Sakhalin_Cat
-
Постов
2 660 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Sakhalin_Cat
-
 Это вам только кажется. Нормального пламени вы на ней не получите. У вас на всех фото пламя бледное и холодное. Вам просто надо купить баллон ацетилена и вы забудете пропан как страшный сон. Сравнивать работу на пропане и ацетилене, это как жигули с мерсом сравнивать.
Это вам только кажется. Нормального пламени вы на ней не получите. У вас на всех фото пламя бледное и холодное. Вам просто надо купить баллон ацетилена и вы забудете пропан как страшный сон. Сравнивать работу на пропане и ацетилене, это как жигули с мерсом сравнивать. -
Возьми старый блок и пробей в боку дырку молотком.
-
Это уже кислорода передув.
-
Все зависит от силы воли.
-
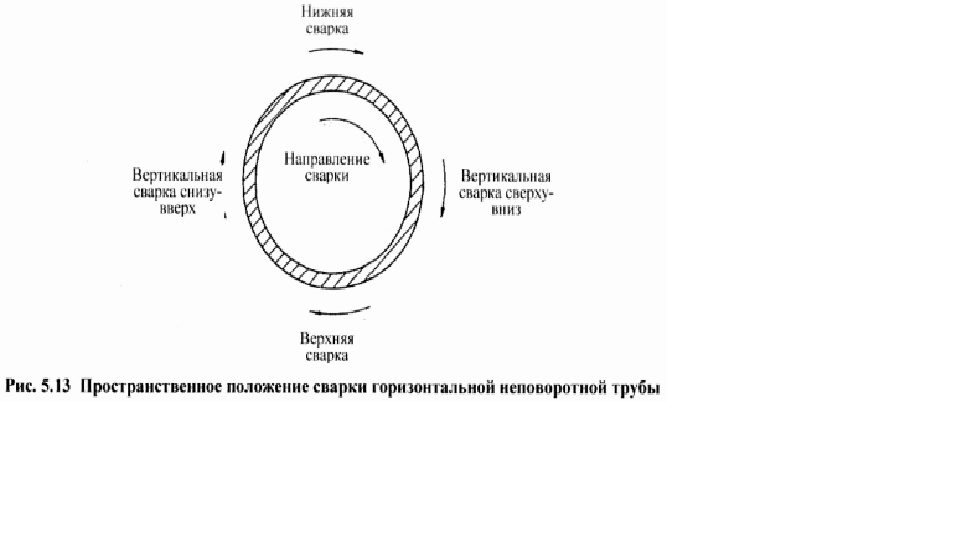
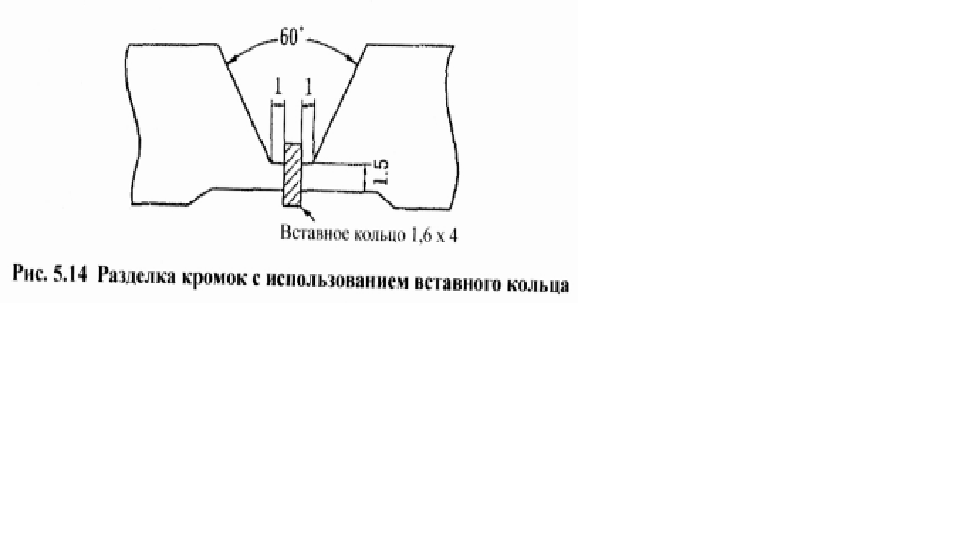
5-3 СВАРКА НЕПОДВИЖНЫХ ТРУБ ВО ВСЕХ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЯХ 5-3-1 Переключение режимов сварки В случае сварки горизонтальных неповоротных труб, как показано на рис. 5.13. в процессе 1 прохода сварки получается 4 положение сварки, а именно нижняя сварка, вертикальная сварка сверху-вниз, верхняя сварка, вертикальная сварка снизу-вверх. Поскольку глубина проплавления, внешний вид сварного шва, вытекание капель расплавленного металла, форма обратного валика и прочие факторы обрабатываемости сварки различаются по каждому пространственному положению, при одинаковом режиме сварки для всех положений трудно получить однородный хороший результат сварки. Чтобы справится с изменением положения сварки, как правило, автоматам сварки неповоротных труб предусмотрена функция последовательного автоматического переключения установленных 6-8 видов режима сварки. В табл. 5.1 приведен пример этой функции. Пространственное положение сварки показано в виде часов. В некоторых случаях, когда требуются высокие эксплуатационные качества сварных швов, с целью получения устойчивых обратных валиков применяют вставное кольцо, как показано на рис. 5.14. При использовании вставного кольца не понадобится присадочный металл, и, если дают вставному кольцу расплавляться полностью, формируется обратный валик, что облегчает работу и приносит устойчивость результатов. Кроме того, если при установке вставного кольца децентрируют его так, чтобы в позициях вертикального положения сверху-вниз и верхнего положения выступ во внутреннем направлении получился больше, можно предотвратить впадину обратного валика.

-
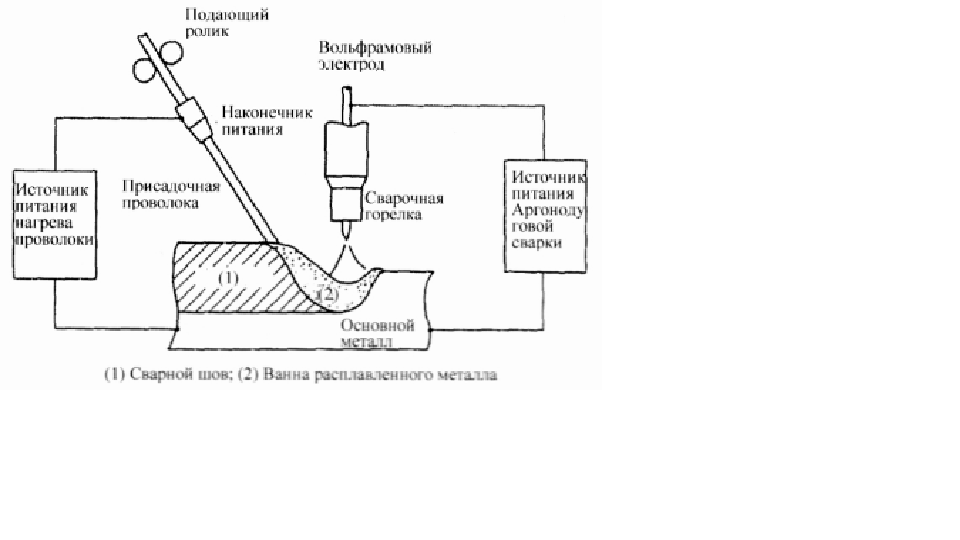
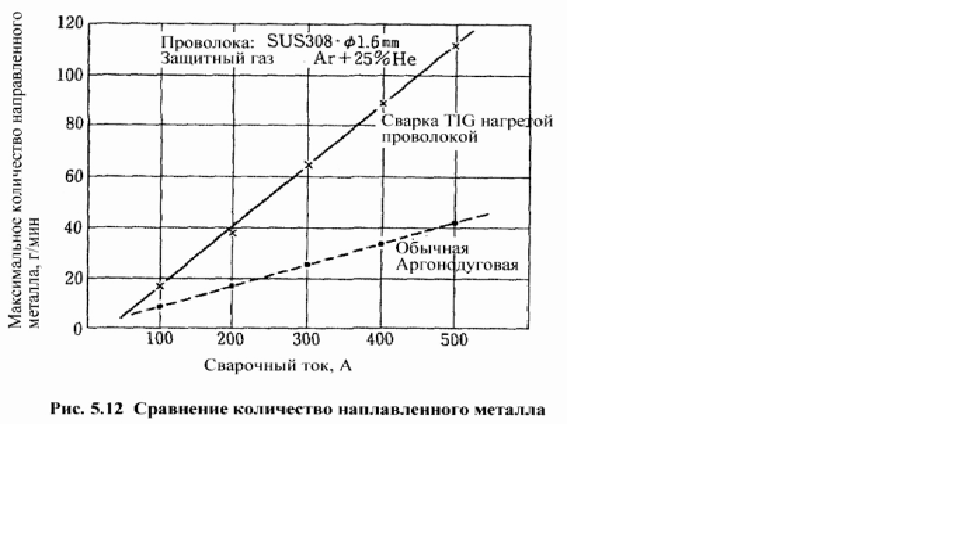
TIG СВАРКА НАГРЕТОЙ ПРОВОЛОКОЙ Сварка TTG обладает большими достоинствами; операция относительно проста, получаются высококачественные сварные соединения, и в связи с тем, что можно управлять тепловложением и количеством наплавленного металла отдельно, устойчивый диапазон режима сварки широк. Однако она обладает недостатком, который заключается в том, что по сравнению с дуговой сварке в среде углекислого газа или сваркой металлическим электродом в среде газа производительность наплавки невелика. Сварка TIG нагретой проволокой относится к методу исполнения работ, который исправляет вышеприведенный недостаток и повышает производительность наплавки. Как показано на рис. 5.11, устанавливают источник питания для нагрева проволоки отдельно от сварочного источника питания, подают тепло к присадочной проволоке в месте, расположенном на расстоянии нескольких десятков см от основного металла, и дают проволоке выделять резистивное тепло. Так как заранее нагревается, и в полурасплавленном состоянии добавляется к ванне расплавленного металла, присадочная проволока позволяет увеличивать количество наплавленного металла втрое по сравнению с обычной Аргонодуговой сваркой, как показано на рис. 5.12.в датчик и установив сварочную горелку. Рис 5.11 Сварка TIG нагретой проволокой Это не только способствует повышению производительности сварки толстостенных листов и ускоряет сварку тонкостенных листов, но и благодаря подогреву проволоки масло, прилегающее к поверхности присадочной проволоки, сжигается, что способствует сдержать возникновение раковин. Кроме того разработаны различные изобретения для сдерживания магнитного дутья, которое вызывается током контура проволоки, или, наоборот, для пользования им. Сварка TIG нагретой проволокой, относящаяся к пользованию резистивного тепловыделения проволоки, полезна для нержавеющей стали, никелевого сплава и пр., у которых резистивное тепловыделение велико, но в случае алюминиевого сплава, медного сплава, и пр., у которых резистивное тепловыделение мало, ее применение обусловлено определенными условиями.
-
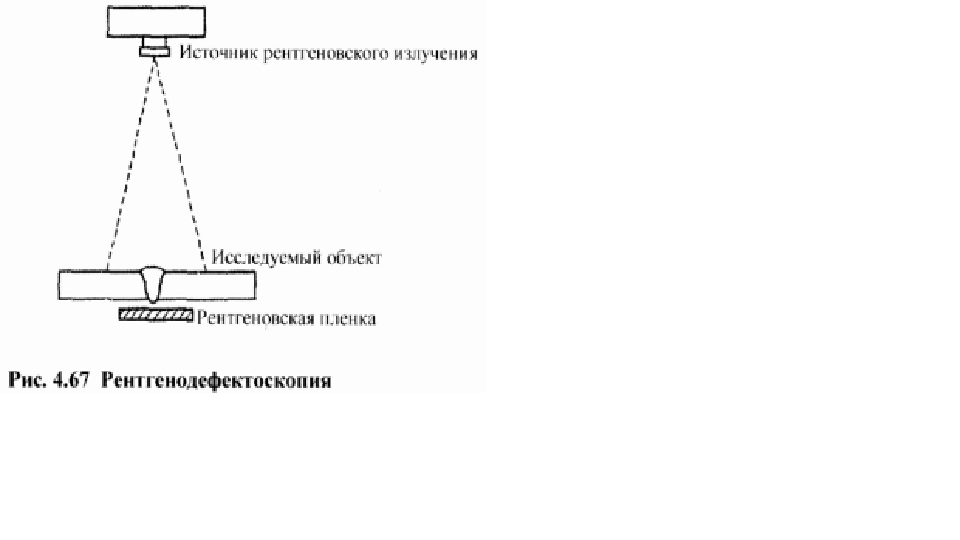
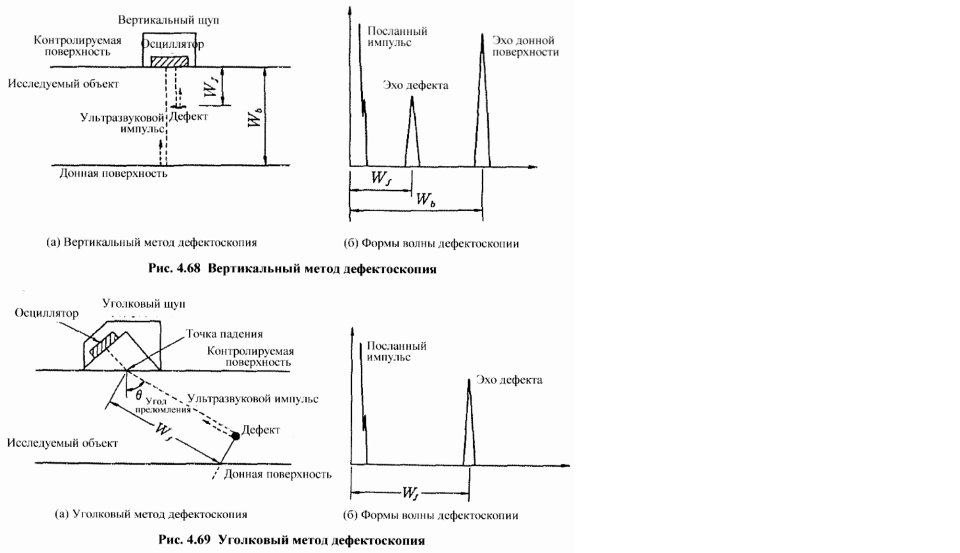
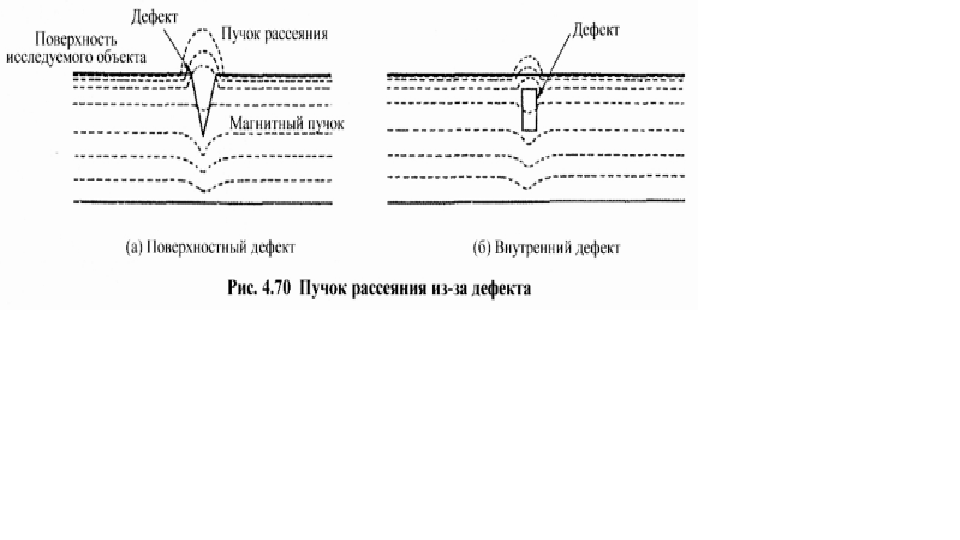
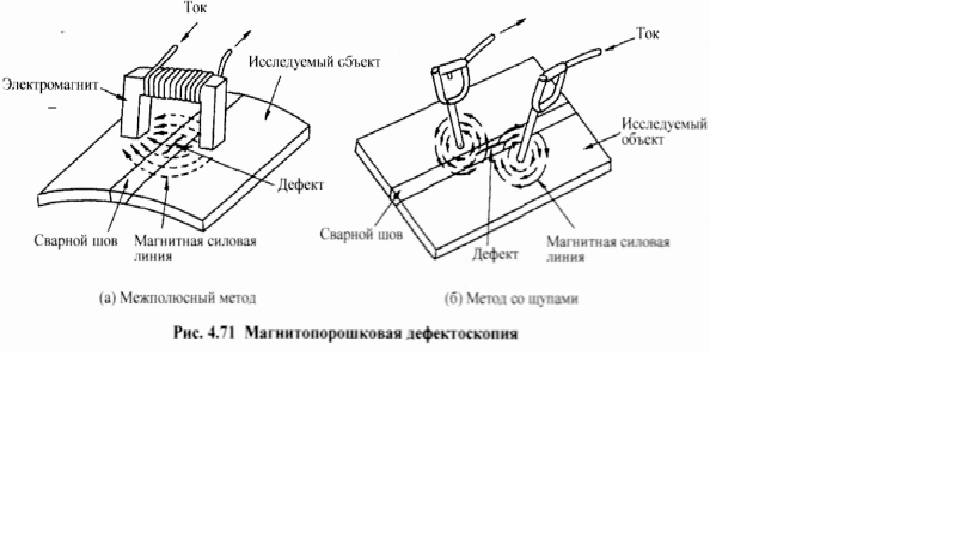
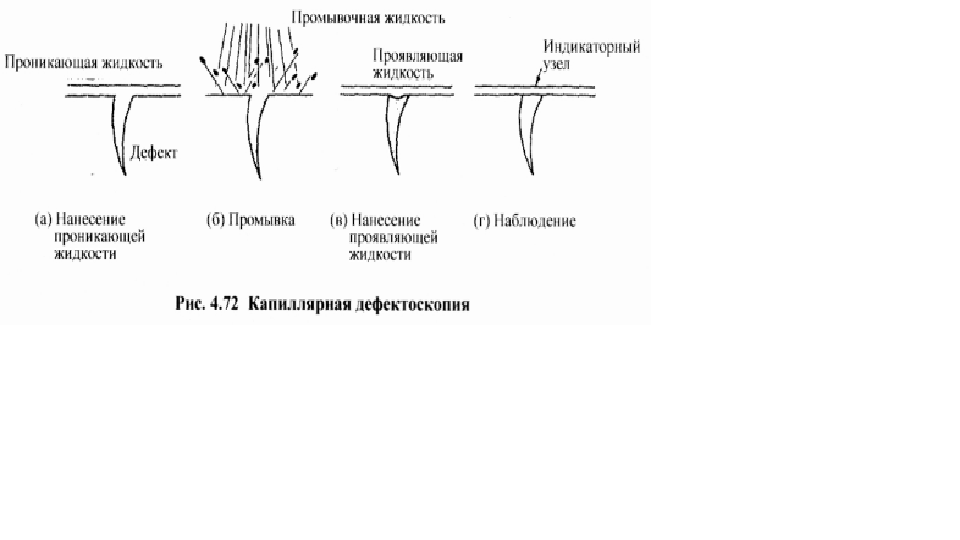
4-9 НЕРАЗРУШАЮЩИЕ ИСПЫТАНИЯ ЗОНЫ СВАРКИ 4-9-1 Вид неразрушающих испытаний Чтобы убедиться в том, что сварные швы удовлетворяют заранее установленным эксплуатационным качествам с учетом цели использования, рабочих условий, рабочей среды и т.д., производят различные испытания и по их результатам судят о приемке сварных швов. Внешний осмотр, производимый визуально, позволяет обнаружить дефекты, раскрытые на поверхности с относительно большими размерами, но не позволяет обнаружить внутренние дефекты, мелкие поверхностные дефекты и пр. Разрушающие испытания, при которых разрушают, деформируют, химически обрабатывают и т.д. сварные швы, позволяют подробно проверить внутренние дефекты, мелкие дефекты и прочие характеристики сварных швов, но не могут быть применены к действующим изделиям. Неразрушающие испытания позволяют проверить внутренние дефекты, мелкие дефекты и пр. сварных швов, не нарушая форму, размеры и эксплуатационные качества изделий, и в основном находят применение следующие 4 вида; (1) Рентгенодефектоскоиия (RT) (2) Ультразвуковая дефектоскопия (UT) (3) Магнитопорошковая дефектоскопия (МТ) (4) Капиллярная дефектоскопия (РТ) Среди этих 4 видов испытаний для обнаружения внутренних дефектов применяются ренттенодефектоскопия и ультразвуковая дефектоскопия, для обнаружения поверхностных дефектов применяются магнитопорошковая дефектоскопия и капиллярная дефектоскопия. 4-9-2 Рентгенодефектоскопия Рентгенодефектоскопия, находящая широкое применение в качестве неразрушающих испытаний сварных швов, представляет собой метод обнаружения, в основном, внутренних дефектов с помощью рентгеновских лучей или гамма-лучей, как показано на рис. 4.67. Когда облучают сварной шов рентгеновскими лучами от источника рентгеновского излучения, рентгеновские лучи, прошедшие через сварной шов, засвечивают рентгеновскую пленку, расположенную на задней стороне исследуемого объекта. Если сварной шов обладает раковинами, трещинами и прочими полостями или шлаком и прочими инородными включениями, рентгеновские лучи не затухают так, как проходят через нормальные части, и засвечивают пленку интенсивно. В результате этого при проявлении одни участки, обладающие дефектами, темнеют, и тем самым можно обнаруживать размеры, формы и положения дефектов. Этот метол испытания позволяет оставлять результаты испытаний в виде пленок, так что обладает способностью к регистрации и сохранению, и находит частое применение в разных областях. В связи с тем, что используются радиоактивные лучи, вредные для организма, этим методом испытания могут заниматься только те, кто прошел государственный экзамен. 4-9-3 Ультразвуковая дефектоскопия Ультразвуковые волны по своему свойству распространяются внутри твердого тела или жидкости прямолинейно и отражаются, если на пути волн встречаются дефекты или прочие инородные предметы. Ультразвуковая дефектоскопия пользуется этим свойством для проверки сварных швов на наличие внутренних дефектов. Метод испытаний в основном подразделяется на два, а именно на вертикальный метод дефектоскопии и угловой метод дефектоскопии. На рис. 4.68 представлена вертикальная дефектоскопия. Как показана на (а), приводят щуп со встроенным осциллятором в контакт с поверхностью исследуемого объекта и посылают внутрь последнего ультразвуковые импульсы. В нормальных участках ультразвуковые импульсы отражаются от донной поверхности и воспринимаются щупом как эха донной поверхности. Однако, если во внутренности имеются дефекты, то ультразвуковые импульсы отражаются от них и превращаются в эха дефекта. В результате щуп воспринимает эхо дефектов и эхо донной поверхности. Нa ультразвуковых дефектоскопах для индикации используются приемные телевизионные трубки, которые при наличии внутреннего дефекта отображают его в виде формы, как показано на (б). Поскольку скорость распространения ультразвуковых импульсов постоянна, по местоположениям эха дефекта можно определить глубину дефекта (Wj), по местоположениям эха донной поверхности - толщину стенки (Wь). Этот метод дефектоскопии дает ультразвуковым импульсам проникать в исследуемый объект перпендикулярно к нему, так что подходит к обнаружению дефектов, параллельных его поверхности, и находит применение к сварным швам таврового соединения и углового соединения. На рис. 4.69 представлен угловой метод дефектоскопии, при котором ультразвуковые импульсы проходят наклонно. Поскольку распространяются наклонно, после отражения от донной поверхности ультразвуковые импульсы не возвращаются в щуп, и не появляется эхо донной поверхности. Необходимо вычислять местоположения возникновения дефекта, основываясь на угле падения, угле преломления (О) и расстоянии до точки возникновения эха дефекта (Wj). Данный метод дефектоскопии в основном применяется к сварным швам стыковой сварки с разделкой кромок. 4-9-4 Maгнитопорошковая дефектоскопия Если намагнитить магнитное тело, которое обладает трещиной или другим дефектом близко к поверхности исследуемого объекта, как показано на рис. 4.70 магнитный пучок внутри исследуемого объекта обходит дефекты, которые имеют большое сопротивление, и частично превращается в поток рассеяния. Если, заранее осыпав поверхность исследуемого объекта тонким однородным слоем магнитного порошка (железного порошка или пр.), намагничивают исследуемый объект, магнитный порошок сосредоточенно всасывается к местам, где появляется пучок рассеяния, что позволяет обнаружить дефекты и определить их местоположения. Этот метод испытания называется магнитопорошковой дефектоскопией, и при использовании магнитного порошка, цвет которого четко контрастирует с цветом поверхности исследуемого объекта, позволяет обнаружить мелкие дефекты, которые обнаружить невозможно невооруженным глазом. Как показано на рис. 4.71, для генерации магнитного поля применяется (а) межполюсный метод или (б) метод со щупами. Исследуемые объекты ограничены стальным или прочими ферромагнитными материалами. Этот метод не применяется к нержавеющей стали, алюминиевому сплаву и прочим материалам, которые не поддаются намагничиванию. Этот метод испытания обладает высокой чувствительностью к обнаружению дефектов, расположенных на. и близко к поверхности. Но он не эффективен для обнаружения внутренних дефектов, на которых пучок рассеяния не склонен к генерации, и во многих случаях применяется для обнаружения дефектов на поверхности разделки кромок, поверхности, подвергшейся дуговой строжке или устранению дефектов для восстановления. 4-9-5 Капиллярная дефектоскопия Как показано на рис. 4.72, (а) дают проникающей жидкости красного цвета проникнуть в выходящие на поверхность дефекты, (б) потом удаляют избыток проникающей жидкости с поверхности, промывают ее, (в) наносят проявляющую жидкость белого цвета, в результате (г) проникшая в дефекты жидкость выходит на поверхность и образовывает индикаторные узлы красного цвета на белом фоне. Поскольку индикаторные узлы появляются красного цвета, контрастного с белым фоном, и шириной больше, чем у фактических дефектов, можно обнаруживать мелкие дефекты, которые не поддаются обнаружению невооруженным глазом. Этот метод испытания называется капиллярной дефектоскопией. Имеется метод по такому же принципу, но при этом в качестве проникающей жидкость используют флуоресцентный состав, индикаторные узлы наблюдают с помощью ультрафиолетового света. Этот метод называется флуоресцентной капиллярной дефектоскопией. Капиллярная дефектоскопия применяется с такой же целью, что и магнитопорошковая дефектоскопия, но позволяет обнаружить только выходящие на поверхность исследуемого объекта дефекты. Однако то, что исследуемое тело не обязательно должно быть магнитным телом, и простота метода испытания позволяют применять этот метод часто.
-
Сергуня занимался творчеством...
-
Я на таких аферистов "бизнес в кармане" наткнулся недавно и плотно обжегся. Заклинило и перечислил без договора.... Большая часть оборудования слава богу пришла а вот остаток оборудования на полляма уже полгода высуживаем.
-
Чуток работ. Один из постоянных клиентов решил сделать подарок другому уважаемому клиенту, а так как подарок хотел эксклюзивный, купил ему бутылку коллекционного коньяка стоимостью более 4 К$. Ну и упаковочку решил заказать соответствующую, дабы подарок был с сюрпризом. На шпильки входит по расчету 320+ гаек. Материал нержавеющая сталь. Делал сегодня сам лично. Очень сочувствую имениннику если он решит доятать эту бутылку, так как при сварке мне пришлось закрутить по одной гайке на каждую шпильку а потом открутить.... Это очень долгий процесс. Я не представляю если откручивать все 320. Желание выпить пропадет однозначно. Пузырек от коньяка внутри для антуражу на фото. Ну и прочие штучки с работы.
-
штучки
-
очередной зачищен перед пайкой.
-
Для разнообразия.
-
Это баллончик больше похож на баллончик пневмостартера, смотрите кислорода туда не вдуйте, там масла может быть много от компрессора.
-
Молодчик. Уважаю.
-
Есть вероятность микровспышки в щеточном узле при пустом баке, когда кончился бензин и насос гонит воздух. Но она ничтожна, так как прокачиваемый из бака воздух содержит сплошние пары бензина и практически не содержит кислорода.
-
тут я с вами полностью солидарен. Они именно по большей части для устрашения. Я даже честно вам признаюсь, я регулярно хожу и сам рассказываю подобные байки своим работникам. Так как если их не рассказывать, то страх перед баллонами начинает исчезать, а это прямой путь к нарушениям ТБ. В особенности при работе с кислородом и ацетиленом. А так как оно мне очень ненадо..... Я запугиваю обитателей страшными историями... На самом деле масло страшно только в магистрали высокого давления, так как при открытии крана резко повышается давление в магистрали между баллоном и редуктором, что приводит к мгновенному поднятию температуры кислорода до 200-600 градусов в этом небольшом обьеме (резкое сжатие как в дизеле было 0кгсм а стало мгновенно 150кгсм) и это при наличии углеродосодержащих (и просто горючих) веществ может привести к к так называемому "дизельному эффекту", что подразумевает под собой вспышку и резкий скачок давления. Ну а дальше я думаю понятно. Насчет масла и крана - При неисправном кране - кран может травить по штоку и при закрученном вентиле масло может попасть внутрь вентиля через щель штока, а оттуда в газовую магистраль. это приведет к описанному выше. Еще неплохо воспламеняются резиновые и картонные прокладки, угольная пыль, итд.. Поэтому чистота кислородной арматуры - святое. Кислородом же при давлении 5-6 кгсм можно спокойно продувать ведро с бензином и ничего не будет абсолютно, главное в эти моменты не курить и не искрить.
-
Тогда я не знаю, что вам на это сказать. Наверное вся причина в необходимости варить варенье на аргоновой горелке. Подобную работу я делаю на токе 180-200А без всяких подогревов и минват с печками. Это максимум 5-7 минут чистой сварки. (без учета времени на подготовку и последующую обработку). Ну можно добавить еще 3 минуты на переходы, чтоб подстыло чуток и чтобы взять новый пруток из пачки. Фотки пересмотрел - Допишу, так как там спица можно еще пару минут добавить и не подстуживать. Я понимаю вашу скорбь по УДГУ, в этом явно все причины, китайцы слабоваты для подобной работы. Искренне вам сочувствую в утрате мощного аппарата.
-
Вы горелочкой пропановой подогрейте и всё будет вариться гораздо проще и быстрее. Можно и бытовой на баллончике.
-
А при чем тут это? Я вот например и физику и технику этих процессов(масло и кислород) знаю на ура, ночью подними расскажу на отлично. Ваша же информация основана на "бабушка сказала". Я не про ТБ, а про все остальные перлы. Просто все ваши высказывания по поводу масла и кислорода, говорят о том, что даже базовых понятий о том что вы пишете у вас нет. Только "верная инфа со скамейки у подьезда"...
-
Обьясните физику процесса если не сложно. Меня всегда умиляют "байки из склепа" от "Шарящих" людей.
-
Тов Модераторы, вы бы темы про стекляшки в одну слили.
-
Просто попробуйте греть обычной балончиковой пропанкой бачек, а когда прогреется, ткнуть припоем и быстро разгладить ацетиленкой. Вам понравится.
-
Если шпилькумолоточком вбивать аккуратно, то хватит.
-
обычный одноразвый. иголку сняли, кембрик натянули.