Luckystorm
-
Постов
740 -
Зарегистрирован
-
Посещение
-
Победитель дней
38
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Luckystorm
-
Есть шансы на возобновление поставок? негорючие перчатки были очень клевые
-
Расскажите про ваш чудесный волшебный аппарат, кстати, где о них почитать можно,может быть литературу какую посоветуете (ответить можно в личку, если данное обсуждение совсем не уместно в теме обзора аппарата) ? Тоже хочу в эту тему вкатиться и поделать всякие настойки на основе самостоятельно изготовленного крепкого напитка аппарат сам изготовил бы с нуля, материал думаю подходящий не проблема для меня найти будет П.с. Как-то видел на просторах интернета, какую-то колонну (выглядящую очень дорого), корпус нерж, медный змеевик увесистый, стеклянный корпус и ещё в том аппарате зачем-то использовались весьма массивные медные пластины, для чего это добро все нужно?
-
На работе есть ручник ресанта для всяких мелких бытовых работ, типа подварить что-нибудь. Его еще беру в проходную печку, если нужно сваривать нихромовые нагревательные спирали, свой ручник жалко брать на такую работу, т.к внутри очень жарко. Так вот, крутилка у этой ресанты ну очень неточная. На ок-46 3.2 мм в среднем ставлю ток 120-135А, когда как на z203-ем 80-90 и ощущения по тепловложению дуги примерно схожи. Кстати работать ресантой электродами ОЗЛ-6 при сварке нихромовых спиралей, без мата практически невозможно и просто пытка, когда как z203-ий их хорошо разжигает даже при сварке точками, особенно если форсаж дуги крутануть посильнее. А вот 63.30-ыми ресантой сваривать очень даже приятно. Так что походу реальное НХХ ресанты не соответствует значению заявленному производителем...Да и по крутилке 30А это наверное где-то 10-15А реальных, так что не совсем удивительно, что у вас не розжигается ничего на таком выставленном значении тока...
-
Некоторые швы по чистоте похожи на мои швы, когда завариваю отливки в которых была всякая бяка и ее недостаточно хорошо удалили, приходиться в таком случае самому брать бормашинку и выгрызать весь этот кариес и включения не пойми чего, круглым шариком, а иначе иногда вообще ну никак не вариться! Алюминий с присадка просто расползается вокруг постороннего включения, а оно (включение) зараза такая, ну никак не хочет всплывать наружу. Мне ОТК помечает места возможных дефектов в отливках черным маркером и кстати, если не зачистить этот маркер, хотя бы щеткой, то шов будет хреновым с виду и чернота будет. Это если что не критика, просто рассказываю про важность подготовки, алюминий очень любит чистоту, все мастера на Ютубе работающие с алюминием на высоком уровне вкладывают очень много сил в его подготовку перед сваркой. Иногда это прям 95% работы, а непосредственно сварка это награда А в целом хочется вас похвалить, вижу, что вы прям прогрессируете, вы молодец! Кстати, а кто как ухаживает за фрезами? У меня уже немало скопилось забитых алюминием фрез, некоторые получалось каким-то непонятным мне чудом очистить об сталь, но большая часть прям совсем гладкие, настолько сильно забились. Его как нибудь можно оттуда удалить? Выкидывать как то жалко.
-
Для хорошего розжига основных электродов надо чтобы источник имел высокое нхх, а бренд это или не бренд это уже не самое важное. Высоким данный показатель наверное можно считать от 70-ти, хотя не совсем уверен. Например значение данного показателя у моего сварога z203 составляет 73В, при том, что аппарат просто хороший китаец, проблем с уоньками у меня на нем не наблюдалось. Но думаю ewm pico 162 будет в этом плане получше, у него аж 105В. Взять тот же популярный аппарат, которые закупают всякие компании осуществляющие сварку труб kemppi minarc evo 180, у него 90В. То есть как бы на 90в в идеале и надо стремиться, если важен хороший поджиг.
-
Любопытно, а почему это изделие отнесли к разряду несвариваемых, есть предположения из какого сплава оно изготовлено?
-
Когда только появился аппарат динамика 200 эксперт (та же 160-ка просто помощнее), он мне показался очень интересным, в свою цену получить 4-ех роликовую подавалку, одинарный и двойной импульс, возможно установки к300 катушки, на бумаге очень даже неплохо аппарат выглядел и вызывал интерес на выставках как у представителей торгующих организаций, так и у сварщиков. Какой-то статистики по данным аппарат предоставить не смогу, лично мной этих апаратов было отгружено всего 3-4 штуки. Но в целом, у меня есть небеспочвенные личные предубеждения насчет бренда Аврора, а точнее о их не самой сильной стороне в лице сервисных центров. Почему заинтересовал именно этот аппарат? Почему 160-ка, а не 200-ка?
-
Задумался сварить какую-нибудь подставку для хранения сварочных прутков в тубусах, стало интересно у кого как хранение этих сварочных материалов организовано? Может подгляжу, что дельного для себя. По поиску форума обсуждение данного вопроса не смог найти
-
На тренировочных пластинах/железках рекомендовал бы в первое время делать пропиливание диском или нанесите маркером/чертилкой прямые линии, чтобы стараться вести по ним, так вы научитесь не теряться в пространстве и выдерживать ровную линию шва, не торопитесь, ручная дуговая сварка (кроме сварки тонкого) медитативный процесс, спешка не требуется, поставьте задачу себе положить монолитный валик, одновременно осуществляя проплавление основного металла. Как говорил мне мой мастер, не бойтесь прожечь, исправление ошибки в виде прожига - отличное упражнение, чтобы больше понимать, что такое проплавление и тепловложение. Это немного вредный совет, но на первое время, чтобы привыкнуть к весу электрододежателя, поддерживайте основную руку другой рукой, тем самым вы добавите руке стабилизации и соответственно улучшите ваши движения и внешний вид валика/шва. Вредный совет потому, что когда вы столкнетесь с ситуацией, что невозможно сваривать обеими руками (например левой рукой нужно держаться за стремянку/швеллер работая на высоте) ваш шов будет не очень, т.к привыкли к двуручному хвату электрододежателя, ну это на самом деле нарабатывается временем и опытом, недавно осознал на работе, что у меня уже довольно сносно сваривать левой рукой при осуществлении неудобных работ, хотя я правша Выбрать мощный электрододежатель возможно было ошибкой, намного удобнее оперировать 300А вариантами, хотя никто не спорит, что вес это надежно и долговечнее. Возможно это тоже немного вредный совет, но некоторые соединения рутиловыми электродами удобнее осуществлять точечным методом (сварка точками, каждая последующая точка частично перекрывает предыдущую) иногда при работе с тонким металлом электродами никак иначе и не выполнить работу
-
Тут вообще как будто бы электродом в ванну махнули, странно выглядит

-
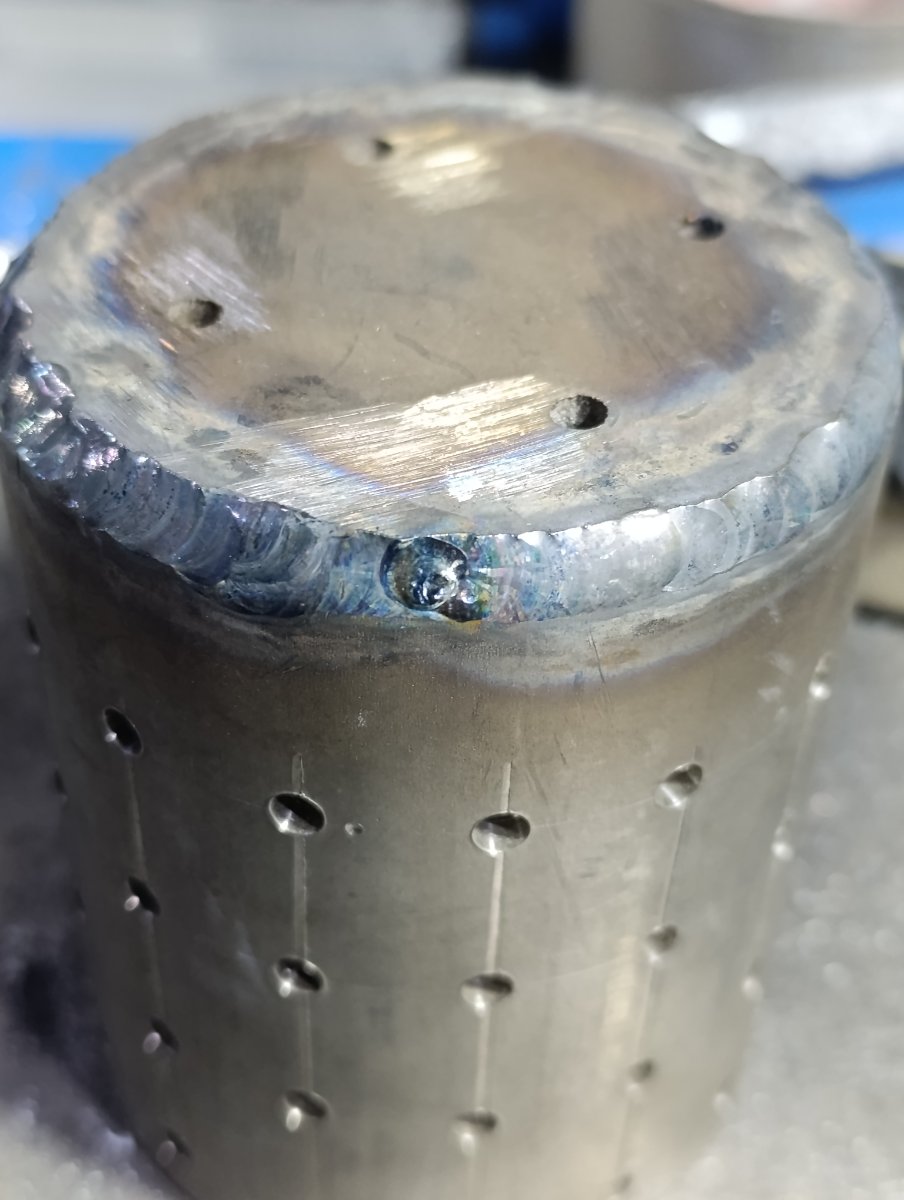
Как-то тут спрашивал про сварку титана. Что-то в последнее время неладное с этими титановыми стаканами, которые литейка использует в качестве поварешки для закладывания "литейных добавок" при плавке алюминия. Отваливаются не по моему шву (я привариваю стержень титановый к дну стакана). А по самому шву стакана, которые нам изготавливает контора на стороне. Мои швы как будто бы и "не съедает", а основное тело стакана отваливается по шву, где тело приварено к дну. Как понимаю их сваривают своим телом, если смотреть изнутри я не вижу провара и ещё напрягает, то что внутри какой-то белесо-желтоватый налет. Правильно понимаю, что изнутри не осуществляется поддув аргоном и соответственно все эти стаканы можно считать недостаточно качественными и чуть ли не браком, раз они таким образом по их шву разваливаются?
-
Обезьяна - бригадир грустит, купила 17-ый iphone с нейроассистентом для сварочных расчетов, вся ее последняя премия на это ушла. Но что-то Петрович и другие сварщики не слушаются и отказываются соблюдать рекомендации озвученные голосом Siri. Пишет обезьян в техподдержку, что программа не работает, в ответ ей присылают последнее обновление созданное специально для российского рынка. На следующей день обезьяна собирает своих сварных в вагончике , жмёт кнопку, из динамиков начинают звучать слова громовым басом человека, который всю жизнь отдавал долг Родине на флоте. - Так, слышь, Петрович, ***! Сегодня варим трубу, техкарта такая: на корень берёшь лбшку, ***, на заполнение уонии, ***, не тупи, ***, полярность прямую поставишь — яйца оторву, ***! И без перекуров, ***, каждые пять минут, понял, ***?! Всё, по местам, ***! Петрович и остальные в восторге: — Во, это я понимаю, интеллект! Наш мужик!
-
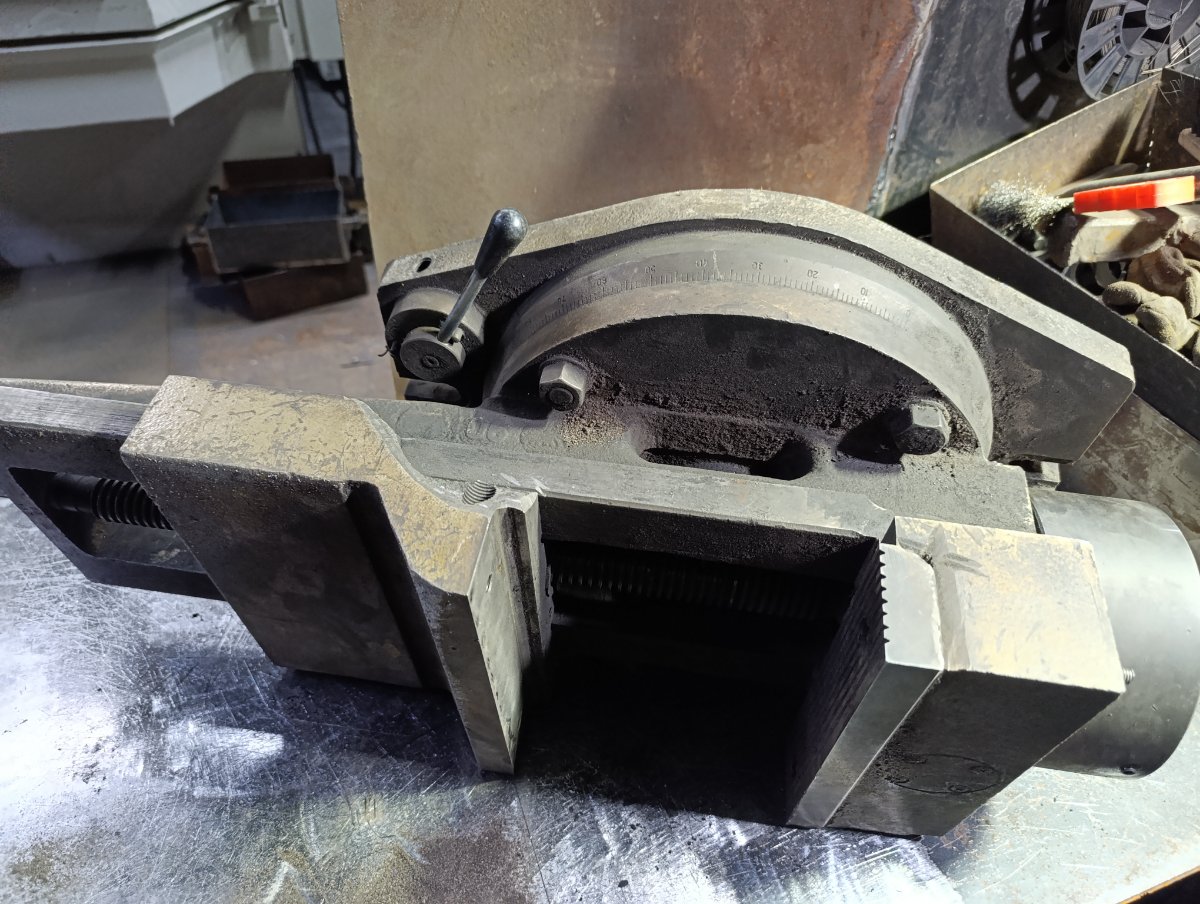
Пневматические тиски установленные в отрезном станке, как я понял кто-то по ним хорошенько стукнул чем-то тяжёлым при обслуживании отрезного станка. Хотели покупать новые (сказали дорогие очень, тысяч от 150 может и больше) , предложил попробовать эти как-то починить. Понимаю, что разделку стоило бы сделать глубже, но снова надо было выдержать плоскости (для меня неопытного было довольно сложно, т.к сварка велась с трёх сторон и при этом сохранить резьбу, удалось со второй попытки). Уже установлены и трудятся в станке месяц. Вроде не должны ещё раз лопнуть, если только не специально по ним бить, т.к участок где был излом вроде как и не нагружается. Блин, а я бы заморочился бабуля готовила иногда домашнюю лапшу (пасту) , у нее подобный станочек был, он тесто раскатывал и резал сразу на выходе, по вкусу ни в какое сравнение с макаронными изделиями из продуктовых, крутая штука, только губы туда лучше не совать
-
В обеденное время завожу привычку, вместо того, чтобы сидеть в курилке, лучше делать какую-то фигню для дома которая нужна раз в месяц или реже и на которую впадлу тратится, на этой неделе сделал шило (вилку) для кальянных табаков и бисквиторезку (и то и другое из нержавейки). Ещё вот чего нашел
-
На претендента рутилового Грааля кстати могу порекомендовать монолит РЦ в тубусах по 1кг, когда продаваном работал все "дачники" и заборостроители от них в восторге были и приходили за добавкой Прикол этой упаковки в том, что она позволяет держать данный см без отсыревания на складах не предназначенных для правильного хранения электродов, т.е можно сразу ими работать из пачки и пор в шве не будет.
-
ОК в названиях электродов пр-ва эсаб это отсылка и дань памяти к основателю компании еsab Оскара Кельберга, его сокращённые инициалы и есть ОК Этой компании так-то немало лет, первый выпуск их собственного журнала аж 1936 года
-
Сделал какую-то кочергу из нихрома для литейки, непонятно только как ее собрались использовать, стержень нихромовый, что дали был 10мм толщиной, гнул с помощью резака, сварка этим же стержнем порезанным повдоль с помощью ушм Несмотря на спешку на мой взгляд получилось довольно изящно Можно хлеба из печей доставать
-
Перечитайте пожалуйста внимательнее всю ветку целиком, в двух своих сообщениях указал аж 4 модели сварочных аппаратов
-
150-200к это не деньги для сварочного производства, такой аппарат реально окупить за 1 месяц или даже быстрее, моментально с одного нормального заказа, а бабки он будет приносить около 7-8 лет, если прям совсем жаба душит, посмотрите в сторону j-04m, у меня были клиенты которые пихали в него проволоку 1.2мм а ему хоть бы хны, очень живучие аппараты
-
тут еще надо думать о быстрой окупаемости и о адекватном\качественным и быстром сервисном обслуживании, я бы на вашем месте взял бы что-нибудь из Сварога например модели n258\n222\n216s, выбирать из этих от бюджета и удобности форм-фактора, так же рекомендую попробовать поработать на сварочной смеси, если еще продаванам мозг повыносить, их реально взять со скидкой процентов в 30 от РРЦ указанных на сайте сварога. для таких токов 36-ой и 26-ой горелки серии tech будет достаточно
-
Никогда не понимал интерес к 5л баллонам, в моем городе заправка баллонов такого формата по стоимости как заправка баллона 10л. Самый топ это 20л низкие углекислотные баллоны широкого диаметра, мы их бочонками называли, удобны к транспортировке, их вполне реально и легко реально передвигать и загружать в легковушку, да и устойчиво стоят на тележках для сварочных аппаратов.
-
 Тут такое дело, между 100 и 10, выберут 0. Не по причине того, что денег нет и не хотят их тратить, а потому что самый ответственный сотрудник за хозяйственную часть дорабатывает свои необходимые пару лет до пенсии\глобальной усталости и из-за этого некоторые моменты связанные с обслуживанием оборудования, правильным уходом за ним, адекватным монтажом и всем сопутствующим делают часто неверно, неправильно, не должным образом, в том числе, потому что человек ответственный за это вот все, не хочет вникать в различные нюансы, практически ни в чем не разбирается на должном уровне и продавливает принцип "и так сойдет". Подчиненные ему сотрудники не будут спорить, а делают как велено, хотя и знают как правильно. Чтобы получить тот же персональный осушитель + систему впрыска масла к инструменту, мне надо будет пообщаться с несколькими людьми, каждому обьяснить что это и для чего, возможно по несколько раз. Потом самому все это найти, создать заявку на закупку, обосновать ее уже другим людям и ждать месяц когда ее закупят, а потом обивать пороги, чтобы мне это все установили. Мне если честно впадлу этим заниматься, и так довольно много времени потратил, чтобы мне все же закупили удобную гибкую вытяжную систему, которая реально будет работать и эффективно удалять сварочные аэрозоли и пока-что лимит таких сложных и комплексных социальных коммуникаций на какое-то время исчерпан. А всякие понятные инструменты и расходку\материалы мне сразу покупают без лишних вопросов, ну если будет быстрей выходить из строя бормашинка, ну и ладно, хрен с ним, другую купят, для нас это просто расходник. Вообще по воздуху, у нас его тратиться очень много и компрессоров мощных штуки 4 вроде установлено, а может быть и больше. Потребителями не только пневмоинструмент, но и другие установки использующие воздух. Какой-то осушитель вроде установлен, но т.к в цеху установлен еще и ресивер, за ночь в нем видимо скапливается конденсат и утром приходиться полминуты вхолостую держать включенной бормашинку, чтобы она выгнала скопившуюся жидкость, выходит прям неплохой струей, которой можно помыть например ложку Как бы конденсат, это не прям проблема лично для меня. Мое дело разделывать и заваривать, а не топить за правильную инженерно-хоз деятельность. Я так к сожалению так и не успел ничего подобрать себе из бормашинок, ни найти различных поставщиков по фрезам (в g tool фрезы как-то дорого по ценам на первый взгляд) , постараюсь на выходных поискать что-нибудь, потом сюда поделюсь отчетом и отзывом П.С. На работе сейчас выдают прямые с длинной ручкой бормашинки, есть ли какие-то преимущества у прямых с короткой ручкой или у угловых бормашинок? Смотрю сейчас ассортимент на сайте всехи....ов, выбор какой-то ну очень большой, вообще непонятно чем они отличаются кардинально друг от друга...
Тут такое дело, между 100 и 10, выберут 0. Не по причине того, что денег нет и не хотят их тратить, а потому что самый ответственный сотрудник за хозяйственную часть дорабатывает свои необходимые пару лет до пенсии\глобальной усталости и из-за этого некоторые моменты связанные с обслуживанием оборудования, правильным уходом за ним, адекватным монтажом и всем сопутствующим делают часто неверно, неправильно, не должным образом, в том числе, потому что человек ответственный за это вот все, не хочет вникать в различные нюансы, практически ни в чем не разбирается на должном уровне и продавливает принцип "и так сойдет". Подчиненные ему сотрудники не будут спорить, а делают как велено, хотя и знают как правильно. Чтобы получить тот же персональный осушитель + систему впрыска масла к инструменту, мне надо будет пообщаться с несколькими людьми, каждому обьяснить что это и для чего, возможно по несколько раз. Потом самому все это найти, создать заявку на закупку, обосновать ее уже другим людям и ждать месяц когда ее закупят, а потом обивать пороги, чтобы мне это все установили. Мне если честно впадлу этим заниматься, и так довольно много времени потратил, чтобы мне все же закупили удобную гибкую вытяжную систему, которая реально будет работать и эффективно удалять сварочные аэрозоли и пока-что лимит таких сложных и комплексных социальных коммуникаций на какое-то время исчерпан. А всякие понятные инструменты и расходку\материалы мне сразу покупают без лишних вопросов, ну если будет быстрей выходить из строя бормашинка, ну и ладно, хрен с ним, другую купят, для нас это просто расходник. Вообще по воздуху, у нас его тратиться очень много и компрессоров мощных штуки 4 вроде установлено, а может быть и больше. Потребителями не только пневмоинструмент, но и другие установки использующие воздух. Какой-то осушитель вроде установлен, но т.к в цеху установлен еще и ресивер, за ночь в нем видимо скапливается конденсат и утром приходиться полминуты вхолостую держать включенной бормашинку, чтобы она выгнала скопившуюся жидкость, выходит прям неплохой струей, которой можно помыть например ложку Как бы конденсат, это не прям проблема лично для меня. Мое дело разделывать и заваривать, а не топить за правильную инженерно-хоз деятельность. Я так к сожалению так и не успел ничего подобрать себе из бормашинок, ни найти различных поставщиков по фрезам (в g tool фрезы как-то дорого по ценам на первый взгляд) , постараюсь на выходных поискать что-нибудь, потом сюда поделюсь отчетом и отзывом П.С. На работе сейчас выдают прямые с длинной ручкой бормашинки, есть ли какие-то преимущества у прямых с короткой ручкой или у угловых бормашинок? Смотрю сейчас ассортимент на сайте всехи....ов, выбор какой-то ну очень большой, вообще непонятно чем они отличаются кардинально друг от друга...
-
Тема пневмо инструмента мне совершенно не знакома и не изучал ее, знающие, подскажите пожалуйста производителей/бренды/магазины у которых в ассортименте есть удобный и эргономичный инструмент, хочу оснастить свое рабочее место парочкой удобных бормашинок для разделывания дефектов и пшм для последующей зачистки (очень понравилось работать пшм в сравнении с ушм, как-то безопаснее себя чувствуешь и одной рукой работать легче, меньше устаешь). То, что на работе закупают сейчас не совсем удобные и дохнут довольно быстро (заводятся с касания, плюются конденсатом, сбрасывают самопроизвольно обороты если работаешь одной рукой, ещё и биение возникает спустя 3-4 месяца работы с избыточной сильной вибрацией, что для рук вредно). Так же буду благодарен за контакты контор, где можно взять хорошие фрезы для нержавейки и алюминия. На фотке то, что выдают сейчас.
-
Запросите сертификаты у газового поставщика, для "идеальной" резки нужно использовать кислород первого сорта, с чистотой не менее 99.7 процентов. Если кислород нормальный, то я бы попробовал мундштук с номером "6" и если и это не поможет, то в сторону редуктора копать.
- 21 ответ
-
- 1
-

-
Занимался продажей сварочного оборудования около 7 лет и являлся дилером этого производителя. Так вот, в качестве подарка на дни рождения и 23 февраля это самый популярный аппарат. Коробка аппарата ну очень внушительного размера и выглядит очень достойно, презентабельно. Можете не заморачиваться с подарочной упаковкой вообще. Для любого мужчины получить такое в подарок будет ну очень круто. Эмоции соразмерны с получением в качестве подарка в детстве игровой приставки или набора железной дороги. Не грейте голову о том, нужно ли взять ещё что-нибудь, этого комплекта будет более чем достаточно в качестве подарка. Из проводов ничего докупать не надо. Оставьте эти докупательные хлопоты необходимостей вашему супругу . А так для полноценной работы получателю подарка потребуется докупить небольшую пачку электродов рутилового типа и катушку самозащитой проволоки и спрей антипригарный в баллончике. Для наилучшего результата вместо самозащитной проволоки брать омедненную 0.8х5кг, баллон углекислотный с редуктором. А остальном в наборе этом есть все необходимое, а дальше уже сам поймет что ему надо и в каком количестве.