konstantinXX
-
Постов
2 100 -
Зарегистрирован
-
Посещение
-
Победитель дней
9
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент konstantinXX
-
наискромнейшим. Только если поштучно всё брать и то не хватит. П.С.: работа с алюминием требует наличия ПШМ и фрез к ней. Т.к. литейные детали из алюминия имеют довольно замысловатые формы. Добавьте в список своих хотелок.
-
дык берегов не чуем
-
Валер, надо будет опробовать твою идей и пошкрябать её перед использованием.
-
За Виктором лучше записывайте. Я здесь только его идеи проповедую на правах младшего научного сотрудника.
-
@aleks 555, небольшие корпусные детали просто на горячую надо. Они хорошо терпят нагрев за счёт своей замкнутой формы, а за счёт малой толщины стенок хорошо нагреваются. И пор не будет, что от никеля, что от бронзы. Ну, или электроды можно использовать на холодную, они дают минимальное количество сквозных пор, особенно если на основных опыт работы имеется.
-
@psi, очень быстро остывает. Скажу крамольную вещь: данный блок на холодную можно было вообще не проковывать из-за огромного теплоотвода, просто не успеете даже в хамелионе. Сразу после сварки рука абсолютно спокойно терпит температуру околошовной зоны. Это же СЧ-20, со всеми его прелестями.
-
Чешуйки острые на фото - п/а, значит ПАНЧ с подогревом. Виктор, так? @Weld Set, открою вам страшную тайну: пока вы снимаете маску проковка становится бесполезной. Звонкие удары проковочника подтверждают мои слова.
-
Печурка даёт возможность варить с минимальной проковкой. На холодную так не решусь. С уважением.
-
@krech, приветствую. На видео в ютубе не увидел следов проковки при наложении заплаты этого блока. Варили без проковки?
-
Советам здесь места нет. Есть строгие правила, выполняете их - живёте долго и счастливо. Не выполняете - играете в рулетку с известной ставкой. Правила простые: 1. Бак вымыт изнутри. 2. Бак пропарен. 3. Бак заполнен углекислотой. П.С.: картинки из старых учебников, где маФынка заполняет бак своим выхлопом, пусть будут отнесены в раздел юмора. Чёрного юмора.
-
он жил несколько дней. Стандартный случай при ожогах - синдром третьего дня. Именно столько надо времени для достижения отёчного пика. Отёк дыхательных путей чреват летальным исходом, т.к. вдыхать анусом сфинктер не желает, он желает только выдох делать - лентяй.
-
Сюда, сюда. ага, я раз материалы уголовного дела читал. Там сварщик мало того, что орал, что пропаривать не надо, так ещё и радовался соляре на дне - типа не придётся керосин тратить для проверки на герметичность. Мир душе его - скончался в больнице.
-
снимите фаску с обратной стороны и не будет расходиться. Хотя небольшая трещинка в вершине обратного валика на але это норма. Поэтому обратный валик лучше подрезать или переплавлять, если есть возможность.
-
@АргонWelder, отказывайтесь от этой работы. В треугольнике сварки: аппарат - материал - сварщик, две неизвестные. попытка решить такое уравнение грозит многочисленными ошибками. А виноват будет заезжий сварщик. Однозначный отказ и соболезнования в газету.
-
улыбчивая))
-
@АргонWelder, если листовой металл не большой толщины, чистый и удобно подлазить, то 80р. нормальная цена для РАДС, т.к. здесь опт + постоянная клиентура. Но необходимо отдельно договариваться, если сварка ведётся на выезде. Т.к. выезд то же стоит денег добавляя забот сварщику. Плюс в цехе ещё и температура влияет. Если температура низкая в цехе, то я всегда накидываю за выезд. Ибо мне моё здоровье дорого.
-
Господа, раз нет требований к языку общения, то значит можно на любом языке общаться. Что не запрещено, то разрешено. В конце концов, но каждый, кто хочет поучаствовать, может воспользоваться гугл-транслитом, это не сложно. Будьте терпимее. Перевожу: и можно подключить неродной а например SSVA-PU или иной Так привычнее?
-
Я уже давно от 400р. за сантим 10мм беру и считаю не дорого. Буду поднимать.
-
Валер, а я на красоту шва уже подзабил. Раньше комплексовал, а теперь нет. Одно дело, если варишь за столом, опираясь, новые чистые деталюхи. И другое дело, если эта деталюха пару лет каталась по нашим дорогам, да и лежит не на столе, а сам сварщик перед ней застыл в позе взлетающего Будды. Конечно, по максимуму я отрабатываю, т.к. не изменяю своему принципу: красивый шов может быть качественным и не качественным. Не красивый шов не качественный всегда. Но такой красоты и равномерности как в ролике у меня конечно же нет, и не будет, я с этим смирился. Хотя в любом правиле есть исключения. Например, один из наших форумчан, который работал в ЕС и здорово набил руку, классно варит и заежженый металл. Но может пару заклинаний знает? По ролику. Первое, что заметил, почти полное отсутствие обратного валика. Это значит варил на заниженном токе. Так проще контролировать, но провара то нет. В его случае, наверное, это не принципиально. В моём случае, это не допустимо. А вот что действительно понравилось, так это способ подачи присадки. У меня так не получается, сколько ни пробовал. Я подаю то же не плохо, но одновременным движением указательного и среднего пальцев. А этот товарищ шпарит только большим пальцем. Так равномернее подача получается. С уважением.
-
Роскошная игрушка, поищу такую же. Спасибо.
-
2800 взял недели две назад. Обратитесь к АлександруПАНЧ11 в соответствующем разделе форума.
-
Валер, я вспоминал о твоей чудо-фрезе когда шкрябал всё то мясо. А по поводу соляры ты прав. Я один раз на заре своей сварочной юности попробовал подварить старую заплату и мне хватило ощущений, а вот словарного запаса нет - не хватило. С тех пор старые заплаты не подвариваю, а срезаю. как называется эта фреза?
-
У кого станочный парк большой, да есть кому маховики крутить, тем проще. У меня метчик да пара рук. Поэтому любую резьбу, за крайне редким исключением, завариваю полностью, сверлю, режу. Предварительно проводится слесарная работа по выявлению центра и его фиксации. Иногда после нарезки ещё и привалочную плоскость под колечки делаю. Всё руками и ручным инструментом. Иногда, когда нет времени разобрать агрегат, например, редуктор, гидрораспределитель или тому подобное, то делаю бобышку с резьбой, а потом привариваю её. Получается чуть выше, зато соосно и без стружки внутри. За подобную простейшую работу я беру особенно дорого.
-
Можно, будет не большая пористость.
-
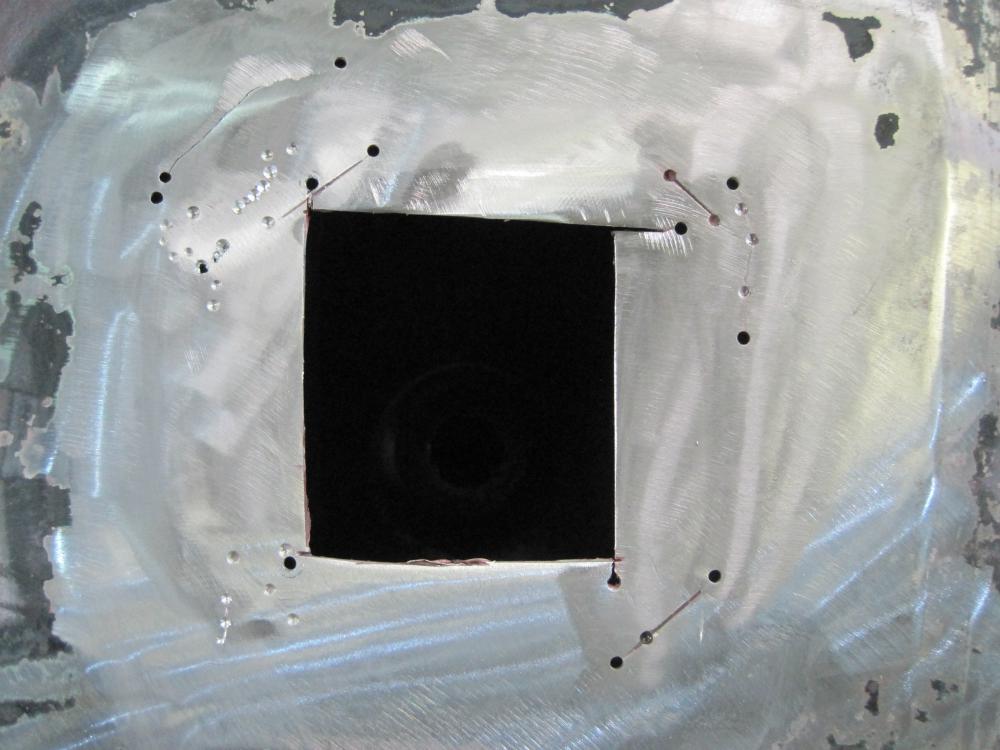
Продолжение будней. Хотя, кому будни, а кому вполне себе праздник. Сегодня меня поздравляли с прошедшим праздником - достали, ведь у меня сегодня праздник вполне себе действующий - возраст Христа подкрался незаметно на мягких песцовых лапках. В этом возрасте были и Владимир Семёнович и, наше всё, Александр Сергеевич. Теперь вот и мой черёд, тем более, что компания вполне себе ни чего. Приговорили с товарищем по этому поводу мутной жидкости (да благословенна она будет и создатели её) и за работу. Продолжение голландской темы. Машина осталась на трассе, бак привезли мне. Надо очень срочно сделать маленький питстоп. Спустя несколько часов машина должна стать под загрузку и в загран. Бак не пропарен, только промыли. Глупо загнуться в свой день рожденья, но на то и 33. Голландская заплатка: Сопливит с под углов. Две трещины, одна поменьше, другая здоровая. Образовалась вследствие попытки подварить угол на заплатке. Наложили так, что металл порвался на границе. Кстати, как мне рассказали, голландцы варили не снимая бак с машины и не сливая топливо. Варят, тушат, варят. Хочу такой же волшебной травы. 1. Вскрываем: 2. Дефектуем, картина маслом: 3. Ставим подкладки дабы корешок был хорош: Не забываем про заполнение углекислотой. Заполнял по расходомеру с полуторократным запасом. В процессе работы пару раз подливал. Но ангел за спиной всё равно нервничал, я у него первый и пока единственный. 4. Вывариваем трещины и заплата встык: Немного пёрла грязюка с обратной стороны, но это уже мелочи. Бонус на будущее (если оно наступит):

- 1 853 ответа
-
- 20
-