

hvr63
-
Постов
902 -
Зарегистрирован
-
Посещение
-
Победитель дней
54
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные hvr63
-
-
- Популярный пост
- Популярный пост
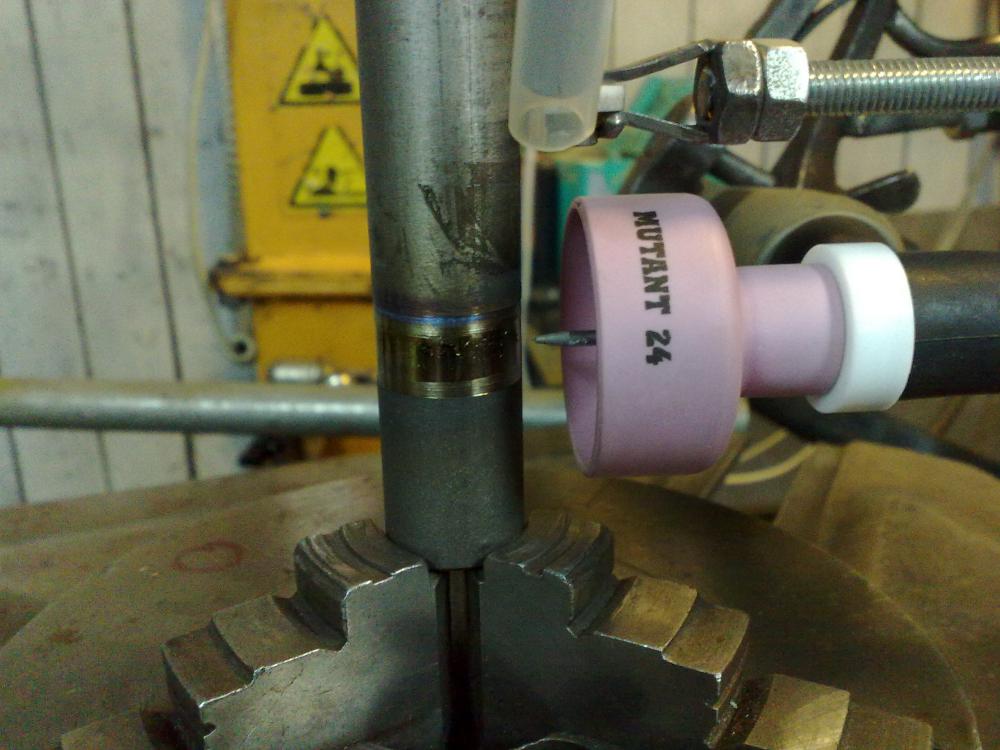
Товарищу понадобился удлинитель для ледового бура, рыбку в торосах ловить.
Труба 22х3. Титан ПТ7М.





-
 14
14
-
Ну а чО , такова жизнь
Точно.
В прошлом году видео смотрел про стрельбу из миномёта. И раньше ещё батя про стрельбу из миномёта рассказывал.Да миномет стремная вещь. Мне товарищ рассказывал, что один боец умудрился две мины друг-за другом при скоростной стрельбе в трубу засунуть, придержав предохранительный флажок пальцем.
-
1
-
-
Я про то как сварено.
-
Даа, а совсем недавно все были вирусологами...
-
3
-
-
Это в раздел "Поржать".
А если действительно хочется за раз, то только контактной сваркой
-
2
-
-
В РФ арамидные продаются
То что на ютюб-каналах показывают из ткани белого цвета - это на волокнах из оксида алюминия (я так думаю!) (Al2O3 - так называемая "алюмооксидная керамика") с рабочей температурой до 1700 С.
У арамида (цвет волокна желто-коричневый) рабочая температура до 250 С (температура стеклования 370 С, карбонизации 425 С).
Из ткани на оксиде алюминия изготавливают чулки (рукава) различных размеров для термозащиты подводящей арматуры измерительных приборов и т.п. Из такого чулка собственно и сделаны напальчники из ютюба.
Я себе тоже хочу соорудить, правда чулка не нашел, только ткань. А шить собрался таки да, арамидной нитью.
Вот комплектик юного "Закройщика из Торжка":

-
Имеется ввиду на режиме AC+XP на Cebora?
Да, только это звучит как "АС ХА ".
-
То есть на постоянном токе был бы более контролируемый процесс? Надо в следующий раз попробовать.
Это можно сделать загнав баланс полярности в "плюс", а баланс амплитуды в "минус". Получится что длительность отрицательной полуволны будет маленькая по отношению к положительной, а сила тока больше чем в положительной полуволне. Учитывая то, что теплопередача положительной полуволны - 60-70 % от отрицательной, получается на положительной полуволне тепловложение будет меньше и сварочная ванна будет подстуживаться.
А варить на постоянке наверное неправильно, так-как присадка алюминиевая, а ей требуется очистка. В цитате про ЦАМ, наверняка имелась ввиду специализированная присадка.
-
-
1
-
-
Да, и для таких сплавов какая частота предпочтительнее, чем выше тем лучше или наоборот? Мне показалось что меньше лучше, на 60 сваривал. И баланс что предпочтительнее больше в плюс или минус?
Вот цитата из Интернета:
"ЦАМы относятся к третьей группе свариваемости. Получить качественный сварной шов для данного сплава весьма проблематично. Одним из таких вероятных способов является использование аргонодуговой сварки с медной или алюминиевой присадкой при постоянном токе."
Частота и баланс по по ситуации. Но вероятно баланс полярности больше в "плюс", амплитуды в "минус" и частота 50-70. Описанная конфигурация сродни импульсной сварки, то есть с минимальным тепловложением.Я сначала пробовал 5356 как тут советовали и да как то сварил, но после зачистки было много пор, снова сваривал, и опять поры, потом решил попробовать 4043 и с ней как то лучше стало. Да поры могли появляться но уже гораздо меньше.Температура плавления у 4043 меньше чем 5356 и ванну можно держать холоднее.-
1
-
-
Такой способ очень похож на сварку латуни или АМЦ.
Конечно же не АМЦ, а ЦАМ.
И да, рычаг скорее всего из чего-то, аналогичного ЦАМ, а у ЦАМ температура кипения с 710 С при температуре плавления 380-387 С. Так что нужна максимально-холодная ванна, ну и присадка 4043.
-
Сначала так и делал, начинаешь греть идут пузыри, фрезой зачистил опять греешь опять пузыри и конца и края им нет. Вот как только мешаешь метал с присадкой то вроде все хорошо. И даже если уже на заваренном месте просто начать греть опять идут пузыри, вроде метал уже перемешан с присадкой.
Основной металл будет кипеть всегда (в таких сплавах). Я уже говорил, что ванна должна быть как можно холоднее. Я в таких случаях варю не с периодическим маканием присадки в ванну, а с ее непрерывной подачей. И держу дугу на металле присадки, в том месте где минимальное перемешивание с основным металлом. Если металл начинает перегреваться я останавливаю, чтобы остыло. Такой способ очень похож на сварку латуни или АМЦ. Может в таких сплавах много цинка, я это вопрос не изучал. Судя по сложности формы рычага, он может быть и литой.
-
А что происходит при сваривании, почему металл так пузырится?
Сплав такой. Желательно место сварки предварительно прогрет дугой, чтобы загрязнения всплыли, потом зачистить шлак и варить, держа ванну как можно холоднее (охлаждать присадкой).
-
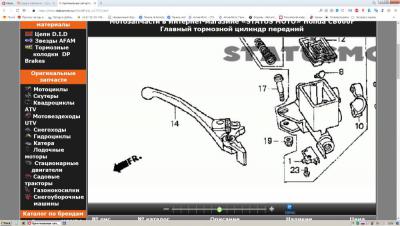
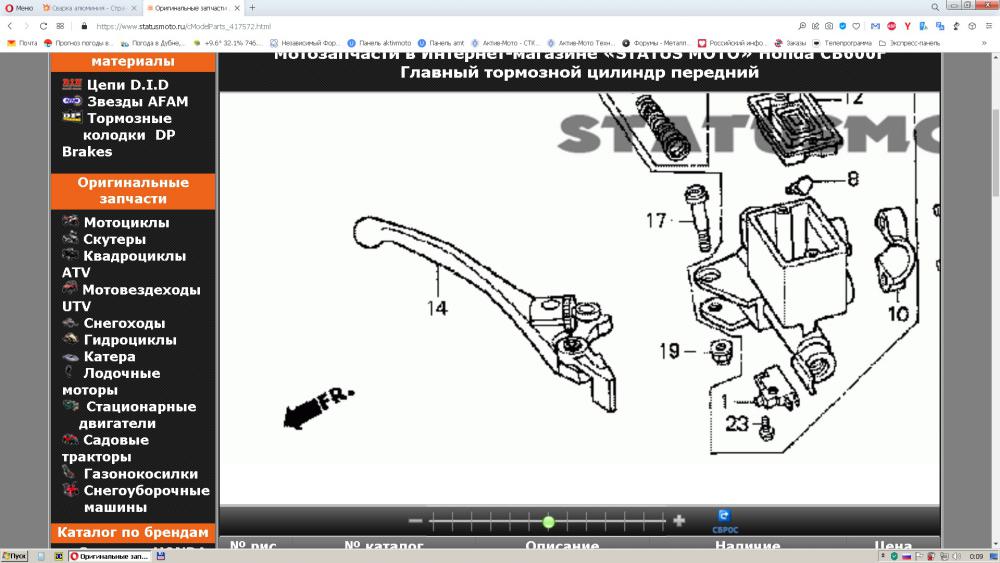
Вроде сделал
У рычага тормоза загиб должен быть не такой. Тот, что есть - у тех ездоков кого преследует падучая.

Должно быть вот так. И это критично. Неправильная конфигурация (такой загиб в бараний рог) увеличивает время реакции передним тормозом, причем существенно.
-
Согласен , и мостики под перья наверняка фрезированы , но бывает и штамповка, кстати ЧЗ мостики варили и не одного случая не было чтобы "отклеилось" что то в неподходящий момент .
У тебя на фото траверсы штампованные, так что варить можно, и они очень легко гнуться, кстати.
А по сплавам 2 и 7 серии я бы не советовал варить. Заварить можно, но в домашних условиях это не реально (если вспомнить гостовское определение свариваемости). Детали из сплавов этих серий несут, как правило, большие нагрузки (иначе использовать эти сплавы нет смысла из-за их низкой коррозионостойкости как основного недостатка). Большие риски разрушения. Ради чего брать на себя эти риски?
-
1
-
-
ЗЫ вот на кросс ЧЗ рычаги все таки скорее всего были АМЦ , иногда загибались почти в пополам и не ломались и даже позволяли выправить себя конечно с подогревом.
На Чезетах скорее всего из АМг.
И да, греть - это бестолковая операция, у алюминия совершенно друга физика термообработки.
Валер , может 7005 , впрочем сейчас сам черт не разберет что можно варить а что нельзя .
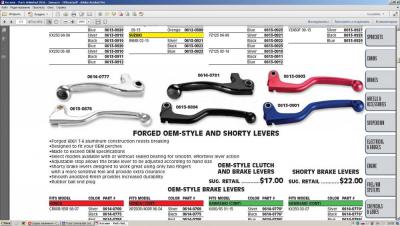
Вот для примера несколько деталей. Но повторюсь: если деталь фрезерованная, то варить нельзя, даже если на самом деле варить можно, так-как это чревато очень серьезными последствиями.


-
1
-
-
Да и ручка тормоза не сломалась а погнулась, нужно разогнуть - это реально?
Реально.
Но после того как сломается - заварить.
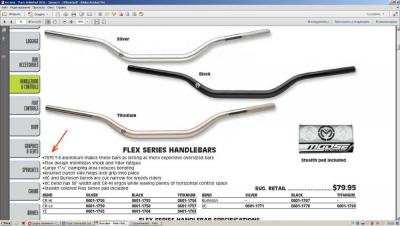
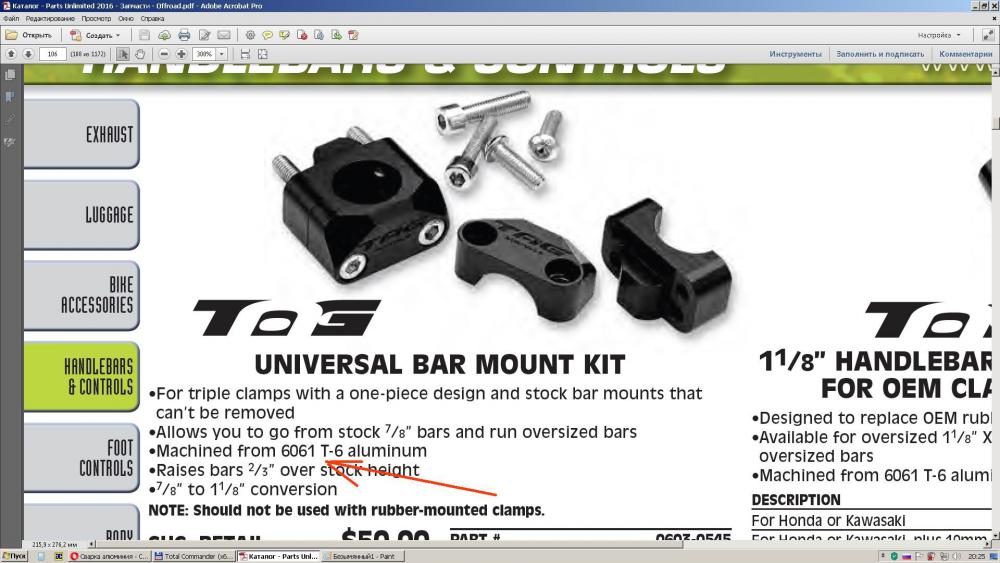
Рычаги разные бывают из разных сплавов , то есть хрупкие и мягкие кои могут деформироватьсяВалер, на мотоциклах все детали выполненные изотермической штамповкой - 6060 Т-6.
Все детали выполненные CNC-обработкой - 7075 Т-6 (к слову, варить категорически нельзя).
Но иногда встречаются изотермические штамповки и из подобия 7075 Т-6, например рычаг кикстартера на Honda CRF (CR). Их отличит несложно - хрен согнешь.
-
2
-
-
Вопрос к знатокам из чего сделана и какой присадкой сваривать?
- 5356
-
Cebora Win Tig 180 - дешевле остальных, но эргономика настроек не очень удобная, на сколько я понял.
Эргономика настроек просто шикарная, если проникнуться ее идеологией. Есть конечно вопросы, но тут, как говориться: "у каждого свой вкус" - сказал индус, слезая с обезьяны".
-
Выкладывал уже как-то.
Еще раз, для новичков.

-
4
-
-
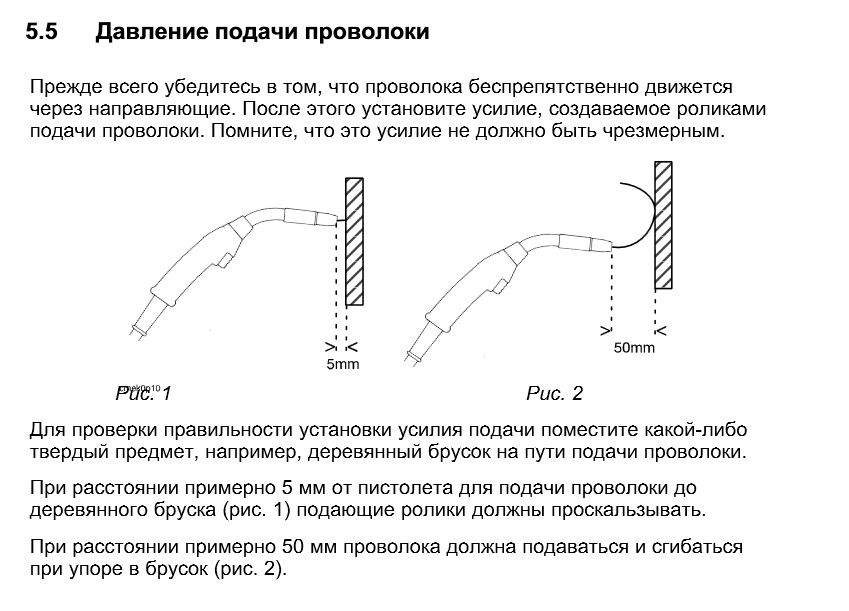
Все-таки товарищам объясните, что за смазкой следить надо, а может и не надо - ремонтной работы будет больше).
Там износ от времени, как следствие зазор, в зазоре влага, ни одна смазка, даже влагостойкая, долго не удержится. Как результат - заклинивание от коррозии (дворник задний). Я предложил проварить узел в графитовой смазке для штампов (мы в детстве так цепи мотоциклетные проваривали), как полумеру.
-
1
-
-
Как обычно, кронштейн поводка стеклоочистителя.
Спасибо японцам, что не ЦАМ.



-
8
-
-
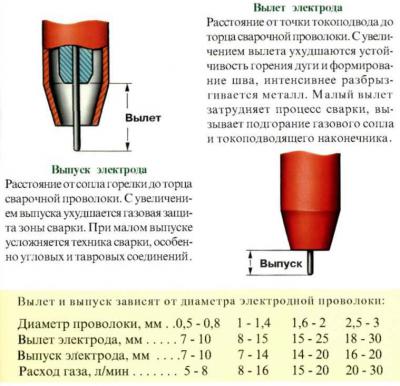
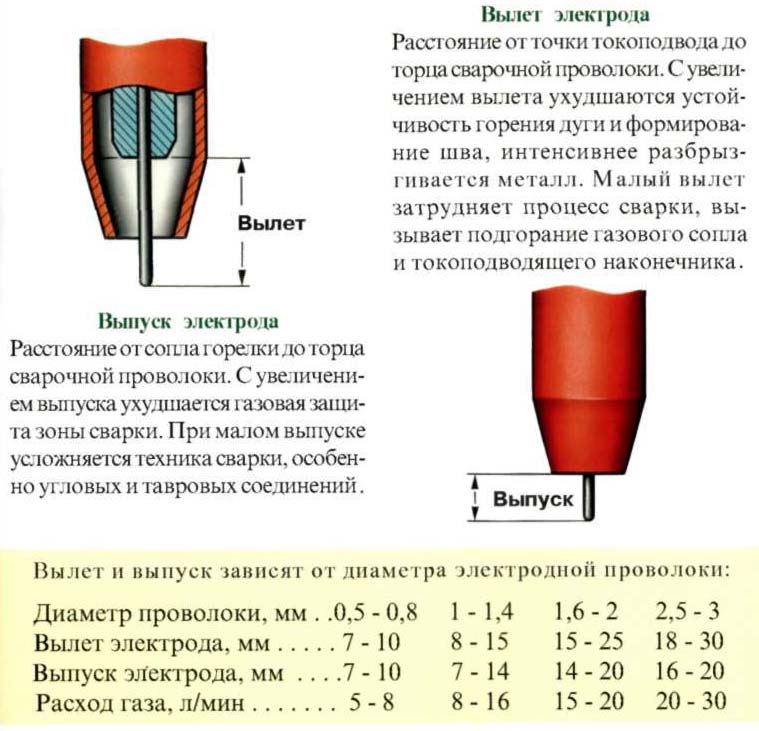
Величина "А" это что? Судя по единицам измерения, это плотность тока с поверхности торца электрода в зависимости от температуры? Работа выхода в вольтах - это означает что часть напряжения, создаваемое источником будет падать на участке поверхности электрода, и только оставшееся будет падать на участке дуги? Информация интересная, но непонятно как ее использовать сварщику. Имеет смысл на нее вообще ориентироваться при выборе электрода.
Я в физике не силен, так что мои объяснения могут быть ошибочными, но попробую.
- "А" это постоянная для вычисления термоэлектронного тока (формула Ричардсона-Дешмана), который, как я понял, чем меньше - тем лучше, при меньшей плотности и величине тока происходит эмиссия.
- Работа выхода "ф" характеризуется потенциалом, при котором происходит эмиссия. Чем меньше потенциал - тем лучше, при меньшем напряжении происходит эмиссия.
Полезность сей информации для сварщика спорна. Даже скажу так: "данная информация для сварщика бесспорно бесполезная".

Я же сказа, что это "ликбез". Просто интересная информация для понимания откуда задние ноги растут.
В прикладных цифра это выглядит так: работа выхода чистого вольфрама = 5,52 В; вольфрам-лантана = 3,3 В.
Ну и перегревать электрод не следует, это резко ухудшит эмиссионные характеристики.
-
1
-
-
большую стойкость лантанолегированных электродах
Не лантановых конечно, циркониевых.










Будни сварщика с иллюстрациями..
в Фотогалерея
Опубликовано · Изменено пользователем hvr63
Я забыл товарища спросить, но судя по хвостовику это наверное для механического бура. А по весу - титановая труба со стенкой 3 мм, наверное тяжелее, чем тонкостенная из нержавейки (не считал, лень). Но титановая труба была в наличии. А вот товарищ упал в обморок от цены на титан, на детальки ему пришлось материал покупать.