welderman
-
Постов
4 668 -
Зарегистрирован
-
Посещение
-
Победитель дней
175
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент welderman
-
 То что, с теорией не бъётся=хрен с ним.Блажен, кто верует. На том и остановимся. Аминь!
То что, с теорией не бъётся=хрен с ним.Блажен, кто верует. На том и остановимся. Аминь! -
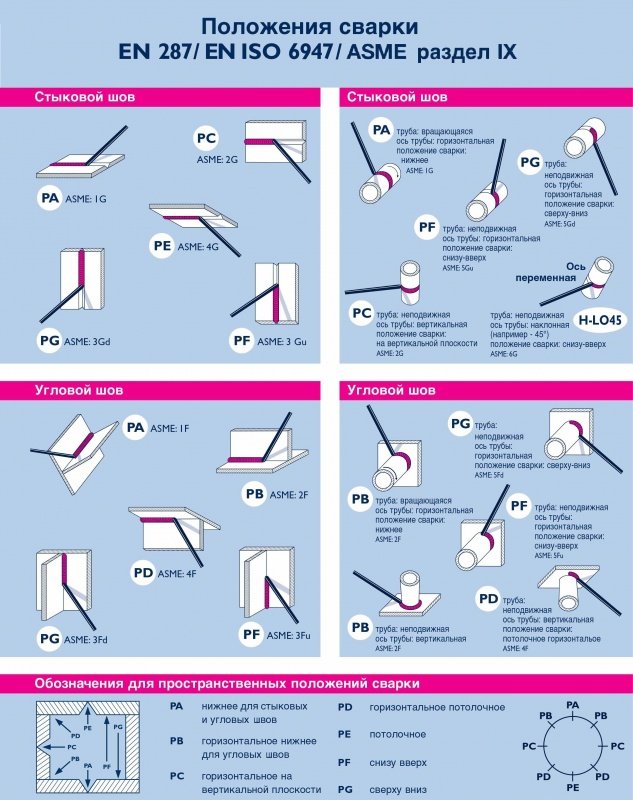
Вы знаете, ничего не понятно. Что имеется в виду под понятием горизонтальный(шов)? Есть положения в нижнем( с вариантами по углу)),вертикальном, потолочном. Есть горизонтальный сварочный шов на вертикальной плоскости. О чём вообще речь?
-
Ага, потом тебя посодют-и сам дурак... прокурор с судьёй ,конечно, посочувствуют, но отвалят по полной.Ибо-нефиг....
-
Моторику надо менять.И понимание процесса.ТОК в МИГ/МАГ-это производная от диаметра проволоки, скорости её подачи и напряжения на дуге.Индуктивность-это не индуктивность в чистом виде, если у Вас не старый трансформаторный ПА, а электронная имитация ШИМ скорости нарастания тока КЗ. Далее,надо видеть как Вы ведёте горелку-вихлять поперёк продольной оси шва категорически не рекомендуется.Небольшие по амплитуде возвратно-поступательные движения не запрещаются, и где-то даже приветствуются.В самых общих чертах всё.Если не успеваете и всё течёт-снижайте режим.
-
Вернее, при неизменном напряжении повышение подачи приводит к увеличению тока, но до определённого значения,при достижении которого необходимо увеличение напряжения, иначе процесс разбалансируется. Собственно, сварка, как процесс, в этом случае закончится.Будут тычки горячей проволокой, дуга потухнет.
-
Нуу, если вечный-то это чугун и литье, и потолще, потолще... По присадке-можно посчитать в диаграмме Шеффлера, что там в шве получиться примерно-верно.https://www.ewm-group.com/iframes/rechner/Schaeffler_diag_ru.html
-
Вопрос не в проплавлении, в общей производительности, без привязки к разбрызгиванию и прочему.Вы путаете тёплое с мягким.Если Вас всё устраивает, работайте , как считаете нужным.Мой пост был о том,что простое увеличение диаметра проволоки не ведёт к повышению производительности без существенного подъёма режима сварки, оценить который необходимо, в том числе, по расчётной плотности тока.Плотность меньше–скорость плавления меньше, общая скорость сварки тоже меньше, при прочих равных условиях.
-
Так-то да, плотность тока при 1,2мм на 170А сравняется с 1,6 только при 300А. Ниже этого значения никакого выигрыша в производительности не будет.
-
Началось всё как обычно-Вашапроволока плохо варит на низких режимах, останавливается в горелке! А это везде так или нет? Нет, только на одном аппарате. Разбираемся.Проверяем диаметр, тормоз катушки( перетянут был зверски, но дело было не в нём), прижим, наконечник( меняем), расход газа( СО2),канал( в норме),заводим эту шарманку на минималке-работает.Показываем клиенту.Вроде успокоился.Потом спрашиваю, на каком режиме это происходит, 2Т или 4Т? 4Т, ответствует.Заводим шарманку в 4 Т и опа! Есть контакт.Всё встало.Оказалось, эта машина в 4Т на положении подачи в 1 у.е на 3 такте просто останавливает двигатель податчика.То есть по факту там не один убитый енот, их там вообще нет.Подняли на 2 у.е. и всё работает как часы. А виновата у него была проволока....Матчасть учить надо!

-
Да как обычно, в общем-то, напряжение плюс подача.Просто надо помнить, что физику не обмануть, и увеличение диаметра почти на 40% не обязательно приведёт к такому же росту производительности.
-
А что удивительного в том, что машина на 350А может работать на проволоке 1,6?
-
Не летаю, здоровья не хватило в юности.Пришлось вот сваркой на жизнь зарабатывать.
-
Эк Вы,маэстро, загнули.Сразу под дых...это нечестно, про такое в ютубах не кажуть... Так летунов на МИГ31 сразу не сажают, ибо убьются и технику покалечат.А сварка-фигня.Сразу не убъёт.
-
Я Вам не намекаю-а прямым текстом говорю-учиться Вам надо,барин. А то и грустно и смешно
-
Зазорного нет, а вот индикатор(маркер)дилетантизма весьма ярок.
-
Образчик манагерской интернет-чуши
-
Расход газа определяется как 10-12 диаметров проволоки,либо внутрений диаметр сопла в мм=расходу л/мин.РОТАМЕТР,блин.....а не ротометр Брызгать может от перманентного банального закорачивания дуги на ванну.То есть от малой длины дуги в данном конкретном случае.
-
Коррекция длины дуги по напряжению и подаче одновременно в машинах такого класса-нонсенс.Максимум-по напряжению.Отображение-либо в убитых енотах, % или в вольтах
-
Ещё раз про т.н.индуктивность"-так-то физически, это скорость нарастания тока КЗ.Какой КЗ-перенос в пульсе? То есть, в данном режиме это будет другая настройка.Какая-не знаю.Может быть всё, что угодно.От формы импульса до частоты. И ещё-бросайте эти дурацкие кальки с инглиша: вольтаж, ампераж...Есть напряжение и сила тока.
-
То, что сейчас вы написали-чушь.В этом случае никаких вариантов коррекции режима на сварочной машине не было бы в принципе.Изучите азы физики процесса сварки плавящимся электродом в защитном газе, почитайте про удельное тепловложение, изучите основы импульсного процесса в дуговой сварке в принципе и в МИГ/МАГ в частности.Всё это есть на форуме по 100500 раз. Да, быстро не проканает.Зато на поиск волшебных настроек(ВН) можно будет забить с прибором.Ну и практика.Обязательно.
-
Ну, это Вам так кажется.А по мне–так ровно наоборот. На Вашем примере наглядно показываем, как не надо осваивать сложные процессы.И до Вас тоже пытаемся донести. Вы пытаетесь решить частную задачу с массой неопределённых величин, не понимая азов процесса в принципе.Такой путь по граблям тоже возможен.Идти им –или выбрать другой, каждый решает сам.Успеха в поисках волшебных настроек.
-
Для начала надо научиться оперировать не надписями на панели/индикаторе( на заборе много чего написано), а обозначениями физики и циклограммы процесса . Предгаз,стартовый ток, время перехода от стартового тока к основному(пиковому), базовый ток, коэффициент заполнения импульса( не путать со скважностью, бесит), время перехода к финишному току,постгаз. Это на первый раз. А также понимать что такое передний и задний фронт импульса, коррекция длины дуги по подаче или напряжению и это ещё не всё. Когда будете понимать, что это такое, Вы справитесь с ЛЮБЫМ аппаратом импульсной сварки, даже с кривой инструкцией и пресловутыми Вашими галочками(Tick).
-
Вот! Вы пишете о чём? Я вот , например, не понял.Вы упираетесь в маркетинговые названия, а надо понимать суть процесса. А чтобы понимать,надо что-то почитать из правильной литературы.Ю-туб помойка, там приличного контента пока найдёшь-устанешь.
-
У меня нет желания Вас обидеть, но даже если Вам что-то тут напишут, это будет из серии "плюс-минус лапоть".Попадание " в цвет" конкретно в Вашем случае будет стремится к 0. Так как не учитывает многие факторы: пространственное положение, вид соединения, скорость сварки, ещё ряд факторов.О которых не пишется, но подразумевается по умолчанию, что Вы об этом в курсе.А Вы не в курсе.И понеслось...наброс на вентилятор( см. выше)...