

hvr63
-
Постов
902 -
Зарегистрирован
-
Посещение
-
Победитель дней
54
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные hvr63
-
-
Раз пошел разговор за заточные приспособы, тоже хвастанусь своей. Всем хороша, только алмазный диск говно, быстро лысеет. Родилось из точилки сверл Штурм.
И скажу про шарик на электроде, типа делать специально, или ждать когда нагорит.
Если революции невозможно избежать, ее нужно возглавить. Можно конечно ждать когда электрод оплавиться, но оплавиться он может и криво-в бок, так-как сварку осуществляют, держа электрод пол некоторым углом. Вот под этим некоторым углом может и шарик получиться. Оптимальнее заблаговременно сформировать шарик правильной формы и размера. Хотя я сам, признаюсь, редко такой фигней занимаюсь, но меня оправдывает то, что я всегда делаю двойную заточку электрода, а с ней шарик формируется практически всегда правильный.


-
 6
6
-
-
Есть она там
С 71 года много воды утекло.
ГОСТ 4543-2016 Металлопродукция из конструкционной легированной стали. Технические условия.pdf
-
1
-
-
Так вроде позиционируется как режим помощи мало опытным
Я как раз к таким отношусь.
Применял при сварке квадратной трубы. Там, когда стенка заканчивается, неудобно руку выворачивать и получается, что дуга удлиняется. При обычном режиме подрез получается, а с эти режимом - удлинил дугу и все нормально, можно уже спокойно руку повернуть и продолжить.
-
Чтобы не было проблемы ни с открытием, ни при раскрое (может кто на оборудовании из Палеалита еще работает) принято DXF сохранять в "AutoCad 2000 DXF".
-
По ГОСТ 1050-2013 эта сталь почему то перестала быть легированной, хотя до этого по 4543 была конкретно легированная?
Ее в 4543 как бы и нет.
-
То есть ток не плавно нарастает или убавляется с изменением напряжения, а резко на то значение которое настроено?
По хорошему ему надо бы прибавляться/убавляться пропорционально напряжению и так бы было бы логично. Но я исследований подробных еще не проводил. Так что лавры первопроходца ждут своего героя

Из уже замеченного.
- Скорость реакции невысокая (как мне показалось).
- Такая регулировка критично реагирует на разного рода переходные сопротивления: масса; свариваемая поверхность; состояние электрода. Чтобы получать адекватную регулировку, сопротивление перечисленных компонентов должно быть стабильно, тогда и напряжение дуги будет предсказуемо.
Но в любом случае примочка интересная. Осталось придумать где применять. Мне например видится применение на завершении шва на краю детали, когда из-за увеличение плотности тока на острой кромке бывают подрезы, но бывает и недовар и вот тут можно потыкать вверх-вниз.
В общем, это для тех кому религия не позволяет педаль применять.
-
Что именно настраивает настройка APC от 1 до 80А?
На это значение изменяется сварочный ток при изменении напряжения дуги на 1 вольт. При уменьшении длины сварочной дуги - напряжение уменьшается и сварочный ток увеличивается и наоборот.
-
Не про сварочную маску. Работал в окрасочной маске (полной) с подачей воздуха. В магистрале подачи воздуха стоял подогреватель. И все равно постоянно мучили простудные проблемы. Старался работать на минимально-возможном давление поддува. Величину поддува регулировал (хорошо регулировка плавная) на глубоком вдохе, до степени, когда переставало пахнуть. И при всем, при этом, эта космонавтская амуниция здоровье, как минимум, не прибавляла. Но без амуниции вообще полная жопа.
Кстати, с поставкой подогревателя (подогреватель Sata) в Россию похожая проблема. Потом хотел купить еще один, поставщик (официальный) начал мямлить про проблему с гигиеническим сертификатом, так и перестали поставлять, потом не знаю, вроде опять поставляли.
-
Про логику работы вентилятора этой Сиборы.
Вполне мудрое решение - исключить из управление элемент (датчик температуры) который может отказать. И сделать программное время продувки после прекращения сварки гарантированное, с запасом, для исключения инертного теплового удара. Не все варят газопроводы в Сибири, есть места на Земле и потеплее, а там запаса продувки может и не хватить. Про надежность датчиков и системы резервирования - ну это же не авиация. И не стоит забывать, что данный аппарат очень даже бытовой, и не надо от него ждать великой гениальности.
-
1
-
-
Практически на всех аппаратах в том числе и бренды поджиг на dc+ (исключение Кемппи и там есть во втором меню выбор поджига и наш Евоспарк и то в первых моделях - прошивках , что у меня на тесте были , сейчас не знаю точно но вроде убрали они этот выбор)
В одном ряду с этими достойными брендами стоит и мой Тритон. И там полярность поджига прям вот кнопочкой переключается. И я варю с минуса (и такой режим вроде как по умолчанию). С плюса, я понял, это для старта на тонком, чтоб меньше материал жечь. Но мне не понравилось, хотя я насладиться сей причудой не успел в полной мере, аппарат скончался, а после его воскрешения так и не пробовал.
-
1
-
-
Подавляющее большинство в стране работает за эти деньги или меньшие. И хорошо, что за 30, а не за 20.
Величина зарплаты сильно неравномерна по стране. У многих цифра 30 вызовет тоску, многие и не удивятся. Главное чтобы и жизнь соответствовала 30.
У нас в городе (особая экономическая зона) пооткрывали всяких вкусных предприятий. Из последних "Кронштадт" с их беспилотниками на 1500 рабочих мест и завод, наверное крупнейший в стране, заложили по электроники. Так вот, в городе образовался дефицит нового жилья и цена на него стала догонять московскую. Так что зарплата в 30 у нас не о чем.
-
1
-
-
Сейчас предложение рабочей силы превышает спрос на нее. Да, в каких то местах еще как то владельцы бизнеса идут на встречу квалифицированному работнику, так сказать держится за него, но это лишь по тому, что их еще не накрыла конкуренция, а это дело времени.
Дополню. Высококвалифицированный работник не является предпочтением для бизнеса. Такой работник требователен к высокой зарплате, капризен, у него зачастую завышенная самооценка, он может шантажировать возможностью своего увольнения. Предпочтение для бизнеса среднеквалифицированный работник, с дрейфом к снижению требований к квалификации за счет повышения технического оснащения.
Пример. У меня на автомойке, после открытия, все не налаживалось с мойщиками. Как-то устроилась целая бригада из Москвы (работали на столичной мойке). Ну все замечательно: знали что делать; работали быстро. Но постоянно высказывали недовольство по оплате. А у мойки рентабельность вполне определенная и рамки по фонду зарплаты строгие. В конце концов уволились всей бригадой и мойка встала. А еще у меня работал замечательный экономист. Он предложил создать программу обучения для персонала, по которой в трехдневный срок новый работник получал квалификацию, позволяющую качественно выполнять работу. По окончанию обучения проводилось тестирование, на основании которого осуществлялся допуск к самостоятельной работе. Приходили студенты на каникулах, или тому подобные временные работники. Я потом даже и не знал как мойщиков зовут, больно часто менялись. Но мойка заработала без проблем.
-
1
-
-
У меня соседи занимались изготовлением детских кроваток, которые покрывали лаком пневмораспылением. Красила девушка в советском поролоновом респираторе. Вытяжки из окрасочного помещения не было никакой. Был у них кот, который любил сидеть в этом помещении, во время работы (тепло там было). Так вот, кот сдох, а девушке хоть бы что (наверное из-за того, что по массе побольше кота была).
-
По моему пять минут дует. Точно не помню, но засекал.
В ММА должен постоянно работать, там режимы по жестче.
-
вот судить их умения или не умение написать ПО, я думаю что не надо.
К умению писать ПО мой опус отношение не имеет. И сама, так называемая синергетика, к ПО отношения не имеет.
И как видно из
Наверное не по теме, но скажу за синергетику.не относится и к конкретной компании.
Все, мною сказанное, относится к физико-математической модели сварочного процесса, которую без значительного опыта, в чистом поле, построить весьма трудно.
Ваши попытки написать какую то программу, ведь следуя Вашей же логике, фамилия Ваша не Кемппи? , И тем не менее Вы свои, тоже не Кемпивские программы почему то продаете на форумеМоя программа является частью сварочного комплекса и не более. И специализация этого комплекса орбитальная TIG-сварка. MIG/MAG идет как дополнительная функция и я предполагал, что реализация этой функции будет сложной. И у меня почти опустились руки, но большим усилием воли я допилил ее до терпимых параметров, так-как было очень жалко потраченного времени.
По продаже программы на данной площадке.
При производстве подсолнечного масла (сварочный комплекс) получается субпродукт - халва (моя программа). Написание программы заняло 5 месяцев. Я работал без выходных, в среднем по 6 часов в день. Стоимость на НИОКР - 500 руб/ч (средняя по моему городу). 5х30х6х500=450 000 руб. - себестоимость программы, если бы я ее делал на стороне. Выручка за программу - это будет молоко за вредность (а работа сильно вредная), не более, сколько бы экземпляров не продалось. Но я реалист и иллюзий не питаю, так что я остаюсь без молока.
П.С. Да, кстати, а почем Кемпи свою программу продает?
-
1
-
-
Наверное не по теме, но скажу за синергетику. Если у тебя в названии компании нет букв, похожих на Кемпи или ЭВМ, сделать работающую синергетику трудно. Если в истории компании нет несколькольких десятилетий бесценного опыта, подтвержденного сотнями успешных НИОКР, то строить синергетику попросту не на чем. Покупая агрегат у компании имеющей славную, но короткую историю нужно быть готовым, что у этой компании примитивно не хватит экспериментальных данных для программирования процесса.
Мне понадобилось математически описать режимы MIG/MAG для автоматической сварки под различные типы сварных соединений. После двух месяцев работы, я сдался (основная трудность в описании синергетики заключается в сложных, не линейных зависимостях режимов сварки от десятков параметров). Я изменил ТЗ, сочтя, что легкая ручная коррекция скорости подачи проволоки будет эффективнее, чем наблюдать, как этот "искусственный интеллект", опять таки в моем лице, скрывающимся за математическими формулами, натужно пытается выдать посредственный результат. ТЗ было изменено с "полностью автономного режима подбора параметров сварки", на "предоставление усредненного значения" из которого оператор будет строить более точный процесс. Так называемая синергетика, у меня, предоставляет "печку", от которой оператор начинает плясать.
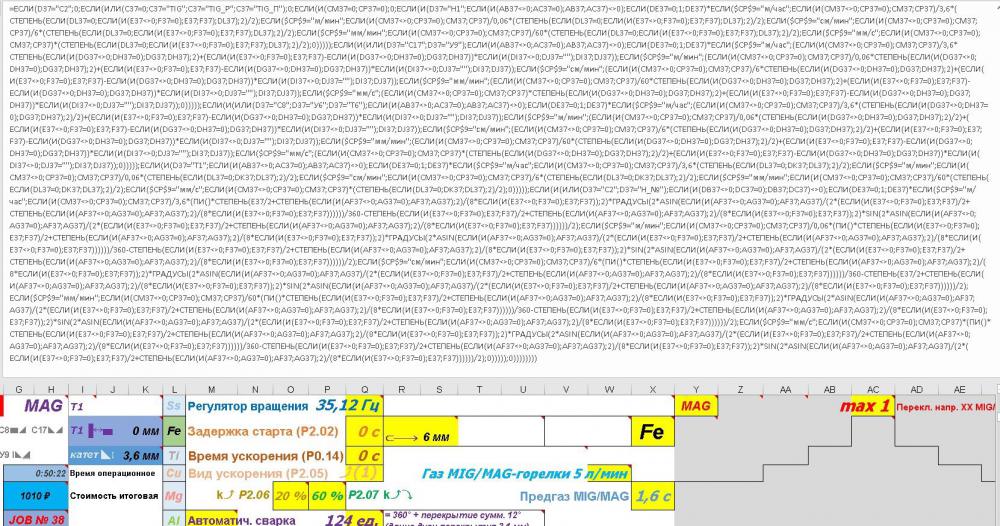
Но даже в упрощенном виде эта синергетика выглядит так (и это всего лишь одно из множества уравнений, в данном случае - расчет скорости наплавки на сварном соединении Т1 - 3мм):
-
2
-
-
Пришла мысль может для таких целей прикреплять кнопку маленькую
Нужна горелка американского типа, с кнопкой на хомутах. Тогда кнопку на ручке можно закрепить в любом месте, под любой палец.

-
На моем аппарате тумблер включения тот что сзади перевернут.Меня это тоже веселит. Что тумблер так сделан.
Вот вы любопытные. Я даже на заднюю панель ни разу не взглянул, даже когда шланг прикручивал видел ее только в профиль.
А вот то, что нужно шарить рукой где-то сзади аппарата, чтобы его включить, да еже тыкать пальцем в эту невнятную влагозащищенную кнопку - раздражает. Вот на моем Тритоне стоит АЗС, хоть тоже на задней панели, но включается не в пример удобнее.
-
Было это больше двадцати лет назад. Инструмент Usag. Купил несколько жестяницких ложек, денег стоило прилично. Поработал и на одной ложке заметил трещину. Не избалованный культурой тогдашнего сервиса повез, с некоторой опаской, обратно продавцу, все таки это предмет, который по характеру работы постоянно пытаешься сломать. Продавец мне ее поменял с радостью, объяснив ее тем, что они с превеликим удовольствием ткнут производителя носом в этот брак чтобы он этот нос особо не задирал. Я был приятно удивлен политикой продавца и производителя.
-
3
-
-
-
Баночек пивных не вижу
А их есть у меня
-
1
-
-
Ээээ....., смысл во всем есть
Да я шутю.
А так, по всему этому перфомансу скажу: по моему убеждению, все это нужно, в первую очередь, для нахождения правильных настроек. Наработка мастерства - вторично. Без базового мастерства и пепелац из гаража нет смысла выкатывать. Современные аппараты позволяют сохранять в памяти найденные настройки, что бы потом, в боевых условиях, не чесать репу. Это как в мотокроссе - инженеры команды с производителями подвески по нескольку дней ищут настройки гидравлики, тестят на стенде и трассе, хотя водитель мотоцикла ездить вроде как умеет.
-
4
-
-
В чем смысл переводить время, материал, аргон и т.д., ведь банка это даже не трубка?
Нарежь 2 метра трубки по 5см и сваривай одна к другой, пользы больше в миллиарды раз.
Я пробовал. Как и банки, тоже никакого смысла.

-
1
-
-
Любая тренировка несёт пользу, но сварка банок здорово отличается от сварки трубок кондиционера. Значит ,если хочешь толково и без нервов сваривать трубочки,то надо тренировать на трубочках.
А можно и совместить полезное с полезным (бесполезное с бесполезным).


-
4
-






Вопросы новичка по п/а сварке.
в Полуавтоматическая сварка — MIG/MAG
Опубликовано · Изменено пользователем hvr63
Вообще никакого. Из-за лысеющего алмазного диска точу на обычном наждаке с помощью дрели, только камень на наждаке жалко.
И сверла на этих приспособах точить, пол сверла спилишь. Оправдано, только если надо заточить супер симметрично, что лично в моей практике нужно редко. А навыков токаря вполне хватает и руками заточить со всеми подрезами перемычки.