konstantinXX
-
Постов
2 100 -
Зарегистрирован
-
Посещение
-
Победитель дней
9
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент konstantinXX
-
мною было чуть выше написано, что хром это легирующий элемент защищающий поверхность стали от окисления. Как таковой он жаростойкости не даёт, т.к. при повышенной температуре он просто напросто уйдёт в карбиды и алес. Титан не позволяет хрому прореагировать с углеродом при высокой температуре, это и есть повышение жаростойкости. В 430-й титана нет (либо брать о8х17Т, отечественная), но там низкое содержание углерода, т.е. хром уйти в карбиды не сможет. Таким образом, можно повысить жаростойкость не только добавлением легирования, но и снижением содержания углерода в жаростойких сталях. пульс сей час, наверное, только на вду отсутствует. Да и без него можно. конечно не отрихтуете, он и на листогибе гнётся не всегда хорошо, а вы по ней молотком/монтажкой, но варится нормально. дык я и не советовал ферритную (цитирую "...Возможно, что 430 была бы предпочтительна по всем статьям..."), я предложил её как один из вариантов, кстати, намного более предпочтительный, чем 304-я. Но лучше 321-я. Только дорого. Масса Том, дык я ж не профессионал, какие могут быть расчёты, только эмпирически. Но раз буст отсутствует как класс, то как не профессионалу, мне кажется, что у цилиндров работающих в максимально разных тактах надо сделать парные раннеры подлиньше и свести их в пайпе ближе к середине машины. В этом случае цилиндрам будет легче "выдыхать". Но, это я чисто как не профессионал говорю. Мой узам-3320 пока ещё в работу не запущен, не преодолел стадию скучных кузовных работ. Как разберусь с кузовом своей Бешеной селёдки, так займусь двиглом и выпуском.
-
зачем повторять всегда одну и ту же ошибку? Имеет склонность к охрупчиванию и охрупчивается это разные вещи. Я, наверное, совсем с ума сошёл, что абсолютно спокойно варю ферритку. Конструктора так вообще бабахают коллектора на современные авто ради удешевления из неё, и ни чего - ходят как родные. Ещё и подлечиваются периодически при помощи живительной дуги. Может быть всё таки уже придём к выводу, что ЗТВ имеет склонность к охрупчиванию для ферритных нержавеек лишь в одном случае - повышенное тепловложение. Маленькое отступление. Как раз вчера настраивал аппарат под миллиметровую alsi 430. Необходимы были настройки в режиме прихваток (аналог кемпи микротак), в режиме пульса (для крышки бака) и в режиме высокочастоной модуляции (для стенок). Собрал на прихватках в точечном режиме две тестовые пластинки, пару участков обварил в пульсе, частично с присадкой, частично своим телом. Начал ломать, т.к. было необходимо ещё отстроить модуляцию, а лишних кусков не было. И не сломал. Прихватки лопнули посредине, а там, где в пульсе варил держит. Пришлось пилить. Вот вам и 430-я Кстати, по поводкам при сварке, ферритные стали гораздо к ним менее склонны. МКК им вообще неведома. сказки. У каждой из групп коррозионно-стойких сталей есть свои преимущества и недостатки, и цена далеко не на первом месте. дорожная соль - хлорид калия. В водном растворе даст как раз ионы хлора. Они и будут на коллекторе разогретом до красна. 430-я не является жаропрочной, она жаростойкая, механизм я описал выше. Хром и никель на жаропрочность навряд ли влияют.
-
@SergDemin, карбиды хрома отвечающие за МКК и образуются при повышенных температурах. Титан при высоких температурах не позволяет образовываться карбидам хрома, в этом проявляется его свойство придания жаростойкости 321-й. Она действительно жаростойкая. Но, добавлю свои пять копеек. Существует экономическая сторона. Мой товарищ узнавал для себя, что купить готового паука будет стоить примерно 4-4.5т.р. Ясен пень, что такой паук будет из 304-й в лучшем случае (а то и 200-й серии), раннеры будут произвольной длины, сварка без заддува и контроля тепла. Но кого сей час интересуют подобные тонкости у нас? Стоит дёшево и ладно. Сможет ли ТС организовать сбыт дорогостоящего (на много) коллектора из 321-й, с расчётом раннер и сваркой без отступления от технологии? Я уже знаю ответ. А сварить подобную вещь мне было бы интересно. Возможно, что 430 была бы предпочтительна по всем статьям, но это сугубо моё мнение как не профессионала.
-
Господа, хватит переливать смесь из пустого баллона в порожний. Отгадка здесь проста как жизнь: в стоячих баллонах, даже если предположить, что на дне углекислота, всё равно у вентиля будет газ и больше нужного не нальёшь. Поэтому безопасно. Относительно. Аминь.
-
Да, я о том же подумал. Возможно остался как атавизм, ведь штуцера взяты вполне себе серийные.
-
А почему отверстия такие крохотные?
-
её сын меня на авто повёзёт на хату, значит возраст уже забальзаковский. А что сломалось сказать не могу, не знаю. Сам думаю, что там могло сломаться и не снимается?
-
@Hlorofos, на дурака не нужен нож... тема старая, но по сей день актуальна. А у меня завтра работа на выезде, большая. Диван поеду сваривать. Не смог отказать женщине и варить придётся в квартире. Ясен пень, что такая работа в порядке благотворительности, т.к. штука выезд+штука в час в таких случаях неуместны. Вот я и сравниваю: выездная работа за бесплатно, качественно - и порево за 50 кусков. Что-то я делаю не так?
-
Действительно, попробую полуавтоматной поводить для интереса.
-
@psi, а чем аналог грип-рукоятки бинцеля на агни плох? Бинцель так то же делает.
-
Мне иногда приходится варить левой рукой (ну там, у стенки перила или трубу, когда другая стена мешает справа), зело неудобно, но терпимо. И это при полном отсутствии привычки варить левой. Думаю, что небольшая тренировка даст возможность работать одинаково обоими руками. Но к видео это отношения не имеет, парень действительно молодец.
-
@Вад11, объясните, что там не так? Я никогда подобные вещи не делал, поэтому просто интересно. От себя отмечу, что на таких больших толщинах и ответственных элементах полуавтоматом точками вертикал варить это не есть хорошо. Хотя, возможно он просто прихватывал, но не похоже. Да и процесс соосной расточки не показан.
-
Вить, ткни их носиком - пусть добавят в линейке плазморезов однофазный, да подешевле. Мне их трёхфазник на 70А ни в красну армию. А лёгкий однофазник в самый раз. Я так уж и быть готов взять на испытание.
-
Валер, спасибо за файл. Получается любой УГС можно в почти любых пределах самому перестроить, а сей час эти гопники пишут, что для настройки обязательно отправлять на завод.
-
@selco, в электрод.ру закажи 4047 2,5кг диаметром 2мм, для пайки самое то. Ну, и пост побыстрее в эксплуатацию вводи, заждался он работы.
-
а у меня клиенты проверяют горелкой при мне)) А что - зато дисциплинирует.
-
@ЛехаКолыма, у вас на столе 10 яблок. 3 в тарелке и 7 на скатерти. 3 яблока со скатерти вы положили в карман, два сразу съели. Итого не зависимо от формы на столе 5 яблок у вас их то же 5. Примерно так же и с хромом: сколько атомов его было, столько и осталось. Про больше я немного загнул (юношеский максимализм в христовом возрасте подкрался), не больше, а столько же.
-
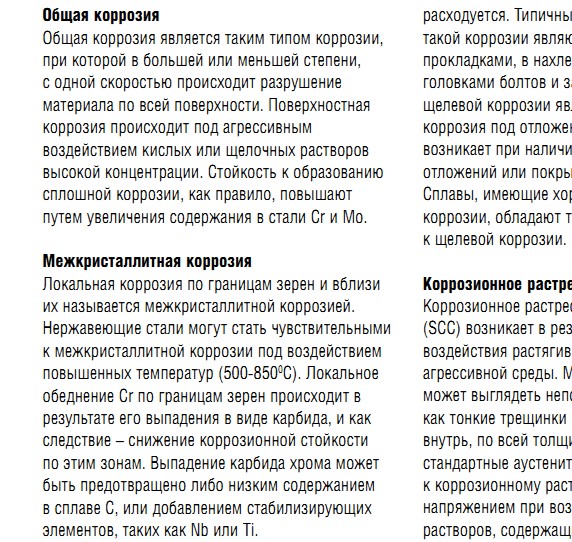
@ЛехаКолыма, окисел образуется только в присутствие окислителя, т.е. в рассматриваемом случае - кислорода воздуха. Данный окисел это плёнка на поверхности и не более того. Причём в этой плёнке хрома примерно столько же, сколько и в шве или даже больше, т.к. карбидов там нет, а распределение хрома в расплаве сварочной ванны примерно равномерно. Даже в шве хром ни куда не девается при перегреве. Это мы употребляем термин - выгорает. Он не выгорает, он вступает в реакцию с углеродом и не более. И в окисной плёнке хром то же ни куда не девается. На скрине из книжки описание межкристаллической коррозии.
-
@ЛехаКолыма, как бы попроще объяснить: окисел и есть средство защиты от коррозии. Удаляя окисел вы удаляете защиту и возникает необходимость выждать время для его повторного образования, либо пассивировать.
-
@ЛехаКолыма, цвета побежалости это смесь оксидов, в т.ч. и хрома, обеднения им нет. От коррозии защищает именно оксид хрома. Получается, что оксиды цветов побежалости защищают внутреннюю структуру от коррозии. Обеднение хромом наступает при низкой скорости сварки, при которой хром выпадает между зёрнами в виде карбидов и уже не способен вступить в реакцию с кислородом воздуха - так называемая межкристаллическая коррозия. П.С.: после удаления цветов побежалости, в т.ч. и механическим путём, необходима выдержка нержавеющей стали в сухой среде для образования оксида хрома на её поверхности. если сразу после удаления цветов побежалости поместить деталь в среду пара, то протравленная зона уйдёт в нирвану, быстро и бесповоротно.
-
1. Горячее растрескивание аустенитных коррозионно-стойких сталей происходит исключительно вследствие отсутствия в структуре феррита, что при применении соответствующего рекомендациям прутка/электрода просто недостижимо, т.к. химический состав присадки рекомендуется исходя из требования наличия ферритной фазы в наплавленном металле. Межпроходная температура тут не причём, её при многопроходных швах соблюдают из-за технологических особенностей, как-то очистка предыдущих валиков от оксидной плёнки, шлака. При сварке телом, если руки совсем уж из пятой точки не растут, то горячего растрескивания не получить, т.к. сварка телом идёт до S=3, а это значит скорость сварки по определению будет высока, куда выше, чем при сварке с присадкой. 2. Высокая скорость сварки используется для предотвращения выгорания лигатуры прежде всего, и уж не для предотвращения горячего растрескивания точно. 3. Совет применять присадку с высоким легирование везде, где только можно, меня слегка убил. 4. Межкристаллическая коррозия относится к особенностям сварки? Наверное не только, скорее нет, это всего лишь возможность при криворукости, но было сказано именно так. 5. Сварка без поперечных колебаний - убил. 6. На низких токах при высокой скорости сварки... Как, Карл, как???? 7.А если не зачищу шов и не обработаю специальной пастой? Этот и подобные ляпы на каждом шагу, типа необходимо применять теплоотвод в виде медных (а если не медных?) пластин (всегда?), а большие толщины это сколько? 80А для тех электродов это действительно нижнее значение тока или всего лишь рекомендованное производителем? 8. Удаление цветов побежалости действительно защищает от коррозии? Короче, говорящая голова без мозгов и малейшего понимания процессов, но вещает. "Мы разбираемся в сварке... хе-хе" П.С.: щётка это мелочь, ведь можно пассивировать азоткой.
-
@selco, подредактируй свой пост и убери пожалуйста этот бредовый ролик от "гуру сварки" уровня "бог" - такую ересь несёт и не краснеет. Без обид.
-
металлолом))
-
П/а ваш забудьте. А то здесь, в соответствующих темах,люди фото выкладывают творчества доморощенных полуавтоматчиков. Контактный поджиг это хорошо, но если будете заниматься ремонтной сваркой алюминиевых деталей, то он сильно замедлит выполнение работ, т.к. зажигать и гасить придётся часто. А если в разбежку заплату на бак варить? Трансом тонкое варить наверное тот ещё номер. Нет, были на этом форуме и на других ребята, которые пивные банки трансом варили, но это лишь исключение подтверждающее общее правило. Возьмите лучше волшебный сундук. По цене б/у он будет вдвое дороже, чем транс, осцил, балласт. Но оперативности больше. Кстати, там и постоянный ток будет. Без вложений нет развития.
-
Угу. Я когда свой аппарат взял, да купил всего необходимого по чуть-чуть на первое время, да подарили кое-что друзья, то год отдавал долги. Но ни чуть не жалею, что в них влез. Если бы ни долги/кредиты, то я так и оставался на уровни аппарат-присадка-кастрюлька. А так - аппетит приходит во время еды, а кредитор заставляет шевелиться. П.С.: тренироваться надо на чужих дорогостоящих деталях, ибо чувство опы ещё ни кто не отменял. Оно дисциплинирует лучше, чем замполит. А теперь по делу: если взять всего по чуть-чуть, да китайский волшебный сундук, то в 150т.р. вполне можно уложиться. Отобьётся? да, года через два. А до этого будете не только вложения отбивать, но и снова вкладывать, т.к. понадобиться ещё очень многое, кроме уже купленного. А не вложите, сразу захотите сливки снять, то через два года как кастрюльки варили, так и будете их варить.