Активность
- Сегодня
-
Ввариваем новый заправочный порт.

-
SS-304. Лист -2мм. профиль 30х30х2мм. 150амп.

-
 Я постоянно работаю УОНИ 13/55, 13/65, 13/85, разных производителей, от СЗСМ до СпецЭлектрод, источники Кемппи, ВД 500, Эвоспарк, никогда не возникало проблем с данными электродами. Работал так же источником Ресанта 190, но она старая, очень тяжёлая, на ней была регулировка Форсажа дуги, и и она тоже спокойно работала данными электродами. А вот более современные Ресанты как то не особо работают электродами с основным покрытием, звук дуги какой то дребезжащий на мой взгляд, и этими аппаратами и рутилом работать как то дискомфортно. Так что проблемы в Ваших аппаратах.
Я постоянно работаю УОНИ 13/55, 13/65, 13/85, разных производителей, от СЗСМ до СпецЭлектрод, источники Кемппи, ВД 500, Эвоспарк, никогда не возникало проблем с данными электродами. Работал так же источником Ресанта 190, но она старая, очень тяжёлая, на ней была регулировка Форсажа дуги, и и она тоже спокойно работала данными электродами. А вот более современные Ресанты как то не особо работают электродами с основным покрытием, звук дуги какой то дребезжащий на мой взгляд, и этими аппаратами и рутилом работать как то дискомфортно. Так что проблемы в Ваших аппаратах. -
 ElenaNumLaw присоединился к сообществу
ElenaNumLaw присоединился к сообществу -
 Проблемами с работой электродами с основным покрытием грешат многие сварочные машины из Поднебесной.Недавно тестировал ряд марок электродов из Китая (в/л, н/у, н/л),взял не самую дешёвую технику, и просто уплевался от проблем с поджигом и стабильностью дуги.От души натрахавшись с аппаратом,электродами и процессом, привёз на утро ЭвоТИГ АСDC 200.И процесс ММА стал вменяемым в плане поджига и стабильности дуги.Электроды это правда не спасло от уничижительных отзывов производителю, но мне градус накала проблем снизило кратно
Проблемами с работой электродами с основным покрытием грешат многие сварочные машины из Поднебесной.Недавно тестировал ряд марок электродов из Китая (в/л, н/у, н/л),взял не самую дешёвую технику, и просто уплевался от проблем с поджигом и стабильностью дуги.От души натрахавшись с аппаратом,электродами и процессом, привёз на утро ЭвоТИГ АСDC 200.И процесс ММА стал вменяемым в плане поджига и стабильности дуги.Электроды это правда не спасло от уничижительных отзывов производителю, но мне градус накала проблем снизило кратно -
 а это по сути одно и то же и вот если бы была разница в работе, тогда можно было удивиться. т.к. данный тип покрытия электродов несколько критично относится к напряжению дуги, то возможно в этом и есть ваша проблема, при условии, что электроды прошли сушку и вообще не редкостный брак ну и заготовка подготовлена под сварку. Если все манипуляции проделаны и проверены, то вам ответили оставшуюся причину - ВАХ. Канал "100А" очень часто обращает внимание, именно на предмет хаотичного обрывания дуги. Еще есть такой момент как не верно выбран параметр сварки такой как ТОК. Есть шанс затягивания ванны шлаком и обрыв дуги как следствие.
а это по сути одно и то же и вот если бы была разница в работе, тогда можно было удивиться. т.к. данный тип покрытия электродов несколько критично относится к напряжению дуги, то возможно в этом и есть ваша проблема, при условии, что электроды прошли сушку и вообще не редкостный брак ну и заготовка подготовлена под сварку. Если все манипуляции проделаны и проверены, то вам ответили оставшуюся причину - ВАХ. Канал "100А" очень часто обращает внимание, именно на предмет хаотичного обрывания дуги. Еще есть такой момент как не верно выбран параметр сварки такой как ТОК. Есть шанс затягивания ванны шлаком и обрыв дуги как следствие. -
Потому, что на обоих ваших аппаратах не очень подходящая для данного типа электродов ВАХ.
-
 Здравствуйте, подскажите пожалуйста почему на уонях внезапно тухнет дуга? Чем вообще обуслевлен данный процесс?? Естественно речь не про удлиннение дуги, обрывает на короткой. Аппарат ресанта саи-200, или сайпа 190 , броьшой разницы в сварке электродом не заметил. Особенно часто гаснет на верикальных швах с пониженым напряжением...
Здравствуйте, подскажите пожалуйста почему на уонях внезапно тухнет дуга? Чем вообще обуслевлен данный процесс?? Естественно речь не про удлиннение дуги, обрывает на короткой. Аппарат ресанта саи-200, или сайпа 190 , броьшой разницы в сварке электродом не заметил. Особенно часто гаснет на верикальных швах с пониженым напряжением... -
Вадим31 присоединился к сообществу
-
 Brandonnut присоединился к сообществу
Brandonnut присоединился к сообществу - Вчера
-
 gizzik присоединился к сообществу
gizzik присоединился к сообществу -
А можно поподробнее про материал? Про условия работы... И вообще, нужна ли там сталь ХМ? Надо по месту смотреть, по условиям. ТС, а у вас какой сварочный материал?
-
 evg9168 присоединился к сообществу
evg9168 присоединился к сообществу - Последняя неделя
-
Тиг не лучший вариант. Электрод предпочтительнее.Дело в том, что легирование шва происходит элементами включенными в обмазку электрода,а какой св.материал будет использован при тиг-св. неизвестно. В принципе известно - Св-08ХМФА-О,но не в этом случае. Нужно сваривать опытные образцы,а потом делать какие -то выводы.
-
Да подогрев нужен, но на сколько я знаю в TIG сварке ХМ трубы такого диаметра с толщиной стенки менее 10мм греть желательно не обязательно
-
 Году в 19 варили такие коллектора из трубы ХМ. Варили электродом. Марку не помню. Тиг не пошло. Варили на горячую, градусов 400 по цельсию грели. После сварки термообработка по графику, с 600 градусов. Точнее не скажу. Давно было. Не соблюдение режима подогрева и последующей термообработки вело к образованию трещин.
Году в 19 варили такие коллектора из трубы ХМ. Варили электродом. Марку не помню. Тиг не пошло. Варили на горячую, градусов 400 по цельсию грели. После сварки термообработка по графику, с 600 градусов. Точнее не скажу. Давно было. Не соблюдение режима подогрева и последующей термообработки вело к образованию трещин. -
Подскажите пожалуйста примерные параметры сварки TIGом ХМ трубы 42мм, толщина стенки 5мм
-
 zly_makar присоединился к сообществу
zly_makar присоединился к сообществу -
 Александр, пролюбил ваши контакты, как с вами можно связаться для закупки сварочного материала?
Александр, пролюбил ваши контакты, как с вами можно связаться для закупки сварочного материала? -
3. Сварочный полуавтомат ТОРУС МИГ 350 ПРО Max ток, А 350 Min ток, А 50 Бренд Торус Диаметр катушки 300 Диаметр свар. проволоки 0.6-1.2 Диаметр электрода 1.6 - 6 Исполнение На тележке Механизм подачи Внешний Напряжение 380В Напряжение холостого хода, В 60 ПВ на максимальном токе, % 60% ЦЕНА 150 тр включая НДС


-
Добрый день, всем! Возможно будем полезны. Занимаемся разработкой постпроцессоров уже на протяжении долгого времени. В команде сильные производственники, люди с опытом за плечами. Разрабатываем постпроцессоры для токарных, фрезерных (3,4,5 -осевых), электроэрозионных станков, автоматов продольного точения, промышленных роботов. Пишем постпроцессоры под различные CAM системы: SolidCAM, NX, Powermill, FeatureCAM, Спруткам, ADEM, MasterCAM и другие. Можем написать постпроцессор на самодельные станки с ЧПУ, старые, китайского производства со своими стойками. В общем опыт большой, помочь сможем, обращайтесь (при направлении информации укажите наименование станка (можно направить фото станка и/или рабочей зоны), наименование стойки ЧПУ, количество осей и САМ-систему)! Также проводим обучение по работе в САМ-системах (токарная, токарно-фрезерная обработка, фрезерная обработка в 3,4,5-ти осях, АПТ). Готовы ответить на возникающие вопросы по телефону +79080909556 или на почту: postcnc174@mail.ru!
-
 postcnc174 присоединился к сообществу
postcnc174 присоединился к сообществу -
 panamera_fk присоединился к сообществу
panamera_fk присоединился к сообществу -
там все дешевле надо и быстрее быстрее. CuSi вообще редко кто использует. А еще требуется аргон. И П\А хотят за 1000р. так еще на заре Polo было это использовано... или в каком-то другом авто... не помню. Т.е. не просто по черняге, а еще и цинковое покрытие было. Собственно из-за цинкового покрытия, данный припой и применялся.
-
я бы сделал чертеж в 3D программе. Поэтому тут однозначного ответа нет. Все пользуются теми или другими программами. Я использую Solid, ScetchUP. Кто-то другие. Полно и бесплатных предложений... Там обычно можно получить все что вас интересует. Я так делал крышу для дома и для бани. Полученные расчетные углы и расстояния в моем случае до 1мм, легко сошлось. Т.е. взял размеры на столе расчертил, выпилил, поставил. Так же получают развертки для различных труб.
-
надо вбить знак " @ ("собачка"оно же "эт") " , и сразу будет доступен список пользователей, т.е. вводите первую букву имени, список сокращается и так пока все не введете либо не выберете из списка нужное имя. Вводить в поле теста сообщения, как обычный текст вводите.
-
Можно.БрКМц3-1, это собственно и есть CuSi3.Почти полные аналоги.
-
Интересно, а с проволокой CuSi3 лазер можно использовать? Для кузовщины должно быть востребованно.
-
....у Робинзона Крузо был Пятница...
-
А вот это–лишнее.Только в качестве плацебо стоит применять.Вреда от данного упражнения нет.Пользы –тоже...
-
 Vadim Nik присоединился к сообществу
Vadim Nik присоединился к сообществу -
Валера (hvr63) абсолютно прав! ИМХО - ротаметр - не ИЗМЕРИТЕЛЬНЫЙ прибор для сварщика, а ИНДИКАТОР! Есть "понимание", основанное на опыте (чужом, в основном)))), что при сварке нержи (алюминия, титана, плутония) нужно 8-10 л/мин аргона - накручиваешь "маховичок" в нужный диапазон. И т.д..... смотришь на электрод - синий, фиолетовый, черный - добавь постгаз, долго нет ванны - добавь ток и т.д. и т.п.... Все обсосано много раз. И да, выкинь мусор в виде лопат, баков и проч. (отложи на потом), закажи лист, профиль, трубы, присадки (да, деньги, время и проч.). А пока все это приедет - тренируйся на черняге и "ставь" руку с карандашом, гантелей, гирей.
-
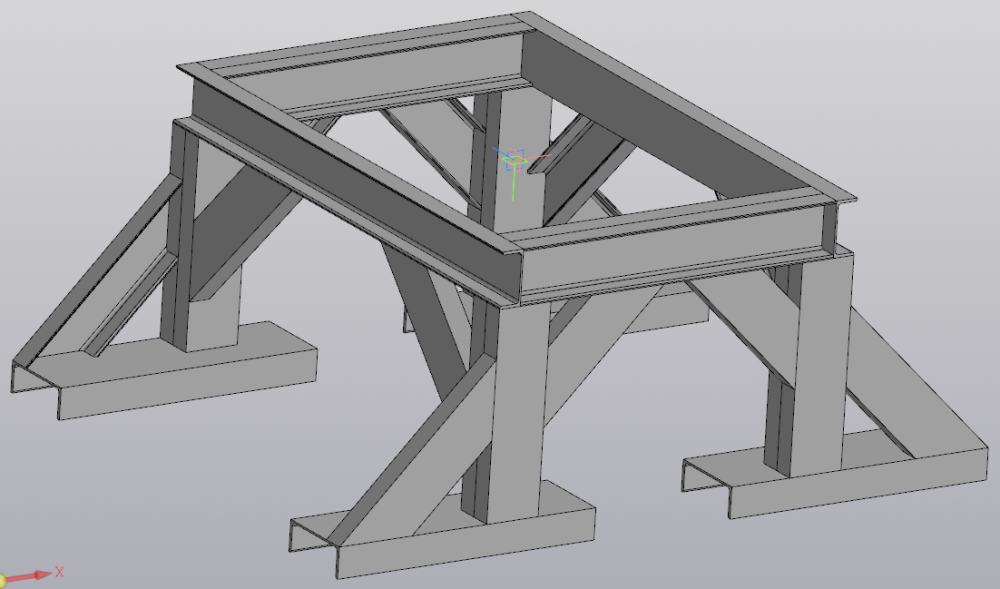
Лучше с промежутком между ними в виде пластин. Определить исходя из условий работы конструкции (нагрузок, что она испытывает). Ну и имеющееся для сварки оборудование тоже во внимание взять. Я бы с одной более удобной стороны контур швеллера проваривал. На короба и двутавры - подсборки с указанием швов по ГОСТ, а на общую сборку, если изделие единичное или малосерийное, я бы лично ограничился записью в технических требования типа "... сварить по контурам прилегания ...", указал бы ГОСТ на вид швов (5264 или 14771) и величину катета (и марку электродов, если будут варить РДС). Если изделие серийное, то таблица сварных швов и на каждом соединении номер шва, чтобы надписями чертеж не загромождать.
- 1 ответ
-
- 1
-

-
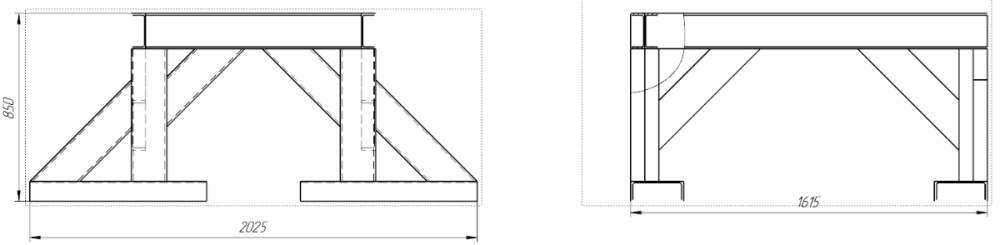
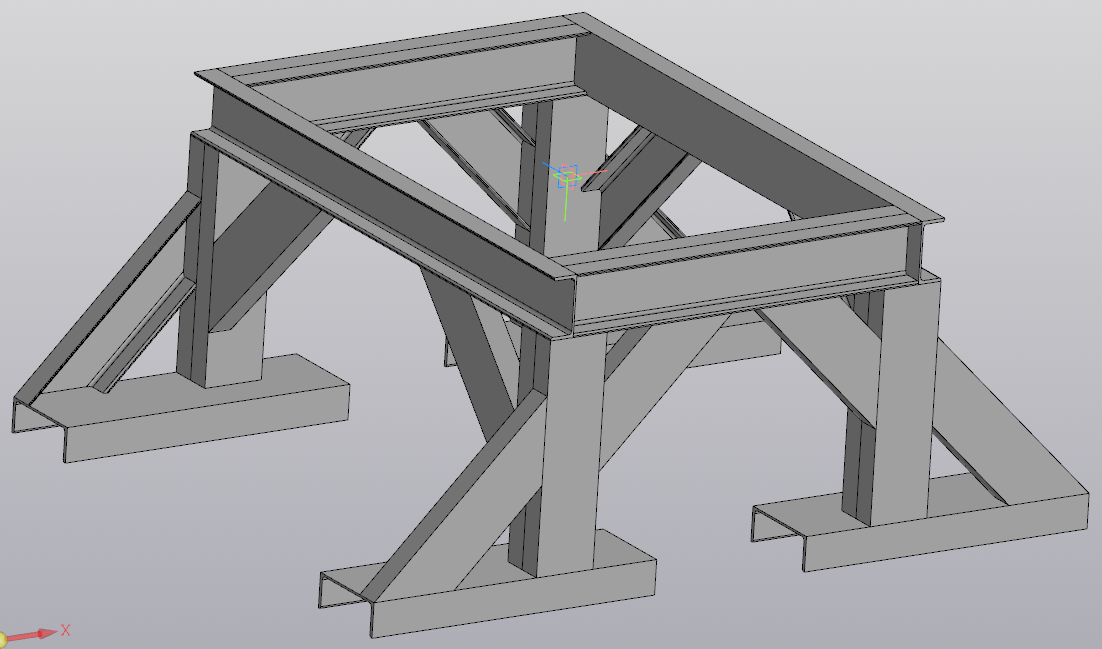
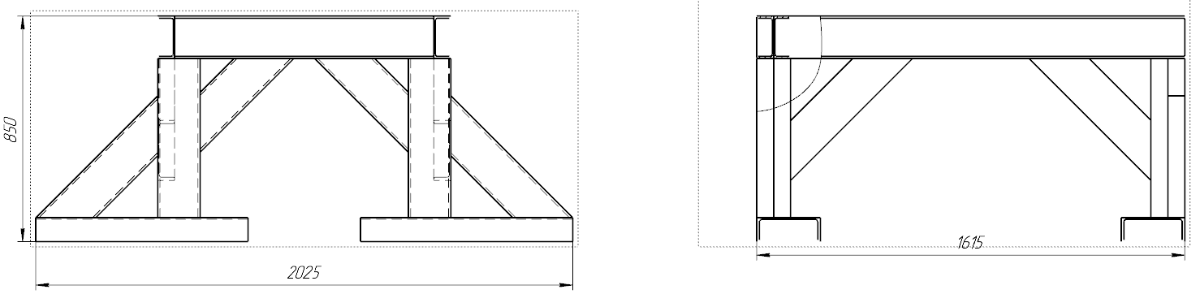
Всем доброго времени суток! В сварке абсолютный новичок, пытался разобраться с интернетом, получилось так себе. Есть потребность в сварной раме. Есть швеллеры 16П, из них собственно и собираюсь сделать. Сама рама представлена ниже, главный вопрос как варить... С вертикальными стойками вроде как разобрался - два швеллера в короб, оставляем зазор 2-3 мм и прихватываем в нескольких местах, затем от центра к краям провариваем с обоих сторон снаружи. С поперечинами тоже примерно понятно - собираем два швеллера в двутавр хорошими струбцинами и варим от центра к краю с одной и с другой стороны. А вот как варить швеллеры в стык не очень понимаю, обваривать ли по всему контуру или только снаружи, как полученный двутавр приваривать к плоской стороне швеллера - тоже по всему ли контуру, как приваривать укосины - получается что внутри швеллера нужно будет обваривать... А еще более сложная задача всю эту кучу швов отметить на чертеже..