PecToPaH
-
Постов
517 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент PecToPaH
-
Flama MULTIMIG 500F SYN пробовал. Нормальный аппарат, ничего сверхестественного . Сломался в самом начале эксплуатации (замкнул провод который идет от источника к блоку охлаждения), заводской брак короче. Через две недели привезли с рутектора и уже год без нареканий.
-
Такое явление иногда происходит. Но не так же часто. Тем более что проблему как я понял уже признали.
-
Ясно, так там плавный старт не регулируется ? Или есть регулировка но работает некорректно.
-
Газ никак не влияет. Можете его перекрыть и убедится в этом. То что вы описываете похоже на недостаточную скорость подачи. При излишней скорости он будет стрелять постоянно и непрерывно подавать проволоку. Можете попробовать следующие . Взять кусок железки и начать сварку , походу процесса свободной рукой крутить скорость подачи, пока не получите приемлемый результат. Если все это не помогает то то дело в отгорании, по идее если установить значение настройки отгорания в 0 то оно не должно мешать.
-
Ручка на подающем должна быть замкнута. Это делается для более безопасного подъема при помощи ГПМ , так oна никуда не соскочит. Колеса на подающем не нужны, лучше сделать устойчивую на наклонных поверхностях конструкцию, а с колесами она просто скатывается. Короче это неудобно, а иногда мешается и шток который входит в трубку на самом источнике для установки подающего. Колеса на тележке. Как я уже и писал это китайский хлам который разваливается через 2-3 месяца если аппарат не стоит стационарно. А может и быстрей. Тележка. Стандартная китай-телега, с ней все нормально. Не разваливается. Но можно и лучше .
-
Имеется ввиду что если нет инструмента и оборудования нет смысла браться за такое. Хотя для балки можно и болгарку использовать.
-
ESAB прикольный, корпус как будто рамный. На производство самое то будет на прихватки слесарям.
-
 Чисто мое мнение. Лучше хороший брендовый П/А без наворотов за 100к , чем не пойми что за 25к в который умудрились всего по немногу затолкать. Понятно что ничего из того что затолкали не будет работать нормально. В этом плане я не могу понять евоспарки. Зачем нужен П/А промышленного уровня с такими наворотами, из 100 сварщиков только человек 5 смогут все использовать и то это не обязательно. Именно по этому мне нравятся старые ЕСАБ и Фрониус, подошел 3 раза щелкнул и все готово , по необходимости подкрутил подачу, а про то что сам процесс идет намного стабильнее вообще молчу.
Чисто мое мнение. Лучше хороший брендовый П/А без наворотов за 100к , чем не пойми что за 25к в который умудрились всего по немногу затолкать. Понятно что ничего из того что затолкали не будет работать нормально. В этом плане я не могу понять евоспарки. Зачем нужен П/А промышленного уровня с такими наворотами, из 100 сварщиков только человек 5 смогут все использовать и то это не обязательно. Именно по этому мне нравятся старые ЕСАБ и Фрониус, подошел 3 раза щелкнул и все готово , по необходимости подкрутил подачу, а про то что сам процесс идет намного стабильнее вообще молчу. -
А что в этом странного ? Нажал кнопку протяжка идет , нажал еще раз протяжка остановилась.
-
Внешний вид норм, не ESAB Rebel конечно. Ему панель управления как на Merkle и было бы кайф.
-
Хорошо выполнено, но 3-й проход явно лишний. Да и ниточными было бы более эстетично и как раз бы в 3 вышло , но это уже кому как .
-
Ну вот такое хочется ему. А чем плох трансформаторный ?
-
Знакомый хочет приобрести данный аппарат. Для работ в кузнечной мастерской . Хотелось бы узнать как он вообще если кто то с ним сталкивался. ссылка на офф.сайт
-
Некоторые еще вполне сгодятся на 125 или 150 УШМку
-
Как дорвусь до него выложу. Их три штуки завезли и все "старичкам" раздали, а мне приходится на каком то fronius'е работать .
-
Завезли обновки. В целом хороший представитель китайского аппаратостроения.

-
Для корня вполне подходит, если зазор больше чем положено .
-
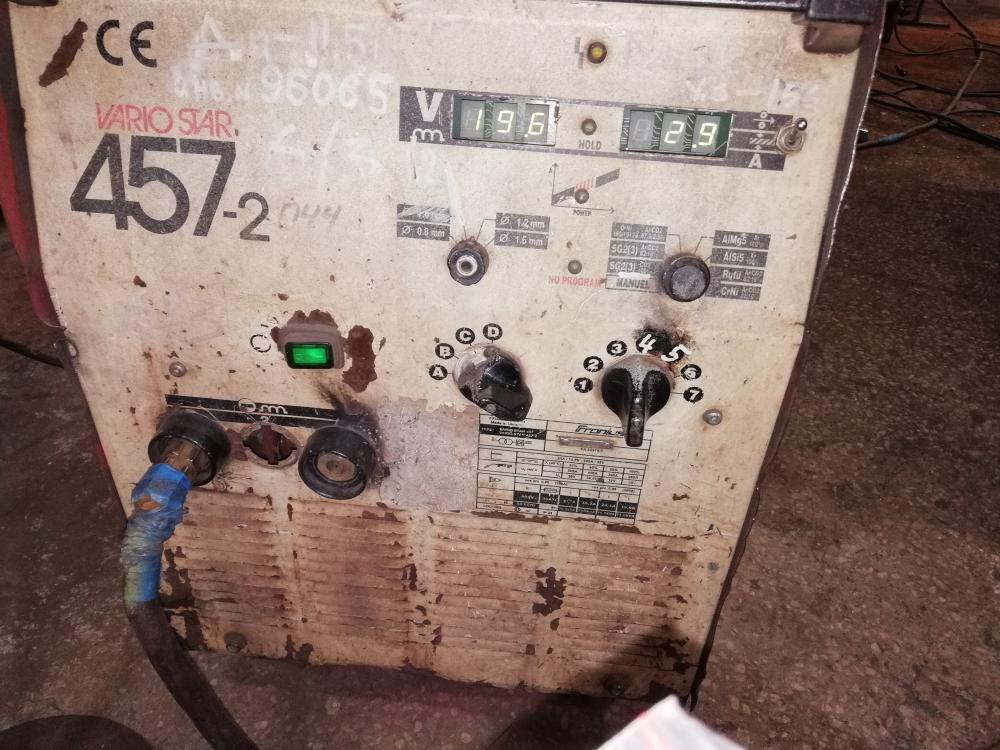
Точные , на программе он вообще предлагает 17V 70A на 1.2мм и кстати нормально варит.
-
Отвод с патрубком. Корень 17V 100А , облицовка 19V 160А . Проволока 1.2мм , газ 82/18 Толщина 8-12мм , положение горизонтальное. Есть небольшое смещение .
- 3 962 ответа
-
- 18
-

-
Да там смотреть особо не на что. Вот собственно вертикал. Не идеально, но без горба. Параметры на которых выполнялся шов. Справа 1-скорость подачи, 2-толщина, 3- сила тока. Синергетический режим. Чуть позже еще выложу,чутка под растерял навык вертикалов.
-
Так это на корневой проход, с зазором 3-4мм . Нагрева кстати хватает , один варит второй нагревает. Все быстро и не успевает сильно остывать, а дальше ставим трактор и все. проволока 1.2мм
-
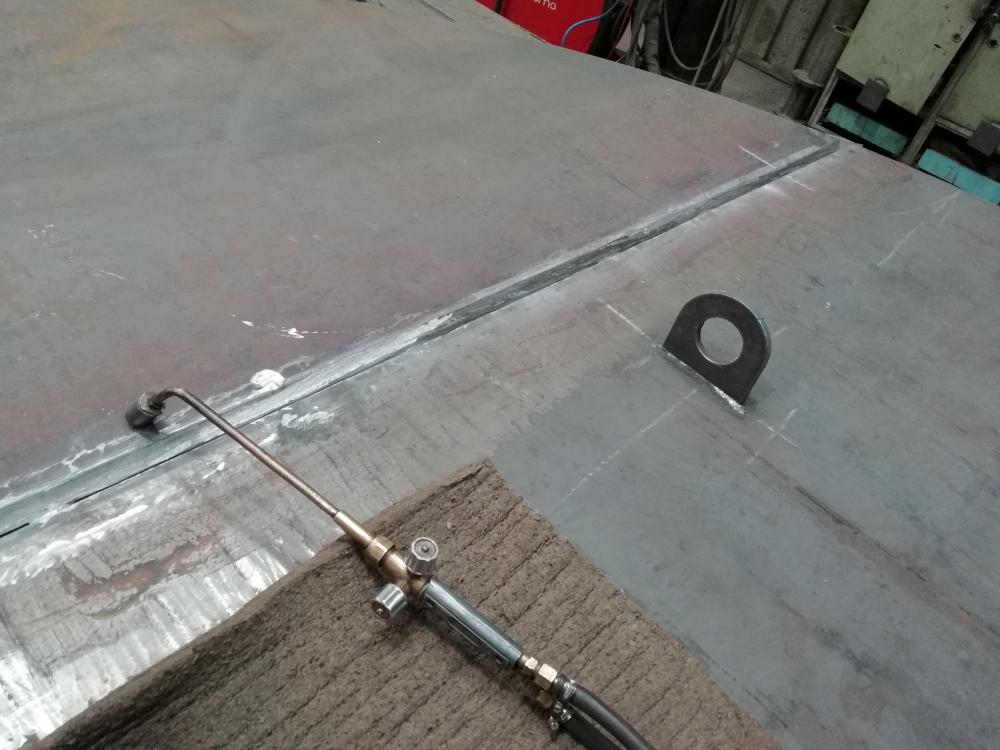
Собственно вот. Ремонт или переделка, кому как нравится. Такое бывает из-за спешки ну и халатности, изначально листы сваривались автоматом под флюсом и все шло нормально без лишних движений. Но в один момент решили ускорится и добавить группу полуавтоматчиков. Где то корень недобрали, где то не догрели и пошло поехало. Было принято решение что проще отрезать и варить заново . Отрезали, зачистили, провели ЦД - ничего , затем МПД, потом еще срезали и снова ЦД и показало что дефект не просто ниточка, а распространен в ширину между слоями.Благо запас для срезания есть. Толщина 50мм , дефект на глубине 7-24мм . На всю длину. Технология такая, корень П/А, все остальное под флюсом. Вообщем будьте внимательны. Небольшой фрагмент видео с обратной стороной корневого прохода Режим
- 3 962 ответа
-
- 12
-
-
Зависит от ситуации. А тут просто ради научного интереса, а с элементами соревнования еще интересней.
-
Укажите тип соединения хотя бы, прям попробовать захотелось.
-
Зависит от источника , а так же толщины металла. Да и брызги на ржавчину не липнут.