Поиск сообщества
Показаны результаты для тегов 'аргон'.
Найдено: 90 результатов
-
https://www.youtube.com/watch?v=g4nOYEpGvmQ Приехал ко мне Форсаж 201АД. 2013г. выпуска. Нет в комплекте папы для быстросъёма на лицевой панели выхода газа на горелку Облазил всё, не нашёл, так как диаметр Ф-6мм. Пришлось бросить времянку из другого быстросъёма. Дуга шумит, не сильно, но всё же, на GROVERS TIG-200А (РДС+аргон дс) тоже шумит, (есть в наличии) но на Форсаже хоть поджиг лучше. Мне совсем не нравится, что дуга шумит, есть заводской китаец, (был ещё такой как Гроверс, но попроще) сундук, дуга на постоянке вообще бесшумна, слышно только газ. Поменял баллон, (на испытания поставил грязный аргон, на люмине не работает,) на чистом аргоне ничего не изменилось, только шов стал немного по-блестящее. Поменял красный вольфрам на синий, так же, поставил золотой 3.2мм. и ток 150. Форсаж отказался его вообще зажигать и ушёл в глухую защиту, помигивая на табло какой-то ошибкой, я с перепугу не запомнил, выключил, поменял вольфрам на красный, включил, заработал как и раньше, с чем это было связано не знаю... Забыл взять инструкцию, в пульсе работаю впервые, деревенские мы, понадобилось минут 10 что бы настроить, то есть, всё просто и понятно, без бумажки не понял как запоминать программы, но дотыкался, что каким-то образом вроде пару программ запомнил. Я не запомнил. В пульсе работать вообще шикарно, для ленивых придумано, НО, заметил такой глюк (или это не глюк, а на всех пульсах так, кто на буржуйских работал, подскажите) если стоит спад тока, отпустил кнопку и прогорела сразу дыра, вместо того, что бы сразу скинуть ток... Я сразу догадался почему так, короче, если отпустить кнопку когда горит пиковый ток, то он на пике и продолжает гореть, если отпустить на базовом, то всё нормально. Кто не понял, если отключение (кнопку отпустил) происходит в то время, когда идёт наброс току (импульс) то на этом набросе идёт и затухание дуги. Например, базовый ток 40А. а пиковый 100, так вот, если отпустил кнопку во время пика, то и дуга затухает на пике 100А, а не на базовом токе. Отпустил кнопку во время горения дуги на базовом токе 40а. тогда все нормально и обычно. В РДС не работал ещё. Один ролик отснял, позже выложу и ещё немного поснимаю.



- 150 ответов
-
- 17
-

-
 В силу разных логистических вопросов сменил я место заправки баллона аргоном (другой производитель, а не просто точка). К аргону претензий как-бы нет: шов, по крайней мере, на нерже не хуже чем был раньше; дуга стартует, не гаснет, вольфрам на вид чистенький… НО! Если раньше высокочастотный старт "взвизгнет", стрельнет искрой и загорится дуга, то сейчас на электроде появляется неоновый шарик, который с неким странным звуком (как выдох) сваливается в материал, становясь дугой… Если ради эксперимента срезать предгаз или взять материал погрязнее, то HF старт как обычно пищит, стреляет искрами... Более того субъективно стартовать на очень малых токах стало проще. В момент появления "неонового шарика" HF уже не слышно, да и совсем его не слышно - надеюсь газовый разрядник и HF плата дольше проживет... Ну, как-бы негатива нет, но и такого раньше не было, а это повод разобраться. Я схожу с ума? Это в аргоне другие примеси, тоже инертные, но с таким эффектом? Просто совпадение и дело не в газе?
В силу разных логистических вопросов сменил я место заправки баллона аргоном (другой производитель, а не просто точка). К аргону претензий как-бы нет: шов, по крайней мере, на нерже не хуже чем был раньше; дуга стартует, не гаснет, вольфрам на вид чистенький… НО! Если раньше высокочастотный старт "взвизгнет", стрельнет искрой и загорится дуга, то сейчас на электроде появляется неоновый шарик, который с неким странным звуком (как выдох) сваливается в материал, становясь дугой… Если ради эксперимента срезать предгаз или взять материал погрязнее, то HF старт как обычно пищит, стреляет искрами... Более того субъективно стартовать на очень малых токах стало проще. В момент появления "неонового шарика" HF уже не слышно, да и совсем его не слышно - надеюсь газовый разрядник и HF плата дольше проживет... Ну, как-бы негатива нет, но и такого раньше не было, а это повод разобраться. Я схожу с ума? Это в аргоне другие примеси, тоже инертные, но с таким эффектом? Просто совпадение и дело не в газе? -
Когда нет времени на поиск, а нужно получить быстрый ответ, то в этой теме можно задать любой профильный вопрос и вам по возможности кто нибудь постарается ответит.
-
Тему про биметаллы закрыли, засуну сюда, сварил сталь+алюминий, припой (не присадка, припой) люминь-97%. цинк-2%. Ток переменный, защита - аргон. http://www.youtube.com/watch?v=M9QL-NMGJfI
-
Добрый день имеется Сварог TIG 200 P AC/DC старого образца, как на фото варю мало, и редко, все не до этого, и вот простоял он у меня год включаю, а он не варит дугу вообще зажечь не может ни TIG ни MMA, даже если выставить 200 ампер, еле искрит при этом что меня смущает, не работает бесконтактный поджиг, если раньше он стрекотал перед зажиганием, то сейчас тишина, и редко, иногда проскакивает 1 щелчек из корпуса в чем может быть проблема? модель довольно популярна, есть куча клонов разных цветов и все с 1 завода , надеюсь проблема "стандартная"
-
Возник вопрос где у нас в стране (России) находятся склады сварочных материалов? чтоб было в наличии и заказать можно было? щас ищу 1070 2,4 новосибирск, иркутск, екатеренбург нет... все под заказ
-
https://youtu.be/-wGzyzrBkF4
-
Приобрел б/у данный сварочный комплектация полный фарш=) первый запуск показал что не совсем интуитивная панель.... по сварке алюминия могу сказать точно что примерно как Miller или как Linkoln, не EWM. зона очистки прям гиганская=) .... дальнейший отзыв напишу чуть позже, надо кнопки потыкать=)
-
Доброго времени суток всем форумчанам и тем кто меня узнал. Сабж: какие подкладки используете Вы, на каких деталях, при каких условиях? И что бы вы порекомендуете для сварки тонкостенной нержавейки (0.7-1.0 мм) TIG сваркой? Стоит ли пробовать керамическую подкладку или просто варить с поддувом? Производство пищевых емкостей. Заранее благодарю)
-
Попробовал работать этим девайсом! Мнение двоякое. Что сразу не понравилось, болтается сопло. Но через секунду поймал себя на том что смотрю через сопло (трудное место) стояла б керамика то место сварки было б не видно.! Поработал не много но начальные выводы таковы. 1Посадку сопла надо доработать. 2 диаметры сопла... Надо хотябы #5#6. Кто работал такой линзой, отпишитесь. Интересно ж знать чем наша братва дышит?!

-
суть работы, сварка радс черных труб разного диаметра. Давление до 250кг. присадка черная 8x....не помню..( обычная с полуавтомата) Среда.( вода,пар,масло,дизтопливо) Бывает проблема с подготовкой зоны сварки, ну или просто "сквознячек" и... кипение! или просто "выгор лигатуры" Так вот. допустимо ли добавление нержи в сварочною ванну? для чего коментировать надеюсь не надо.и каковы возможные последствия такого ухищрения.сразу хочу присеч тролей. варю давно.на котлы перешел недавно,пол года. Контроль работа проходит, но технологов норм. нет.и "старых "сварных тоже нет поговорить не скем а на душе не спокойно за "те" швы..поделитесь опытом!? коллеги.
-
Приветствую всех...доброго вечера,утра или дня...Вопрос таков-кто сталкивался с изготовлением вольеров для хищников..таких вот-сервал,оцелот.звери разнокалиберные,котята меньше, взрослые особи большие....Задача-изготовление клеток под разные габариты и возраст...самцов так же желательно раделить.Материал-нержавеющая труба ,пруток,профиль...Изделия должны быть разборными и монтироваться силами двух человек.Входные дверные проемы-не менее 2.50 на 1.50...межкомнатные-арки и сдвижные двери.Площадь комнат от 60кв.м....Подробнее отпишусь после получения полного техзадания...Пока интересно,делал ли кто подобную работу. И еще вопрос.существует ли крупноячеистая сетка из нержавеющей стали.Диаметр прутка-от 4 мм.
-
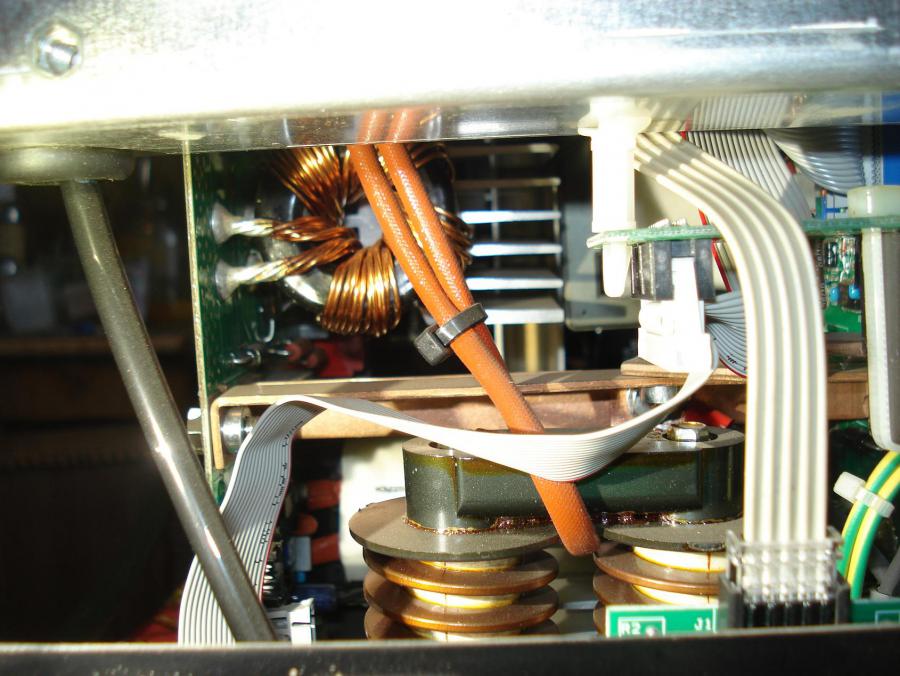
Всем привет! Краткий обзор GROVERS WSME 200 AC/DC PULSED TIG. Фэйс и "курение убивает" для масштаба. Сбоку. Снизу. Тут ничего интересного. Поближе. Зажим массы. TIG горелка воздушного охлаждения. Сопла 4,5,6, цанги, колпачки. "Хвост" Разъем. Все.


















- 746 ответов
-
- 19
-
-
Товарищи,подскажите пожалуйста или дайте ссылочку по сварке латуни,не смог найти,то ли поиск не работает.
-
Решил создать эту тему для более подробного обсуждения всего что связано с изготовлением и монтажом перил,поручней и ограждений из нержавейки.Сегодня я расскажу о самом главном, на мой взгляд,процессе-креплении стоек к полу.После различных вариаций я выбрал данную схему из-за простоты,надежности и относительной дешивизны.Итак:Коронкой на 39 высверливаем отверстия глубиной 5-6см.Я работаю на деревянных ступеньках поэтому коронка на дрели для дерева.По керамике лежит рядом,ей сверлят постоянно поливая водой,если не перегревать то хватает довольно на долго.Далее перфоратором со сверлом на 16 заглубляем отверстие ровно по центру высверловки,диаметр бура зависит от диаметра хвостовика закладной.Далее разводим эпоксидку и добовляя песок доводим до конститенции густой сметаны,заливаем в отверстие,ставляем закладную и одеваем на нее стойку Кол-во эпоксидки надо подобрать так чтобы не вылезло много наружу,а то оттирать трудновато.Потом подставляя кирпичи или что то похожее с помощью уровня выставляем и оставляем застывать сутки.Если сроки поджимают то вместо эпоксидки можно использовать полиэфирную смолу с отвердителем и термофен.Продолжение следует. http://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-55806300-1416074149_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-57838500-1416074213_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-61156100-1416074072_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-59083100-1416074264_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-53949500-1416074324_thumb.jpg



- 67 ответов
-
- 21
-
-
 Сегодня тоже получил 175-го. Если аппарат ПРО, то механизм протяга должен быть хотя бы двух роликовый. Двухроликовый это такой При осмотре не порадовало вращение опоры крепление катушки под проволоку(нет плавности вращения). Устранил подчистив заусенцы литья и немного смазав силиконовой смазкой. Также не порадовало отсутствие ролика под 0.6 мм проволоку и минимальный сварочный ток на МИГ/МАГ с 50 А . Непонятно, как привязать 50 А к 0.6-й проволоке , когда на ней ток нужен от 20 А. Также удивило отсутствие инструкции пользователя на русском языке на данный аппарат. Кому лень читать всю тему: Отчёт по тестированию данного аппарата Аврора Спидвей 175
Сегодня тоже получил 175-го. Если аппарат ПРО, то механизм протяга должен быть хотя бы двух роликовый. Двухроликовый это такой При осмотре не порадовало вращение опоры крепление катушки под проволоку(нет плавности вращения). Устранил подчистив заусенцы литья и немного смазав силиконовой смазкой. Также не порадовало отсутствие ролика под 0.6 мм проволоку и минимальный сварочный ток на МИГ/МАГ с 50 А . Непонятно, как привязать 50 А к 0.6-й проволоке , когда на ней ток нужен от 20 А. Также удивило отсутствие инструкции пользователя на русском языке на данный аппарат. Кому лень читать всю тему: Отчёт по тестированию данного аппарата Аврора Спидвей 175

-
Сегодня побывал на сайте РПЗ и увидел такое чудо-http://grpz.ru/production/civil/welding/item/svarochnyi-apparat-Forsag-315AC-DC/ .Интересно,может у кого уже есть? Я бы даже так еще спросил-Матерые "форсажисты" есть здесь?
-
В общем необходимо проварить, а лучше запылить Диметом, межседельные трещины на головке двигателя. Где в Питере можно это сделать. Желательно адрес,ну и конечно с рекомендациями и опытом. http://farm8.staticflickr.com/7417/12652594494_8b9f1ac3ce_o.jpg
-

ОАО Энергомеханический завод, отзывы
temu4en опубликовал тема в Работа, оплата, взаимоотношения сторон
Уважаемые коллеги. Приглашают меня в сию контору.ОАО Энергомеханический завод что в граде спб. Берут на аргон, с исп.сроком (естественно) от 1 до 3 мес. Ни накс ни какой другой корочки у меня нет но работа знакомая.т.е. справлюсь.(ну или я так думаю ) Работодатель обещает аттестировать по окончании исп.срока..И вот собственно сам вопрос..это нормальная ситуация? Может кто сталкивался с ними уже? Вообще у них там итересная обстановка..в основном варят плазменной сваркой,"старая гвардия",и довольно шустро(кстати никогда не сталкивался.сейчас надо теорию подтянуть) и несмотря на плазму они организуют аргонный участок, один аппарат куплен хотят второй такой же.На мои вопросы что да как и почему? внятного ответа не получил, "Порадовало" соблюдение технологии..зачистка пленки кое как, даже от загрязнений плохо зачищают. В качестве присадки проволка из бухты.И вот как то после всего увиденного,с трудом верится в "высокие технологии и требования" к качеству сварки Буду очень признателен если вы поделитесь своим мнением!? (есть ли смысл с ними начинать работать? или очередная шарага? -
А может можно китайцу TIG 303 ac\dc сделать чтоб он и в 220 розетку включался?
-
 Сегодня расковырял для продувки еще один свой аппарат. Варил правда им мало и только покрытыми злектродами.
Сегодня расковырял для продувки еще один свой аппарат. Варил правда им мало и только покрытыми злектродами.














-
При попытке в аргоне паять припоем ПСр45 бронзу БрХ тот коптит черным дымом. Аргон 5-7 литров. Постоянка 150 или импульс 100 верх 50 низ 3 сек. тож постоянка. У кого есть опыт обращения с припоем ПСр 45 или менее на TIG ? P/S/ предполагается заполнить щель глубиной 15 ширина 2 мм....((
-
Кто может подсказать или что то посоветовать, при проваре корня шва выходит пора изза не соблюдения расстояния сопла от сварного шва,так как для проварки корня сопло не лезет в кромку,приходится вытаскивать вольфрам. пробывал увеличить размер сопла, и увеличить подачу аргона. может поставить самое маленькое сопло? что бы подлезть в глубь?какое сопло бывает минимальным?

-
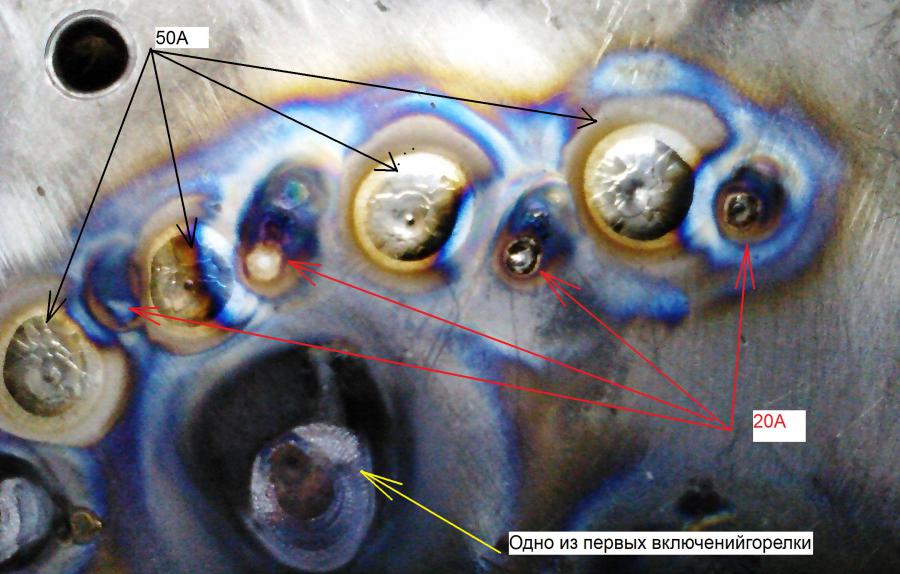
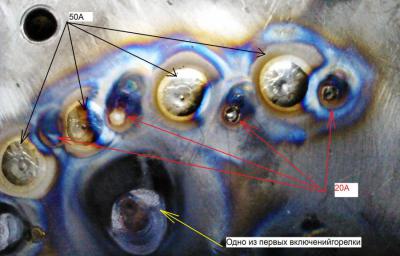
На фото ряд последовательно сделанных проб "на пятно" на титане при сварочных токах 20А и 50А. На токе 50А пятно диаметром около 5 мм выглядит (имхо) удовлетворительно. Серебристое или светло-соломенное. Настораживает, что поверхность пятна получается не зеркально ровной. На токе 20А пятно диаметром около 2 мм никуда не годится . Цвет побежалости от голубого и хуже. Материал: пластина из титана толщиной 2,5 мм. Марка сплава неизвестна. Состояние поверхности хорошее. Непосредственно перед пробой участок диаметром около 20 мм зачищался наждачной бумагой №1000 до металлического блеска, не обезжиривался (но и руками я его не лапал). Горелка: SR17, сопло №6, электрод WL15 диаметром 1,6мм. Вылет электрода 3мм. Горелка новая. При пробных продувках горелки (без тока) явно ощущается запах резины. Защитный газ: аргон, по сертификату чистота 99,999%. Но сертификат выдавался на сжиженный аргон (поставка из Липецка), который местный продавец, чтобы избежать потерь, сразу же по получении газифицирует, закачивает в баллоны и хранит в баллонах до следующей поставки. На аргон я "грешу" в последнюю очередь. Если все-таки дело в аргоне, очень печально. Расход газа: 10 л/мин. Пробовал от 7 до 20 л/мин., результат схожий. Температура в помещении около +10С. Конденсата нет. Сквозняков нет. Предгаз 7с. ВЧ-поджиг. Нарастание тока 3с. Прогревал ванну несколько секунд, держа горелку вертикально, длина дуги не более 2 мм. Спад тока 3с. Постгаз 7с, при этом темно-красное свечение ЗТВ диаметром 10-15 мм (ток 50А) угасало в течение 2-3 с. Я очень озадачен. Очевидно, что в атмосфере над сварочной ванной есть загрязнения. Полагаю, что на токе 50А объем ванны больше, и расплавленный титан в состоянии эти загрязнения растворить. На токе 20А ванна слишком мала. Что вы думаете по этому поводу? Есть ли стандартные методики для пробы на пятно? Существуют ли другие простые методы проверки чистоты аргона? Если дело в горелке, то как бороться? Попытаться ее "прокалить", поработать на максимальном токе? Промыть спиртом?
-
1.Elitech АИС 200АТМ 2.GROVERS WSME-200 AC/DC PULSED TIG 3.Evo TIG 200 AC/DC Pulse 4. ATIG 200 PAC, INTEGRAL