ОчУмелый
-
Постов
127 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент ОчУмелый
-
 Брайт скотч или щетка, смотря какая чистота нужна, фери и вода. Трубы раскладываем, натираем мыльным раствором, ворочаем на разные бока, споласкиваем, когда высохнет или после сварки - обезжирка.
Брайт скотч или щетка, смотря какая чистота нужна, фери и вода. Трубы раскладываем, натираем мыльным раствором, ворочаем на разные бока, споласкиваем, когда высохнет или после сварки - обезжирка. -
Азот делает металл хрупким, для этого даже греть не надо, время делает свое дело медленно но верно.
-
Да, его там процентов 60 как мне помнится. Натирать тряпочкой горячую железку как в кино не обязательно, нагрел, остыло, промыл, вот и вся хайтек технология )
-
Пасту жрать точно нельзя Пасты очень агрессивные к железу, состав кислот и флюсов я не знаю, все это легко смывается. Трубы же паяют для водопровода, а воду потом едят, значит можно и кастрюли паять ) .
-
Лудильная паста нужна, Вьюрт для кузовного ремонта хорошо, но конский ценник и фасовка только 1кг. Народ пользуют сантехническую пасту для пайки медных труб, практически тоже самое. Отработать только технологию прогрева, для плоского листа, чтобы не коробило. Обязательно сразу же промывать, я мыльной водой натираю и промываю.
-
1. Для начала, смотри ттх на оф сайтах. 2. Что бы тонкое варило выбирай с минимальным током 30А в режиме МИГ-МАГ. 3. Показометры тока/ напряжения на панели обязательно 4. Наличие гарантийных мастерских в своей деревне. https://foxweld.ru/products/elektrosvarka/svarochnye-poluavtomaty-mig-mag/ https://store.fubag.ru/catalog/invertornye-svarochnye-poluavtomaty-mig-mag/
-
Вари все, пока чернуху
-
Сюда выкладывай в обзоры, не жадничай )
-
Потом я ценник видел 105 ))) Аппарат заточен как я понял на тонкое и очень тонкое, честных обзоров только нет, одна реклама.
-
https://cebora.pro/catalog/svarochnye-poluavtomaty-mig-mag/cebora-pocket-pulse/Я себе тоже такой хотел, но жаба задушила, а ценник зимой стоял 99 руб или меньше даже
-
UNO MIG 200 SYN посмотри, для тонкого в миксе самое то и не дорого, маломальский обзор я делал когда купил под новый год. Не давно сосед такой же купил под кузовщину подглядев у меня. Научили еще мы их варить CuSi проволокой в миксе и аргоне, потом соберусь фоток выложу в обзор http://websvarka.ru/talk/topic/12926-uno-mig-200-syn-foxweld/За надежность пока никто ничего тебе не скажет, меньше полу года как в продаже.
-
Старый добрый мовиль давно вымер, вместе с заводом в прибалтике. То что сейчас продают под этим названием, пересыхает через полгода и отваливается пластами, хотя годится гайки и болты побрызгать из балончика.
-
Вот тут есть дешевле ) первое что попалось по запросу. https://allweld.ru/magazin/folder/gazovyye-ballony?yclid=719303211427062342
-
Да, так и делается. Баллон стал не нужный, меняешь его с доплатой, типа за аттестацию. У нас скажем в магазинах есть все мелкие баллоны какие хошь, но если вдруг надо то чего нет, можно купить в тырнете с доставкой, а тут уже надо считать, что дешевле - доставка или "аттестация". С мелкими баллонами правда есть не удобство, их не везде меняют, только заправка твоего, это тоже надо уточнять на месте.
-
Баллоны типа "кислородный" отличаются только цветом.
-
Мощность можно потратить по разному, на холодном режиме будет расправлено больше проволоки, на горячем прогрет больше металл в детали. И при этом, на горячей дуге мощность может быть меньше % на 20 по сравнению с холодным, а скорость сварки выше, при одинаковом заполнении шва.
-
Возможные настройки для полуавтомата это не просто прямая на графике ампер/вольт, а облако ограниченное кривой снизу и кривой сверху которое совсем не параллельные. Где провели разработчики график синергии через облако, по низу, или посередине где то, тут наверное в каждой избушке свои погремушки. И если в одном аппарате так, то в другом и облако может выглядеть по другому, просто даже в силу разности схемотехники. Я в своем китайском аппаратике примерно так это вижу для 0,8 проволоки, график синергии по нижней границе.

-
Как поживаете? редко, но с удовольствием вот зачем
-
Сломается, как потом его чинить? ладно силовая, а плата управления нагнется и привет.
-
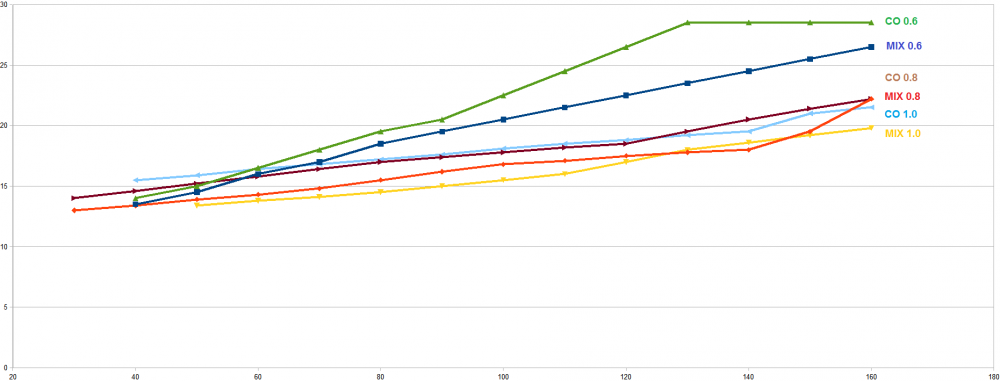
Поизучал немного режимы в СО для 0,8 проволоки, это скучно. Ни чего интереснее чем программа нет, просто крути крутилку в нужную сторону. В миксе с настройками простор, для 0,8 проволоки режим "жара" в программе "MIG 0,6", на 80А, железки 4мм с зазором 1,5мм проваривает больше чем на половину, двойку просто режет как плазморез. Из программы "MIG 0,8" с коррекцией напряжения так не получается, что то немного не то, не так звучит, не так разливает. Все программы в миксе можно обозвать "Gold" ничего холоднее и красивее не настроить И картинок немного, 0,8 проволока в программе "MIG 0,6" и для сравнения 0,8 СО, железки 4 мм Добавил, коррекция на картинке 0,5v а не 5.
-
Новая игруха, работать грех И полезно разобраться во всем сразу, сделать себе шпаргалку по настройкам, чтобы не тыкаться и лепить залипухи, а экономия будет потом
-
Накину еще картинок MIX 0.6, железки 1,2 и 2,0мм
-
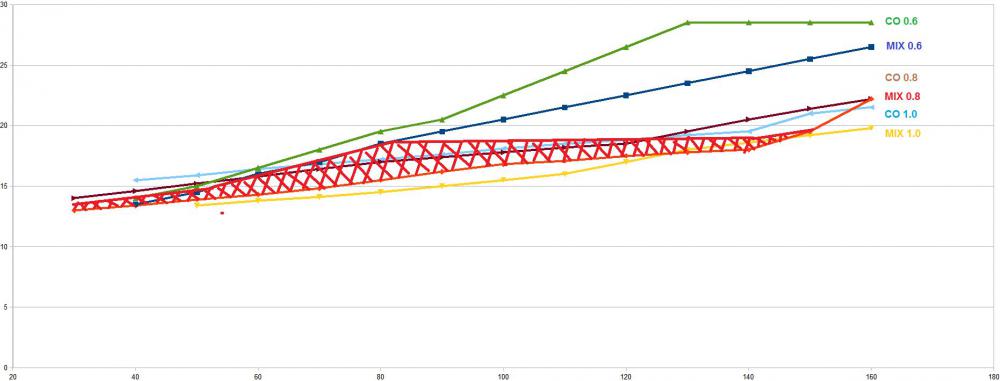
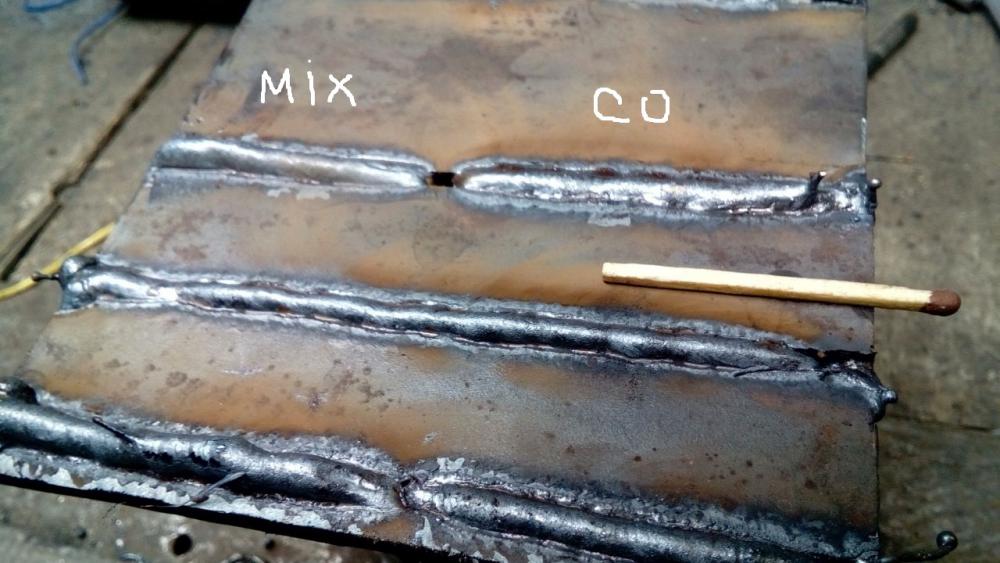
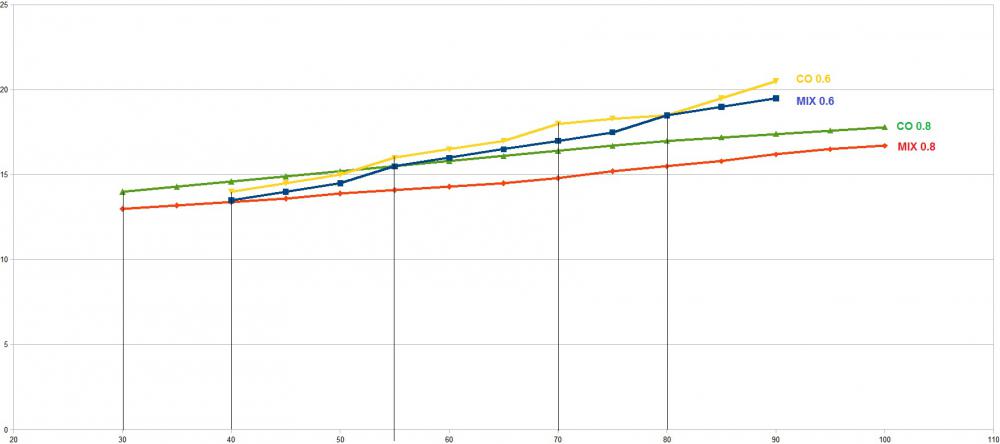
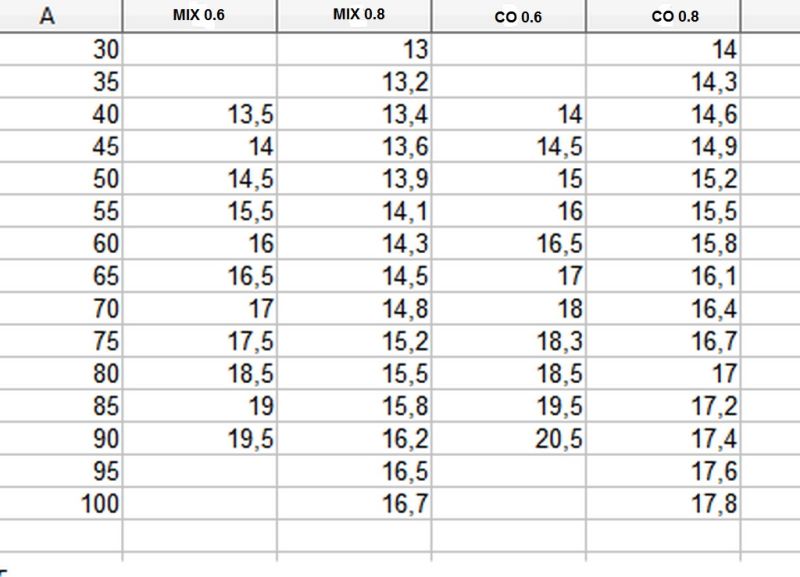
Срисовал таблицу ток/напряжение с аппарата, стало понятнее. Странно, что сделали ступеньки по напряжению на проволоке 0,6. Один график общий для всех проволок до 160А и один для проволоки 0,6, 0,8 с таблицей.
-
185/205 фоксвелды хороши по тонкому, но крутить три ручки заманаешься, особенно когда мелочевка всякая.
-
Нету, ни начала ни конца. Насчет жырно в миксе особенно в углах, наверно можно чуть крутилку добавить и быстрее вести горелку и углом вперед, засада в том, что на маленьких токах ничего не видно ни в хамелеоне, ни через стекляшку.