supoplex
-
Постов
2 318 -
Зарегистрирован
-
Посещение
-
Победитель дней
17
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент supoplex
-
@Спанч Боб, Как по мне вполне нормальная конструкция. Я на подобном работал. Кстати нам подвезли опять неликвид, на подобии как в прошлый раз. Немного правда отличается и по размерам и по обработке краёв. Сварганили 3 новых стола. Как по мне они высоковато стоят.

- 952 ответа
-
- 11
-

-
Поставщик говорит, что закись азота применяется для уменьшения выделения озона O3в ходе сварки.
-
Приветствую! Та смесь, о которой я рассказывал ранее, теперь не используется. Её брали у отдельного поставщика, что и не удобно т.к. весь остальной газ берётся у основного поставщика, и коронакризис видимо тоже мог повлиять. Но с недавнего времени стали брать трёхкомпонентку там, же, где и всё остальное. Но там состав немного другой. Первый баллон, по моим ощущениям особо никак не отличался от простой смеси 80\20. Думал, что либо состав неудачный, либо в контексте работы с нетолстым металлом, не проявлялось влияние в должной мере. Но сейчас поставил второй баллон, и разница сразу была заметна. Видимо первый баллон был заправлен чем то не тем.
-
@Валерий78,Смотря какой мороз. Продаваны хвастали, что на морозе можно её в постоянное затемнение вывести и варить как за стеклом.
-
 Ну это давно уже не совсем что бы так. http://s2.rimg.info/e441077cadc27cf3e9a52fdbd9872a93.gif
Ну это давно уже не совсем что бы так. http://s2.rimg.info/e441077cadc27cf3e9a52fdbd9872a93.gif
-
Глянул вакансию сварщика на Урюпинском крановом заводе - 18 000 ₽.
-
Некоторое время назад варил платформу. Она шире стола. Пришлось положить поперёк трубы, увеличивая габариты.
- 3 962 ответа
-
- 22
-
-
@Фунтик,я всё узнал! Прямо в Риге это, чуть ли не посреди многоэтажек. Там ещё мимо Икеи проехать вроде надо.
- 3 962 ответа
-
- 10
-
-
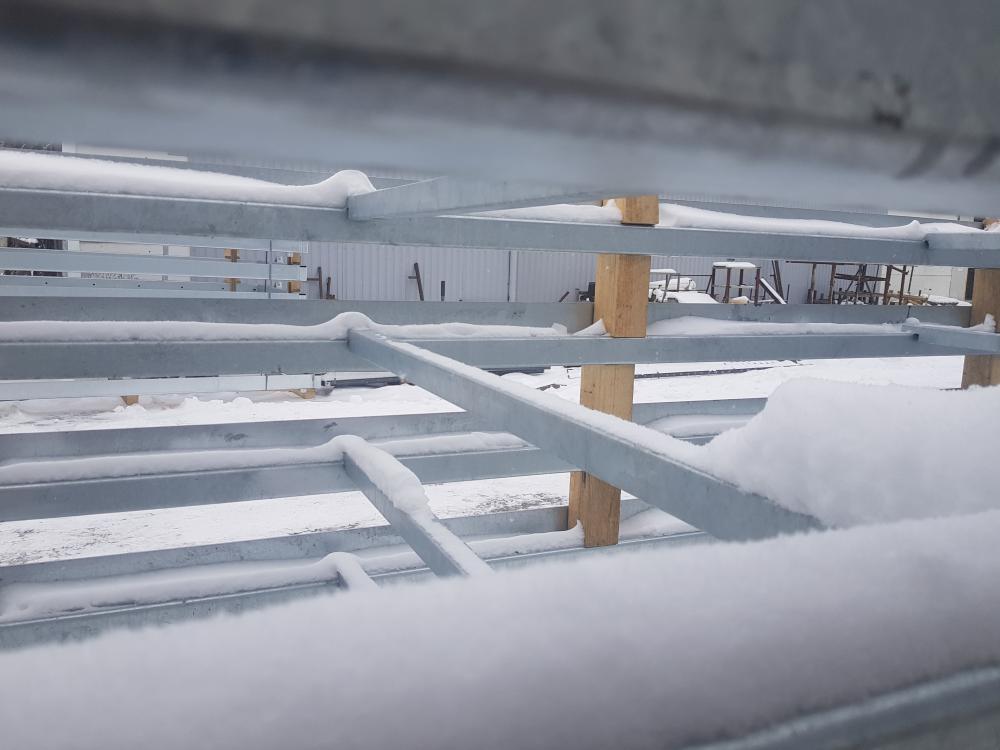
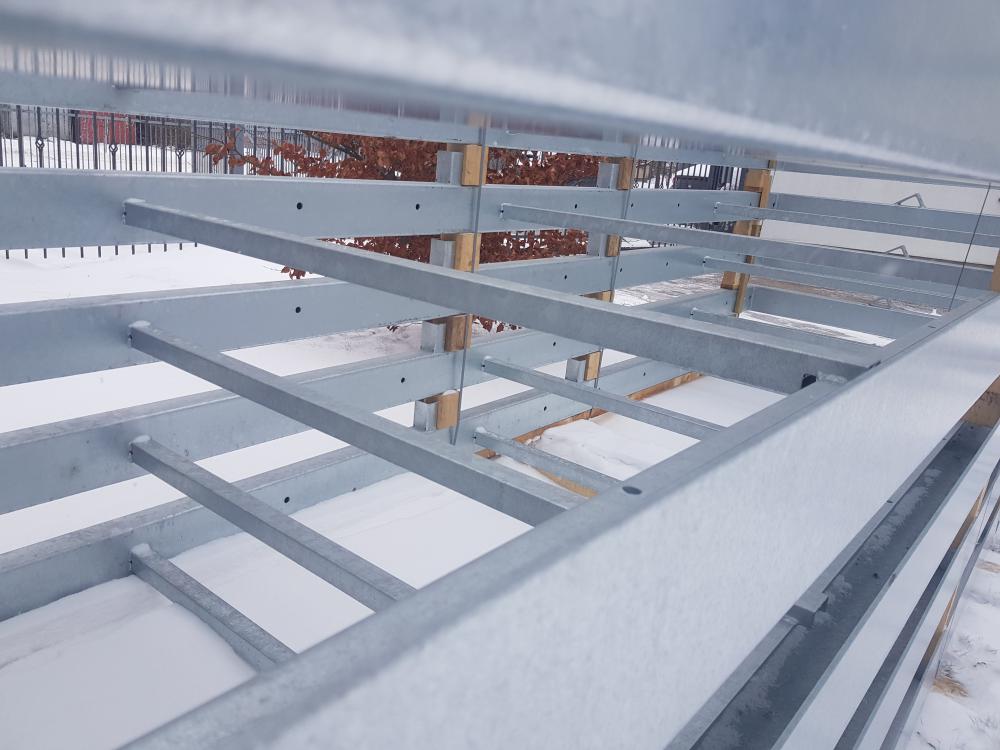
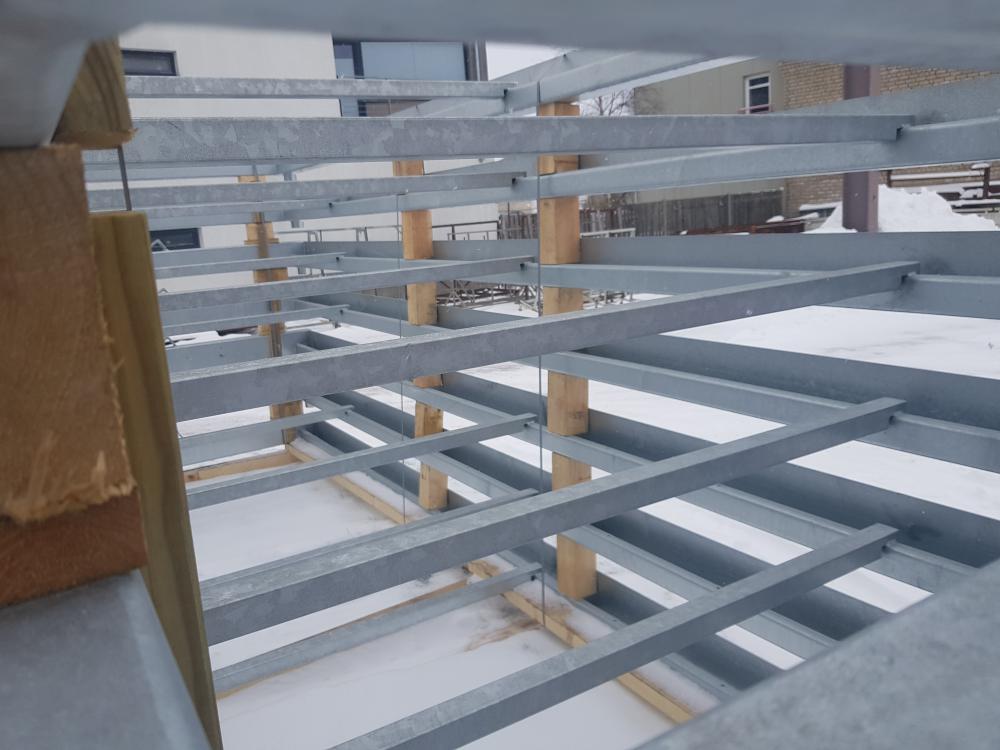
Пятиметровые рамы для балкончиков.
- 3 962 ответа
-
- 16
-
-
Всё уже придумали! Есть WPS - там все настройки. Работал немного (неделю) на одном производстве. Дают пачку бумаг. Там чертёж, номера полок с материалом, номера полок с кондукторами, настройки аппарата. Всё! К слову там много приезжих украинцев и др. работает. А из местных - в основном люди не отягощённые опытом и умениями. Компания Кемппи создала приложение для подбора настроек сварки под задаваемые клиентом условия. Так, что даже частник может не париться про настройки, и не страдать, что он не инженер по сварке. Чем новее аппарат, тем больше в нём возможности для загрузки специализированных программ, которые значительно облегчают настройки под конкретные нужды.
-
Помогите новые иновационные методы по сварке толстого металла? какие есть новые технологии?
supoplex прокомментировал erbol запись блога в erbol's блог
Сварка трезвым?http://s.rimg.info/a20cd0310270fb465aeed1509bf0c08f.gif -
Паадумаешь. https://youtu.be/W5C_Jp3VPOk
-
Спасибо друзья за поздравления!
-
Ничего умнее запостить не могу.
-
Не, вскрывать не надо. Оно визуально будет видно, если что не так. P.S. На фурах с подвижным полом кстати те же трубки 25Х25 с пола менял, по причине прогнитости ихней.
-
Да, предпринятые меры немного продляют жизнь прицепа. Но в закрытых полостях незащищённая поверхность всё равно будет корродировать. Я работал в автобусном парке. Разбирал там старые Вольво и Скании. Ну и ремонтировал. Немало повидал трубок типа 25Х25, которые просто натурально рассыпались. Да, наверное если залить в полости какой-нибудь химии, то будет вполне неплохой результат. А вообще дело хозяйское.
-
Конечно. Горячее цинкование. У нас это норма, именно легковые. Так то да. Да наверняка мало кто заморачивается. P.S. Наблюдал один самодельный прицеп, и пользовал его не раз. Очень сильно его ржа поела. Хорошо у хозяина был вариант переварить за счёт работодателя. Хозяин прицепа снабженцем работал.
-
@Дядя Сэм, Здоровско. Но лично у меня не вызывают энтузиазма рамы прицепов из труб. Заводские прицепы в последнее время сплошь оцинкованные. К ним вопросов нету. А вот просто покрашенная конструкция, изнутри ржавеет только в путь, особенно в дорожных условиях. Наверное я перестраховщик. Обидно просто, что хорошая вещь прослужит не так долго, как могла бы.
-
В данном конкретном случае, когда сварка выполняется вдоль ребра трубы, есть правило, что радиус трубы должен полностью закрываться сваркой. Получается навроде варки в одностороннюю разделку. Потому шов такой широкий. Сварено пульсом.
-
Труба со стенкой 8мм, остальное 10мм.Варил не я. Я тут только шпильку к трубе варил, остальное прихватывал, молодой сваривал. Есть определённые формулы расчёта габаритов сварки. Но в данном случае мы исходим больше из опыта.
-
@Rayans, Всё сильно зависит от условий. То есть в идеале конечно нужно чтобы было полное сплавление деталей, без пустот под сваркой, тавровые соединения в т.ч. Но при сварке часто конструкции имеют достаточною жёсткость, и щадящие условия эксплуатации. Значит тавровые соединения выполняются в таком случае без разделки, и в стыковых наличие обратного валика, или полное сплавление, не обязательны (как бы). P.S. Хорошо когда в конторе сидит умный мужик, который скажет сварщику как в каждом конкретном случае варить надо. А то тут давеча заказали иностранцы у нас сварку креплений для подвесных балконов, то что к стене дома крепится, и на чертежах написали, что параметр а (высота сварки) 3мм (ширина углового шва 6мм выходит). В конторе сказали, что варить надо как на чертежах написано. Наш проверяющий (типа ОТК из числа сварщиков) сказал, что на всякий пожарный варить швы не ниже 4мм.
-
Я в теории не силён. Ну всё опытным путём познаётся. Сваривают тавровый шов. Потом ломают и смотрят, чтобы везде провар был. А ещё пока варится, сварщик визуально должен видеть сваривание (кромок), формирование шва. Визуальный осмотр после сварки тоже немало может определить.
-
@Rayans, Больше тока - нам позволяет навалить слой толще. Железки с толщиной 60мм не варят проволокой 5мм. Просто потребуется много проходов, очистка металл в разделке (в т.ч. и между проходами), подогрев перед сваркой, и т.д.
-
@Шурпет, И у меня. Но я раньше не нажимал на эту кнопку. Вообщем вопрос к @Миротворец,
-
Не сворачивает? У меня роде норм.