

welderman
-
Постов
4 530 -
Зарегистрирован
-
Посещение
-
Победитель дней
164
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент welderman
-
Ну, это зря, если по делу и интересно-то мы только за.... Вы же не один в мире лазером алюминиевые сплавы свариваете, так что некоторое видение процесса ( и швов) у некоторых товарищей-коллег есть.Поэтому есть и вопросы..
-
И не похожи швы на лазер.Копоти полно, как на МIG. Или TIGом от души присадки по нечищенному материалу навалено...
-
А чему, собственно, там нагружаться? Тут селёдкоеды, видать, сваривали по принципу-И так сойдёт! Не отпало сразу и норм. Но такое не везде прокатывает.
-
Честно говоря,пока по ВИКу качество швов "не вштыривает",как-то нет прихода, хотя наверное, сразу не отвалилось... Это про изделия на фотке.
-
Так покажите, мы уже запаслись стаканчиками с крЭпеньким и с нетерпением ждём-с...
-
Так-то, да,держится пока. Но в некоторых соединениях лазер так выполоскал им моСк, что они помучились и купили Эвоспарк ProAl
-
Там тоже идёт подача ЗГ.Но видел швы у местных рекламщиков на АМг2, всё окисленное.Хотя с газом сваривают.
-
Глава 16.Посмотрите для начала здесь. Производитель данной стали(https://waldunsteel.com/ru/продукты/aisi-p20-инструментальная-сталь/) пишет,что свариваемость хорошая. ЦЛ-17 должны подойти.Модели электродов ЦЛ-17 предназначены для сварочных работ различных конструкций и деталей из хромомолибденовых сталей, эксплуатирующихся под негативным и агрессивным воздействием при температурах до 450С. Сварочный процесс осуществляется в любых положениях. В качестве источника питания используется постоянный ток обратной полярности. Имеется необходимость предварительного и последующего подогрева температурой в 350-400С. Сварка в машиностроении. Справочник. Т.2.djvu
-
Давайте ясность внесем–не п20, а Р20.Так? Инструментальная сталь P20. 3Cr2Mo
-
В каком положении?
-
Была подобная проблема на прежней работе–выбивало частотник привода вращателя вращателя при старте вблизи. Там два шва было-подальше и поближе.И вот когда поближе-через раз и оп! всё потухло.......Поставили сплошной экран из листовой нержи 12Х17,1,5мм( сталь типа КЕ/КН-какая есть/какая нашлась) со стороны ближнего шва( поточное производство)-ушла проблема.
-
 Ну, у Вас дома я бы в сторону корабелки посмотрел(Санкт-Петербургский государственный морской технический университет)–Кафедра сварки судовых конструкций Бакалавриат 15.03.01.01 Оборудование и технология сварочного производства (Очная форма,Очно-заочная форма)
Ну, у Вас дома я бы в сторону корабелки посмотрел(Санкт-Петербургский государственный морской технический университет)–Кафедра сварки судовых конструкций Бакалавриат 15.03.01.01 Оборудование и технология сварочного производства (Очная форма,Очно-заочная форма) -
Так Вы определитесь сначала-в технологи или в электронщики..
-
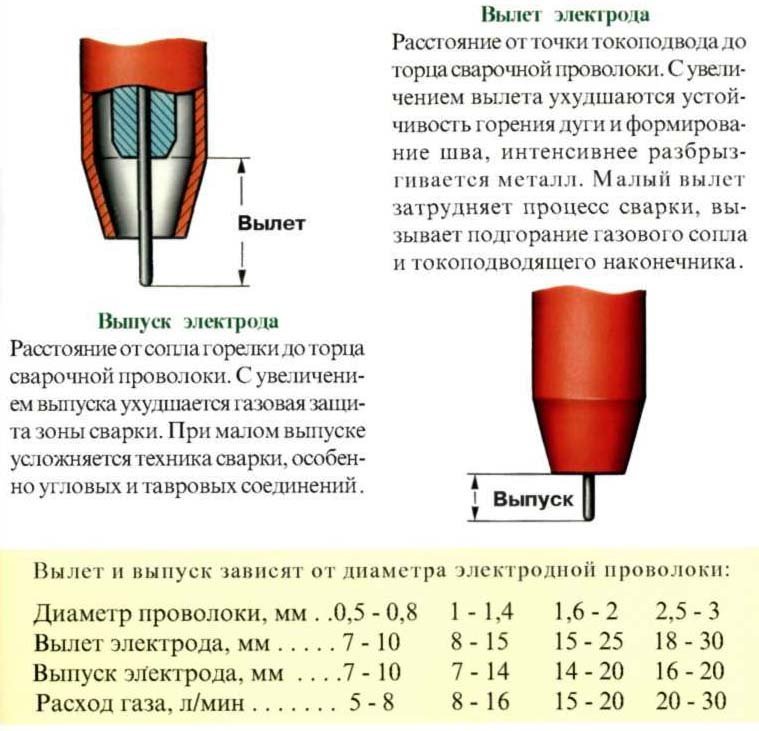
Посмотрите в литературе , что такое выпуск и вылет проволоки. В ГОСТах это не прописано. Для проволоки 0,6/0,8 заглублениеТПН в сопло=0: 1,2-1,4=1мм и т.д....Это для сплошной проволоки. Для порошковой в ряде случаев целесообразно вести сварку на увеличенном вылете для повышения резистивного сопротивления и нагрева проволоки. Выпуск-часть вылета,разница между этими значениями–заглубление ТПН внутрь сопла.
-
Чудны дела твои, Господи...сейчас по местному радио вовсю ищут сварщиков на полуавтомат.Обещают приличную зарплату( белую).Позвонил в ВЭМТ, уточнить сколько нынче стоит выучиться на это дело и облом! курс есть.Но!Не учим, говорят. Как так-то? Больно дорого, да и компетентных преподавателей нет.Мда... Зато аргонщиков лепят конвейерным методом.Хз, куда они потом деваются... в таком количестве..да и ладно,однако з/п при этом по городу низкие на это дело.На полуавтомате выше гораздо.Но их нет...полуавтоматчиков...
-
В плане работы-зависит от локации-где чего больше.И от сложности работ.Вот в Кирове, аргонщиков как собак нерезаных, в итоге–конкуренция среди них большая,з/п так себе.Чуть выше среднего у спеца средней квалификации, чутка за 60.А вот с МИГ-МАГ ситуация хуже( потому что нормально не учат в данном городе сейчас), спрос большой и з/п рванули вверх.За 90 килорублей.
-
Это плохая практика, при малейших проблемах валить всё на проволоку. Как правило, её роль в реальной проблеме почти последняя.Чем обусловлен выбор именно этого диаметра и типа? Проволока достаточно мягкая, поэтому надо проверять всё, начиная от тормоза катушки.Всё подряд.Впрочем, об этом уже говорилось.
-
Также разберите горелку и проверьте, как стыкуется канал с адаптером. Или наконечником, в зависимости от конструкции Используете ли латунную спираль на конце ?.На наконечниках ( новых)надо замерить размер центрального отверстия. Должен быть 1,20-1,26мм( В Вашем случае). И давно Вы этим занимаетесь? Были ранее подобные проблемы? Как решались?
-
madtobacco,Вы давайте заканчивайте Нет. в угадайку играть, толку от этого немного.Если с буквами проблемы–снимите видео.Побольше крупных планов. Тогда шансы на успех возрастут.
-
Это ни о чём не говорит.Надо проверять всё, что у вас на линии подачи, от тормоза катушки до ТПН( кстати, что ставите?) плюс настройки источника/робота. Что за проволока?
-
А Вы уверены, что дело в наконечниках?
-
Ровно те же что и делают для стальной.Вообще, это одно и то же, даже из одной партии, разница лишь в маркировке.
-
По какому направлению? Что я из Вас инфу по каплям вытаскиваю? Чем больше напишите здесь,тем меньше этих же вопросов Вам зададут в личной переписке.Сэкономьте своё время
-
А на кого рассчитан курс?
-
В смысле? Учебно-тематический план? Методику преподавания конкретной темы или урока? План лабораторной работы? Что именно?

