

hvr63
-
Постов
902 -
Зарегистрирован
-
Посещение
-
Победитель дней
54
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные hvr63
-
-
У Вас наверное хороший аппарат до этого был в этом плане.
С Тритоном я радиаторы даже не брал в ремонт. При поджиге пол соты сгорало. Банки варил, приходилось сначала бобышку на стенке наплавлять, потом с нее стартовать.
Может просто убрать время спада?Если время спада убрать, то при добавлении сварочного тока, приходиться входить в настройки и добавлять время, муторно.
Если Вы оба пишите только про Чебору, создали бы тему отдельную, зачем начинающему человеку у которого нет такого аппарата читать 2 страницы выяснений, что и как регулируется на Чеборе, если у него сундук, или аппарат других производителей? А вот если у кого то есть аппарат, и возникнут вопросы как у Вас, поиск выдаст Вашу тему, и ваши размышления о регулировках, и всем остальном.
Дело не в Сиборе. Начинающий почитает и сможет понять почему у него не получается сварить на его аппарате, что можно и не мучиться. И задастся вопросом о смене аппарата. На этом простом примере обрисовывается функционал сварочного оборудования и особенности работы разных режимов (в данном случае балансов АС).
По мне так самая тема для начинающих.
Хотя конкретно по Сиборе надо было тереть в Сиборовской теме, она кстати есть http://websvarka.ru/talk/topic/13680-cebora-tig-180-acdc/, ну уж что выросло - то выросло.
-
 1
1
-
-
Спад спадом, я пока не знаю для чего он нужен ниже 10А, если минимальный ток 10А. Но вот старт 5А мне бы пригодился. И как бы при покупки на это нужно обращать внимание и проверять. Я лично на это смотрю, так как это важный показатель. Так же обязательно проверю в Cebora регулируется у нее ток поджига осциллятора как в инструкции.
5 А старта на АС конечно тоже хорошо, но наверное уже будут проблемы с горением дуги, особенно на 1% балансе. А вот спад до 5А. У аппарата есть время спада и заварки кратера, так вот при одинаковых токах, сварочного и заварки, при выключении, дуга как ни в чем не бывало продолжает гореть это время. Хотелось, что бы она хоть начинала срываться, для обозначения процесса завершения шва.
Ток поджига хорошо регулируется (в АС), выставишь побольше, электрод аш сгорает. С током поджига в технастройках не разбирал, он похоже только на DC, а там, если не на фольге, не критично.
-
Просветите тёмного и дремучего , для чего она?
Это для TIG.
-
1
-
-
Лучше бы они поправили визуализацию настройки переменного тока.
Итальянцам всегда не хватала немецкой педантичности в мелочах. Особенно это по их автомобилям это видно. Зато недорого.
-
Вот отсюда по подробнее. Какие 10А? В документах 5А. И это нарушение прав потребителя, введение в заблуждение покупателя. Это легко проверить, даже если они на табло покажет что 5А. И я это обязательно проверю.
На DC по прежнему 5А. Про то, что и на АС было 5А я узнал из видео Вани с Тулы, там было видно на индикаторе. Но минималка в 10А меня лично не напрягает. На толщине 0,3 мм (например дно на алюминиевой банке) при 1% амплитудном балансе дугу можно зажечь без присадки и некоторое время держат, пока шов не упадет. Вот на толщина 0,11 мм (стенка алюминиевой банки), без присадки уже можно прожечь.
А про введение в заблуждение, я с такой фигней столкнулся на Тритоне. Там тоже минимальный был написан 5А, а на деле оказалось, что минимум 10А, а вот спад до 5А. Но на Сиборе и спад минимальный на АС 10А, вот это уже не есть гуд.
Потому что выбрав ХА (если не будет простого АС) Вам надо пробежаться по настройкам, что бы проверить что там накручено. А выбрав простой АС не надо ни зачем следить, включили, ток поставили и работаете.На АС ХА по умолчание выставляется 50%. Ну и в старших моделях отдельно режимов АС и АС ХА нет.
-
1
-
-
Я удивляюсь на Сибору. Такое ощущение они пятилетку за три года выполняли с этой моделью, спешили куда-то. При том, что на старших моделях с этим делом все нормально. На этой модели есть простой режим АС, где амплитудный баланс 50/50, и режим АС ХА, где этот баланс регулируется. Зачем такое разделение? Я обычный АС ни разу не включал. А так все удобно с пониманием: 50% - это баланс 50/50; 80% и 1% - соответственно прибавление/убавление отрицательной полуволны относительно 50/50. То есть, на одном проценте, с минимальных 10А сварочного тока, на отрицательной полуволне остается ампер 5. Кстати, это объясняет почему они в новой прошивке увеличили минимальный сварочный ток с 5 до 10А. Наверное на 5А в однопроцентном балансе дуга была совсем нестабильна.
-
1
-
-
а где тут итальянец? И тритон к ним не относится и есаб.
Сибору я взял.
По тритону, силовые модули менял относительно недавно.В сколько обошлось. Просто думаю заниматься этим бесполезным делом, или нет.
-
они на нас испытания проводят?
Ну это еще не так жестоко, по сравнению с Boing 737 MAX.
-
1
-
 1
1
-
-
а что за аппарат ?
Тритон Алютиг 250
Тут есть вероятность в некомпетентности сервиса.Я его и в Мытищи отправлял, там глянули, сказали, что документации на Тритоны нет, а без документации чинить такие неисправности муторно - отправляй официалам.
Это за ремонт ???? или за аппарат ?За аппарат. Не считая на сколько я его накатал до Питера.
Если скажут, что силовые модули менять, по цене будет не радостно, и ведь не проверишь. Хотя я на месте одним специалистом проверил, специалист сказал, что силовая часть в порядке и предположил, что может дело в прошивке.
А неисправность такая: отказывает переменка, при этом на постоянке все нормально. Последний раз отказало на 15А, после 0,5 минуты сварки. Варил-выключился нормально. Потом включаю - поджиг есть, но не работает.
А так, для примера, несколько аргонок Гроверс работают в Дубне. И их опять заказывают. В ОИЯИ. Это тоже китайские аппараты !Да я не против качественного Китая. И Гроверс мне нравиться. Тритон взял, так как не смог найти более комплектный по функционалу. И при замене сломанного на новый смалодушничал и не взял деньгами из-за этого.
Вот под всеми этими впечатлениями психанул и взял итальянца. Просто лежит заказ, а я как зебра по прерии бегаю, подменный аппарат ищу.
-
На Английский переключите, он короткий, язык информатики. Там не сложно.
Это не мой, это Ваня с Тулы показывает.
Верхняя (положительная) полу волна регулируется отдельно от нижней (отрицательной) полу волны? Вот это важно.Нет, только в виде баланса.
Хотя может и отдельно, их трудно понять.
-
Тут походу выхода вообще нет. Я брендовый аппарат купил потому, что китайский задрал ломаться. Китайца купил уже сломанного (так мне новый продали, подсунули уже чиненый). Два раза официалы чинили - не смогли починить, поменяли на новый. Новый какое-то время поработал и точно такая же неисправность. Сейчас стоит мертвым грузом. Гарантия кончилась и я не решаюсь с таким раскладом его опять в ремонт отправлять. И так 90 тысяч выкинул и еще вкладываться не хочется. Если еще и брендовый сломается, то круг замкнется.
-
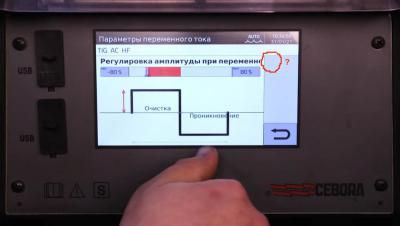
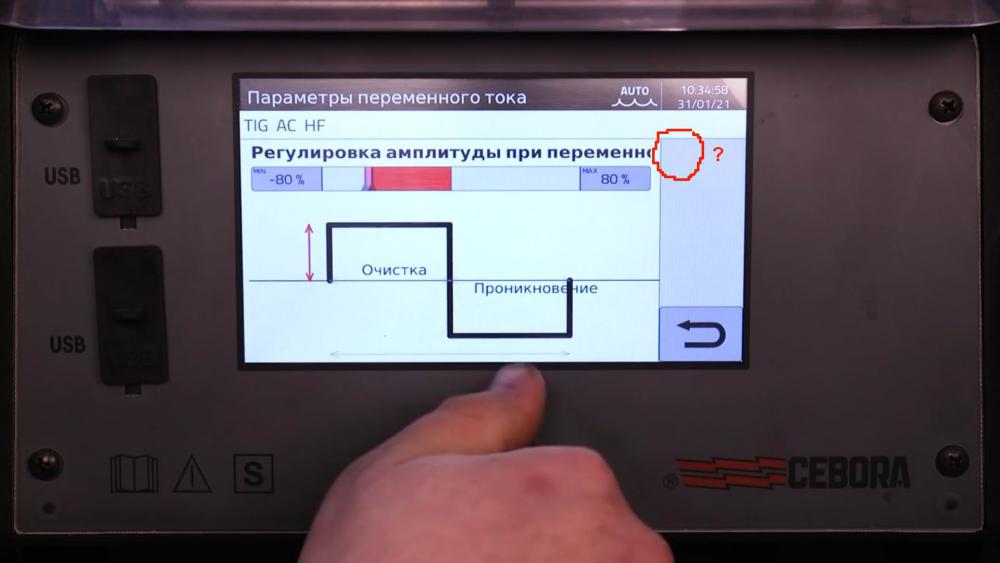
я прочитал инструкцию на сайте cebora.ru к этому аппарату (фото ниже, настройка обведена красным кругом) и вижу, что регулировать можно отдельно полу волны (как ты и написал). Но стало тогда не понятно на видео у блогеров они работают вместе а в инструкции должны отдельно.
У Сиборы что-то с этим параметром, ну никак не складывается. Вот как это регулируется на Cebora WIN TIG AC-DC 340T. Если присмотреться, то изменяемый параметр, который должен быть в конце надписи "Регулировка амплитуды при переменном токе: ХХ%", выходит за границу экрана и его не видно при регулировке. Это, скорей всего, баг при локализации на русский язык.
-
А мне по "молодости" ничего в голову не пришло,как приспособить под вращатель педальку от сундука.
У меня на вращателе педаль регулировки скорости - включил/выключил, а изменение скорости происходит в Гц/с. То есть я нажал и начинает нарастать скорость. Если бы я слышал звук этого нарастания, то было бы легче контролировать. В этом была идея по звуковому сопровождения процесса.
-
не очень понимаю на сколько я примерно сбавил ток, отпустил чуть и как то не вижу по ванне сбавил я ток или нет, еще отпускаешь и вроде уже много.
У меня похожая проблема, но с педалью на вращателе. Если через маску смотреть на деталь то не ощущается изменение скорости вращения. Даже думал звуковой сигнал сделать с изменением частоты звука.
А про сварочную педаль, покупать вообще никакую не собираюсь, лучше сделать под свои хотелки.
Вот педаль вращателя сделал какую мне надо.

-
3
-
-
Не могу подобрать сварочные режимы, чтобы сварить две алюминиевые банки (пивные).
Ну как-то так.
Брак конечно, но хоть теперь похоже как на старом сварочном аппарате. значит все дело в криворукости.
Присадка 1,6 мм. 1,2 мм нет, а с 1 мм не смог справиться.
Банки не зашкуривал, не протирал, просто одну к другой подложил. Если бы все сделал по правилам, получилось наверное лучше, но вряд ли.


-
3
-
-
посмотрел ихнюю схему и распиновку да вроде ни чего нет такого что бы другая педаль с переменным резистором в 5кОм не заработала
Зато какая стоимость ее - загляденье.
-
Валера, а можешь тогда сказать относительно картинки которую я выше постом оставил, по настройки данного режима при регулировки, стрелки которые вверх и вниз одновременно либо расходятся от горизонтального нуля либо сходятся к нему? Либо при настройки например положительная полу волна увеличивается а отрицательная пропорционально уменьшается, ну и на оборот.
Я не удивлюсь, если при очередном обновлении прошивки, графика отображения сего процесса будет вменяемая. Вот на старших моделях (см. мануал Cebora WIN TIG AC-DC 270T) все предельно понятно. Чего они тут перемудрили?
Но на самом деле все эти подробности не важны, все регулируется и работает замечательно. Регулировок хватает, сварочный процесс управляем.
-
может hvr63 нас просветит и снимет короткое видео
Видео снимать не буду, но просветить попробую.
Для начала читаем про измерение переменного напряжения/тока https://elektrolife.ru/teoriya/osobennosti-izmerenija-peremennyh-naprjazhenij-i-tokov/
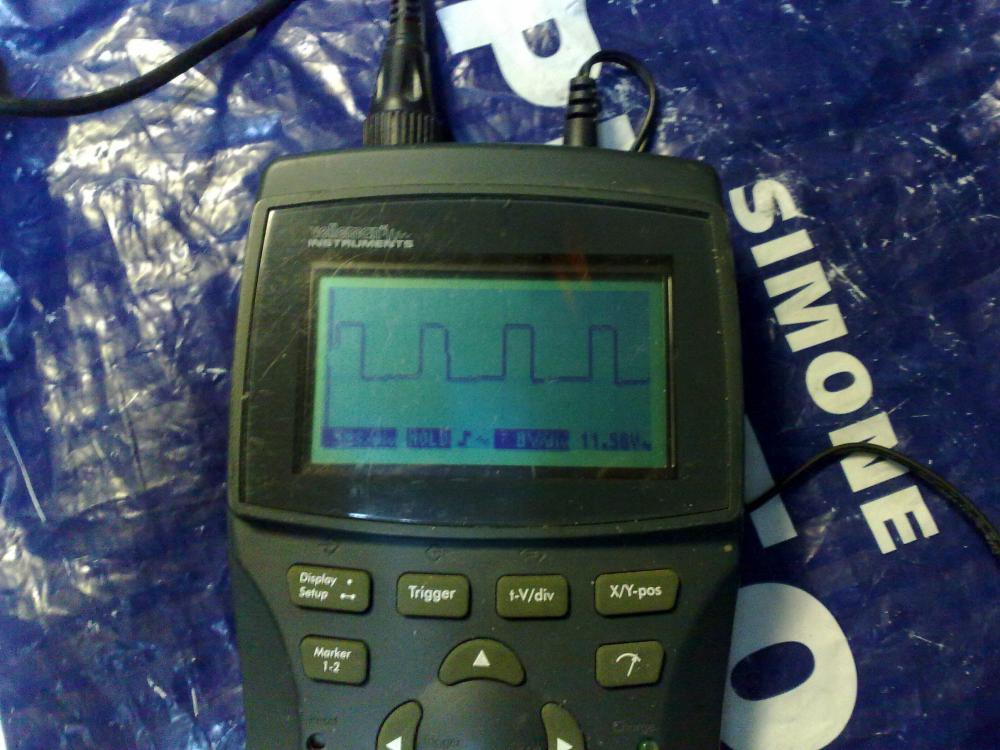
Если бы у меня был нормальный осциллограф, то я бы не задавал всех этих дурацких вопросов: в техподдержку Сиборы и здесь http://websvarka.ru/talk/topic/13680-cebora-tig-180-acdc/page-5?do=findComment&comment=462193
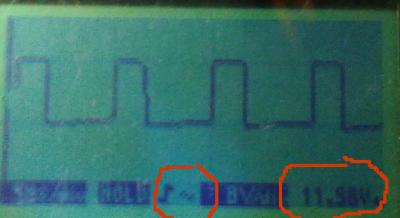
Те осциллограммы, что я приводил, это с убогого осциллографа, который я взял на 10 минут, с английской инструкцией. Так, что времени у меня хватило только найти как стоп-кадр делать. Из имеющейся на руках информации я могу лишь предположить, что изменяется положение нуля (как выделить ноль на осциллографе я с наскока не нашел) в амплитуде. То значение силы тока, что показывает сварочный аппарат - это, известная только разработчику, логика АЦП (которая, в принципе. вскрывается осциллографом).
По ощущениям при сварке, регулировка работает как положено - уменьшает, или увеличивает напряжение на отрицательной полуволне. Как ведет себя при этом положительная полуволна, остается загадкой, так как эффект не очевиден. Скорее всего изменяется пропорционально, что и соответствует снятым мною показаниям.
Тонкий металл я варю так: уменьшаю до минимума напряжение на отрицательной полуволне (при минимальном сварочном токе 10 А) и балансом ширины импульса и частотой добиваюсь нужного мне тепловложения, с контролем оплавления электрода. Из-за низкого напряжения на отрицательной полуволне стабильность дуги не всегда устраивает, только на высоких скоростях сварки, когда можно быстро двигать чистую сварочную ванну.
-
Сплавы 5-й серии (АМг) с содержанием магния до 2,5% можно сваривать присадкой и 4-й и 5-й серии. При содержании магния выше 2,5%, из-за эвтектического подплавления зерен и как следствие - снижение механических свойств шва, сваривают присадкой 5-й серии схожего хим. состава. Мало того при магнии выше 2,5% , сплавы АМг нельзя сваривать телом, только с присадкой.
Это правило, которое с легкостью нарушается, особенно если не себе.
-
На осциллограмме не переменный ток и даже не постоянный. И это напряжение в момент сварки?
А какой еще бывает? И так и да, это напряжение в момент сварки.
А клещи у Вас случаем есть? Можете ток замерить при сварке и меняется ли он при изменение параметров.Клещей нет. А что, клещи лучше осциллографа?
Можете ток замерить при сварке и меняется ли он при изменение параметров.На осциллограмме видно, что напряжение остается постоянным.
насколько критично если заменить не достающую часть листовым металлом амг5А какой присадкой этот коктейль сваривать собираетесь?
-
где переменный ток?
-
думается мне что они этим параметром меняют вольтаж на дуге
Вот осциллограммы от Сиборы: 1%; 50%; 80%.
Напряжение одно и тоже.



-
Может кто подсказать из владельцев Cebora WIN TIG AC/DC 180M. В нем есть режим AC XP который отвечает за проплавление (как написано в руководстве)
Этот режим есть на всех серьезных аппаратах. И даже у меня на китайском Тритоне есть. Только Сибора умудрилась на ровном месте не смочь русским языком это описать.
Вот здесь можно посмотреть за рассуждениями. Но без должного инструментального контроля трудно сказать за конкретные цифры, нужен осциллограф.
https://www.chipmaker.ru/topic/236260/?tab=comments#comment-4690875
-
Я у себя на аппарате наоборот поставил тумблер принудительного включения вентилятора, так как наблюдалась инертность срабатывания. Были случаи, что в тепловую защиту аппарат уходил раньше включения вентилятора.
А вообще, полезно почитать про IGBT, можно много любопытного узнать про их перегрев.





Вопросы новичка по п/а сварке.
в Полуавтоматическая сварка — MIG/MAG
Опубликовано
Там что-то именно по этой проблеме диалог и не заладился, я там конкретно этот вопрос и спрашивал, а здесь на ура пошло.