PecToPaH
-
Постов
517 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент PecToPaH
-
Вертикал можно, но только на заполнение разделки на толстом металле, да в принципе и облицевать можно будет , в целом не рекомендую. Потолок на струйном можно, но только угловое соединение - если толщина позволяет. Попробуйте еще такое 29-30V 260-270A или так 32V 250-275 , если источник позволяет. Это для 12мм, но осторожней с деформациями. У меня смесь 82/18, 1.2мм проволока .
-
Полноценного - нет. Только ESAB'ы и Fronius'ы.
-
П/А, а точнее это универсальный. Там еще ММА и ТИГ без наворотов
-
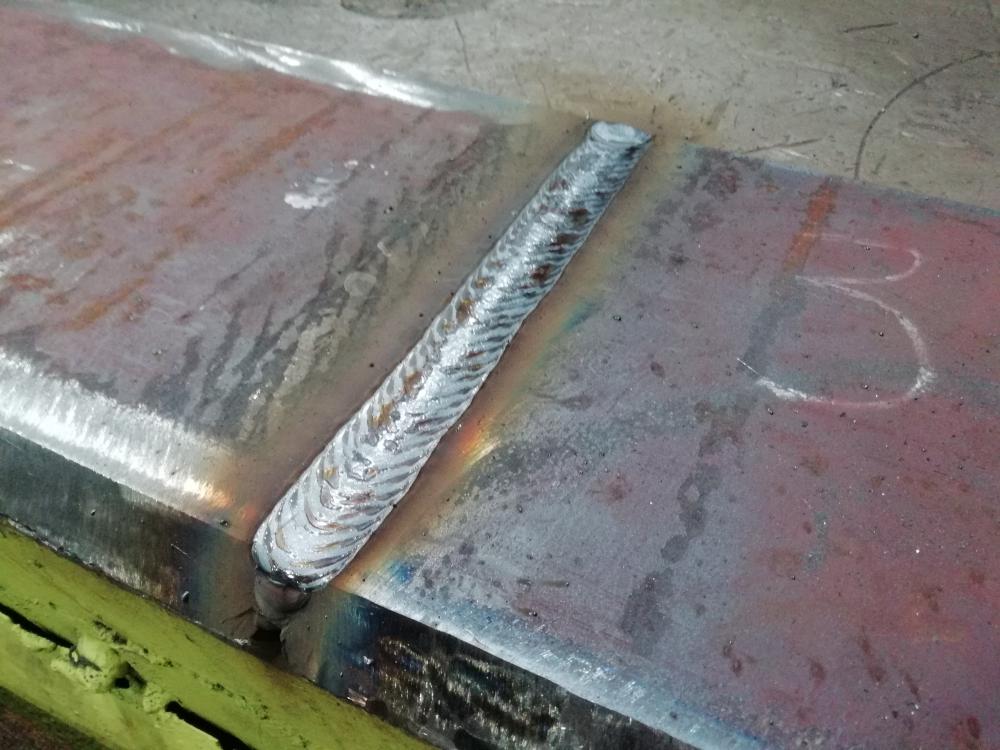
Толщина металла какая ? На 3 фото ощущается недостаток силы тока и слишком быстрое ведение горелки ,180-190 это как бы на самом пределе,но все же маловато. 220-235А на 26V или же наоборот , надо чутка напряжение снизить 25-25.3V Вот пример 27V - 240A С круговыми движениями по часовой.

-
Тут все просто на самом деле. Если есть деньги и необходимость в хорошем оборудовании , то бери БРЕНД. А если нет то бери что угодно(главное чтобы было куда в ремонт отдать в случае поломки). Ибо делаются они в одном месте.
-
Неспособность настроить П/А и вообще непонимание что это следует делать. То что в параметры не укладывались это еще ничего. Из этого выходили швы по типу "колбаса" которые не туда ни сюда.
-
Я бы не сказал что ММА это самый сложный способ сварки. Везде есть свои нюансы. А по тому опыту что есть могу сказать, что самое сложное для большинства - это тавровое соединение , выполняемое П/А . У нас как стройка кончилась, много народу пошло на предприятия и у многих были очень удручающие результаты.
-
Есть и длинней кстати. Для сварки в узкую разделку - если очень большая толщина. Ну или как на видео , для труднодоступных мест
-
Так догорание или растяжка дуги (burn back) это то что происходит после отжатия кнопки. Если крутить от упора до упора будет происходить следующие : либо залипание проволоки на шве, либо(редкое явление) в токосъемнике. А с тем вылетом на вашем видео не удивительно , что проволока стреляет. Она не будет плавно распадаться или расплавляться. Зависит конечно от источника. Плавный старт (soft start) это замедление проволоки до ее касания с поверхностью металла. Сделано для того чтобы вам руку не отбрасывало если стоит высокая скорость подачи
-
Доброго , нет.
-
Лист 25мм 30V 230-250А (ампер можно было и побольше) С выборкой корня , так как УЗК . Корневой проход 21V 200-210А
- 3 962 ответа
-
- 23
-

-
Пробуйте для начала под углом пластину ставить, без разделок, проточите небольшую канавку болгаркой и тренируйтесь, а лучше несколько канавок вряд расстояние между ними 20-30мм как пройдете все канавки можно начинать заполнять пространство между валиками, чуть натренировавшись можно переходить на пластинку по 90 градусов. За одно и потренируйтесь ширину и направление выдерживать. При сварке с разделкой важно правильно выполнять заполнение, на облицовку оставлять не более 1мм, в таком случае можно будет довольно быстро поднимать вертикал не топчась на одном месте стараясь за 1 проход заполнить половину разделки
-
На самом деле в чещуйчатости нет ничего плохого. Но это я так считаю. Второе, если после многократных попыток вы не можете достичь требуемого результата при помощи техники сварки, то это значит что стоит поменять настройки. Вообще достаточно выполнять сварной шов одинаковым по всей протяженности, тогда он будет выглядеть красиво и тут уже не важно какие чешуйки, ибо если пройтись сверху УШМкой или мех.обработку провести становится ясно что вся эта история с чешуйкамии полная фигня.
-
Ясно, я так и подумал Я не знаю чем они обшиты, но дерева под задницу явно не хватает
-
Годно, но я так и не понял что это за балки такое? Для чего ?
-
Только что наткнулся на такое видео. Интересно мнение тех кто хорошо владеет данным способом сварки. Есть ли смысл ? И да я понимаю что водичка просто бежит без всякого давления.
-
 Деталь сваривается на каком то вращателе или вручную ? На первый взгляд явно видно что в определенный момент начинает не хватать подачи, видимо проволока начинает где то тормозится. От этого и копоть повышенная идет. Еще вполне вероятно что у вас стоит какой нибудь хот старт который вначале накидывает току и его вполне хватает, а затем идет спад до тех настроек что вы выставили, потому шов и меняется.
Деталь сваривается на каком то вращателе или вручную ? На первый взгляд явно видно что в определенный момент начинает не хватать подачи, видимо проволока начинает где то тормозится. От этого и копоть повышенная идет. Еще вполне вероятно что у вас стоит какой нибудь хот старт который вначале накидывает току и его вполне хватает, а затем идет спад до тех настроек что вы выставили, потому шов и меняется. -
ТЕСЛА
-
Да ладно вам на счет сварога, это конечно не брендовое оборудование, но тоже ничего так.
-
С горем пополам сделали какой то стакан который никому не нужен и тем гордятся. Но петуха из навоза так просто не победить !
-
Ясно. Это разве забито ? Вот это я понимаю чуть подзабилось А больше не у кого нет евоспарков П/А сделанных в России ? Реально интересно взглянуть как они на больших токах работают. Если у кого то есть возможность выложите пожалуйста фото или видео с настройками 26V 300A , 27V 260-280A , 30V 280A 31V 310A , 32-33V 280-300A , 34-35V 340-350A. И еще такие 22-23V 210-230A , 24-25V 220-250A . Не посчитайте это за наглость с мой стороны. Просто если кого есть возможно и самому интересно по тестировать, то попробуйте, а если нет, то ничего страшного.
-
@selco, А на сколько ампер аппарат ? Если есть возможность покажите работу с настройками 31V 310-320A
-
Частенько Е42 выскакивает, дело всегда где то в районе подающего и горелки,изредка обрыв чего то на пакете который идет от источника к подающему. Ремонтируется наладчиком прямо на участке минут за 5. Надо полагать данный узел был забит абразивом, мет. стружкой и прочими подобными вещами ?
-
Видел подобный тип окалины от проката и не раз. И действительно очень плохо счищается . Говорят надо резаком греть и она отлетает.
-
Продолжение вчерашнего. настройки : 750А 36-38V заполнение 600А 34V облицовка Фото целиком. Видно что в начале был косяк( не хватило заполнения на облицовке), сделал еще проход и все .
- 3 962 ответа
-
- 11
-