

hvr63
-
Постов
902 -
Зарегистрирован
-
Посещение
-
Победитель дней
54
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные hvr63
-
-
Ладно, не буду тут викторину устраивать.
Я про то, что инструмент должен, прежде всего, быть функционален и удобен.
Кстати, велосипедными советскими ключами до сих пор пользуюсь, когда нужно, что-то покрутить со сверхнизкими гранями захвата.



-
 5
5
-
-
Ключики говорите удобные...
А вот кто распознает назначение такого?



-
Тоже раньше присадку так хранил, удобным казалось... Хреновый вариант, пыль садится, пары масла. в общем грязнится она сильно и окисляется, после чего рабоать ей становится фигово пока не почистишь и не обезжиришь. . В общем прекратил я эту дурную практику. Сейчас все в тубах. Надо варить достал столько, сколько нужно, поработал и обратно убрал. Оно хоть и не "под рукой" но зато чистенькое всё. А по времени достать пруток из пачки даже быстрее чем пруток хранящийся как у вас от грязи чистить, да и в сварочную ванну всякого дерьмища с таким открытым хранением тащится огромное количество.
Все правильно. Так бы и делал, если бы было место, например на стене рядом. Но тубы запсочены в дальний угол, не набегаешься, а смена толщин присадки бывает скоротечная и обширная. Но если что ответственное - приходится подготавливать фронт работ: каждую проволочку протирать, проходить скотч-брайтом (что в прочем и при тубном хранении не лишняя операция в борьбе с гидроксидом алюминия).
показалось что я вижу в нагромождении оборудования вакуумный насос... мне показалось, или он там есть? Если он есть, то интересно какое у него применение?
Для обслуживания амортизаторов (мото-вилок).

-
4
-
-
Я вот тоже любитель все вешать на консолях. Пусть не промышленные масштабы, но решение для ужатых по площади мастерских, где заставленный различными телегами пол мешает жить.







-
4
-
-
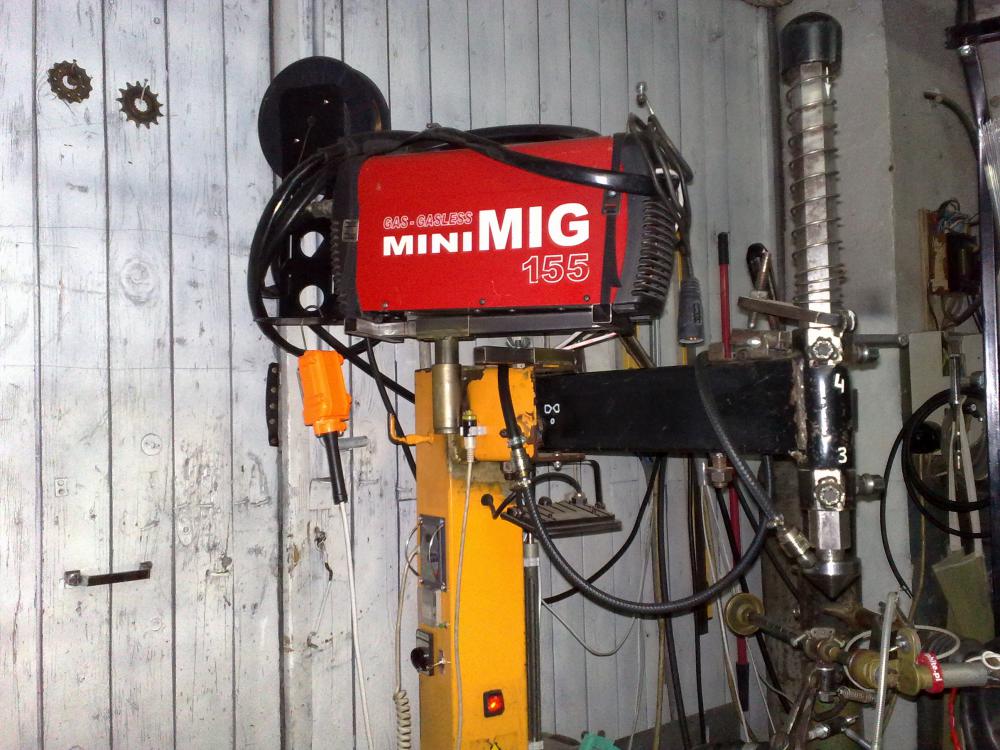
Работа моего вращателя


-
9
-
-
А чем жижа в кисть подается? И как грязь с трубы выковыривать?
- Насос плунжерный (желтенький такой).
- Грязь скапливается в отстойнике за шаровым краном. Моющая жидкость керосин, так что это происходит легко.

-
6
-
-
- Популярный пост
- Популярный пост
Тоже тут, не очень давно, имел дело с дымоходной трубой.






-
16
-
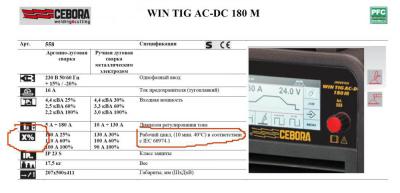
Пусть уж лежит про ПН в одном месте.
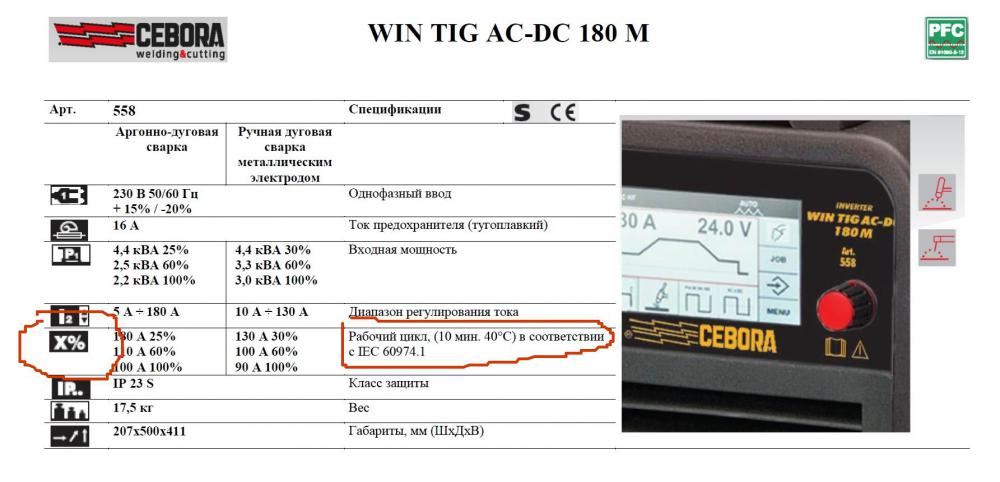
Не знаю на основании чего на азиатских и американских рынках, а на европейском на основании IEC 60974.1, что соответствует нашему ГОСТ МЭК 60971-1-2012

-
Вот тут про это.
ГОСТ МЭК 60971-1-2012
-
На чипе уже хвастался. И здесь похвастаюсь.



-
6
-
-
-
4
-
-
Просто многие думают что они почувствуют что им плохо (во сне тоже), наберут воздуха в легкие и на задержке дыхания выбегут на улицу где чистый воздух. Такого не случится. Вот я об этом.
Да, очень опасное дело.
-
1
-
-
По этой причине люди угорают во сне.
С СО немного по другому. СО связывает гемоглобин и концентрация выше 0,32% гарантированно-смертельная.
-
газ не отравляющий
Не отравляющий. Удушающий.
-
Сварочный пост в подвале - плохая идея. Сколько народу задыхается в коллекторах различных сетей. Туда, прежде чем спускаться, газоанализатор суют. Будет какая нибудь утечка газа, из подвала трудно будет вылезти в состоянии кислородного голодания. У меня как-то уплотнение вентиля на баллоне с аргоном травило, а из-за шума в помещении шипения слышно не было. Я увлеченно работал весь день, чувствую задыхаюсь. На улицу вышел, еле отдышался.
-
2
-
-
С приточной вентиляцией в помещении будет избыточное давление, с вытяжной - разряжение. При достаточной герметизации помещения с хорошей вытяжной вентиляцией можно и на Эльбрус подняться.
-
По моему учению, деталь D50 x L1000 продуется за 42 секунды.
Стоимость газа, включая время самой сварки кольцевого шва D50 мм, составит 5 рублей. При расходе поддува - 4 л/мин и 12 л/мин горелки.
-
К транзилям Магначип у меня не очень хорошее отношение. Хотя может это мне так попадаются. https://www.forumhou...posts/28990775/
Буду держать руку на пульсе событий.
-
@Zwangsschweiser, об этом можно только мечтать, но чаще обычное косметическое производство.
-
А смысл? Перерасход газа. Если применить меры, чтобы не было активного перемешивания(наливать ламинарно, по стеночке) то будет практически чистое вытеснение.
Это тепличные условия. К тому же все равно нужно какое-то конкретное время продувки в цифрах. И чтобы обеспечить ламинарность нужно до предела снижать скорость потока, а это время.
Если серия деталей, да еще сидит простой оператор, то нужен упрощенный регламент.
На практике это выглядит примерно так.


-
можно в симуляторе солидворкса сей процесс воспроизвести.
А что, в Солиде и газодинамический модуль есть? Не знал. У меня в Инверторе нет.
Моделирование это конечно хорошо, но все детали разные и динамика потоков каждый раз будет разная. Проще газоанализатор применить.
Математика пока получается наименее затратная. К тому же я применил алгоритм расчета по негативному сценарию, когда газы полностью перемешиваются. Если перемешивание частичное, то и время продувки сокращается.
-
На основании своего, отнюдь не Оксфордского, образования, смог сваять только это.
В общем как-то так.
Тпредпродува = V(qМ - 1)/(q - 1)/Q (мин)V - объем полости детали (л)q - знаменатель геометрической прогрессии = 0,5М - 1 моль = 6,0221 х 1023Q - расход газа поддува (л/мин)Надеюсь профессура, сваривающая на досуге, подтянется и потычет меня носом в ошибки. -
Объясню в чем суть проблемы.
Пишу программу по управлению сварочными процессами, которая автоматически назначает сварочные параметры исходя из геометрии детали (толщина стенки; диаметр сварочной орбиты и т.д.). Решил добавить параметр поддува детали: расход газа и время предпродува.
Предположение, что газы не перемешиваются, в данном случае не прокатывает. Мне надо исходить из идеальных условий, то есть, что при заполнении, происходит равномерное перемешивание смеси. Степень ламинарности, отношение площади сечения к длине сосуда и т.п., я буду потом компенсировать эмпирическими коэффициентами. В моей ситуации, я предполагаю, нужно руководствоваться законом Авогадро.
Есть еще альтернатива всему этому - применить датчик кислорода. Но есть ограничения: цена 6 тысяч; только вертикальная установка; температура продуваемого воздуха max 50-80 град, ну и подключение-автоматику уже нужно городить..
-
Во время заполнения, газы в полости перемешиваются. Если пренебречь неравномерностью перемешивания, то можно считать, что за единицу времени выходит равномерно перемешанная смесь.
1 молекула газа (воздуха, пока кислород не трогаем) получится, если смесь будет разбавлена в соотношении 1:6,022х10 в 23 степени (1 моль).



























Мастерская saper первые "камни"
в Наши мастерские
Опубликовано
Вот такая мне система хранения нравиться.