Поиск сообщества
Показаны результаты для тегов 'алюминий'.
Найдено: 70 результатов
-
Низкотемпературная пайка алюминияПайка алюминия: твердая и мягкаяДля алюминия и алюминиевых сплавов применяют различные способы пайки. Пайка бывает: высокотемпературной пайкой – твердыми припоями инизкотемпературной пайкой – мягкими припоями.По-английски: brazing иsoldering, соответственно.К твердым относят припои с высокой температурой плавления (ликвидус выше 450 °С).Мягкие припои плавятся ниже температуры 450 °С. Рисунок – Ремонт алюминиевой трубы путем пайки мягким припоем [2] Мягкие припои для алюминияПоскольку пайка мягкими припоями проводится при температуре ниже 450 °С, то, естественно, в этом случае не применяются твердые припои – припои на основе алюминия. Ранее большинство мягких припоев для пайки алюминия содержали цинк, олово, кадмий и свинец. В настоящее время кадмий и свинец признаны вредными для людей и окружающей среды. Поэтому современные мягкий припой для пайки алюминия – это сплавы на основе олова и цинка. Оловянно-цинковые сплавыДля пайки алюминия к алюминию и алюминия к меди специально разработаны оловянно-цинковые сплавы: 91 % олова / 9 % цинка – эвтектический сплав с точкой плавления 199 °С85 % Sn / 15 % Zn – интервал плавления от 199 до 260 °С80 % Sn / 20 % Zn – интервал плавления от 199 до 288 °С70 % Sn / 30 % Zn – интервал плавления от 199 до 316 °С60 % Sn / 40 % Zn – интервал плавления от 199 до 343 °СЭвтектические и не эвтектические припоиЭвтектические припои широко применяют для печной пайки и других автоматических систем пайки алюминия. Это позволяет минимизировать применяемый нагрев для тонкостенных изделий путем быстрого плавления и затвердевания при температуре 199 °С. Интервал затвердевания припоя, когда он находится в полужидком-полутвердом состоянии, позволяет выполнять над изделиями дополнительные операции, пока припой полностью не затвердел. Повышенное содержание цинка способствует лучшему смачиванию припоя, но с увеличением содержания цинка температура полного затвердевания припоя (ликвидус) значительно возрастает. Особенности мягкой пайкиПайка мягкими припоями алюминия отличается от аналогичной пайки других металлов. Оксидная пленка на алюминии – плотная и огнеупорная – требует активных флюсов, которые разработаны специально для алюминия. Температура пайки также должна контролироваться более жестко. Для алюминия сопротивление коррозии значительно больше зависит от состава припоя, чем для меди, латуни и железных сплавов. Все паяные мягкими припоями швы имеют более низкую коррозионную стойкость, чем швы после твердой пайки или сварки. Высокая теплопроводность алюминия требует быстрого нагрева, чтобы обеспечить нужную температуру в шве. Пайка деформируемых алюминиевых сплавовПрактически все алюминиевые сплавы так или иначе могут быть подвергнуты пайке мягкими припоями. Однако их химический состав сильно влияет на легкость пайки, тип припоя, применяемый метод пайки и способность паяного изделия выдерживать различные нагрузки в эксплуатации. Относительная способность к низкотемпературной пайке – пайке мягкими припоями – основных деформируемых алюминиевых сплавов выглядит следующим образом: отлично паяются: 1100 (АД), 1200 (АД), 1235 (≈АД1), 1350 (АД0Е), 3003 (АМц):хорошо паяются: 3004 (Д12), 5357, 6061 (АД33), 6101, 7072, 8112;средне паяются: 2011, 2014, 2017 (Д1), 2117 (Д18), 2018, 2024 (Д16), 5050, 7005 (1915);плохо паяются: 5052 (АМг2,5), 5056 (≈АМг5), 5083 (АМг4,5), 5086 (АМг4), 5154 (≈АМг3), 7075 (≈В95).Сплавы, которые содержат более 1 % магния, нельзя удовлетворительно паять с применением органического флюса, а сплавы с более чем 2,5 % магния – с активными флюсами. Сплавы, которые содержат более 5 % магния, нельзя паять ни с каким флюсом. При пайке алюминиевых сплавов, содержащих более 0,5 % магния, расплавленные оловянные припои проникают между зернами металла. Цинк также способен проникать по границам зерен между зернами алюминиево-магниевых сплавов, но уже при содержании магния более 0,7 %. Это межзеренное проникновение усугубляется наличием напряжений, внешних или внутренних. Алюминиевые сплавы, легированные магнием и кремнием, менее подвержены межзеренному проникновению, чем бинарные алюминиево-магниевые сплавы. Алюминиевые сплавы, содержащие медь или цинк в качестве основных легирующих элементов, обычно также содержат достаточное количество других элементов. Большинство этих сплавов подвержены межзеренному проникновению припоя и их обычно не паяют. Термически упрочненные сплавы обычно имеют более толстую оксидную пленку чем та, которая возникает естественным образом. Эта пленка затрудняет пайку мягкими припоями. Для таких сплавов обычно перед пайкой применяют химическую подготовку поверхности. Пайка литейных алюминиевых сплавовБольшинство литейных алюминиевых сплавов имеют высокое содержание легирующих элементов, что увеличивает вероятность того, что эти элементы будут растворяться в припое, а припой будет проникать по границам зерен. Поэтому литейные алюминиевые сплавов мягкими припоями паяются плохо. Кроме того, характерные для литейных сплавов шероховатость поверхности, мельчайшие полости или пористость способствуют удержанию флюсов и делают удаление флюсов после пайки очень трудным. Три литейных алюминиевых сплава 443.0, 443.2 и 356 относительно хорошо и легко паяются мягкими припоями. Несколько хуже, но еще приемлемо паяются сплавы 213.0, 710.0 и 711.0. Источники: Aluminum and Aluminum Alloys, ASM International, 1996 EEA Aluminium Automotive manual – Joining – Brazing, EEA, 2015 Пайка алюминиевых сплавов твердыми припоямиАлюминий и алюминиевые сплавы можно соединять большим разнообразием процессов пайки. Разделяют высокотемпературную пайку или пайку твердыми припоями и низкотемпературную пайку или пайку мягкими припоями. В английском языке для этих видов пайки применяют различные термины – brazing и soldering соответственно. К твердым относят припои с температурой плавления ликвидус, то есть окончания плавления, выше 450 °С, а также ниже температуры солидус, то есть начала плавления, основного металла. Пайка мягкими припоями отличается от пайки твердыми припоями точкой плавления припоя – мягкие припои плавятся ниже температуры 450 °С. Отличие твердой пайки от сваркиПайка твердыми припоями отличается от сварки тем, что при ней не происходит существенного подплавления основного металла. Таким образом, температура пайки твердыми припоями находится между температурами сварки и пайки мягкими сплавами. Кроме того, паяные твердыми припоями алюминиевые конструкции обычно находятся между сварными и паяными мягкими припоями также и по прочности, и сопротивлению коррозии. Флюсы, температуры ликвидуса и солидусаПайка алюминиевых сплавов твердыми припоями стала возможной благодаря разработке флюсов, которые разрушают оксидную пленку, не повреждая при этом нижележащий металл и припои, которые также являются алюминиевыми сплавами. (См. также Флюсы для плавления алюминия) Припои на основе алюминия, применяемые для пайки алюминиевых сплавов, имеют температуры ликвидуса намного более близкие к температуре солидуса основного металла, чем при пайке большинства других металлов. По этой причине припайке твердыми припоями необходим жесткий контроль температуры. Температура пайки должна быть примерно на 40 °С ниже температуры солидуса основного металла. В отдельных случаях при точном контроле температуры и коротком цикле пайки, эта разница может даже 5 °С. Большинство алюминиевых сплавов паяют твердыми припоями при температурах от 560 до 615 °С. Алюминиевые сплавы для твердой пайкиТермически необрабатываемыми деформируемыми сплавами, которые паяются лучше всех, являются сплавы серии 1ххх и 3ххх, а также сплавы серии 5ххх с низким содержанием магния. Сплавы с более высоким содержанием магния паяются труднее. Обычно хорошо паяются термически упрочняемые сплавы серии 6ххх, например, 6063 и 6061. Алюминиевые сплавы серий 2ххх и 7ххх имеют низкие температуры плавления и поэтому их трудно паять, за исключением таких относительно низколегированных сплавов как 7004 и 7005. Из литейных алюминиевых сплавов хорошо паяются сплавы 356.0, 357.0, 359.0, 443.0, 710.0, 711.0 и 712.0. Пайка алюминия твердыми припоями обычно ограничена толщиной изделий не более 0,4 мм. Однако при пайке окунанием и вакуумной пайке без флюса толщина изделия может достигать 0,03 мм. Промышленные твердые припоиПромышленные твердые припои для пайки алюминия и алюминиевых сплавов содержат от 7 до 12 % кремния. Пониженные точки плавления получают – при некоторой потере в коррозионной стойкости – путем добавок меди и цинка. Твердые припои относятся к алюминиевым деформируемым сплавам серии 4ххх. Самыми известными из них являются сварочные сплавы 4343, 4047 и 4145. Выбор твердого припояПри пайке с применение горелки обычно применяют припой с температурой ликвидус как можно ниже от температуры солидус основного металла. Поскольку в этом случае температурный контроль затруднен, то большая разница температур плавления снизит вероятность случайного подплавления основного металла. (См. Температура плавления алюминиевых сплавов) Когда необходимо получить плотный паяный шов выбирают припой с коротким интервалом плавления – минимально разницей между температурой ликвидус и солидус. Например, сплав 4047 имеет интервал между температурами твердого и жидкого состояний всего 5,5 °С. Этот припой почти эвтектический и быстро превращается из жидкого в твердый и сильно сокращает время пайки, что часто очень благоприятно сказывается на качестве паяного шва. Такой припой особенно подходит для тонких паяных швов. Источник: Aluminum andAluminumAlloys, ASM International, 1996
-
 Сегодня тоже получил 175-го. Если аппарат ПРО, то механизм протяга должен быть хотя бы двух роликовый. Двухроликовый это такой При осмотре не порадовало вращение опоры крепление катушки под проволоку(нет плавности вращения). Устранил подчистив заусенцы литья и немного смазав силиконовой смазкой. Также не порадовало отсутствие ролика под 0.6 мм проволоку и минимальный сварочный ток на МИГ/МАГ с 50 А . Непонятно, как привязать 50 А к 0.6-й проволоке , когда на ней ток нужен от 20 А. Также удивило отсутствие инструкции пользователя на русском языке на данный аппарат. Кому лень читать всю тему: Отчёт по тестированию данного аппарата Аврора Спидвей 175
Сегодня тоже получил 175-го. Если аппарат ПРО, то механизм протяга должен быть хотя бы двух роликовый. Двухроликовый это такой При осмотре не порадовало вращение опоры крепление катушки под проволоку(нет плавности вращения). Устранил подчистив заусенцы литья и немного смазав силиконовой смазкой. Также не порадовало отсутствие ролика под 0.6 мм проволоку и минимальный сварочный ток на МИГ/МАГ с 50 А . Непонятно, как привязать 50 А к 0.6-й проволоке , когда на ней ток нужен от 20 А. Также удивило отсутствие инструкции пользователя на русском языке на данный аппарат. Кому лень читать всю тему: Отчёт по тестированию данного аппарата Аврора Спидвей 175

-
Принцип работы автомобильного кондиционераСвязка хладагент + маслоКомпрессорКонденсорРесивер-осушительТерморегулирующий вентильИспарительРедукционный клапанДатчик высокого давленияДатчик низкого давленияДополнительные датчикиСоставные элементыУстройство автомобильного кондиционераПочему он может плохо работать?Принцип работы автомобильного кондиционераОсновная функция автомобильной климатической системы – формирование и поддержание параметров влажности и температуры воздуха в салоне на уровне, комфортном для водителя и пассажиров. Кроме того, в задачи автокондиционера входят оптимизация и оптимальное распределение воздушных потоков, их фильтрация и по возможности – устранение неприятных запахов. Принципиальная схема функционирования автокондиционера один в один копирует принцип работы бытового холодильника. http://seite1.ru/wp-content/uploads/2020/01/shema-ustrojstva-kondicionera.jpg Почему важно знать и понимать, как работает кондиционер в автомобиле? Обладая такими знаниями, владелец автомобиля может самостоятельно и вовремя диагностировать все возникающие неполадки в климатической системе, проводить необходимые регламентные работы по обслуживанию узлов и агрегатов системы кондиционирования (чистку, продувку, дезинфекцию), тем самым продлевая её жизнь Итак, автокондиционер представляет собой герметичную систему замкнутого типа, в которой в качестве хладагента используется газ, имеющий низкую температуру конденсации (в настоящее время для этих целей используют фреон). Система кондиционирования включает несколько основных узлов, а также множество дополнительных, расширяющих функционал кондиционера. Климатическая система работает по следующей схеме:в начальном сегменте контура под воздействием компрессора хладагент уплотняется, что приводит к увеличению температуры газа (см. законы термодинамики из школьного курса физики);под давлением горячий фреон выталкивается по системе трубопроводов в конденсор, где, подчиняясь тем же законам термодинамики, конденсируется, переходя в жидкое состояние;дальнейший путь жидкого фреона протекает через ресивер-осушитель, являющийся одновременно фильтром. Здесь хладагент очищается от мусора и по трубопроводам следует в направлении салона;проходя через расширительный клапан, фреон охлаждается и опять переходит в газообразное состояние;после терморегулирующего вентиля хладагент попадает в испаритель, который и является тем местом, где осуществляется полезная работа кондиционера. Здесь тёплый воздух из салона контактирует с очень холодными трубками, охлаждается и подаётся обратно в салон;после испарителя фреон подается на компрессор, замыкая тем самым цикл.Участок системы кондиционирования от компрессора до расширительного клапана – это область высокого давления (рабочие показатели могут колебаться в пределах 5 – 30 бар). Участок от клапана до компрессора, проходящий через испаритель, является областью низкого давления, которое здесь не превышает значения в 4 атмосферы. Поскольку контур хладагента является полностью замкнутым, даже при заглушённом силовом агрегате фреон находится под давлением, которое в состоянии покоя равномерно распределяется по всему контуру до значения порядка 5 бар. Безопасную и безаварийную работу системы кондиционирования обеспечивают различные датчики, которые при недостаточном/избыточном давлении или перегреве производят действия, направленные на приведение этих показателей в норму. Ознакомившись с тем, как работает автомобильный кондиционер, вы сможете не только самостоятельно диагностировать многие его неисправности, но и выполнять мелкий ремонт без необходимости посещать СТО. Связка хладагент + маслоКогда мы называли в качестве используемого хладагента фреон, мы были одновременно и правы, и допустили неточность. Дело в том, что работы над поисками более совершенного, безопасного и эффективного хладагента не прекращаются. Самым распространённым в недалёком прошлом был фреон R12. Но в результате серии экспериментов и исследований было доказано, что он вносит весомый вклад в образование так называемого парникового эффекта, что способствует изменению климата в сторону потепления. Поэтому от его использования решили отказаться. На замену R12 пришёл хладагент R134а, который считается более безопасным с точки зрения экологии. При этом его текучесть меньше, чем у предшественника, что снижает его общую эффективность примерно на 10 – 15%. Использование новой разновидности фреона заставило производителей внести определённые изменения в конструкцию автокондиционеров, которая усложнилась ещё больше. Учёные и исследователи активно работают над доведением до кондиций хладагента R744, который характеризуется ещё меньшей степенью влияния на экологию, но платой за это является необходимость поддерживать более высокий уровень рабочего давления, что ещё больше усложнит систему кондиционирования. Тем не менее, в среднесрочной перспективе ожидается массовый переход именно на этот хладагент. Следует отметить, что R12 и R134а являются несовместимыми друг с другом, как и используемые совместно с ними компрессорные масла. До сих пор мы не упоминали, что фреон используется в связке со специальным компрессорным маслом, обеспечивающим смазку всех трущихся частей автокондиционера. Как уже отмечалось выше, для разных типов хладагентов используются разные масла. В частности, R12 смешивается с маслами на минеральной основе, в то время как смазку в системах, заправленных фреоном R134а, обеспечивают полиалкиленово-гликолевые масла. Добавление масла, предназначенного для одного типа хладагента, в неподходящий недопустимо – это неизбежно приведёт к поломке системы кондиционирования в силу неодинаковых физико-механических характеристик масел. При выполнении всех видов ремонта и техобслуживания климатических систем не ошибиться при выборе заправочных материалов помогут информационные таблички (стикеры), расположенные обычно в моторном отсеке (иногда их дублируют и в салоне – на дверях или под приборной панелью). В них указывается тип масла и хладагента, задействованного в системе. КомпрессорОбозначение может быть как буквенным, так и цветовым. Фреон R12 на цветовых схемах имеет жёлтый цвет, хладагент R134а – зелёный. На случай, когда информационные таблички отсутствуют, производители кондиционеров комплектуют их разными заправочными узлами. Такая «защита от дурака» просто не позволит заправить систему с фреоном R12 его антагонистом. Рассмотрим теперь устройство автомобильного кондиционера на примере его основных узлов. Один из самых сложных узлов системы кондиционирования, обеспечивающий требуемый уровень сжатия хладагента, находящегося в газообразном состоянии. В настоящее время наибольшее распространение получили компрессоры аксиально-поршневого и роторно-лопастного типа. Источником энергии для компрессора является двигатель автомобиля. Связь между компрессором и силовым агрегатом осуществляется с помощью шика, приводных ремней, электромагнитной муфты и приводного диска компрессора. http://seite1.ru/wp-content/uploads/2020/01/Kompressor-avtomobilnogo-kondicionera.jpg При включении кондиционера питание подаётся на электромагнитную муфту, которая вступает в зацепление с валом компресса, приводя его в движение. Выключение системы кондиционирования выполняет обратную задачу – муфта выходит из зацепления, шкив продолжает вращаться, но компрессор при этом не работает. КонденсорСамый большой по габаритам узел, обеспечивающий быстрое охлаждение фреона. Представляет собой змеевик, по которому протекает горячий и сжатый фреон. Большая протяжённость трубок, а также помощь одного или нескольких вентиляторов и набегающий при движении транспортного средства встречный поток воздуха способствуют охлаждению хладагента на выходе конденсора, где он из газообразного состояния из-за остывания переходит в жидкое. Это самый уязвимый узел кондиционера – расположенный спереди, он больше других подвержен риску получения различных механических повреждений. К тому же именно здесь обычно начинается распространение коррозии. http://seite1.ru/wp-content/uploads/2020/01/Kondensor-avtomobilnogo-kondicionera.jpg Ресивер-осушительЭта деталь климатической системы является фильтровальным узлом, где происходит очистка фреона от целого спектра амортизационных загрязнителей, неизбежно появляющихся в любом механизме (грязь, песок, мелкая металлическая стружка, различные примеси). Обычно конструкция ресивера-осушителя предполагает наличие специального смотрового прозрачного лючка, через который можно визуально оценить как объём хладагента в системе, так и его состояние. В частности, появление мутной взвеси молочно-белого цвета вместо прозрачной жидкости свидетельствует о существенной утечке фреона или о возникновении других проблем с кондиционером, требующих незамедлительного реагирования. Терморегулирующий вентильВторое распространённое название узла – расширительный клапан. Представляет собой температурный регулятор, назначение которого – контролировать и изменять в случае необходимости скорость движения хладагента по магистрали, тем самым регулируя объём его подачи в испаритель. Входит в число самых важных элементов климатической системы, поскольку от его работы зависит соблюдение требуемого температурного режима в контуре. http://seite1.ru/wp-content/uploads/2020/01/Termoregulirujushhij-ventil-avtomobilnogo-kondicionera.jpg ИспарительПо внешнему виду не сильно отличается от конденсора. Представляя собой змеевик из трубок, по которым протекает сильно охлаждённый (практически ледяной на ощупь) хладагент. Именно здесь происходит формирование потока охлаждённого воздуха, поступающего из салона и под действием вентилятора подающегося обратно, но уже в осушенном виде, с заданной температурой и скоростью. Можно утверждать, что принцип работы кондиционера автомобиля заключается именно в охлаждении тёплого воздуха из салона, что и происходит в испарителе. Редукционный клапанУстройство для аварийного стравливания чрезмерного (критичного) давления в патрубках. Обычно срабатывает, если уровень давления в системе превышает 32 атмосферы. Датчик высокого давленияШтатное устройство, контролирующее уровень давления в магистрали и срабатывающее, когда оно превышает заданный критический порог (30 атмосфер). В случае выхода из строя датчика его функции берёт на себя редукционный клапан. Датчик низкого давленияЕго задача – противоположная: следить, чтобы уровень давления в системе не падал ниже 2 атмосфер, а если такое случается – отключает компрессор. В противном случае вероятность его заклинивания возрастает по мере нехватки смазки. Дополнительные датчикиСовременные модели климатических систем комплектуются интеллектуальной электроникой и датчиками, позволяющими собирать дополнительную информацию о работе кондиционера, улучшая эффективность его использования. Например, передавая данные о температуре нагрева корпуса компрессора, о попадании в салон прямых солнечных лучей и т. д. Составные элементыВ целом, устройство автокондиционера включает в себя: Компрессор;Магистрали высокого и низкого давления;Конденсатор;Осушитель;Терморегулирующий вентиль или дроссель;Испаритель;Электрооборудование (датчики температуры, электровентиляторы, электромагнитная муфта и т.д.).http://seite1.ru/wp-content/uploads/2020/01/ustrojstvo-kondicionera-avto.jpg Система кондиционирования Все перечисленные элементы соединены между собой магистралями, поэтому система закольцована и герметична. Основным рабочим элементом в системе кондиционирования является хладагент (фреон) – вещество, обеспечивающее поглощение и отдачу тепла. Любой автомобильный кондиционер состоит из пяти основных узлов: Компрессор. Может быть поршневым, лопастными или любым другим. Конденсатор, чаще всего расположенный в передней части двигательного отсека за радиаторной решеткой. Расширительный клапан, который регулирует подачу хладагента в испаритель. Испаритель, расположенный в салоне. Расширительная емкость с осушителем, через которую хладагент проходит на пути к испарителю.Все элементы соединены между собой трубками и гибкими шлангами, по которым хладагент циркулирует в жидком и газообразном состоянии. Хладагент это особая смесь из веществ с подходящими физическими свойствами с добавлением устойчивого к холоду компрессорного масла. Фактическая конструкция кондиционера может отличаться дополнительными узлами. Так, в некоторых авто конденсатор снабжается вентилятором для охлаждения, иные – снабжаются расширительным клапаном с цифровым управлением и тому подобное. Компрессор вращается за счет двигателя, и соответствующее движение передается через ремень или электромагнитный контур (чаще всего в электромобилях и гибридных авто). Для успешного обслуживания кондиционера достаточно понимать конструктивные нюансы только своего авто. Технически к системе автомобильного кондиционера также относятся крыльчатки в салоне, воздушные фильтры, вентиляторы, обдувающие конденсатор и множество других компонентов. Но их разнообразие очень велико, а принципиальная роль в работе кондиционера не так значительна, как основных узлов. .https://seite1.ru/zapchasti/avtomobilnyj-kondicioner-princip-raboty-i-ustrojstvo/.html
-
 Наклеп и нагартовка металловНагартовкаНагартовка или деформационное упрочнение – это важный технологический процесс, которые применяют для увеличения прочности и/или твердости металлов и сплавов, которые не могут быть упрочнены термической обработкой. Эта технологическая обработка включает изменение формы изделия методами холодной пластической деформации, то есть ввода в металл механической энергии [1]. В результате этой обработки металл становится прочнее тверже, но теряет пластичность, как показано на рисунке 1. Рисунок 1 – Влияние степени нагартовки на прочность, твердость и пластичность металлов [1] Наклеп и нагартовкаВ русскоязычной технической литературе наблюдается определенная путаница в определении и применении терминов «наклеп» и «нагартовка». Чаще всего эти термины отождествляются, применяются один вместо другого или оба сразу. Обычно наклепом (нагартовкой) называют как сам физический процесс изменения кристаллической структуры металла при его пластическом деформировании, так и результат этого процесса, то есть повышение прочности и твердости металла. Предел текучести и наклепОдной из характеристик любого металла, в том числе, алюминия, является его предел текучести. Предел текучести металла – это напряжение, при котором этот металл начинает деформироваться пластически. При напряжениях ниже этого предела текучести материал деформируется упруго. Если напряжения снимаются, то металл возвращается к своему первоначальному состоянию до приложения этих напряжений. Обычно нагружение металла выше предела текучести является для него вредным. Недопущение напряжений выше предела текучести является главным требованием при проектировании деталей, изделий и сооружений. Однако изучение изменения микроструктуры металла после деформации показывают, что механические свойства этого металла также изменяются. В частности, испытание на растяжение показывает, что металлический образец, который нагружался выше предела текучести обычно получает деформационное упрочнение или наклеп (рисунок 2). Рисунок 2 – Увеличение предела текучести металла после его нагружения выше предела текучести Что такое наклеп металла Атомы, решетка, дислокацииМеталлы и их сплавы, в том числе, алюминий и его сплавы, имеют кристаллическую структуру и состоят из большого количества зерен. Эти зерна имеют неправильную форму и различные размеры. В каждом зерне атомы упорядочены, но смежные зерна по-разному ориентированы относительно друг друга. В процессе холодной деформации структура зерен меняется за счет их фрагментации зерен, движения атомов и искажения атомной решетки. Когда материал подвергается механическому нагружению, в его кристаллической структуре образуются микроскопические дефекты, которые известны как дислокации. Если нагрузки продолжают увеличиваться, эти дислокации начинают продвигаться и взаимодействовать между собой. Таким образом они образуют новую внутреннюю структуру, которая сопротивляется дальнейшей пластической деформации. Эта структура повышает предел текучести материала, то есть его способность сопротивляться прилагаемым усилиям. При этом пластические свойства материала снижаются. Одним из наиболее известных путей намеренного создания наклепа является холодная пластическая формовка деталей и изделий – холодная обработка металлов давлением. Типичными процессами холодной обработки металлов давлением являются: холодная ковка (рисунок 2)холодная прокатка (рисунок 3)холодное прессование (экструзия) (рисунок 4)волочение (рисунок 5)Рисунок 3 – Ковка металла Рисунок 4 – Прокатка металла Рисунок 5 – Прессование металла Рисунок 6 – Волочение металла Уменьшение плотности металлаПри наклепе металла его плотность уменьшается. Это происходит потому, что пластическая деформация приводит к нарушению порядка в размещении атомов, увеличение плотности дефектов и образование микропор. Уменьшение плотности означает увеличение удельного объема – объема единицы массы. Остаточные напряженияНаружный наклёпанный слой стремится расшириться, а внутренние слои его «не пускают» – в нем возникают сжимающие остаточные напряжения. Эти напряжения бывают очень полезными, так как способны замедлять зарождение и рост поверхностных усталостных трещин. Полезный наклепНаклеп может быть желательным и нежелательным, полезным и вредным. Если наклеп металла является полезным, то при его изготовлении стремятся применять операции холодного пластического деформирования: холодную прокатку, волочение, обработку дробью, галтовку, накатку и тому подобное. Это особенно важно для металлов и сплавов, которые не способны упрочнятся термически. К этим материалам относятся низкоуглеродистые стали, некоторые алюминиевые сплавы, а также чистая медь. Когда эти материалы подвергаются сжатию, волочению, гибке или ковке, то напряжения, которые при этом возникают, приводят к возникновению в кристаллической структуре дислокаций, которые упрочняют металл. В этом случае применяют оба термина: и наклеп, и нагартовка. Стандарты о наклепе и нагартовкеОтечественные, еще советские, стандарты – ГОСТы – применяют к полезно «наклепанным» металлическим изделиям, например, листам алюминиевых сплавов только термин «нагартованные» и совершенно не употребляют слова «наклеп» или «наклепанные». Можно видеть это, например, в ГОСТ 21631 на листы из алюминия и алюминиевых сплавов: «листы нагартованные», «листы полунагартованные». Вредный наклепНежелательный, вредный наклеп возникает, например, когда пластичные и мягкие металлы и сплавы подвергаются механической обработке резанием. Чрезмерно глубокие резы за один проход приводят с большой скоростью могут приводить к возникновению интенсивного наклепа с нежелательным увеличением прочности металла и его охрупчиванию. Это препятствует дальнейшей механической обработке детали, а может привести и к повреждению режущих инструментов. Другим примером вредного наклепа может служить повторяющееся нагружение детали с превышением предела текучести материала. При таком нагружении материал в критических сечениях может быстро наклепываться, терять свою пластичность и разрушаться. В подобных случаях явление деформационного упрочнения называют наклепом, но никогда не называют нагартовкой. Когда «наклеп», а когда «нагартовка»?Учитывая выше изложенное, делаем два «смелых», но естественных вывода. Наклепом называется любое проявление деформационного упрочнения кристаллических материалов – полезное и вредное, умышленное и неумышленное. Нагартовкой называется только полезное деформационное упрочнение изделий, которое умышленно применяют к изделиям с целью повышения их прочностных свойств. Иногда, может быть, и не умышленно, но всегда осознанно. Что такое холодная деформацияХолодной пластической деформацией металлов считают пластическую деформацию при определенной температуре, после которой в металле возникает наклеп и он сохраняется неизменным неограниченно длительное время. По-научному это звучит так: температура холодной деформации для достижения эффекта нагартовки (наклепа) металла должна быть ниже температуры его рекристаллизации, то есть температуры, при которой на месте старых, деформированных и вытянутых, зерен металла начинают возникать и расти новые, недеформированные и округлые зерна. Обычно эта температура составляет половину от абсолютной температуры плавления этого металла или сплава. Однако на практике нагартовка металлов производится при комнатной температуре или при температуре не выше трети температуры плавления. Что такое горячая деформацияВ отличие от холодной деформации горячая деформация металлов и сплавов происходит при температуре, величина которой достаточна для того, чтобы рекристаллизация деформированной структуры металла происходила одновременно с пластическим деформированием. Обычно горячую деформационную обработку (обработку давлением) производят при температуре выше температуры рекристаллизации металла (обычно от 70 до 90 % абсолютной температуры плавления). После такой горячей обработки получают металл с благоприятной мелкозернистой рекристаллизованной структурой. Деформируемые алюминиевых сплавовС металлургической точки зрения все серии деформируемых алюминиевых сплавов разбиваются на две большие группы: деформационно-упрочняемые сплавысплавы, упрочняемые термической обработки (старением).Строго говоря, все металлы и сплавы могут деформационно упрочняться. Однако, в области металлургии алюминия, это наименование относится к сплавам только тех серий, которые не могут упрочняться термической обработкой, то есть старением. Нагартовка деформационно-упрочняемых сплавов Модификация структурыК этим сплавам относятся все сплавы серий 1ххх, 3ххх и 5ххх, а также часть сплавов серии 8ххх. Их технологическая цепочка состоит из этапов горячей обработки давлением, за которыми, возможно, следуют этапы холодной обработки давлением с промежуточным или завершающим отжигом. Деформационное упрочнение – нагартовка – включает модификацию структуры под воздействием пластической деформации. Это происходит не только в ходе производства полуфабрикатов при прокатке, правке растяжением, волочении и т, п., но также в ходе последующих производственных этапах, таких как формовка, гибка и других производственных операциях. Рисунок 6.1 – Кривые нагартовки алюминиевого сплава 5083 [4] Механические свойстваДеформационное упрочнение повышает механические прочностные свойства и твердость, но снижает пластичность (рисунок 6). Рисунок 6.2 – Влияние деформационного упрочнения на механические свойства: предел прочности при растяжении, предел текучести (0,2%) и относительное удлинение [3] Уровень механических свойств, который может достигаться, зависит от легирующих элементов. Например, сплавы серии 5ххх, которые содержат большое количество магния, имеют более высокий потенциальный уровень механических свойств, чем у сплавов других серий: 1ххх, 3ххх и 8ххх. В результате всегда происходит постепенное повышение механических свойств, вплоть до той точки, за которой дальнейшая обработка становится трудной, если вообще возможной. В этом случае, если требуется дальнейшая пластическая деформация, не обходимо производить термическую обработку отжигом. Cмягчающий отжигУпрочнение, которое возникло в результате холодной пластической обработки может быть устранено или смягчено путем отжига. В зависимости от комбинации длительность-температура, это умягчение может быть (рисунок 7): частичным: это – cмягчающий или неполный отжиг;полным: это – рекристаллизационный отжиг, в ходе которого образуется новая зеренная структура (рисунок (8). Рисунок 7 – Изотермические кривые отжига сплава 5754 [3] Рисунок 8 – Изменение твердости и структуры при отжиге [3] Временные и температурные параметры являются специфическими для каждого сплава и зависят от степени деформационного упрочнения, которому материал подвергался перед отжигом. Как и у других металлов и сплавов, существует критическая зона деформационного упрочнения (рисунок а35). Если отжиг применяется к материалу в состоянии, которое находится в этой критической зоне, то может происходить бесконтрольный рост зерна. Это делает последующие операции формовки, такие как волочение и гибки более трудными. После деформации поверхность металла может иметь вид, который называют «апельсиновая корка». Рисунок 9.1 – Изменение размера зерна при отжиге в зависимости от степени нагартовки [3] Уровень механических свойств полуфабриката и, в частности, компромисс между пределом прочности и пластичностью (относительным удлинением), контролируются параметрами деформационной обработки и последующими операциями отжига (промежуточными или заключительным). Необходимо отметить, что при одинаковом уровне предела прочности уровень пластичности будет выше в нагартованном и частично отожженном металле (H2X), чем в «чисто» нагартованном металле (H1X) (рисунок 9.2). Поэтому состояния с частичным (смягчающим) отжигом являются более предпочтительными, когда максимальная способность к формовке является главным фактором, например, при глубокой вытяжке [3]. Рисунок 9.2- Различие нагартованных состояний H14 и H24 [5] Нагартовка термически упрочняемых сплавовДля термически упрочняемых сплавов нагартовка может быть дополнением к уровню прочности, которое достигается путем упрочнения за счет выделения упрочняющей фазы при их термической обработке. В случае полностью полностью упрочненных термической обработкой сплавов увеличение их прочности путем дополнительно холодной деформации после старения сравнительно невелико, кроме очень высоких степеней нагартовки. Часто эта возможность ограничена низкой способностью. сплавов в этом состоянии к пластической деформации. Основное применение этой технологии относится к некоторым прессованным и холоднотянутым изделиям, таким как проволока, прутки и трубы, которые подвергаются холодному волочению после термической обработки для увеличения прочности и повышения качества поверхности [2]. Влияние температуры нагартовкиХарактеристики нагартовки алюминиевых сплавов сильно зависят от температуры. Деформационное упрочнение значительно сильнее происходит при криогенных температурах, чем при комнатной температуре. При повышенных температурах характеристики нагартовки зависят как температуры, так и от скорости деформации. Деформационное упрочнение снижается с повышением температуры обработки до тех пор, пока температура не достигнет величины, выше которой не происходит нагартовки из-за динамического возврата и рекристаллизации. Динамический возврат приводит к формированию зубзеренной структуры, которая аналогична той, которая возникает при нагреве предварительно наклепанного металла. Субзеренная структура также до некоторой степени повышает прочность алюминиевых сплавов [2]. Источники: 1. The welding of aluminium and its alloys / Gene Mathers – Woodhead Publishing Ltd, 2002 2. Designing with Aluminum Alloys / Nack J. Kim – Handbook of Mechanical Alloy Design // ed. E. Totten & others, 2004 – pp. 441-486. 3. Corrosion of Aluminium / Christian Vargel – ELSEVIER, 2004. https://aluminium-guide.com/naklep-i-nagartovka/
Наклеп и нагартовка металловНагартовкаНагартовка или деформационное упрочнение – это важный технологический процесс, которые применяют для увеличения прочности и/или твердости металлов и сплавов, которые не могут быть упрочнены термической обработкой. Эта технологическая обработка включает изменение формы изделия методами холодной пластической деформации, то есть ввода в металл механической энергии [1]. В результате этой обработки металл становится прочнее тверже, но теряет пластичность, как показано на рисунке 1. Рисунок 1 – Влияние степени нагартовки на прочность, твердость и пластичность металлов [1] Наклеп и нагартовкаВ русскоязычной технической литературе наблюдается определенная путаница в определении и применении терминов «наклеп» и «нагартовка». Чаще всего эти термины отождествляются, применяются один вместо другого или оба сразу. Обычно наклепом (нагартовкой) называют как сам физический процесс изменения кристаллической структуры металла при его пластическом деформировании, так и результат этого процесса, то есть повышение прочности и твердости металла. Предел текучести и наклепОдной из характеристик любого металла, в том числе, алюминия, является его предел текучести. Предел текучести металла – это напряжение, при котором этот металл начинает деформироваться пластически. При напряжениях ниже этого предела текучести материал деформируется упруго. Если напряжения снимаются, то металл возвращается к своему первоначальному состоянию до приложения этих напряжений. Обычно нагружение металла выше предела текучести является для него вредным. Недопущение напряжений выше предела текучести является главным требованием при проектировании деталей, изделий и сооружений. Однако изучение изменения микроструктуры металла после деформации показывают, что механические свойства этого металла также изменяются. В частности, испытание на растяжение показывает, что металлический образец, который нагружался выше предела текучести обычно получает деформационное упрочнение или наклеп (рисунок 2). Рисунок 2 – Увеличение предела текучести металла после его нагружения выше предела текучести Что такое наклеп металла Атомы, решетка, дислокацииМеталлы и их сплавы, в том числе, алюминий и его сплавы, имеют кристаллическую структуру и состоят из большого количества зерен. Эти зерна имеют неправильную форму и различные размеры. В каждом зерне атомы упорядочены, но смежные зерна по-разному ориентированы относительно друг друга. В процессе холодной деформации структура зерен меняется за счет их фрагментации зерен, движения атомов и искажения атомной решетки. Когда материал подвергается механическому нагружению, в его кристаллической структуре образуются микроскопические дефекты, которые известны как дислокации. Если нагрузки продолжают увеличиваться, эти дислокации начинают продвигаться и взаимодействовать между собой. Таким образом они образуют новую внутреннюю структуру, которая сопротивляется дальнейшей пластической деформации. Эта структура повышает предел текучести материала, то есть его способность сопротивляться прилагаемым усилиям. При этом пластические свойства материала снижаются. Одним из наиболее известных путей намеренного создания наклепа является холодная пластическая формовка деталей и изделий – холодная обработка металлов давлением. Типичными процессами холодной обработки металлов давлением являются: холодная ковка (рисунок 2)холодная прокатка (рисунок 3)холодное прессование (экструзия) (рисунок 4)волочение (рисунок 5)Рисунок 3 – Ковка металла Рисунок 4 – Прокатка металла Рисунок 5 – Прессование металла Рисунок 6 – Волочение металла Уменьшение плотности металлаПри наклепе металла его плотность уменьшается. Это происходит потому, что пластическая деформация приводит к нарушению порядка в размещении атомов, увеличение плотности дефектов и образование микропор. Уменьшение плотности означает увеличение удельного объема – объема единицы массы. Остаточные напряженияНаружный наклёпанный слой стремится расшириться, а внутренние слои его «не пускают» – в нем возникают сжимающие остаточные напряжения. Эти напряжения бывают очень полезными, так как способны замедлять зарождение и рост поверхностных усталостных трещин. Полезный наклепНаклеп может быть желательным и нежелательным, полезным и вредным. Если наклеп металла является полезным, то при его изготовлении стремятся применять операции холодного пластического деформирования: холодную прокатку, волочение, обработку дробью, галтовку, накатку и тому подобное. Это особенно важно для металлов и сплавов, которые не способны упрочнятся термически. К этим материалам относятся низкоуглеродистые стали, некоторые алюминиевые сплавы, а также чистая медь. Когда эти материалы подвергаются сжатию, волочению, гибке или ковке, то напряжения, которые при этом возникают, приводят к возникновению в кристаллической структуре дислокаций, которые упрочняют металл. В этом случае применяют оба термина: и наклеп, и нагартовка. Стандарты о наклепе и нагартовкеОтечественные, еще советские, стандарты – ГОСТы – применяют к полезно «наклепанным» металлическим изделиям, например, листам алюминиевых сплавов только термин «нагартованные» и совершенно не употребляют слова «наклеп» или «наклепанные». Можно видеть это, например, в ГОСТ 21631 на листы из алюминия и алюминиевых сплавов: «листы нагартованные», «листы полунагартованные». Вредный наклепНежелательный, вредный наклеп возникает, например, когда пластичные и мягкие металлы и сплавы подвергаются механической обработке резанием. Чрезмерно глубокие резы за один проход приводят с большой скоростью могут приводить к возникновению интенсивного наклепа с нежелательным увеличением прочности металла и его охрупчиванию. Это препятствует дальнейшей механической обработке детали, а может привести и к повреждению режущих инструментов. Другим примером вредного наклепа может служить повторяющееся нагружение детали с превышением предела текучести материала. При таком нагружении материал в критических сечениях может быстро наклепываться, терять свою пластичность и разрушаться. В подобных случаях явление деформационного упрочнения называют наклепом, но никогда не называют нагартовкой. Когда «наклеп», а когда «нагартовка»?Учитывая выше изложенное, делаем два «смелых», но естественных вывода. Наклепом называется любое проявление деформационного упрочнения кристаллических материалов – полезное и вредное, умышленное и неумышленное. Нагартовкой называется только полезное деформационное упрочнение изделий, которое умышленно применяют к изделиям с целью повышения их прочностных свойств. Иногда, может быть, и не умышленно, но всегда осознанно. Что такое холодная деформацияХолодной пластической деформацией металлов считают пластическую деформацию при определенной температуре, после которой в металле возникает наклеп и он сохраняется неизменным неограниченно длительное время. По-научному это звучит так: температура холодной деформации для достижения эффекта нагартовки (наклепа) металла должна быть ниже температуры его рекристаллизации, то есть температуры, при которой на месте старых, деформированных и вытянутых, зерен металла начинают возникать и расти новые, недеформированные и округлые зерна. Обычно эта температура составляет половину от абсолютной температуры плавления этого металла или сплава. Однако на практике нагартовка металлов производится при комнатной температуре или при температуре не выше трети температуры плавления. Что такое горячая деформацияВ отличие от холодной деформации горячая деформация металлов и сплавов происходит при температуре, величина которой достаточна для того, чтобы рекристаллизация деформированной структуры металла происходила одновременно с пластическим деформированием. Обычно горячую деформационную обработку (обработку давлением) производят при температуре выше температуры рекристаллизации металла (обычно от 70 до 90 % абсолютной температуры плавления). После такой горячей обработки получают металл с благоприятной мелкозернистой рекристаллизованной структурой. Деформируемые алюминиевых сплавовС металлургической точки зрения все серии деформируемых алюминиевых сплавов разбиваются на две большие группы: деформационно-упрочняемые сплавысплавы, упрочняемые термической обработки (старением).Строго говоря, все металлы и сплавы могут деформационно упрочняться. Однако, в области металлургии алюминия, это наименование относится к сплавам только тех серий, которые не могут упрочняться термической обработкой, то есть старением. Нагартовка деформационно-упрочняемых сплавов Модификация структурыК этим сплавам относятся все сплавы серий 1ххх, 3ххх и 5ххх, а также часть сплавов серии 8ххх. Их технологическая цепочка состоит из этапов горячей обработки давлением, за которыми, возможно, следуют этапы холодной обработки давлением с промежуточным или завершающим отжигом. Деформационное упрочнение – нагартовка – включает модификацию структуры под воздействием пластической деформации. Это происходит не только в ходе производства полуфабрикатов при прокатке, правке растяжением, волочении и т, п., но также в ходе последующих производственных этапах, таких как формовка, гибка и других производственных операциях. Рисунок 6.1 – Кривые нагартовки алюминиевого сплава 5083 [4] Механические свойстваДеформационное упрочнение повышает механические прочностные свойства и твердость, но снижает пластичность (рисунок 6). Рисунок 6.2 – Влияние деформационного упрочнения на механические свойства: предел прочности при растяжении, предел текучести (0,2%) и относительное удлинение [3] Уровень механических свойств, который может достигаться, зависит от легирующих элементов. Например, сплавы серии 5ххх, которые содержат большое количество магния, имеют более высокий потенциальный уровень механических свойств, чем у сплавов других серий: 1ххх, 3ххх и 8ххх. В результате всегда происходит постепенное повышение механических свойств, вплоть до той точки, за которой дальнейшая обработка становится трудной, если вообще возможной. В этом случае, если требуется дальнейшая пластическая деформация, не обходимо производить термическую обработку отжигом. Cмягчающий отжигУпрочнение, которое возникло в результате холодной пластической обработки может быть устранено или смягчено путем отжига. В зависимости от комбинации длительность-температура, это умягчение может быть (рисунок 7): частичным: это – cмягчающий или неполный отжиг;полным: это – рекристаллизационный отжиг, в ходе которого образуется новая зеренная структура (рисунок (8). Рисунок 7 – Изотермические кривые отжига сплава 5754 [3] Рисунок 8 – Изменение твердости и структуры при отжиге [3] Временные и температурные параметры являются специфическими для каждого сплава и зависят от степени деформационного упрочнения, которому материал подвергался перед отжигом. Как и у других металлов и сплавов, существует критическая зона деформационного упрочнения (рисунок а35). Если отжиг применяется к материалу в состоянии, которое находится в этой критической зоне, то может происходить бесконтрольный рост зерна. Это делает последующие операции формовки, такие как волочение и гибки более трудными. После деформации поверхность металла может иметь вид, который называют «апельсиновая корка». Рисунок 9.1 – Изменение размера зерна при отжиге в зависимости от степени нагартовки [3] Уровень механических свойств полуфабриката и, в частности, компромисс между пределом прочности и пластичностью (относительным удлинением), контролируются параметрами деформационной обработки и последующими операциями отжига (промежуточными или заключительным). Необходимо отметить, что при одинаковом уровне предела прочности уровень пластичности будет выше в нагартованном и частично отожженном металле (H2X), чем в «чисто» нагартованном металле (H1X) (рисунок 9.2). Поэтому состояния с частичным (смягчающим) отжигом являются более предпочтительными, когда максимальная способность к формовке является главным фактором, например, при глубокой вытяжке [3]. Рисунок 9.2- Различие нагартованных состояний H14 и H24 [5] Нагартовка термически упрочняемых сплавовДля термически упрочняемых сплавов нагартовка может быть дополнением к уровню прочности, которое достигается путем упрочнения за счет выделения упрочняющей фазы при их термической обработке. В случае полностью полностью упрочненных термической обработкой сплавов увеличение их прочности путем дополнительно холодной деформации после старения сравнительно невелико, кроме очень высоких степеней нагартовки. Часто эта возможность ограничена низкой способностью. сплавов в этом состоянии к пластической деформации. Основное применение этой технологии относится к некоторым прессованным и холоднотянутым изделиям, таким как проволока, прутки и трубы, которые подвергаются холодному волочению после термической обработки для увеличения прочности и повышения качества поверхности [2]. Влияние температуры нагартовкиХарактеристики нагартовки алюминиевых сплавов сильно зависят от температуры. Деформационное упрочнение значительно сильнее происходит при криогенных температурах, чем при комнатной температуре. При повышенных температурах характеристики нагартовки зависят как температуры, так и от скорости деформации. Деформационное упрочнение снижается с повышением температуры обработки до тех пор, пока температура не достигнет величины, выше которой не происходит нагартовки из-за динамического возврата и рекристаллизации. Динамический возврат приводит к формированию зубзеренной структуры, которая аналогична той, которая возникает при нагреве предварительно наклепанного металла. Субзеренная структура также до некоторой степени повышает прочность алюминиевых сплавов [2]. Источники: 1. The welding of aluminium and its alloys / Gene Mathers – Woodhead Publishing Ltd, 2002 2. Designing with Aluminum Alloys / Nack J. Kim – Handbook of Mechanical Alloy Design // ed. E. Totten & others, 2004 – pp. 441-486. 3. Corrosion of Aluminium / Christian Vargel – ELSEVIER, 2004. https://aluminium-guide.com/naklep-i-nagartovka/ -

СПИКА TIG-200P AC/DC: аргонодуговой сварочный аппарат
митька51 опубликовал тема в Обзоры, тесты и отзывы
Вот все таки решился купить второй аппарат.Отзывов в сети никаких нет,даже информация везде о них разная.Покупал на свой страх и риск.Привез,включил,засветилось куча цифр,растерялся выключил и пошел читать мануал.Инструкция на ломаном русском,понял как задавать и изменять настройки.Регулируется абсолютно все,от продувки газа,до частоты пульса.Девять каналов памяти,но в процессе на ходу двумя ручками можно менять ток и баланс.Попробовал варить от 1мм алюминия до 15мм.Особенно понравился на тонком пульс режим и изменение частоты до 200 гц.Пока доволен,горелка китай под бинзель.Может кто то станет обладателем такого аппарата,буду обмениваться опытом.Как первый аппарат будет сложен человеку,но с подсказками можно легко разобратся.Напоследок фото немного.Фото внутренностей попозже,но человек знающий сказал что начинка очень добротная.По деньгам 1000 долл.


- 394 ответа
-
- 10
-

-
- фото
- сварочное оборудование
- (и ещё 2 )
-
Трапеция стеклоочистителя.Лопнуло крепление.Корпус шарнира алюминиевый ,трубка - оцинкованное железо.Метод соединение - обжатие.Можно применить разные варианты ремонта.В данном случае пайка.




- 9 ответов
-
- 11
-
-
- фото
- технологии
- (и ещё 2 )
-
Считаете ли вы экономически обоснованной цену на аргоновую сварку,как таковую ,независимо от региона и платежеспособности населения? Соответствует ли ее цена затратам и квалификации? Нет ли здесь спекулятивных моментов? Что собою представляет ценообразование на АДС и каковы его критерии?
-

Сварка новым полуавтоматом CLOOS алюминиевой проволокой 4043
Nail02 опубликовал тема в Инструментарий
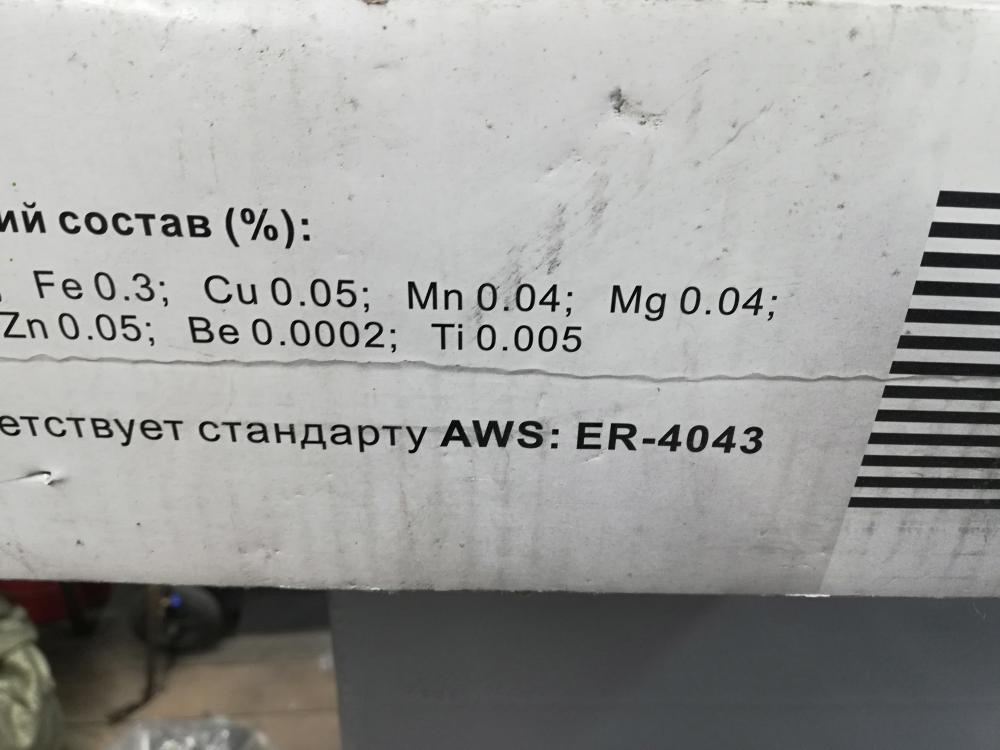
Всем привет, уважаемые коллеги. Прошел сезон и сейчас немного появилось время разобраться с новым сварочным аппаратом. Приобрел его уже как пол года, варил пока только сплошной проволокой. Времени совсем не было разобраться и попробовать его способности с алюминием. Но хочется попробовать варить алюминий в аргоне проволокой 4043. Аргонка сейчас по весне снова появилась. Подскажите кто знает по данному аппарату. И все ли правильно взял для сварки алюминием. Вижу многие используют 5356, которая с магнием, но так понимаю что 4043 мягче и с нею сложнее варить ? Просто в основном литье автомобильное все идет с кремнием потому взял и проволоку аналогичную. Сопло для 1.2 проволоки нужно больше на размер где то читал. Это верно? Хоть аппарат и немец как говорит интернет, но произведен в китае потому инструкция вся на китайском. Конкретно инструкцию на русском ни где не найти, к сожалению.



-
Доброго времени всем. Мой братишка приобрел бэушный гроверс ас/дс 350. При попытке варить данным аппаратом, возникла следующая проблема. Дуга как бы не стабильна. Происходит прерывание кратковременное. При сварке на дс, тоесть на постоянке, такого дефекта не наблюдается. Только на АС, Проявление не постоянно, а как бы временами. Вот видео, может кто сталкивался. На видео хорошо слышно как это происходит. Очень рад буду помощи. На настройки и горелку не грешим, меняли и так и сяк, косяк из аппарата, что можете посоветовать ?
-
Совсем недавно удалось мне купить TRITON ALUMIG 250P Dpulse Synergic. После долгих противоречивых «за» и «против» все-таки альтернативы не нашел - по цене вышел дешевле аналогов на 15-20%. На сэкономленные деньги купил проволоку для сварки алюминия и нержавейки. Покупался в свой сервис-мастерскую – варю все - от кузовщины до спец. заказов с предприятий (корпуса, переходники итд). Сталь листовая (наверное 1,0-1,5 мм на корпусе) достаточно прочная, если что-то упадет, то ничего не повредит внутри. Решетки на корпусе вниз направлены, пыль не попадает при сварке. Собран добротно, ничего не дребезжит, даже когда по неровному полу катишь. Кстати колеса тоже хорошего качества, передние поворачивают, маневренность хорошая, при перевозке переусердствовать не приходится. Размер средний для такого полуавтомата. Баллон сзади на площадке помещается без проблем, думаю даже 40-ка литровый встанет. Панель настройки как у «самолета», но все понятно, особенно порадовала циклограмма, сразу понятно, что настраиваешь и какая функция за это отвечает. Читаются все настройки нормально, не приходится вглядываться или менять положение головы. Регуляторы удобные, есть два дисплея, на одном ток, на втором напряжение показывает или частоту и т.д.. Настройка много времени не занимает, если просто крутить регулятор то по 1 единице меняется настройка, если нажать и крутить то по 10 делений сразу. Есть память на 10 программ, пока только 4 записал, тоже круто выбрал из памяти и сразу в работу. Синергетический алгоритм настройки. Есть еще «отжиг проволоки», «заварка кратера», индуктивность дуги настроить можно и другие приятные «функции». Режим S4 отличная функция для сварки алюминия. Double Pulse вот главный режим из-за которого и покупался мною этот полуавтомат. Другими словами -улучшенный импульсный режим. Обеспечивает отличную вертикальную и горизонтальную сварку, и еще можно смело варить тонкие заготовки не опасаясь прожига. Шов можно положить как ТИГ аппаратом, ровночешуйчатым Собран на IGBT транзисторах, которые работают через Soft Switch – короче, что-то вроде плавного переключения без скачков резких тока. По току для режима МИГ диапазон настройки 30 - 250 А, и для ММА режима такой же, можно кстати варить любым электродом вплоть до 6-ки. По проволоки от 0,8 до 1,2 мм можно использовать. ПВ 100% при токах до 200 ампер, если на максималке 250 ампер варить, то ПВ 60%, при этом вентилятор отлично охлаждает перегревов не было замечено даже при сварке на максималке. Есть защита от перегрузки и перегрева с индикацией на панели, но мы все же в режиме теста только на 250 ампер поварили пару заготовок. Инвертор умный, при переключении диаметра проволоки, он сам скорость подачи начинает менять, переключил марку металла, он скорость меняет, думаю для новичков или малоопытных сварщиков будет особенно полезным. Упаковка порадовала – фанера по бокам и брусья по углам были, такая деревянная коробка пришла с лейбом «Тритон» (сам не фотографировал, но все так же как и на фото с сайта, где заказывал). Пришел целый, упакован внутри тоже хорошо. Порадовала комплектация – горелка MIG/MAG MB 24KD 3м, тефлоновый канал, кабель массы, кабель с электрододержателем, силовой кабель, инструкция и сам полуавтомат. Докупил только присадку и заправил баллон.




-
https://youtu.be/-wGzyzrBkF4
-
Сваривание несвариваемых металлов в 1893-м году. Когда-то это было возможным. смотреть с 21 минуты.

-
Miller trailblazer 302 air pak https://www.instagram.com/p/BnYYJEGg_es/?hl=ru значиться сварочный агрегат (с приводом на генератор двс) по американски: вес 350 (без топлива) гена на 10 кВа (чистые или 12 пиковые) компрессор винтовой сварка на 300 ампер mma-mig/mag-tig чуть позже все подробнее... могу одно подметить что с компрессорами делает только Miller и Linkoln и доступны они только в североамериканском рынке (США и Канада)
-
Тему про биметаллы закрыли, засуну сюда, сварил сталь+алюминий, припой (не присадка, припой) люминь-97%. цинк-2%. Ток переменный, защита - аргон. http://www.youtube.com/watch?v=M9QL-NMGJfI
-
Прощу помощи в выборе ленточной пилы.Задачи следующие резка труб из нержавейки и алюминия под определенным углом,максимальный диаметр 80 мм,толщина труб до 2.5 мм. Нужно для работы в гараже,так что нужен компактный,а не станок огромный. Нашел один вариант Prorab 5010 http://tooler.ru/stanki/derevoobrabatyvaiuschie-stanki/lentochnaya-pila-prorab-5010.html?from=yamarket&frommarket=http%3A//market.yandex.ru/partner&ymclid=52354486118613303870070 Где то пишут что её можно металл тонкий пилить,где то ничего не сказано. МОжет кто подкинет варианты,или поделится мыслями Готов выложить до 20 тыс
-
По просьбам трудящихся, так сказать) Если что-то показалось непонятным, вопросы какие появились, пишите, спрашивайте. Речь пойдет о первом велосипеде для взрослого человека, любого пола, который покупает его для велопрогулок, не для спортивных состязаний. Я упрощу задачу выбора, и сразу скажу первый велосипед взрослому нужен MTB(MounTain Bike, буквально с английского "горный велосипед")- это самый универсальный велосипед для покатушек и в городе и по пересеченной местности. Тип рамы будет хардтейл( буквально с англ. "твердый хвост"), то есть без заднего амортизатора. Почему не стоит брать дешёвый велосипед с задней подвеской? Дешевые велосипеды с задним амортизатором имеют усложнённую конструкцию рамы, а так как они дешевы, то и ненадёжную (очень быстро выйдет из строя даже под легким человеком, скорее всего где-то треснет по сварке) много весят, да и вообще, задний амортизатор выполняет скорее декоративную функцию, а не работает так как должен, то есть такой велосипед не выгоден со всех сторон, кроме как рассказать друзьям, что у вас двуподвес). http://velored.ru/wp-content/uploads/2017/06/%D1%81%D1%82%D0%B5%D0%BB%D1%81-%D0%B4%D0%B2%D1%83%D0%BF%D0%BE%D0%B4%D0%B2%D0%B5%D1%81-300x214.jpg Как выбрать раму велосипеда по росту и весу я расскажу в конце статьи (с табличками). Так как это важные параметры, но не первичные- сейчас даже самые дешёвые велы делают в разных размерах. Стоимость велосипеда. На июль 2017 года самые простые МТБ для взрослых стоят примерно от девяти тысяч рублей(9000 руб.) и до бесконечности. Во всяких ашанах и прочих лентах можно еще дешевле найти, но там ни в коем случае не надо их покупать. Самый дешёвый в других магазинах брать также не надо. Ориентируйтесь на цену примерно в пятнадцать тысяч рублей(15000 руб.). Если же стоимость велосипеда для вас не проблема, тогда всё нижеследующее читать не имеет смысла, просто покупайте велосипед который вам понравился и готово( главное, чтобы размер рамы был ваш, хотя чуть дальше я расскажу про особенности выбора комплектующих и навесного оборудования, это также может быть интересно всем). Для тех же кто ограничен в финансах, или же просто распоряжается ими рационально, прошу читать дальше: Где и какой первый горный велосипед покупать?Где покупать? По своему опыту, скажу что самую нормальную цену на горные велосипеды начального уровня дают только три места: Авито, Спортмастер и Декатлон. Но в любом случае вел надо покупать только в живую, через инет-магаз заказывать можно, если вы 100% уверены что вам всё подойдет (а как вы в этот можете быть уверены не попробовав?). Например, один свой вел я покупал через инет семь лет назад, и ему пришлось ставить короткий вынос руля, так как он был мне великоват, вот так экономия на инете вылилась в покупку короткого выноса. И это я еще легко отделался. Этого не учесть, не прокатившись на велосипеде. Авито. Тут вполне можно найти и купить классный горный велосипед за недорого. Но нужно его смотреть только с человеком, отлично разбирающемся в велосипедах. Например заказать такую услугу у веломастера( у нас можно такое заказать, будет стоить как обычный выезд). Спортмастер и Декатлон. Про них можно говорить вместе, линейки начальных велов как близнецы-братья. Самый дешевый у Спортастера- это Stern First 26", за 7999руб.(лето 2017г.) этот велосипед (самый дешёвый), как я и говорил, брать не стоит, у него стальная тяжелая рама( если повредите краску будет ржаветь), нет возможности для апгрейда в дальнейшем( он так называемый ригид- без амортизации, захотите поставить потом вилку- нормальная без переделок не встанет, рулевой стакан слишком тонкий). Самый дешевый велосипед Спортмастера, который стоит брать это Stern Energy 1.0 26"( 13999руб.), у него алюминиевая рама, переключатели и триггер-шифтеры Shimano. http://cdn.sptmr.ru/upload/resize_cache/iblock/279/1000_1000_1/12467150299.jpg Ближайшая модель из Декатлона, на которую стоит обратить внимание, это B'Twin Rockrider 340 26"(15999руб.)- у него также алюминиевая рама, переключатели Shimano, грип-шифтерыSunRace. Я рекомендую начать выбирать велосипед именно с этих моделей, они чуть отличаются дизайном, органами управления переключения, а так это хорошие велосипеды по нормальной цене, и если "Декатлоны" есть только в достаточно крупных городах, то "Спортмастеры" есть практически везде, даже в Южно-Сахалинске, где нет практически никаких других сетевых магазинов. Ну и если позволяют финансы, выбирать более дорогие модели. Китайские велы noname и всякие "бмв", "ауди" и т.п. на литых колесах брать не стоит, там стоит самое дешевое оборудование, которое просто невозможно нормально настроить. На какие особенности стоит обратить внимание если вы хотите купить другой велосипед? Навесное оборудование велосипедаКакое навесное должно быть? Лидеры навесного оборудования для MTB две фирмы - Sram и Shimano, также начального уровня достаточно качественно делает SunRace. Но велосипед на Sram я не рекомендую покупать, только если вы профи и точно уверены что именно эта кассета или сет вам нужны (но тут вы и без меня всё знаете). Sram достаточно дорог, если в дальнейшем придется менять какую-то запчасть. Система переключения передач. Самое то если вся система переключения будет Shimano (на начальных велосипедах норм и SunRace, любой другой производитель- плохо). Также стоит учесть что самые доступные по цене 7-8 скоростные системы (количество задних звезд в кассете). 9-10 скоростные и выше стоят в несколько раз дороже и не нужны начинающему велосипедисту. Тормозные механизмы. Многие задаются вопросом, какой тормоз должен быть у велосипеда? Выбор между дисковым и ободным( V-brake). Безусловно, хороший( повторюсь, это важно- хороший!) дисковый тормоз не чувствителен к восьмеркам, грязи, а если еще и гидравлический то точно более "цепкий" чем ободной, но. Стоимость самого распространенного гидравлического тормоза в сборе (Shimano Acera M396) 3000-3500 рублей. Механический дисковый тормоз Shimano обойдется дешевле примерно 2500 руб. в сборе(тормозная машинка на колесо и тормозной рычаг на руль, но рычаг можно купить тоже SunRace, будет еще дешевле). И это без ротора- тормозного диска, он обойдется минимум еще в одну тысячу. Не стоит забывать и о расходке- тормозных колодках, хорошие на дискачи стоят 500-600руб против 200-300 руб на ободные. Сам ободной тормоз Shimano обойдется 1500-2000руб.( тормозные рычаги на обод и тормозная ручка руль). Ну и справедливости ради стоит добавить что ободные все-таки неплохо справляются с обычными прогулочными МТБ велосипедами. Из производителей у нас распространены ободные Alhonga- неплохие тормоза, но все же лучше если это будет Shimano, Tektro или Avid. Какой тип рамы выбрать? Велосипеды делятся на "мужские" и "женские" по типу рамы. http://cdn.sptmr.ru/upload/resize_cache/iblock/447/1000_1000_1/12467470299.jpg женский тип рамы(верхняя труба идет ниже, чем на мужском) http://cdn.sptmr.ru/upload/resize_cache/iblock/3ab/1000_1000_1/12299830299.jpg мужской тип рамы В остальном они ничем не отличаются, но велосипед с обычным расположением верхней трубы удобней переносить (через переезды, заносить домой) именно за эту часть трубы. Да и аксессуары размещать удобней. Так что я рекомендую покупать даже девушкам, велосипед с обычным треугольным("мужским") расположением верхней трубы. Что еще докупить к велосипеду? Обычно в магазине стараются навязать кучу ненужных аксессуаров. И люди выезжают из торового зала на улицу обвешанные как новогодние ёлки. На самом деле для велосипеда нужны только: крылья, звоночек и задний фонарь(красный) на батарейке, чтобы быть заметней в темное время суток. Бутылку для воды на велосипед я не советую, она запылится очень быстро на раме, согласитесь, неприятно пить воду вперемешку с песком и грязью. Лучше всего в велопрогулки брать с собой рюкзак, и в нем все размещать. Конечно, очень желательно для своей же безопасности приобрести шлем, очки, и перчатки, но если вы просто катаетесь в ближайшем парке и сильно не гоняете, то можно без этого обойтись. Иногда нужно будет оставить велосипед на велопарковке и пойти купить в магазине что-то, на этот случай надо купить цепь (да-да, именно велозамок-цепь!), так как обычный тросик перекусывается одним движением. велозамок-цепь Как правильно выбрать раму велосипеда по росту и весу? табличка от Cube, по подбору ростовки велосипеда http://chel-bike.ru/d/343346/d/12.jpg.jpg
-
Добрый день, вы не могли бы подсказать что лучше купить для сварки алюминия до 4 мм. Хочу купить Brima tig 250 Ac\Dc. Есть ли какая практика работы с этой установкой?
-
Случай особый и интересный. Две трещины в диске БМВ заклеены эпоксидной смолой.Клеили в городе Сочи.




- 68 ответов
-
- 17
-
-
1.Elitech АИС 200АТМ 2.GROVERS WSME-200 AC/DC PULSED TIG 3.Evo TIG 200 AC/DC Pulse 4. ATIG 200 PAC, INTEGRAL
-
Вот смотрю я на сей девайс и все ХОЧУ! Хоть убей кто имел опыт работать с подобным??? https://youtu.be/vTFlMelnDOE Тут конечно сварщик тот еще спец https://youtu.be/_JXsu_Fzquk Забыл добавить. Цепляется турель к аргонику Вот к примеру к grovers-у подобный https://www.instagram.com/p/BQm7H24DrXx
-
Кто, что знает про эти аппараты. Ясно, что китай. Интересны реальные пользователи. https://www.620131.ru/catalog/svarochnye_poluavtomaty_mig_mag/mig_350pw_master_kn_poluavtomat_svarochnyy_invertornyy/

-
 Сегодня ездил в специализированный магазин, который занимается только поставками сварочного оборудования и расходников. Беседовал с ними на счёт Сварога TIG 200P AС/DC. Там ребята грамотные попались, "положа руку на сердце" сказали, что не потянет мой бензогенератор на 5,5 кВА данный сварочник. Что-то там про конструктивное исполнение поджига дуги говорили, что не будет работать при такой мощности. Они его испытывали от бензогенератора моей мощности - не пошло. Обидно конечно. Варил от своего бензогенератора обычным сварочным трансформатором Telwin NORDICA 4.220 230-400V ACD электродами 4-й на 180 А, бензогенератор напругу держал нормально, только при залипании электрода натужно работал.
Сегодня ездил в специализированный магазин, который занимается только поставками сварочного оборудования и расходников. Беседовал с ними на счёт Сварога TIG 200P AС/DC. Там ребята грамотные попались, "положа руку на сердце" сказали, что не потянет мой бензогенератор на 5,5 кВА данный сварочник. Что-то там про конструктивное исполнение поджига дуги говорили, что не будет работать при такой мощности. Они его испытывали от бензогенератора моей мощности - не пошло. Обидно конечно. Варил от своего бензогенератора обычным сварочным трансформатором Telwin NORDICA 4.220 230-400V ACD электродами 4-й на 180 А, бензогенератор напругу держал нормально, только при залипании электрода натужно работал. -
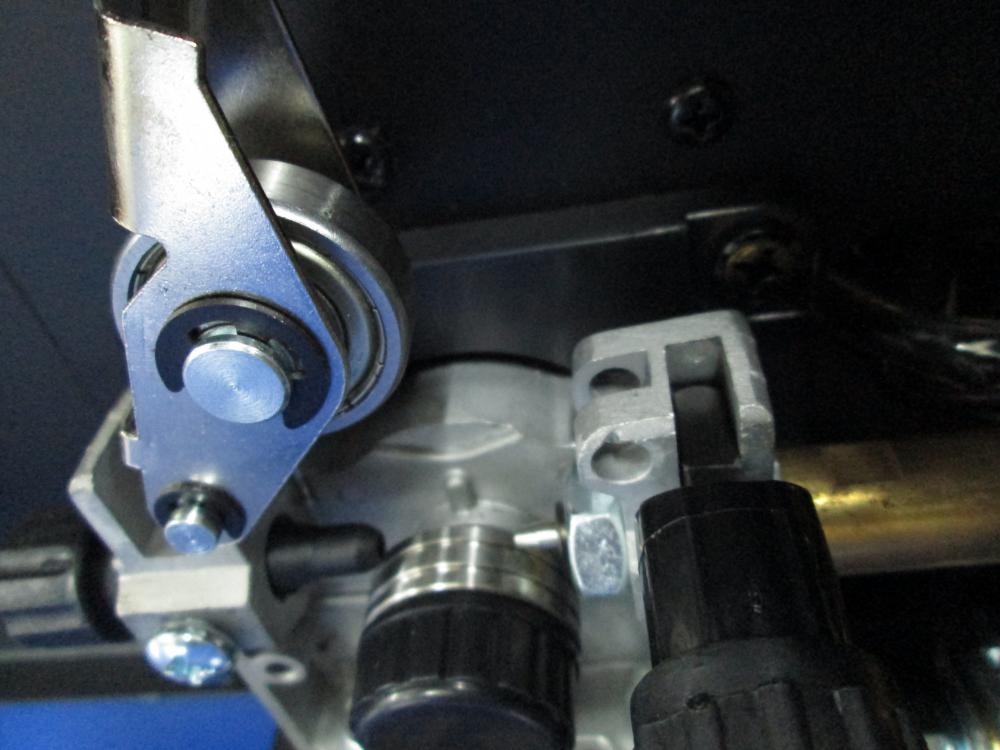
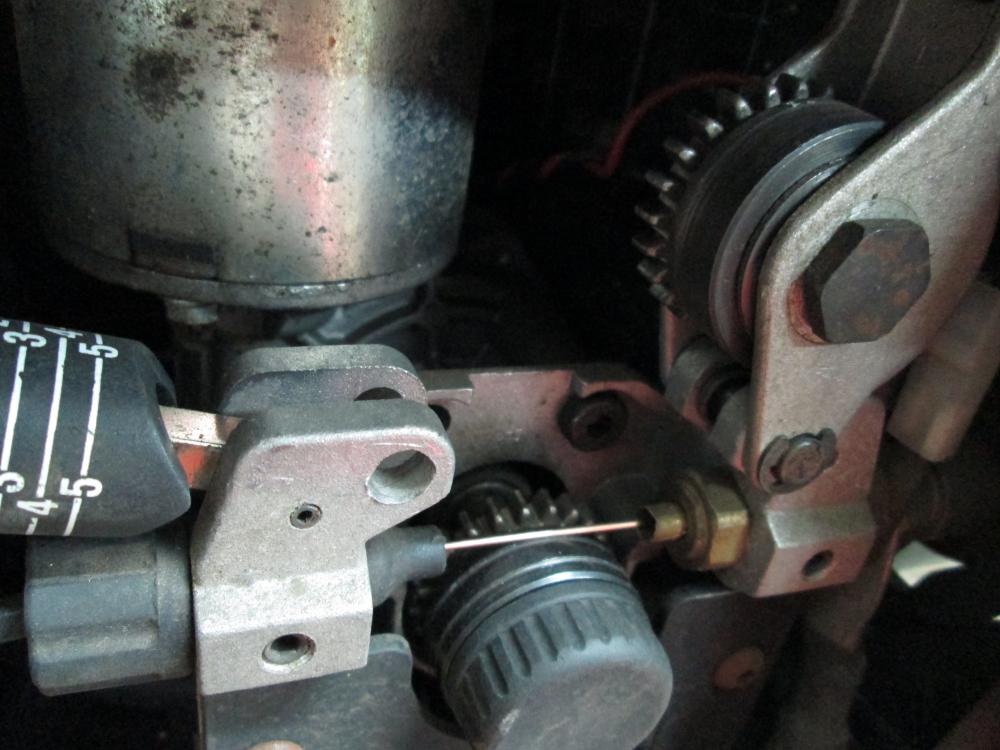
 всем доброго времени суток!!! сегодя восстанавливал трубку кондея от логан, решено было пылить ДИМЕТом, т.к корозии очень много ... и у самого соединения в частности... да и трубка сама такая что особо не погреешь... обжимка... датчик...
всем доброго времени суток!!! сегодя восстанавливал трубку кондея от логан, решено было пылить ДИМЕТом, т.к корозии очень много ... и у самого соединения в частности... да и трубка сама такая что особо не погреешь... обжимка... датчик...