Luckystorm
-
Постов
698 -
Зарегистрирован
-
Посещение
-
Победитель дней
32
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Luckystorm
-
Cold tig вам для чего?
-
Star Wars Theme welding music by Fronius [get.gt].mp4
-
Хм, ну ролик довольно необычный на самом деле, внутри установлен игольчатый подшипник и он как бы двусоставной, часть из металла выполнена, и при этом часть сделана из какого то странного материала, чем-то схожим на пластик, но не из него. Не думаю, что в Питере смогли бы такое сделать, а если бы и смогли, то вероятнее всего вышло бы ещё дороже...на фото не видно, но на нем выбита гравировка made in germany, в общем по ощущениям тактильным точно оригинальный. Ещё вот интересно, зачем и чем обусловлено использование этого композита, по идее из цельного куска металлического можно было бы выточить и игольчатый подшипник под размер найти, интересно, этот материал черного цвета что-то изолирует или просто так изготовлено "для понтов" и чтоб подороже продать или все же какая-то идея в этом есть мне неясная

-
Обычно просто ручники берут с запасом по амперам, чтобы на нужных вам показателях было 100 % пв, а из тех, что работают от бытовой розетки можете взглянуть в сторону кедра мультиарк 2000, но он такой, довольно дорогой, можно трёхфазный ручник взять за его цену, бюджетных ручников с 100% пв не может быть)
-
Хорошая мысля приходит опосля если он вдруг поломается - вам отправлю на реанимационные процедуры
-
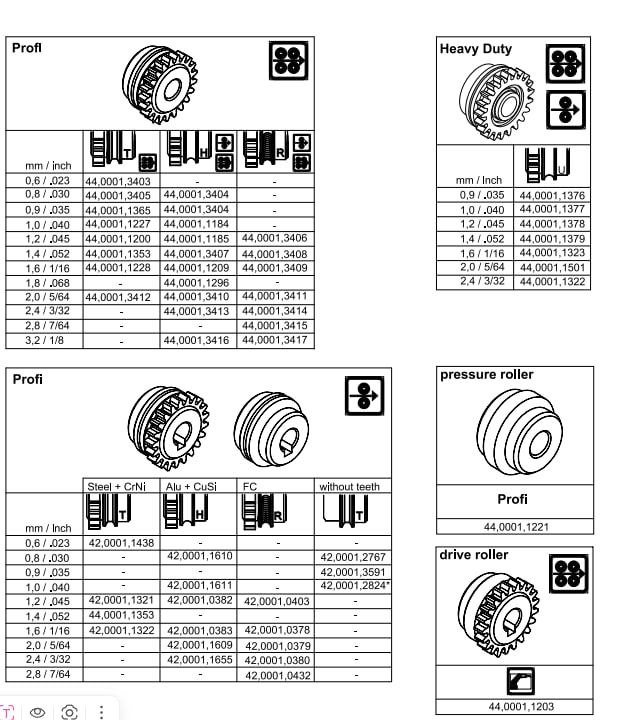
Справился с задачей, квест был тот ещё, заказывал у вражин с Европы через Индию Может кому-то пригодиться когда-нибудь (вырезка из древнего каталога fronius) все удовольствие обошлось в 90 евро за один ролик (80круб потратили на 8шт разных)
-
Пусть это будет противоспутниковая гигантская пушка Гаусса стреляющая ломами на 800км
-
А для чего такое оборудование нужно и что оно делает (любопытно)?
-
На улице у вас газовую защиту скорее всего будет сдувать, если не отгородиться ширмами от ветра. С минимумом вложений для защиты лёгких рекомендую респиратор с 3 классом защиты (например 3м 2135/6035 или аналоги), при подборе фильтра, убедитесь, что вся конструкция в собранном виде влезает под сварочный щиток - это если разовая работа, так же обязательно гладко побрить все лицо для плотного прилегания материала полумаски к коже, иначе надышитесь бяки, если же на постоянку - то смотрите маски с принудительной вентиляцией, такие маски обычно имеют приписки в названии типа adflo/papr/vento/сппв На работе пользуюсь комплектом tecmen tm 1000 c papr, работ связанных с латунью очень много, негативных эффектов не чувствую, т.е оно реально работает. Я правильно понимаю, что опыта в сварке тигом у вас нет? В таком случае для первого раза латунь (хоть даже и наплавка) непростым делом окажется.
-
А почему с непродутым фильтром такой глюк был? Типа датчик скорости воздушного потока в связи с забитостью фильтра считал что фильтр пора менять и уводил турбоблок в защиту или что-то другое?
-
Всегда поражаюсь, когда вижу всратую рекламу с картинкой сделанной нейросетями, вот ты владелец бизнеса, скорее всего шаришь в сварке, ничего не смущает, когда тебе присылают на подтверждение фотографии для рекламной компании? Почему у тебя сварщик держит лазерную ручку и варит чертеж? неужели так сложно сделать 1-2 хороших фото, потратив на это ну от силы полчаса, нет мы лучше потратим намного больше денег отдав их бездарному рекламному агентству, сотрудники которых, без нейросетей даже ответы или комментарии в переписке дать не могут, как и имя свое не вспомнят, если их спросят, а интернет внезапно отключен
-
Понимаю, но под новый год денежка лишняя нужна на подарки), а до частной практики мне еще несколько лет расти (покупать тиг трехфазный и авто и много чего еще или арендовать рабочее место под мастерскую), к тому же санкционку или панч для меня не проблема раздобыть данное обьявление не ради подзаработать (для этого есть авито и другие площадки) а скорее про возможность попробовать данный сварочный материал тем, кому килограмм сразу затруднительно заказывать или нецелесообразно ради разовой работы, панч на форуме кстати отдаю по закупке
-
Продам присадку ПАНЧ-11 диаметр 2.0мм 400 руб \ пруток. Рубленные прутки длиной в 1м. Так же есть несколько пачек санкционных европейских электродов esab 92.18 2,5mm 0.7kg - 3500 руб \ пачка. Отправка по всей РФ, любым способом на ваше усмотрение.
-
Это хорошо, когда можно ржать, порой бывало очень грустно, когда приезжал по рекламации, типа ааа, мы у вас купили новый аппарат, а он не работает как надо, а только плюется, приезжайте к нам/меняйте аппарат/гоните деньги ааа, приезжаешь, смотришь на все это убранство, просишь отвести к аппарату, там стоит матёрый сварщик с таким лицом, типа фуу, что вы для меня купили, я только на кемппи работал раньше, и вообще, что за паренька прислали сюда ко мне - бате сварки. Просишь показать что не так, а он крутит регулировку индуктивности с зажатым курком горелки и такой с немного ехидным взглядом победителя восклицает смотрите, ну вот не варит же, а только плюется, шляпа ваш аппарат! я молча начинаю крутить барашек напряжения, отстраиваем процесс (при этом есессно стоит руководство в полном составе) объясняю что на панели за что отвечает и принципы настройки аппарата и уезжаю. И вот как думаете, извинился кто-нибудь за хамское общение и наезды? Конечно нет. Реальная история. Ещё были истории когда кнопки режимов сварки стояли в режиме ММА (интересно и почему же он не варит?) или ручники у которых тумблер был в положении управление током с пульта (аппарат сломанный, ток не выставить)
-
Не стоит огорчаться, вам просто несколько раз пытались донести исходя из личного опыта, что ваш полуавтомат будет разумнее использовать по основному назначению, а именно для сварки обычных черных сталей, типа для различных поделок и мебелей из профиля например, все же он под эту задачу в основном проектировался, а все, что касается качественной бытовой и хоббийной сварки цветных металлов делегировать это более подходящему и действительно универсальному оборудованию, коим является аргонодуговой аппарат (tig ac/dc pulse), 200 амперным аппаратом, работающим от обычной розетки можно много чего сделать на самом деле. Ваша основная ошибка это считать не универсальный аппарат - возможным решением всевозможных сварочных задач, что неправильно. На своей работе я в основном только тигом и пользуюсь, ремонтируя отливки из самых разных сплавов (чугун, медь, латунь, бронза, алюминий разных групп и нержавейка). В теории я бы мог выполнять эти работы и на полуавтомате, но с гораздо худшим результатом и потерь времени на замену катушек и отстройку режимов, я лучше электроды по той же меди или по нерже возьму, чем полуавтоматом пытаться это делать. К тому же универсальные и толковые полуавтоматы стоят немалых денег. Если бы это было не так, то почти все производства не закупали бы аппараты стоимостью 400-1000+ крублей.В наше время, в особенно во время кризиса сферы продаж в сварочной отрасли, аргонники не так уж дорого стоят, точнее они никогда не стоили настолько дёшево, как сейчас, даже с учётом доставки с материка. Да и на Авито бывает проскакивают неплохие варианты взять почти новый Сварог (например е201b), у которого гарантия ещё будет действовать 4-4,5 года, который включали от силы пару раз. На освоение тиг сварки, изучение теории и на то, чтобы поставить руку может уйти несколько месяцев и много аргона, но если вам интересна сварка и у вас есть какие-то проекты/поделки, которые хотелось бы реализовать, то это стоит того. Я вот буквально недавно осознал в своей голове, как делать приятно визуальные швы на алюминии без использования импульса, а когда осознал это, удивился тому, насколько же все на самом деле было просто! (На осознание ушло 8 месяцев ежедневной практики ).
-
Аппарат с этого видео стоит 200килорублей, и имеет как синергетические программы составленные итальянскими сварочными инженерами для сварки алюминия, так и импульсный режим, это раз. За эти деньги можно взять трёхфазный тиг с бво и ещё сдача на гаражный полуавтомат с двойным импульсом останется. Канал "сварщик в городе" один из самых рекламно ориентированных и изначально был проектом, чтобы тянуть бабки с рекламы, профи хоть в чем-то, лично мне их очень сложно назвать, по сути это контент для тех у кого ещё аппаратов по большей части нет и в сварке не разбираются, как и например канал "сварщик из Москвы" это два. Из чего-то хоть более менее адекватного и с доступным языком обратите внимание на каналы с ютуба "100 ампер" и "гори дуга". Да они тоже скатились в рекламу, не осуждаю, кушать то всем что-то надо, но по их видео можно хоть чему-то научиться, кроме как быть лепилами. Во втором видео наглядно показано, что получится с первого раза у человека не имеющего опыта в сварке линейными п/а, ну если подобие этих "швов" зачищать заподлицо и прочность не важна, то можно и так, конечно Кстати аппарат с второго видео очень недурственнен, но работы с алюминием, увольте, он не для этого проектировался! Апдейт: частично беру свои слова обратно, про отсутствие опыта в сварке алюминия линейными п/а, досмотрел второе видео до конца за кружкой чая, второе соединение у автора ролика хорошо получилось для аппарата такого уровня.
-
Чуточку выше Сергей Николаевич советовал 4-томник сварка в машиностроении, хорошая книжка, периодически обращаюсь к ней на работе (даже купил полное бумажное издание на Авито), но она все равно для меня в некоторых моментах сложновата, а точнее в расчетах и формулах, мне прям не хватает образования, чтобы понять и осуществлять эти расчеты (очень хотелось бы), надеюсь когда буду получать высшее образование, это таинство сложных сварочных расчетов приоткроется для меня но как общий справочник вполне. После ее прочтения книжки про сварку в судостроении и авиастроении гораздо бодрее восприниматься стали.
-
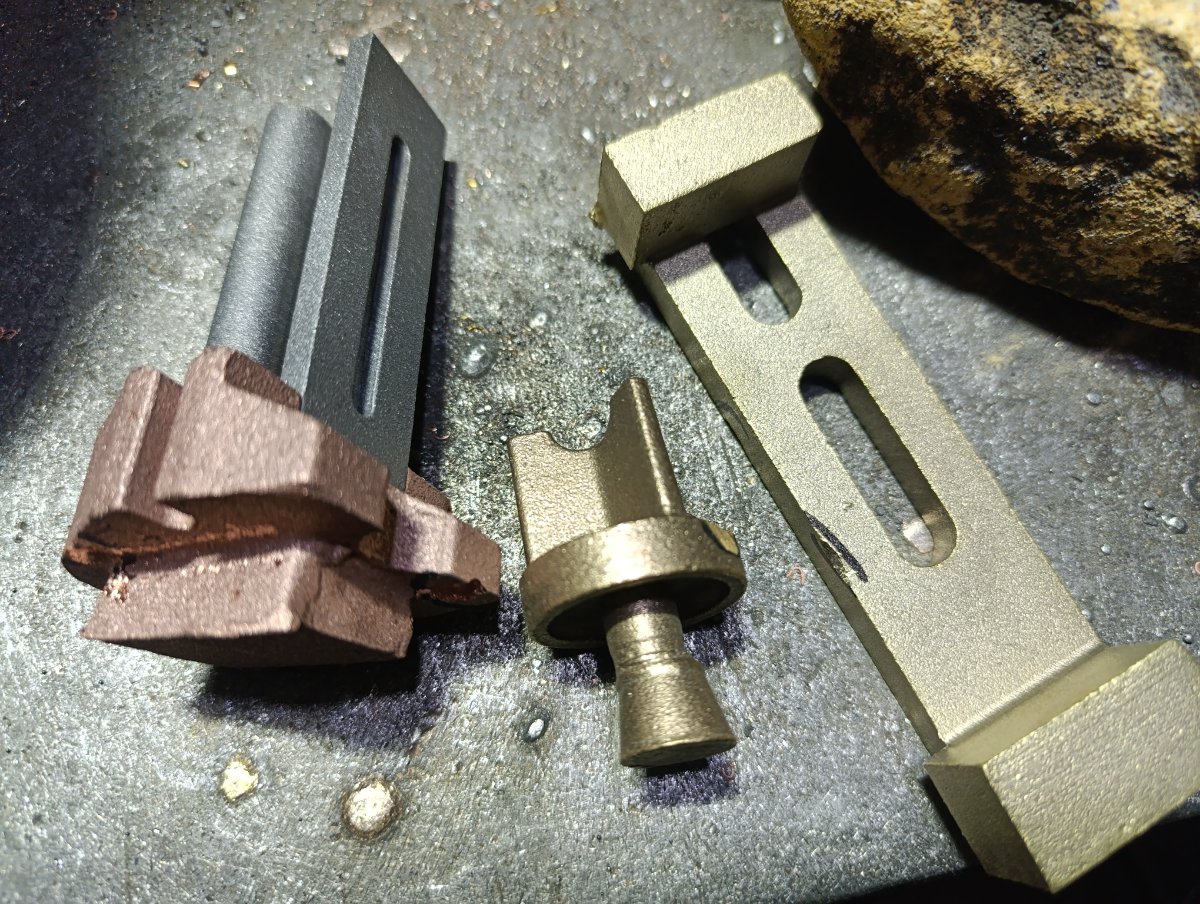
Не сочтите за сарказм, но медь имеет медный цвет (золотисто розовый по мнению дизайнеров) , бронза - бронзовый цвет (золотисто темный/золотисто коричневый), латунь - цвет латуни (золотисто-желтый, очень благородно выглядит). вот вам фото для примера (слева направо идёт медь, бронза, латунь) касаемо свойств этих сплавов рекомендую почитать любую книжку о сварке (на форуме доступны бесплатно, в разделе загрузки) или посспрашивайте deepseek (отличная нейросетка для несложных вопросов), а вообще эти сплавы прекрасно обрабатываются, например бормашинками работать с ними одно удовольствие. Вообще для этих сплавов необходимо иметь тиг (аргонодуговой аппарат). Но вообще, если прям приспичило сварить медь и бронзу, можете это сделать и на п/а проволокой cusi3, предварительно прогрев детали. Что будет при сварке латуни полуавтоматом я не знаю, не проверял никогда и вряд-ли доведется Латунь также можно сваривать присадкой cusi3 (кремний отлично гасит бурную реакцию содержащегося в латуни цинка, как бы притушивая его), но я использую присадку CuZn40, с ней посложнее, но зато места сварки практически неотличимы от основного металла изделия.
-
Было бы справедливо дать за это премию, 3-4 месяца назад поднимал вопрос поднять мне з/п, обосновывая это тем, что и объем работы возрос (при трудоустройстве мне говорили, что работы на полдня, а по факту теперь если не задерживаться, то детали копяться как ком) и то, что я свои обязанности выполняю лучше чем предыдущие сварщики (со слов коллег), да и свариваю без лишнего мяса, практически заподлицо или практически идеально повторяя утраченную изначальную форму зарезанных деталей, что на самом деле сильно экономит время при последующей обработке в виде зачистки бормашинками, напрямую повлиял этим на производительность своего участка, но увы, мне отказали. Думаю надо скататься в офис и пообщаться с непосредственно руководителями и фин.директором по данному вопросу и про благодарность и про поднять зп. Сегодня позвали сваривать отвод для водного бака объемом 5000л, мне "очень понравилась" подготовка стыка (делал не я), в каждый угол можно было засунуть по 2 пальца Правильно конечно было бы вырезать угловые вставки и вварить их, но меня торопили и пришлось просто наплавить несколько слоев (вырезать и вварить вставки было бы быстрее ) благо давления там почти нет, шлак в последнем шве не стал сбивать для доп.герметичности
-
Ну если это действительно стоящая технология и жижа волшебна, сделать реверс-инжиниринг ее и повторить А что, братьям из Поднебесной можно так делать, а нам нельзя?
-
Тут ещё вопрос точно ли нейтральна для сварки эта волшебная жижа, например спрей антиспаттер который мне дают, заявлен как нейтральный и не влияющий на сварку, но спустя время баллончики почему-то сами по себе теряют давление и внутри баллончика остаётся просто "водичка" с антипригарными свойствами, я типа этой водичкой горелку просто заливаю, так вот если капля этой "водички" попадет в сварочную ванну, в шве будут гарантированно поры. Глупый вопрос конечно, но нельзя ли взять чистую тряпку/салфетку, как нибудь пропитать ее этим покрытием поводив ею по проволоке и сделать хим.анализ?
-
Вы правы, сейчас работы много, и есть горящие заказы, которые типа надо сдать до конца года, пока есть возможность беру переработки, помимо основной 8 часовой смены, часто остаюсь ещё на 3 часа дополнительно, по шарику обычно выставляю 12 л/мин (думаю фактический выше), сопло в основном номер 10 на линзе, предгаз 1,5 сек обычно (иногда больше выставляю, секунды 4 для труднодоступных мест, где требуется вольфрамовый электрод выдвигать, а иначе поры), постгаз - 5 сек, чтобы электрод остывал в защитной среде и не чернел (я кстати не знаю, а что будет, если вольфрам будет чернеть и остывать не в среде инертного газа и как это будет отражаться на сварке). Понимаю, что линза как бы и не нужна на алюминии/стали/латуни, но мне лень каждый раз расходники менять. До моего прихода тут за один баллон аргона платили больше на косарь в среднем, да и по другим тех.газам примерно так же, так что не вижу смысла часто менять сопла и снижать расход газа, при том, что подарил предприятию на котором тружусь экономию д/с в 2-2.5 млн в год чисто на обмене баллонов сменив их поставщика (который кстати недокачивал газ стабильно) на дружественную мне компанию
- 31 ответ
-
- 3
-

-

-
Отливки с различными дефектами, которые лечатся сваркой/наплавкой, всякие непроливы, включения корки, засоры, пустоты и.т.п, также исправляю косяки фрезеровщиков или резчиков, которые отрезают детали от питателя, наплавляя и восстанавливая правильную геометрию того, что они лишнего срезали, а так косяки отливок разделываются / и отдают мне на заварку, работа в целом несложная, и учитывая, что это мой первая работа сварщиком - отличная возможность понять как ведёт себя тот или иной сплав, да и практики довольно много, у меня часто бывает, что за смену баллон аргона 40л трачу
-
Вообще в этой теме настолько разжеван вопрос выбора, упоминания некоторых аппаратов встречаются по многу раз, если самостоятельно прочитать всю ветку, можно выписать для себя список достойных аппаратов и брать чуть ли не любой аппарат из этого списка, соразмерно своему бюджету и близости к сервисамв таких темах практически перестал помогать с выбором, т.к и лишнюю ответственность брать неохото, если например человеку аппарат "не зайдет", да и добро не вознаграждается, на прошлой работе за рекомендации деньги хоть какие-то иногда получал вообще если сделать некий обязательный шаблон для постинга в эту тему с помощью в выборе, то все станет проще и без лишней воды и траты времени. Пишем типа: 1) регион пользователя/регион эксплуатации оборудования 2) бюджет от суммы и до суммы, новый или б.у. 3) интересующие виды сварки и для каких целей берется аппарат 4 ) тип электросети 220/380/генератор и ее качество 5) всякие хотелки и пожелания 6) психологическая наклонность к какому-то бренду/стране производства и красные флаги касаемо оборудования Если что-то забыл, то можно дополнить)
-
У кого то сегодня день ног, а у меня день алюминия и латуни Забавляет такое явление как парейдолия, иногда разделка или отметки отк складываются в забавные рожицы, типа детальки просят их спасти