ОчУмелый
-
Постов
127 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент ОчУмелый
-
До чего дошёл прогресс ))) пришел в интернет и спросил готовое ))) а 40 лет назад я просидел неделю в библиотеке
-
 Сурьма 2,5 % в припое ни как не мешает, ее добавляют для кор. стойкости припоя. Медь может не очень медная в проводах )
Сурьма 2,5 % в припое ни как не мешает, ее добавляют для кор. стойкости припоя. Медь может не очень медная в проводах ) -
Массу наверно не подцепил ))) Если в холостую кнопочку нажимать, то должно быть включается режим протяжки проволоки.
-
Телефон не на что вешать, а выше фото выкладывал, что у меня получается, можно сказать с первого раза. Учиться Тигом есть чему и без перебирания прутка пальцами.
-
Вот смотри, сколько надо времени научиться так подавать пруток ? Пруток диаметром 1,6, метровой длины, рука полностью вывешена, без упора. Я тиг взял в руки месяц назад.
-
В общем тепловой экранчик тема вполне рабочая, надо только делать двухслойный, в один слой он сам жарится ) Такой вот опытный образец )



-
Еще одно изобретение изобрел ) тепловой экранчик к подавалке прутка. Зацените )))
-
Первый раз варю аргоном, ну не совсем первый, истратил уже 20 литров газа на поучиться, тренируюсь на кошках. По порядку 4мм в разделкой в два прохода, 2мм и 1,5мм



-
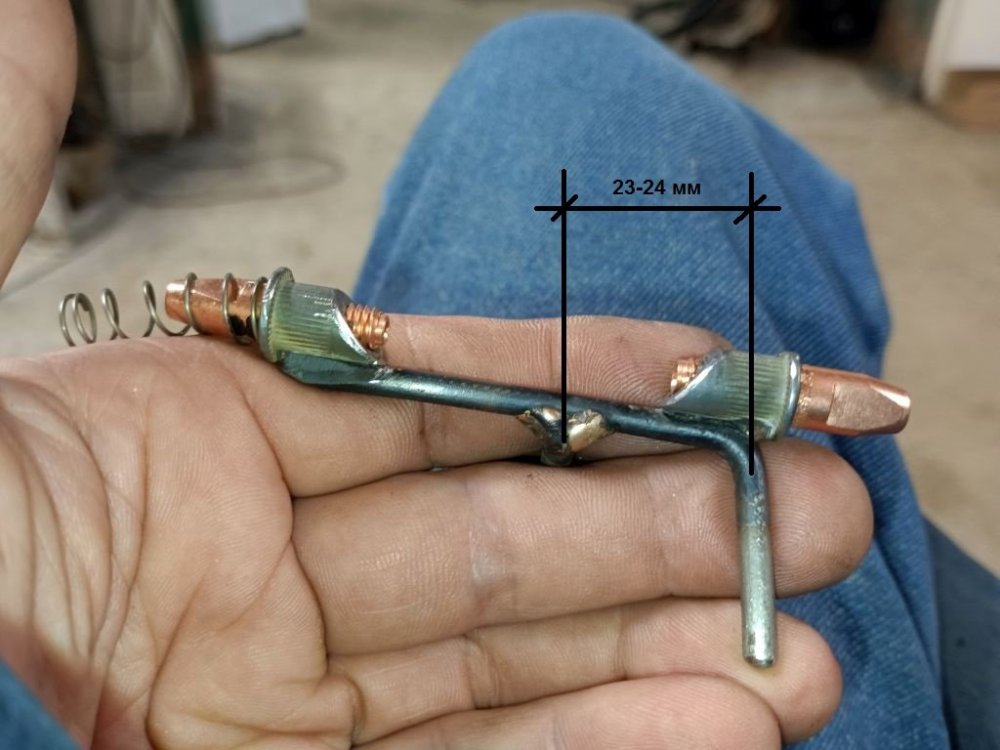
В продолжение. Испытал на прутке 1,6 и 2,0 мм, а толще мне не надо. Красота ))) совсем не надо учиться шевелить пальцами, подается с миллиметровой точностью. Оказалось заднюю направляйку можно не менять под толщину прутка, прикрутить на 2мм и так оставить. Загнутая пружинка нужна как тормоз, так что бы пруток метровой длины сам не падал под своим весом. Для наглядности картинка, как должно ложиться на фаланги пальцев чтобы удобно было в любом положении, у меня это получилось с 3 раза, размеры по своей лапе у каждого получатся немного другие.
-
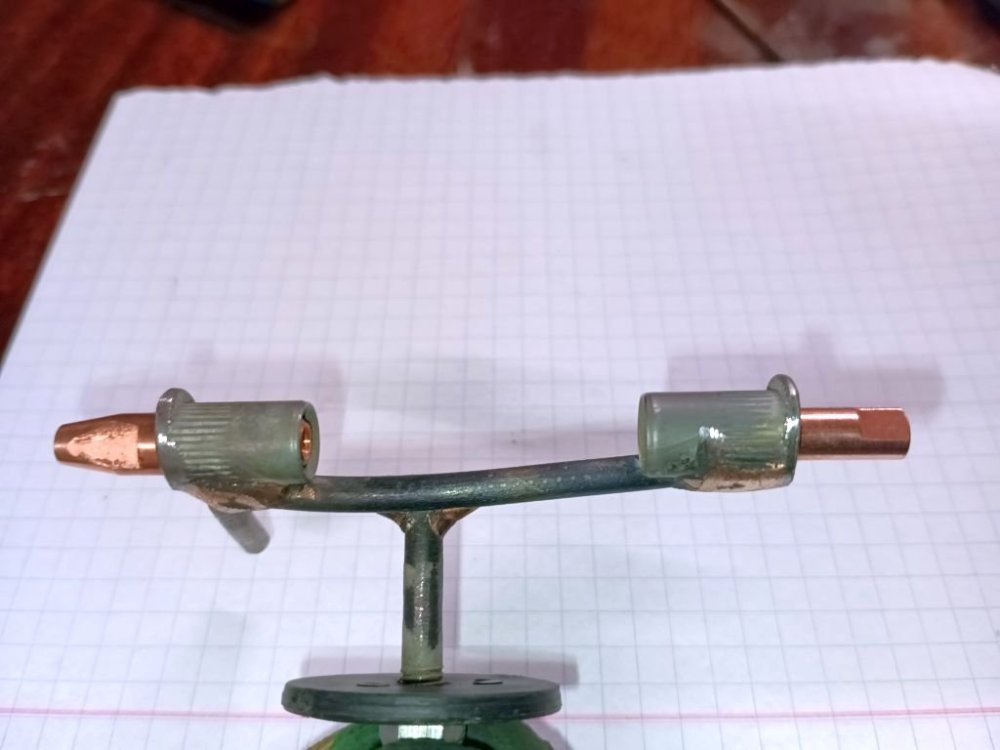
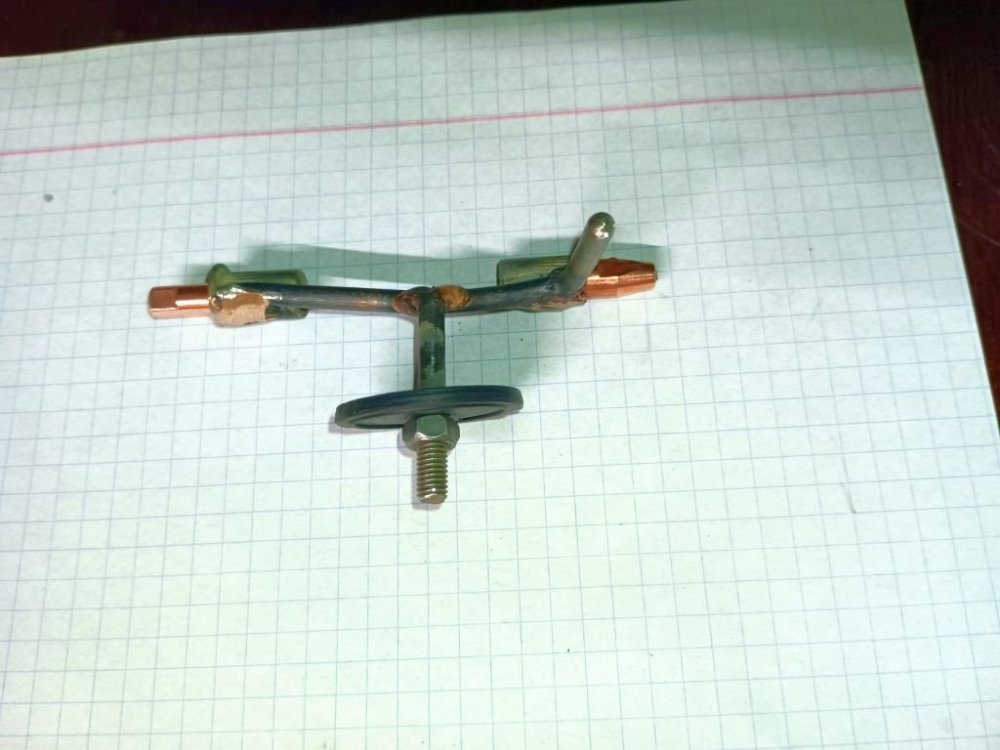
Как то так ) проволока 0,8, расстояние между резбочками 35 мм, пальцы если толстые или для присадки большего диаметра окно подачи можно сделать чуть больше. Для центровки при сварке резьбочки из заклепок М6 накрутил на шпильку. Продать такое нельзя, ибо пошлют ))) печалька.
-
Изобрел изобретение ))) подавалка для сварочного прутка, для тонкой проволоки 0,8-1,0 мм совсем волшебно. Для изготовления нужен только знакомый сварщик )



-
Горелку разбери, там может кнопки и нету, как отдельной детали.
-
Тальк добавляют до 40 % потому что это камень, который ничего не стоит. Буржуинские химики химичат и пайку свою отрабатывают.
-
PP\EPDM + ТD 5 бамперы делают часто с добавлением талька, до 40% (ТD 40), больше 20% практически сколь нибудь надежное соединение фиг получается, очень скользкий порошок )
-
По техничкам - все что было цельное, то сваривать надо в цельное, а как и чем тут варианты, но немного. Прихватки - это залипуха.
-
Как показывает многолетний опыт работы с болгарками, в редуктор лезть со своей смазкой, только ломать )
-
По фанерке балон скользит и без колесиков, а вместо уголков, деревянные брусочки
-
Тоже из обрезков и того что валялось по углам, вешалки для шлангов съемные


-
Жесть оцинковка встык, все как мы любим )

-
Да, частично может и так, но при сварке жестянки обычной проволокой образуется каемка с окалиной, которую просто так не выковырять
-
станковый пулемет ставят на раму из железяк, потом все это привязывают ремнями к фуре или контейнеру
-
лудить или варить бронзой CuSi 3. После бронзы лудится вобще красота.
-
При беглом осмотре тема читается как " Уралсамовар" )))
-
Ну и чему там ломаться, в трансформаторном аппарате? а все что может сломаться собрано на рассыпухе
-
http://websvarka.ru/talk/topic/1091-«dinozavry»-ili-«raritety»/page-14 ( в самом низу страницы) раритет могу тебе продать за 10 тыр, я его 25 лет ломал, не сломал и ты не сломаешь ) тяжеленный тока ужос