Шурпет
-
Постов
4 496 -
Зарегистрирован
-
Посещение
-
Победитель дней
38
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Шурпет
-
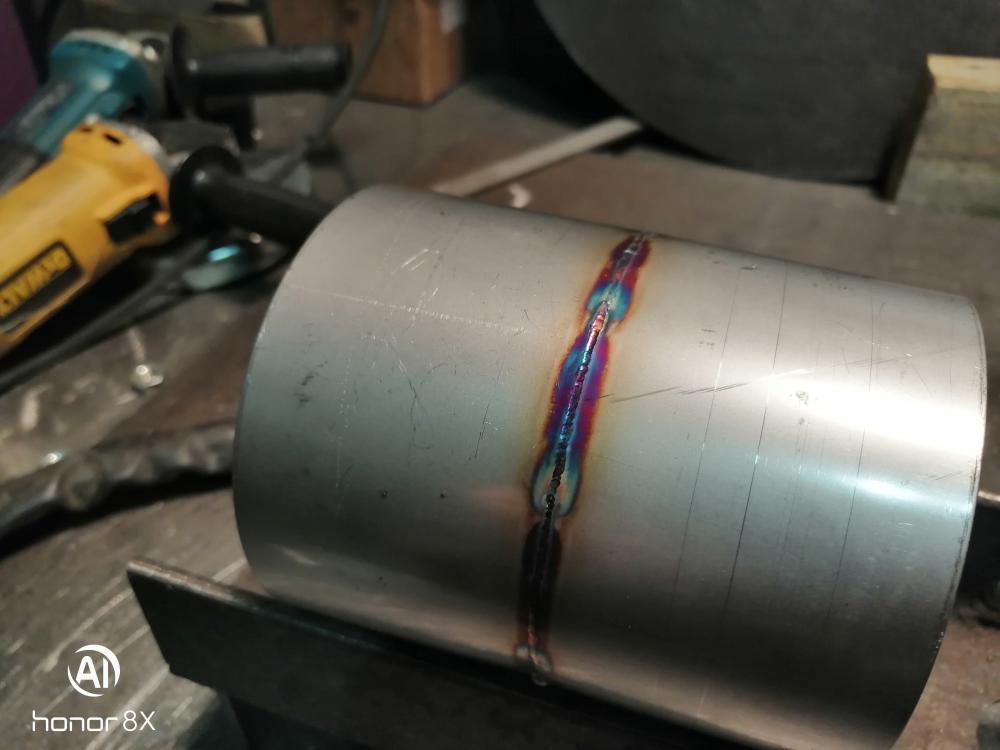
@Dmitry1962, точнее, без ЗАдува))) Без оного. Однако в режиме 10/10 обратная сторона вышла без ёжиков, только побежалость. Хотя сегодня мысль о задуве тоже посетила. Не полениться, сделать пару нормальных резиновых заглушек и обратная сторона шва должна получиться ну совсем уже хорошей)))
-
Подбор настроек. Стенка катушки s=1 мм. Подгонка встык без зазора. Прихватки сплавлением, 30 А. Сварка в импульсе, база - 10 А(многовато, 5 было бы самое то), пик - 30 А. Подбирал частоту и процент участия пика. Приемлемо получилось на 25% пика и частоте 3 Гц и 10% и 10 Гц соответственно. Сварка сплавлением. Опять же. Заготовка только одна и всё это происходит в перекур, как правило. При бОльшем количестве времени и материалов можно (и нужно) выйти на совсем уж "золотой" шов.



-
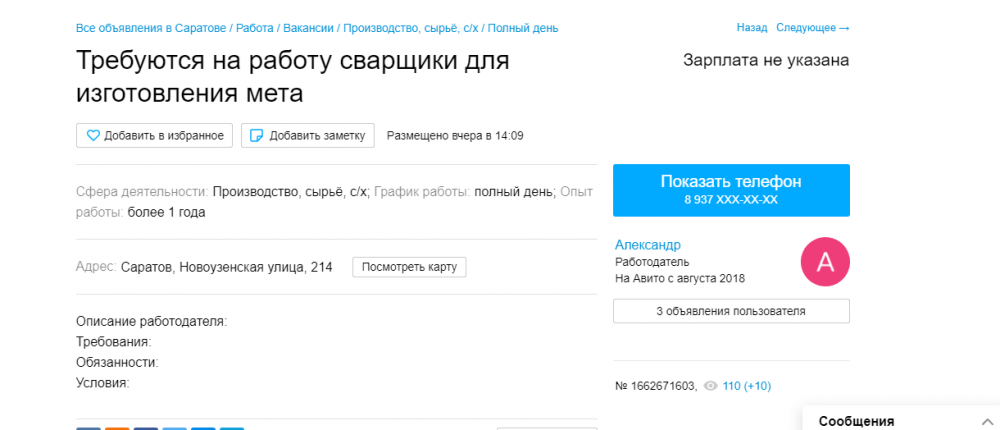
@Kurt1, да ладно))) Сразу видно, что текст писАл копирайтер. Человек, который к сварке не имеет отношения вообще. Такие же "альтернативно одарённые" на Ютубе дают уже практические уроки)))))
-
@GrAV, столбы в местах приварки навесов нужно зачищать до блеска. Так, реплика...

-
-
@круазик, не вопрос, заруливай))) Но учти, жара действительно установилась конкретная)))) А этот чёрный диктатор весьма по свойски обошёл все места, где могут быть мясные вкусняшки и после этого улёгся на диване... Мол давайте, ублажайте меня
-
+ соседский кот, который пришёл с проверкой и сразу уселся перед холодильником)))

-
@Kotun, без присадки, конечно, удобно+быстро+красиво. Но без зазора и "своим телом", да ещё и на черной стали - такие вещи, ну очень-да нежелательны. Очень.
-
@Kotun, Ну, если такие вещи "на потоке" и нужна эстетика без завершающей мех. обработки, то тут РАДС имеет право быть.
-
@Миротворец, угловые струбцины - "хенд-мейд" или из магазина? Если фабричное исполнение, то можно марку/модель узнать?
-
 @Schlosser, с этим вопросом можно обратиться к Амбиверт-у 42. Он в "в теме", точно. Ну, и Гена Моргмейл - тоже)))
@Schlosser, с этим вопросом можно обратиться к Амбиверт-у 42. Он в "в теме", точно. Ну, и Гена Моргмейл - тоже))) -
@mehanik1102, максимально приблизить патрон к корпусу редуктора. А вот если нет регулировки оборотов, то это уже а-та-та...
-
@mehanik1102, http://websvarka.ru/talk/topic/2611-pribambasing/?p=121672 ps А регулировка оборотов УШМ в Вашем варианте есть?

-
@svarnoi69,
-
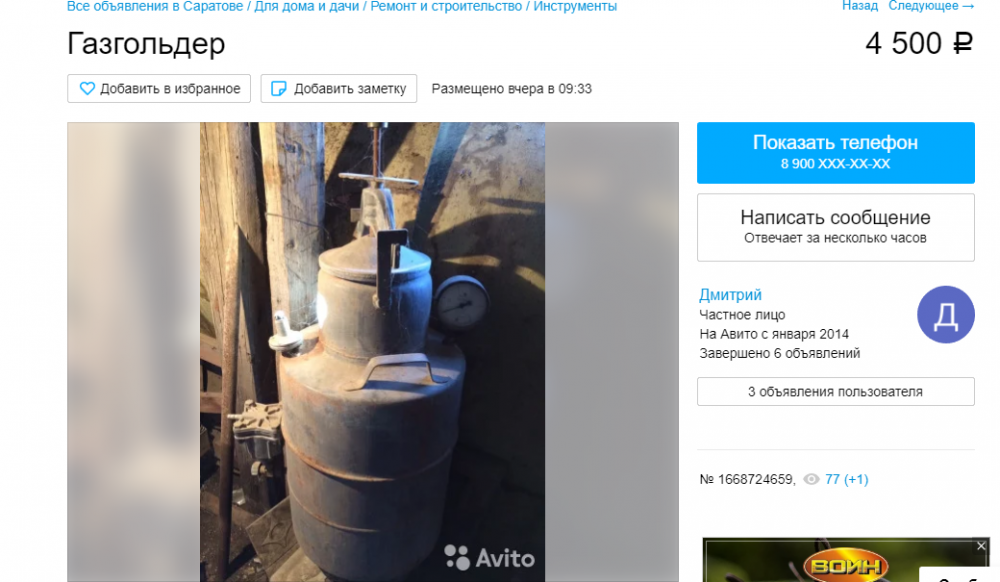
@RWS87, а с регистрацией "кастома" проблем не будет потом? И почему готовый не купить?
-
Комментарий. У Dewalt 4151 с индексом KS есть две "фичи" - смена положения кожуха без доп. инструмента (отжимаешь рычажок и кожух проворачивается со щелчками до нужного положения, где и стопорится) + 2 отверстия из 4 в прижимной гайке - под шестигранник (идёт в комплекте). Отвернуть заклинившую гайку очень легко. И без каких-либо ударных нагрузок.
-
@Георгий 11, made in Kazahstan, spesial edition from "Kruazik" ?
-
@Миротворец, Ещё раз спасибо огромное! ps Положу дома на самое видное место))))