Поиск сообщества
Показаны результаты для тегов 'технологии'.
Найдено: 105 результатов
-

Напряжение холостого хода, arc force, форсаж дуги.
psi опубликовал тема в Ручная дуговая сварка — ММA
и так начнем с того что все то меня заинтриговало как влияет хх в рдс и плавно перетекло в кучу инфы=) так же скажу что форсаж дуги или arcforce - это не антиприлипание электрода, вернее скорей как уже вытекающий результат, главная функция это жесткость (дросселирование индукция называйте как хотите) проще наверно было видео запилить но не умею я (есть у нас ютюберы, сделайте а=) ), да и откорректировать можно или пояснить моменты. вопрос с к админам можно будет изменять первый пост? так как все дописывать буду. начну с маркировок электродов ГОСТ: Э46-МР3С -Ф-УД на территории бывшего СССР Е 431(3) -РЦ13 ISO: E433R11 международный EN: E38AR12 европа (великобритания) AWS: E6013 американский (популярный щас) DIN: E380RC11 немецкий стандарт а это так поржать, посмотрите как они марку "мр3с" расшифровывают и другие электроды во всех есть сходство кстати и в современном мире надо уметь читать их. так же не по теме есть электроды ESAB OK 48.00 Ф5 так вот опытные сварщики знают что Ф5 и более варят только в нижнем и лодочку, и стандартной маркировке это указано цифрой, но рисунки со стрелками говорят о всех кроме сверху вниз=) в госте нас интересует цифра красного цвета. в остальных, кроме AWS, последняя цифра. у амереканце там сложнее. комбинация двух цифр указывает на тип, толщину и вид электродов по роду и полярности сварочного тока. смотрим циферки и видим ток постоянный обратной полярности (для любителей кабель перекинуть) или переменный 50 вольт + - 5 вольт дальше больше. хх должен быть не меньше 50 вольт для постоянки играет роль только 50 вольт, а вот для переменке эти +-5 вольт. для корректировки жесткости дуги, так как ток имеет синусоиду и постоянно пересекает нулевую отметку. в постоянке этого нет там есть форсаж дуги=) но многие скажут что нет сварочных трансформаторов с регулировкой вольтажа. есть но у нас не нашел, а у амерекосов-трубачей (многие любят именно эту модель) есть=) теперь как пользоваться этим форсажем. конкретных настроек для него нет и не может быть. они индивидуальны. разделим электроды на управляемые и неуправляемые. пример 1 у вас инвертор с регулировкой форсажа. варим трубу не поворот. электроды рутил или рутил-целлюлоз. в основном варят с отрывом. но можно без, для этого форсаж в минус и ток допустим для ok46.00 Ф3 я ставил 60-70 ампер. ванна держится а если вплюс то прям сопли вытекаю. пример 2 у вас инвертор с регулировкой форсажа электроды также ток такой же, но угловое нижнее бывает шлак натекает на ванну и поры шлак в шве... можно добавить ампераж, но тогда чешуя шва будет грубее. пример 3 у вас инвертор с регулировкой форсажа но электроды озл-8. варите и у вас на малых токах дугу как бы забивает металлом электрода (он тягучей) и переносится крупными каплями, форсаж в плюс до того момента пока не начнет разбивать эти капли в столбе дуги. пример 4 у вас инвертор с регулировкой форсажа электроды озч-4 на них шлак перенаправляет дугу. и она не горит куда надо опять форсаж в плюс. кстати про горячий старт вспомнил он нужен не для провара (опять это как второстипенная функция) начала шва, а для исключения порообразования. а именно с основным покрытием. когда варят неповорот трубу то тока занижают 10-15% что не есть хорошо для горения обмазки. толи полевой шпак толи что то еще должно в электрическом столбе разлагаться на ионы и они там удаляют водород из шва.... но это химия и про нее я мало что нашел=) плюсы минусы переменки постоянки переменка нет магнитного дутья, регулировка частоты и формы волны. одинаковое тепловложение (баланс) на изделие и электрод, что есть лучше в разных пространственных положениях постоянка возможность сварки основным покрытием, без добавок как у нас (за бугром не любят его, не умеют наверно=) ). что есть положительно к удалению водорода и сварки холодоустойчивых сталей. но если к переменке приделать цифровое управление то получается она более тонкая настройка. на ней баланс можно менять, форму волны менять, частоту менять, временный баланс менять, пульс еще приделать можно=) пример 5 у вас инвертор с регулировкой форсажа плюс электроды рутил-целлюлоз или целлюлоз, форсаж в плюс чтобы при сварки сверху вниз разносил шлак и он не затекал на дугу если разбираться в расшифровке электродов, то как многие привыкли принимать, марка электродов что есть "мр3" "уони" и т.д. не является показателем вольтамперной характеристикой и типом покрытия, а так же типом электрода (прочностным качествам) расписывать не буду более подробно можно почитать, сравнить и найти различия тут пример 6 всеми известные МР3 они есть МР3С, МР3Р покрытие меняется. пример 7 уони 13/55 уонии 13/55 и такие жу с пристакой У, К и Р. типы разные (прочностные свойства) пример 8 чем отличаются МР3 (стандартный рутил) от УОНИ 13/45. вроде бы не чем кроме обмазки, типы одинаковые (прочностные свойства) оба э46. но есть такая вещь как группа индексов Е 41 2(4) - Б 20 так вот циферка 4 в уони и 3 в мр3. а означает она гарантированные прочностные свойства при -40 (для уони) и -20 для Мр так что кто на севере не варите металлоконструкции, мр в Краснодаре можно=) и отсюда ответ почему в жкх можно мр а в газопроводе нет. так как где вода там полюбому плюс чуть позже (завтра наверно) разберу свою помойку в голове и наверно дополню. если кому что не понятно или есть вопросы. спрашивайте=) мне так проще с ориентироватся будет про что написать

- 400 ответов
-
- 8
-

-
- технологии
- схемы
- (и ещё 4 )
-

Сварка aisi 316 при отрицательных температурах.
Flagrum опубликовал тема в Аргонодуговая сварка — TIG
Доброго времени суток всем форумчанам!!! Ситуация вкратце: грядёт интересная, творческая работа по сборке и монтажу ограждений из нержавеющей стали aisi 316 (стойки, перила, леера, стыковка и подгонка правильных и неправильных соединений, сварка, шлифовка и травление швов, финишная полировка). Сложность задачи (пока) в том, что это будет происходить не в помещении, а на улице, при температуре от -5ºС до -20ºС. Внимательно изучив наш форум, и дружественные ресурсы, нашел много ценных советов. А именно: - необходимо максимально снизить вероятность сквозняков, иначе при дуновении ветра снесёт защиту шва.Чтобы не сдувало защитный газ, придётся городить ширмы, а то и вовсе работать в палатке; - т.к. металл холодный, возможна необходимость в его подогреве и небольшом увеличении тока; - паста для травления Esab работает от +5ºС, - придётся натопить улицу до такой температуры. Теперь вопросы. 1. Труба толщиной всего 1,5-2мм, чем её подогревать, не горелкой же? И стоит ли, при такой малой толщине? 2. От чего могут быть трещины в околошовной зоне? 3. Если с режимом TIG такой головняк, может тогда лучше MIG применить? 4. Возможно ли заменить "пасту для травления швов от Esab" на что-то менее прихотливое? Если кто сталкивался с подобным, - буду только рад советам. Спасибо. -
Тема о термообработке металла и всего, что с ней связано. В помощь термисту Ассонов А.Д. 1969 Технология термической обработки деталей.djvu Каменичный И.С. 1952 Практика термической обработки инструмента.djvu Каменичный И.С. 1952 Практика термической обработки инструмента.djvu Каменичный И.С. 1982 Пособие термисту инструментального цеха.djvu Коротин И.М. 1963 Термист.djvu Крупицкий В.А. 1959 Основы термической обработки.zip Петраш Л.В. 1959 Закалочные среды.zip Самохоцкий А.И. 1976 Технология термической обработки металлов (1).zip Фиргер И.В. 1982 Термическая обработка сплавов.zip Филинов С.А. 1964 Справочник термиста.zip Седов Ю.Е. 1986 Справочник молодого термиста.zip
-
Довольно часто приходиться изготавливать фильтры (бензин ,нефть,битум).Пайка оловом.



- 25 ответов
-
- 19
-
-
- работа
- технологии
- (и ещё 1 )
-
 Устройство для подачи присадочной проволоки ESAB TIG PEN позволяет сварщику контролировать конец присадочной проволоки с большой точностью даже на большом удалении от шва, и во время сварки обеспечивает высокое качество шва, удобную и равномерную подачу проволоки.. Он также экономит присадочную проволоку и сохраняет её чистой. Применимо с присадочной проволокой диаметром от 1,0 до 3, 2 мм. Устройство для подачи присадочной проволоки TIG PEN обеспечивает удобную и равномерную подачу проволоки.
Устройство для подачи присадочной проволоки ESAB TIG PEN позволяет сварщику контролировать конец присадочной проволоки с большой точностью даже на большом удалении от шва, и во время сварки обеспечивает высокое качество шва, удобную и равномерную подачу проволоки.. Он также экономит присадочную проволоку и сохраняет её чистой. Применимо с присадочной проволокой диаметром от 1,0 до 3, 2 мм. Устройство для подачи присадочной проволоки TIG PEN обеспечивает удобную и равномерную подачу проволоки.
-
Доброго дня товарищи форумчане. Обращаюсь к вам за помощью не лично от себя, а от лица нашей мастерской. мы хотим построить пресс, у нас внезапно нашлась новая насосная станция и два новых домкрата по 200тс каждый, с рабочим ходом 300мм. У нас есть токарный и фрезерный станок, сварочное оборудование, нет термообработки. предполагаются работы по запрессовке всякого во всякое, гибка полосы и листового металла до 20мм толщиной. Материал достать не проблема относительно, согласно чертежу в определенных пределах. Требуется помощь в разработке станины, желательно попроще, расчете того самого материала и конструкции пресса
-
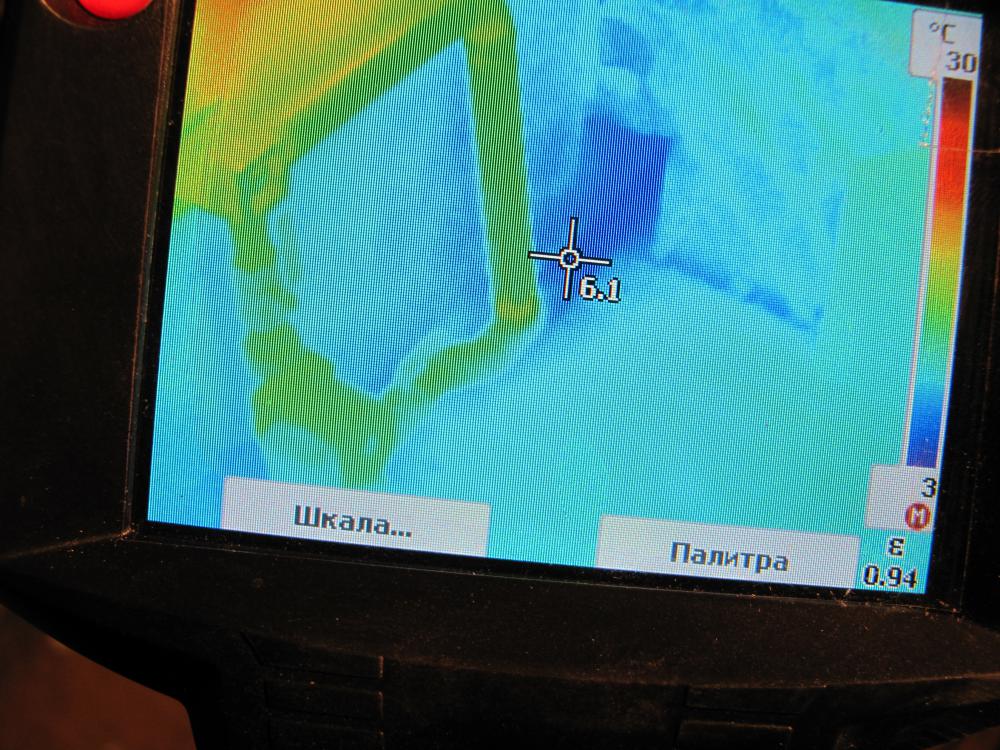
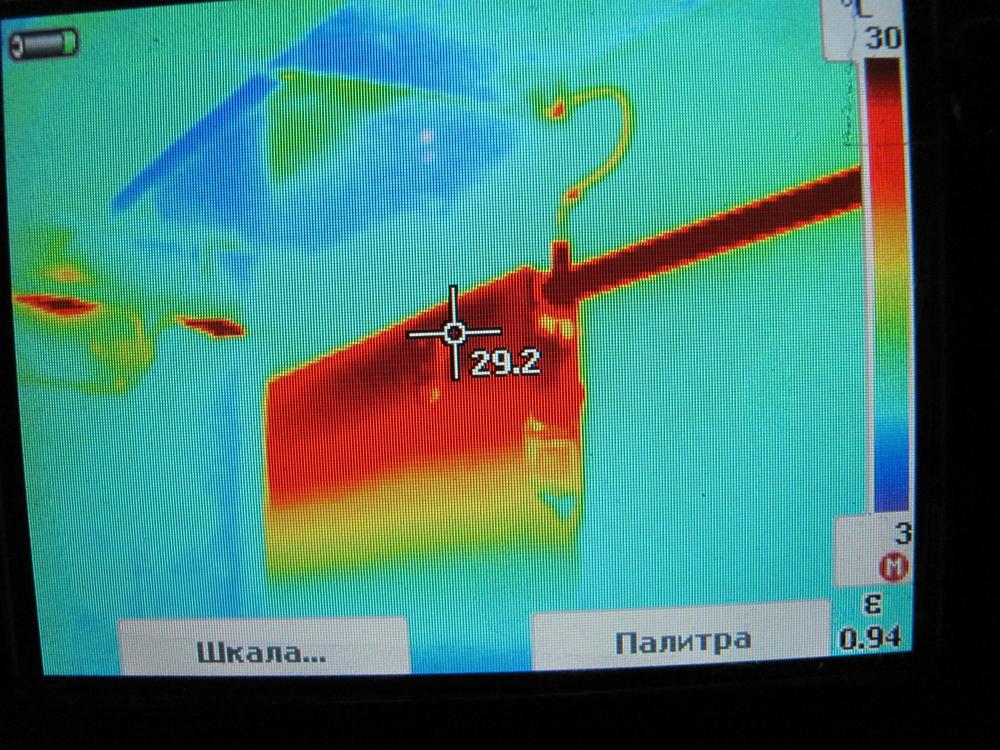
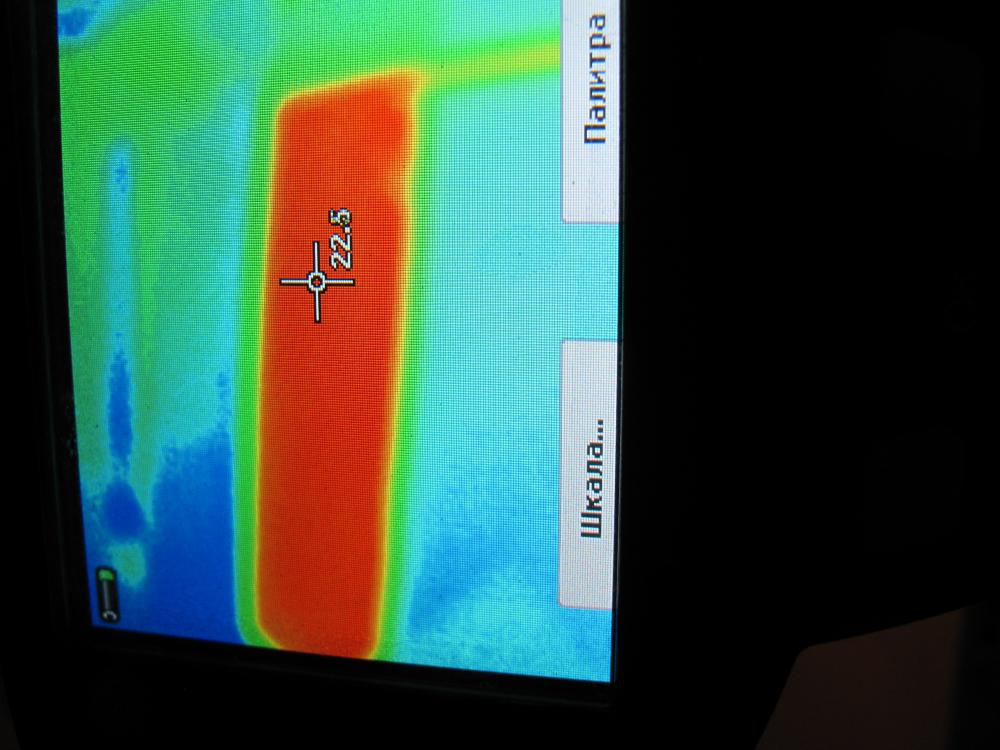
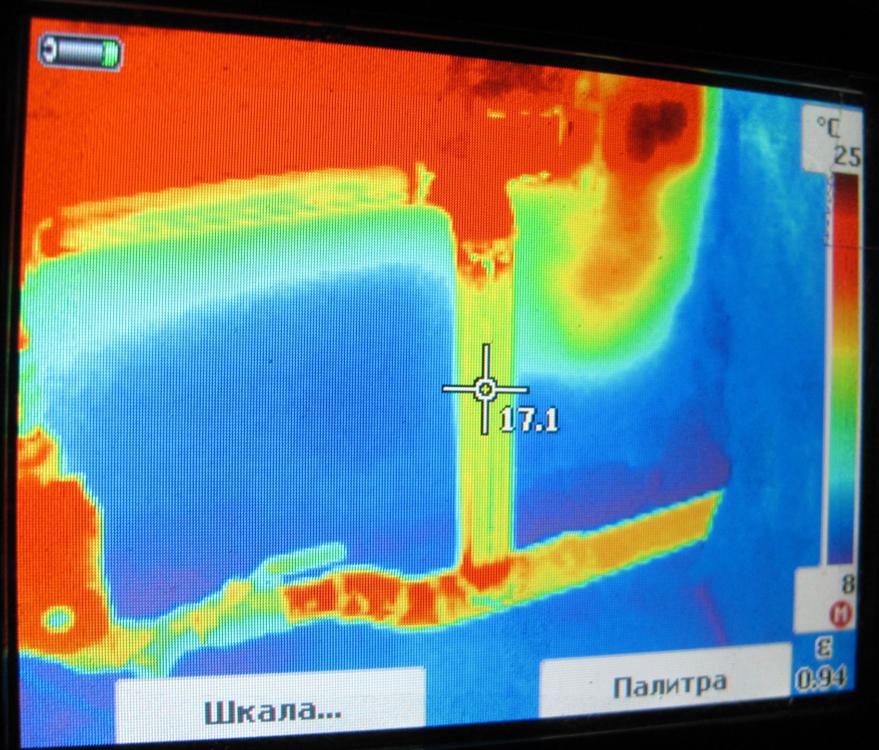
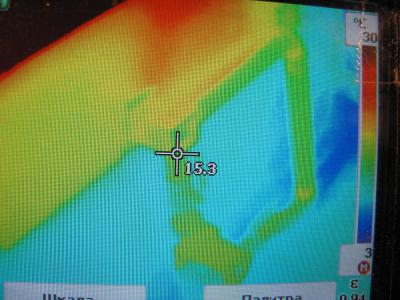
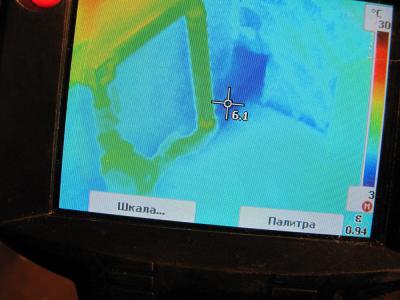
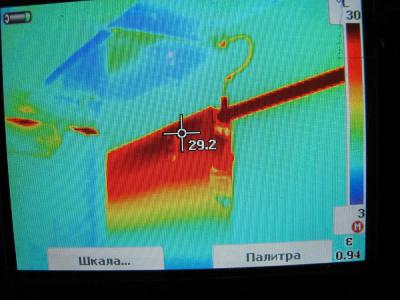
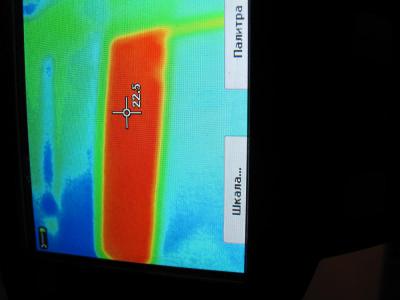
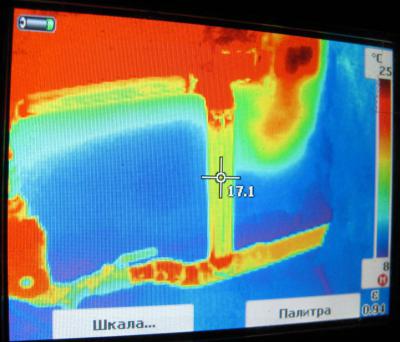
Ноги этой темы появились здесь http://websvarka.ru/talk/topic/2125-svarka-otopleniia/page-2?do=findComment&comment=46032 Намедни у меня срослось ставить насос в "систему" (котёл + бак) с около нулевым гидро-сопротивлением владельцу тепловизора, и вот что из этого получилось: Итого о работе струйного насоса - вода в баке везде имеет практически одинаковую температуру 22,5, т.е. тепло насос спускает ближе к полу и при том же расходе дров дома будет теплее, чем без насоса. В случае отключения электричества катаклизмов не предвидится (отсутствует кран и делать ничего не надо). Со струйным насосом система работает лучше, чем с обратным клапаном, ибо нет сопротивления воде подъёмом его лепестка. Вроде всё.







-
Уважаемые коллеги, кто может поделиться опытом работы в программе PC300.NET для настройки режимов сварки для аппаратов MIG-MAG сварки компании EWM? Интересует, как с помощью программы сместить верхнюю границу регулировки напряжения на non-synergic режиме (188 JOB) вправо на 10 В? Что именно настраивается во вкладке Expert variables? К посту прикрепляю инструкцию к программе на англ-м языке. 099-008096-EW501.pdf
-

Универсальный сварочный вращатель (позиционер) New Firo
AlexSanya опубликовал запись в блоге в Страничка сварщика
https://www.youtube.com/watch?v=ot4H9qGwJSQ -
Имею вопрос к сообществу сварщегов...Кто какое спаривание предпочитает? Быстрое или медленное?
-
Примерно четыре года назад пошел работать на завод, там на теоретической подготовке мне дали литературу в электронном виде, целый вагон если честно, в общем, во мне взыграл копимизм, выкладываю все, определенно кому-нибудь пригодится. Залил на файлообменники, потому, что залить сюда почему-то не получается, хотя размеры файлов меньше 10мб. За материалы спасибо преподавателю Геннадию Меньшикову.) Ссылки: Список литературы:
-
Первое почему хочу перейти на ацетилен это резка. Резка лучше и качество на порядок выше чем пропано- керосино- бензино- резки. К такому выводу пришёл после просмотр роликов мессер и виктор. Ну и возможности пайки на порядок выше чем у пропано-кислородной пайки, ну и не забываем о газовой сварке. Высокоуглеродистых сталей используемых в методом прессовки, типо кузовщина. Вопрос людям имеющим хороший опыт работы с ним. Если брать расход при резке. То какой он относительно кислорода? Например на пропане 40 балконов кислорода к одному пропану если резать в цеху. Так же вопрос как ведёт себя ацетилен при отрицательных температурах. Ну и примерный расход ацетилена в пайке и газопорошковом напылении А и всякие там мясо заменители типо мафы шмафы не интересны. Только тот самый ацетилен
-
Такой вопрос: На авто не был установлен радиатор, можно сказать подводящие трубки были открыты, перед установкой радиатора нужно как то промывать систему?
-
Много уже лет назад я начал свою карьеру в нефтегазмонтаже,ещё папаня меня 12 летним пацаном брал на трассу... Потом универ,армия и снова я сварщик,то вахта то просто на базе,грэс,аэс,нпз,судоверфи... Но что-то в середине двухтысячных произошло,это сразу не заметно было,но "вахта" под откос пошла,а дело было так: На обьектах где мы вели монтаж,параллельно трудились "гастарбайтеры",они делали не квалифицированную работу ,варили всякие рещётки,лестницы,пилили,таскали,штукатурили,красили.Платили им раз в 10 меньше чем нам ,и работали они по 12+ часов,и вахта у них 6 месяцев(и командировочных им не давали,на что они жили вообще не понятно).Понятно было только откуда они берутся, во всех газетах были обьявления: "ВАХТА-РАМОС"... Шло время,и рамосы смянились на: "ПерсонаПрофиты", "Уралстафкомпани", "РесурсГрупп", "Промышленные ресурсы", "Трудозапастехнологии", "Регионстаффинггрупп", "Стаханов", "Департаменткадрового обеспечения"... И думалось что эти маклеры живут своей жизнью,а у меня в блокнотике адреса и телефоны нормальных фирм,телефоны главных сварщиков и прорабов настоящих монтажных управлений. Но время идёт,и "рамосы" стали предлагать свои услуги и нашим работодателям,в "наших" конторах теперь вакансии только ИТР и высший менеджмент,а сварщиков теперь на бирают персонапрофиты и рамосы,и соответственно на "рамосовских" условиях! Кто -нибудь мне скажет что происходит? Глобализация? Мы скоро рабами станем со штрих кодом на затылке? В какое инферно мы катимся?
-
 всем доброго времени суток!!! сегодя восстанавливал трубку кондея от логан, решено было пылить ДИМЕТом, т.к корозии очень много ... и у самого соединения в частности... да и трубка сама такая что особо не погреешь... обжимка... датчик...
всем доброго времени суток!!! сегодя восстанавливал трубку кондея от логан, решено было пылить ДИМЕТом, т.к корозии очень много ... и у самого соединения в частности... да и трубка сама такая что особо не погреешь... обжимка... датчик...


-
Эта тема для любого кроилова и желательно, как это исправили. Такого я ещё не видел. Чудеса из Красноярска Налили смолы прямо на грязь И это от тех же самых умельцев. P S Здесь герметика на 16 кило рублей.











- 852 ответа
-
- 20
-
-
Восстановил ПА по просьбе. Контроллерчик простейший получился но серьезный. Инерционность механизма подачи проволоки не есть хорошо, поэтому следующий вариант будет с Н-мостом , ну и с дисплеем конечно и т.д., само сабой пока трансформаторный ... Стоит донор в гараже но вот как раз без механизма подачи, надо искать. Был такой Стал таким http://www.youtube.com/watch?v=Bzb-Tdbo0lU


-
Всем привет. Дали в работу сварку двутавра, естественно мы раньше таким не занимались. Основной вопрос в следующем, есть у кого нибудь схемы или чертежи специального стэнда или стола с зажимами, на котором не посредственно производить сборку? Ну и на счет сварки подскажите как лучше накладывать швы, и во сколько проходов. Параметры балки: Стенка 358 мм, толщина 10 мм Полки 300 мм, толщина 16 мм. Длинна балки 9 метров. Предназначение: колонна строительных конструкций. Предполагаемый метод сварки MIG сварочной кареткой возможно MIG-Pulse.
-
Предлагаю здесь делиться соображениями по пиролизному котлу без поддува - кто как его видит. Котёл с поддувом шумит, зависит от электричества и по этим причинам не годится в частный сектор. Тема не новая, конечно: http://gazogenerator.com/gazogeneratori-na-zhidkom-toplive/piroliznyj-kotel-svoimi-rukami-chertezhi-piroliznyx-kotlov-samodelnye-gazogeneratornye-ustanovki-profik-yug-kondyuki-odessa-sistemy-otopleniya/ но и не исчерпавшая себя. Кто что делал, может показать, если настроение будет. Я пока не делал.
-
Доброго времени суток всем форумчанам и тем кто меня узнал. Сабж: какие подкладки используете Вы, на каких деталях, при каких условиях? И что бы вы порекомендуете для сварки тонкостенной нержавейки (0.7-1.0 мм) TIG сваркой? Стоит ли пробовать керамическую подкладку или просто варить с поддувом? Производство пищевых емкостей. Заранее благодарю)
-

Сварка чугуна ПАНЧ11 п/автоматом
Александр ПАНЧ 11 опубликовал тема в Полуавтоматическая сварка — MIG/MAG
Прошло уже достаточно времени с отгрузки материалов, коллеги есть какие-нибудь результаты по сварке п/а и тиг? Хотелось бы узнать ваше мнение. Не стесняйтесь делиться наработками. -
суть работы, сварка радс черных труб разного диаметра. Давление до 250кг. присадка черная 8x....не помню..( обычная с полуавтомата) Среда.( вода,пар,масло,дизтопливо) Бывает проблема с подготовкой зоны сварки, ну или просто "сквознячек" и... кипение! или просто "выгор лигатуры" Так вот. допустимо ли добавление нержи в сварочною ванну? для чего коментировать надеюсь не надо.и каковы возможные последствия такого ухищрения.сразу хочу присеч тролей. варю давно.на котлы перешел недавно,пол года. Контроль работа проходит, но технологов норм. нет.и "старых "сварных тоже нет поговорить не скем а на душе не спокойно за "те" швы..поделитесь опытом!? коллеги.
-
В общем такой вопрос, господа! Пробовал я варить биметалл, а именно монеты в 10коп. Проблема в следующем - при нагреве монеты "стреляют" и налипают на вольфрам. А так хотелось сделать одну интересную штуку из них.. Не подскажите как и чем их соединить? Желательно всё-таки сваркой TIG? потому как паять я совсем не умею, да и прочности не хватит пайки. П.С. Есть ещё монеты 10 коп не биметаллические, а латунные, так вот, если их греть резаком до плавления, то они мощно так взрываются, что потом сложно найти какие-либо остатки от них. Что это за латунь такая??
-
Решил создать эту тему для более подробного обсуждения всего что связано с изготовлением и монтажом перил,поручней и ограждений из нержавейки.Сегодня я расскажу о самом главном, на мой взгляд,процессе-креплении стоек к полу.После различных вариаций я выбрал данную схему из-за простоты,надежности и относительной дешивизны.Итак:Коронкой на 39 высверливаем отверстия глубиной 5-6см.Я работаю на деревянных ступеньках поэтому коронка на дрели для дерева.По керамике лежит рядом,ей сверлят постоянно поливая водой,если не перегревать то хватает довольно на долго.Далее перфоратором со сверлом на 16 заглубляем отверстие ровно по центру высверловки,диаметр бура зависит от диаметра хвостовика закладной.Далее разводим эпоксидку и добовляя песок доводим до конститенции густой сметаны,заливаем в отверстие,ставляем закладную и одеваем на нее стойку Кол-во эпоксидки надо подобрать так чтобы не вылезло много наружу,а то оттирать трудновато.Потом подставляя кирпичи или что то похожее с помощью уровня выставляем и оставляем застывать сутки.Если сроки поджимают то вместо эпоксидки можно использовать полиэфирную смолу с отвердителем и термофен.Продолжение следует. http://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-55806300-1416074149_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-57838500-1416074213_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-61156100-1416074072_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-59083100-1416074264_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-53949500-1416074324_thumb.jpg



- 67 ответов
-
- 21
-