло 6 поставил, газ до 6л по шарику, присадка провод 2,5мм и о чудо, криво с зазорами, но поехало, и контролируемо. Если вертикальная пластина прожигалась, то остановился, чуть назад и сверху вниз заплавил прожог, и поехал дальше. Присадка вроде как сама уже не думая подавалась, положение горелки то же как то само. Первый раз процесс именно шёл, а не как обычно ткнул перерыв, ткнул перерыв. Вот только ванны как таковой не добился, как в книге писано да ещё вытянутой в сторону присадки. Но всё равно, процеессс шёл, видно расплав металла, видел куда подаю присадку и это всё более и более контролируемо. Увидел что присадку можно не только на самый верх ванны подавать и подавать её надоть с небольшим углом к металлу, а к горелке на 80-90 град. прям как пишут. Но руки всё равно трясутся, не могу от этого избавиться. Может это случайно повезло или угловой шов самый простой( по началу в РДС казался сложным, а потом ничего. когда дошло что току добавить надо), но интересно, буду продолжать(по мере возможности доберусь до чистого алюма). Толщина трубки 1мм, диаметр 16 или 18мм, чистил шкрябанием (шабером язык не поворачивается назвать, заточенный кусок пилы Робель, или как там она называется, сначала хотел сделать полноценный типа нож с рукояткой, но так показалось удобней, потом может сделаю рукоять),трубку ранее эту показывал, тогда победить её не смог. Ток 60-40А. электрод 1мм, сопло 5, газ 5л по шарику, присадка провод 2мм