Учусь
-
Постов
1 234 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Учусь
-
@Барни, Первые три фотки - газ на выброс, если он там был
-
Рекомендую к просмотру, добрый фильм: Чудо (Wonder)
-
У нас же общество будущего, какую программу в мозг загрузили, той и следуй? Категорически осуждаю.
-
@deruf, Я конечно не внук, но тут не не провар, тут перегрев, а те участки что вам не нравятся как раз нормально нагреты, даже немного больше чем нужно, при наличии защиты обратной стороны там шов будет. Да, своим телом так сваривать не стоит
-
@BelaZZ,@AMBIVERT42, Оказывается сложного ничего нет, но не большой нюанс - на меди ванна долго появляется, а железо уже готово Изначально там чем-то запаяно было, вроде латунью, дугу зажёг - брызги, копоть. Отрезал зачистил, сварил. Жалко не часто такое попадается, при желании думаю можно и бабочкой катать. а так пока как есть А латунь ТИГом сваривается?

- 165 ответов
-
- 10
-

-
Подошли сегодня мужики (перебирают уралы), с которыми я соседствую в помещении, спросили есть ли у меня кто на примете кто медяху латунью паяет, трубки у них там медные у Урала протёрлись, говорю давайте аргоном попробую. Медный провод от ВВг-кабеля выступил в качестве донора Вообще интересная эта тема, сварка меди. Мало току - ванны нет, нормально выставишь, ванна только появилась и сразу норовит утечь, класс. Толщина стенки трубки - 2мм, в оконцове остановился на 100A. Кстати вопрос, можно ли медь со сталью tig-ом сварить, используя в качестве присадка тот-же провод или поискать что-то типа БрКМц или МНЖКТ?
-
А у нас нет. Хотя директор говорит что вакуумируют, но я вхож уже на эту заправочную станцию и наблюдал как там молОдцы работают. А др. нормальных контор нет. И мне меняли пока я сам ездил, потом надоело, нашел лазейку - доставка за 300р и гдет с месяца два отправлял я их обратно с грязным газом, ездили раза по три, а потом возить отказались, сказали самому менять, а оно мне надо по три раза туда-сюда мотаться? Человек я не конфликтный и сошлись на золотой середине - ещё два баллону привожу к моим двум, а они за ними следить будут и при первом требовании чистить, естественно по потребности сами доставлять, пока тьфу-тьфу полёт нормальный.
-
А если качесво газа постоянно будет 50 на 50? Не думаю что контора постоянно проверяет остаточное давление, а если оно есть то что за газ там выходит, может тупенькие личности из компрессора даванули туда и тогда баллон вообще сразу в чистку или качество сварки, особенно если это аргон будет ниже плинтуса. Как быть? Постоянно менять газ? Менять контору? Смириться и брать то что есть? А есть простой выход, и я за него. Про смесь не скажу, особой разницы не замечаю, нужно только построить слегка аппарат.
-
@Steelcar, А аргон у них, на месте, в баллоны из цистерн заправляется? Если да, то гляньте у них сертификат на сжиженный, если там все 9, то это просто баллоны свои надо, за которыми личный уход будет, не стравливать их в ноль и компрессором давление туда не закачивать, чтоб при приёмке не послали
-
@Steelcar, Напоминает его, наверное, я так всегда свариваю стыковые швы у железок до 2мм. Там особо ничего такого нет. Нагрел, присадок макнул чутка подогрел, пошел вперёд протяжно, так чтобы будущая чешуйка слегка зашла на предыдущую опять чутка нагрел, макнул присадок подогрел и так далее.
-
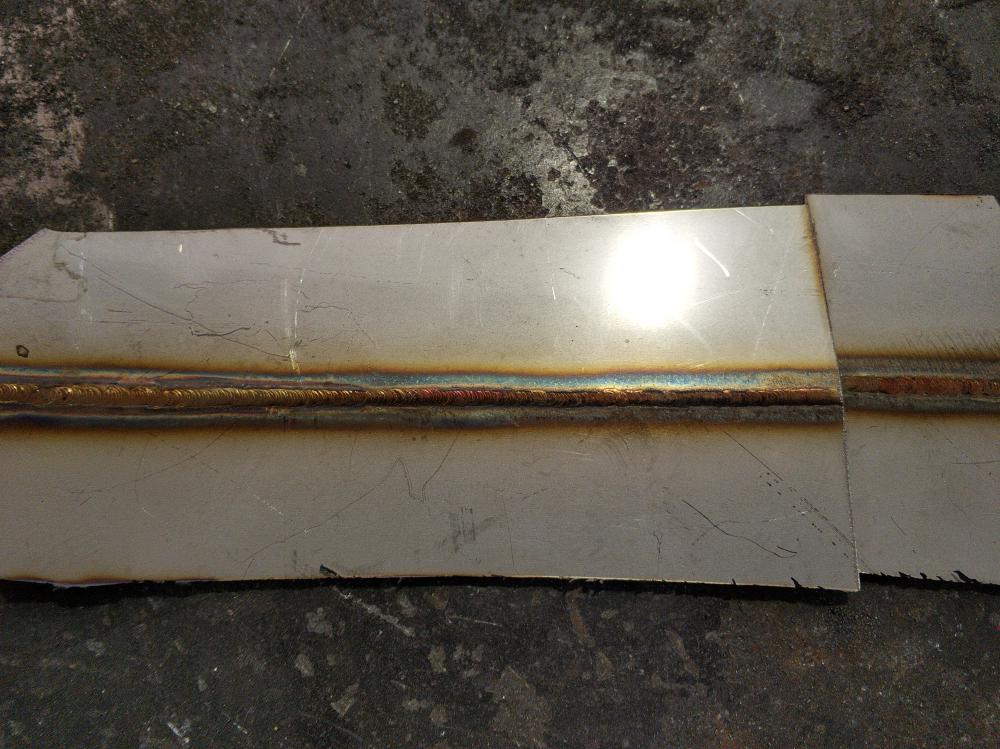
Захотелось мне посмотреть что внутри стыкового шва двоешной нержи после моего варианта сваривания оной без поддува. Заодно и поделюсь, скажем так, опытом. Сторона изначальной сварки. Режим линейный ток 65А, присадок 1мм Потом импульсный режим (для быстрого сваривания в линейном все же окислы надо вглубь проходить и вычищать иначе перегрев). 185/20А 20% 3,5Гц. Без присадка Срезы, наверное. ради интереса надо будет в будущем протравить (1 к 3, азотная+соляная кислота)
-
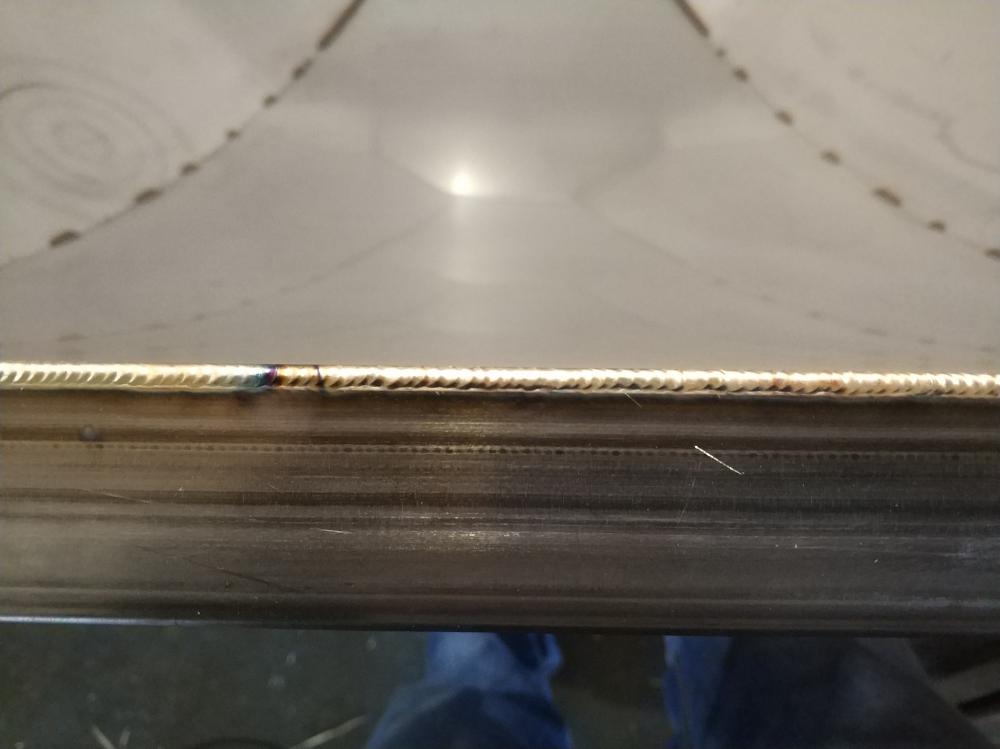
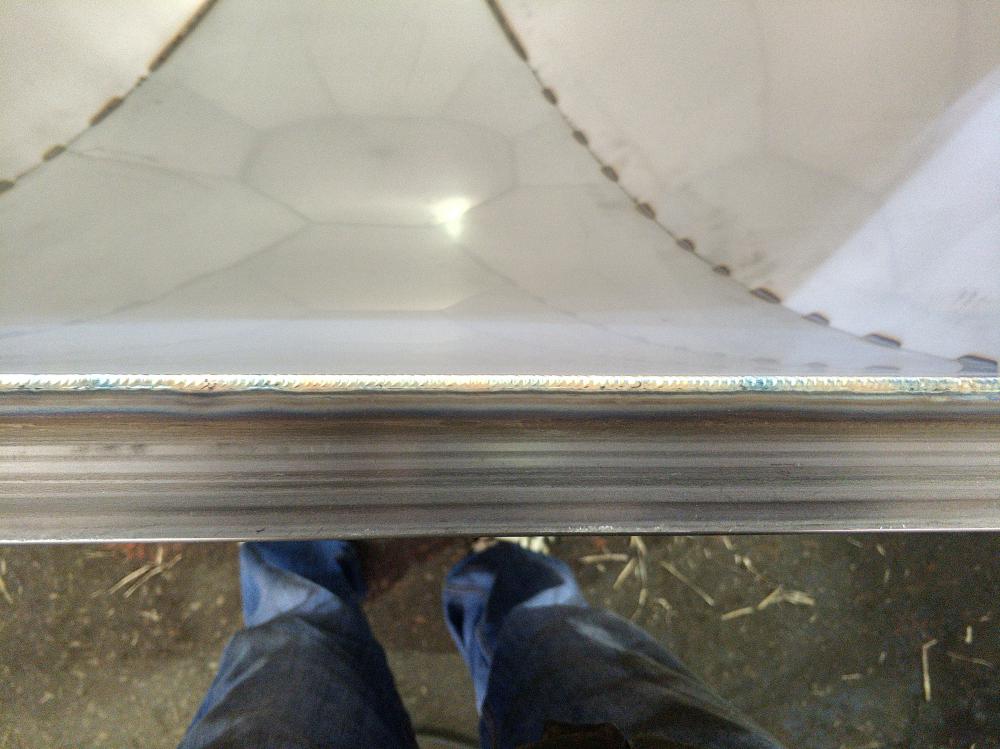
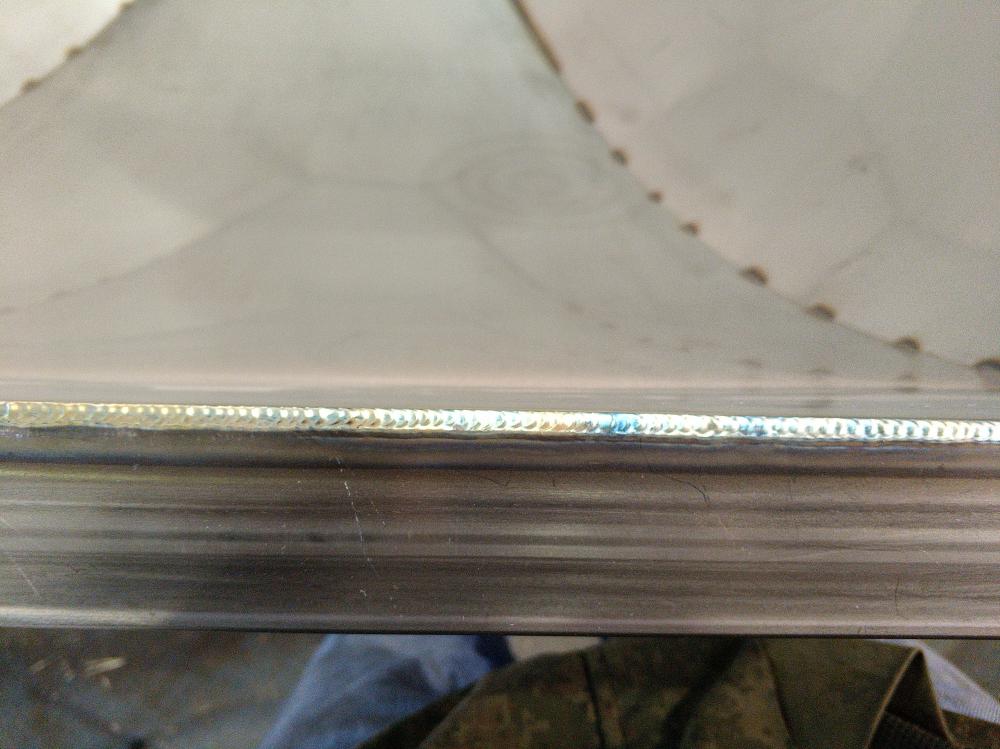
Я тут весь в своей погоне за цветом Внешний угол. 5л, 70а, 1мм труба и 2мм лист режим линейный. Без утюжков, подкладок и прочего. Потом протёр 646 растворителем и, вроде, побыстрее сварка пошла Интересно как получится если с внутренней стороны уголок для дополнительной задержки газа прикрутить.
-
Возможно и к этому тоже приду) Полгода мотивировал и ждал когда нержу лазером начнут резать, а не убитой в халам китайской плазмой, после которой шов кривой и перегретый, а допуски +-5! (на 650-750мм) Сейчас вроде наладил поставку нормального аргона, заготовки одинаковые, теперь очень хочется сделать кондкутора под изделия и ещё так чтобы сразу поддув аргона туда организовать, а то потом на месте прихваток, думается мне, ничего путного с обратной стороны не выйдет. Это прям идеал будет производства
-
Вообщем если сваривать с двух сторон то лучше не стоит использовать?
-
Стоять на улице и греть водичку
-
@selco,@ЛехаКолыма, Люди, вопрос склонна ли к коррозии всё-таки 430 или нет, а то сколько людей столько и мнений, где правда?
-
Не, я без поддува (или Вы про утюжок?, но тоже нет его) работаю, всё никак не додумаю смастерить (тут уже про поддув). Тогда да, совсем радость будет
-
У нас что не баллон то 70-ые, тоже эти вопросом задавался (безопасности), читал не давно. А буквально вчера менял, так баллон вообще с метровой высоты на дно, можно сказать, кинули...камикадзе блин. А вообще хотелка начинает смотреть в сторону криоциллиндра.
-
Фильмы: Зелёная миля, Законопослушный гражданин, 1+1, Знакомьтесь Джо Блэк, Констанин Сериалы: Звездные врата: (ЗВ1, Атланис, Вселенная чуть меньше), Доктор Хаус, Клиника, Стартрек: Дискавери, Футболисты (2015), Американские боги, В лучшем мире, Последнее Королевство, Сыны Анархии, Чертова служба в госпитале MESH, Американская семейка, Вечность (2014), сейчас смотрю Белый воротничок.
-
А 309 от ПА как себя показывает? Я просто такой в основном работаю и симптомов похожих даже близко нет. А может ли нержа так окислится тупо от перегрева?, пробу на пятно бы увидеть, мне кажется газ не очень. Я затерроризировал контору у которой беру аргон. Договорились что везу им ещё 2 баллона и они будут за ними бдеть, никому в руки не передавать, вакуумировать при необходимости и т.д. А то наши Миасские "умельцы" под ноль постоянно газ стравливают либо вообще винтить в тупую открывают... Как то так выходить начало, да и нержа теперь после лазера, кромка ровная и чистая прям тащусь. Кстати, нержа 2мм, расход газа 5 литров, линейный режим ток 65А, можно ещё чутка добавить, но уже тогда на другой стороне окалина появляться начинает, а мне там ещё сваривать.
-
Народ, я вот здесь отписывался, может поможет кому. Заказывал в техноавиа, говорю сразу, проще позвонить или списаться по электронке чем заказывать через сайт.
-
Сегодня получил и ещё не работал только привёз и открыл, весь день в движении. Поищем что-нибудь протестируем, завтра
-
Получил посылку, на фотке самый тонкий - SMT 325 Extra от klingspor, нижние предлагает Роман
-
Я про ПК А что про сварочник, наверное, теоретически можно сделать так, чтобы в момент жесткой просадки процесс сварки тупо останавливался, а остаток энергии, к примеру, запасённый каким-нибудь ионистором можно было пустить, на скажем так беспроблемное завершение цикла в мозгах сварочника.
-
От, думается, БП сильно зависит. Мой вытягивает без нагрузки (Игр)заметную просадку напряжения вплоть до моргания лампочки в ноль, на долю секунды, монитор при этом вырубает По теме, задался тут вопросом о покупке, скорой или нет покажет время, хорошего ПА ампер на 350 нафаршированного всякими приколюхами, ценники не очень радуют Тысяч в 300...А в конторе, где я получал первый опыт свой в сварочном искусстве, есть лорх с3, в руках рукожопов не очень умелых, которые даже режимы на нём переключить не могут. Могу их швы на чернухе показать, выполненные сим произведением, страх...