- Популярный пост


Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
семейство змз 406-409http://websvarka.ru/talk/public/style_images/master/attachicon.gifБезымянный.png
Результаты испытаний чугунных распределительных валов показали, что в равных условиях эксплуатации износ их на 38 - 50 % меньше, чем у стальных валов, а их стоимость примерно вдвое меньше стальных кованых. ЦНИИТМашем и заводом Русский дизель был отлит и испытан вал для шестицилиндрового мощного дизеля. Материалом служил сверхпрочный чугун с перлитной структурой металлической основы. [1]
Изношенные кулачки чугунного распределительного вала двигателя ВАЗ наплавляют высоколегированным электродом Т-590 или Т-620. Так как чугунный распределительный вал из-за его хрупкости почти нельзя править, то при наплавке применяют такой способ, чтобы вал деформировался возможно меньше. [2]
Заготовки стальных распределительных валов получают штамповкой в многоручьевых штампах с последующей обрезкой и правкой на специальных прессах. Заготовки чугунных распределительных валов получают литьем. [3]
Изношенные кулачки чугунного распределительного вала двигателя ВАЗ наплавляют высоколегированным электродом Т-590 или Т-620. Так как чугунный распределительный вал из-за его хрупкости почти нельзя править, то при наплавке применяют такой способ, чтобы вал деформировался возможно меньше. [4]
Обработанные таким способом распределительные валы из легированного перлитного чугуна с пластинчатым графитом обладают высокой износостойкостью. Установленные на двигателях тракторов ДТ-54 чугунные распределительные валы за 1000 ч работы в полевых условиях износились на 0 020 мм, за то же время серийные стальные валы износились на 0 030 мм. [5]
Литые чугунные закаленные распределительные валы применяют на двигателях ЗИЛ-Ill, а отбеленные на двигателях Москвич-412. Хорошие результаты получены: при - испытании закаленных чугунных распределительных валов на двигателях ЗИЛ-130, ЗМЗ-53А и МЗМА-412, а также отбеленных чугунных распределительных валов на двигателях ЗМЗ-53А. [6]
Литые чугунные закаленные распределительные валы применяют на двигателях ЗИЛ-Ill, а отбеленные на двигателях Москвич-412. Хорошие результаты получены: при - испытании закаленных чугунных распределительных валов на двигателях ЗИЛ-130, ЗМЗ-53А и МЗМА-412, а также отбеленных чугунных распределительных валов на двигателях ЗМЗ-53А. [7]
Из особенностей конструкции следует отметить применение для регулирования зазора в механизме привода самотормозящихся болтов 1 в коромыслах и наличие подковообразной пружины 2, обеспечивающей постоянную связь между стержнем клапана и коромыслом. Гидравлические толкатели отсутствуют, по-видимому, Фиг. Для с помощью качающегося рычага, уменьшения колебаний клапанная пружина имеет переменный шаг навивки; дополнительно предусмотрено механическое демпфирующее устройство. Закаленные толкатели клапанов приводятся в движение незакаленными кулачками чугунного распределительного вала. [8]https://www.ngpedia.ru/id311894p1.html
-
 4
4
-
-
Более, чем))))
Распределительный вал газораспределительного механизма служит для передачи вращающего момента. При расположении вала в головке цилиндров привод осуществляется цепной или зубчатоременной передачей в блоке цилиндров посредством шестерен. Распредвал в зависимости от области применения изготовляется из различных материалов. Самый распространенный – сталь. Распределительные валы изготовляют из цементуемой или углеродистой стали. Кулачки и шейки подвергают цементации или поверхностной закалке http://websvarka.ru/talk/topic/13615-tekhnologiia-proizvodstva-detalej-dvigatelej-vn/
-
5
-
-
когда сила бахнет, привозите. Я их переделываю.
Хорошенькую перспективу вы ему обрисовали:так и видится неизбежность следствия - точно бахнет
-
Жившие в СССР...
"В возрасте 101 год от нас ушел великий украинец. Металлург, инженер, изобретатель, ученый, преподаватель. Первый награжден званием Героя Украины. Академик. Гений. Легенда. Есть много слов, которыми можно описать Бориса Евгеньевича Патона. Однако нет таких слов, которые в полной мере могли бы раскрыть масштаб его фигуры", - написал в своем Facebook президент страны Владимир Зеленский. Он отметил, что Борис Патон был грандиозной личностью и "нет таких слов, которые в полной мере могли бы описать масштаб утраты", - сообщает РБК.
-
6
-
-
Фильмы ужасов много потеряли...
-
4
-
-
ГОСТ 3242-79 Соединения сварные. Методы контроля качестваhttp://docs.cntd.ru/document/1200003545
Контроль сварных соединений течеисканиемОсновным эксплуатационным требованием к конструкциям замкнутого типа (сосудам, трубопроводам) является герметичность (непроницаемость) их стенок и сварных соединений.
Герметичность — это способность конструкции ограничивать проникновение жидкости или газа сквозь ее элементы и через их соединения. Степень герметичности измеряется утечкой жидкости или газа в единицу времени.
Испытание конструкций на герметичность, или контроль течеисканием, выполняют с использованием пробных веществ (жидкостей или газов), которые легко проходят через сквозные дефекты и хорошо различаются визуально или с помощью приборов — течеискателей и других средств регистрации.
Контроль течеисканием позволяет обнаруживать в сварных соединениях и основном металле сварных узлов и конструкций следующие виды сквозных дефектов: трещины, непровары, поры, свищи, прожоги и др. Размеры сквозных дефектов ввиду невозможности измерения их линейных размеров условно оцениваются потоком пробного вещества, протекающего через дефект в единицу времени.
Согласно ГОСТ 18353 — 79 различают капиллярные, компрессионные и вакуумный методы контроля течеисканием. Все эти методы в зависимости от вида и способа индикации, используемого пробного вещества, применяемой аппаратуры и технологических особенностей имеют свои разновидности.
Выбор метода течеискания определяется степенью необходимой герметичности испытуемых объектов, направлением и значением нагрузки на оболочку и допустимыми к применению пробными веществами.
Желательно, чтобы направление и значение нагрузки при испытаниях герметичности совпадали с аналогичными характеристиками рабочей нагрузки объектов контроля.
Капиллярные методы. Эти методы контроля сварных соединений основаны на явлении капиллярного проникновения жидкости, обладающей высокой смачивающей способностью, в сквозные дефекты. Для проверки на одну поверхность сварного соединения, предварительно очищенную от загрязнений, обильно наносят проникающую жидкость, например керосин, а на противоположную — адсорбирующее покрытие в виде меловой обмазки, состоящей из 350 … 480 г молотого мела (или каолина) и 1 л воды.
После определенной выдержки контролируемое соединение осматривают, выявляя сквозные дефекты по желтым пятнам керосина, появившимся на меловой обмазке. Зачастую для лучшего выявления пятен керосина в обмазку добавляют красители яркокрасного цвета или люминофоры. Метод керосиновой пробы позволяет эффектно обнаружить сквозные дефекты с диаметром более 0,1 мм.
Иногда для повышения чувствительности и производительности данного метода контроля поверхность испытуемого объекта после смачивания сварного соединения керосином обдувают сжатым воздухом под давлением 0,3 … 0,4 МПа, ускоряя проникновение керосина в полости дефектов.
Метод керосиновой пробы применяется для контроля сварных соединений наливных емкостей, нефтяных резервуаров, цистерн и других конструкций, доступ к которым возможен с обеих сторон.
Другие капиллярные методы течеискания основаны на использовании пенетрантов — красок (цветной метод) или люминофоров (люминесцентный метод).
Компрессионные методы. Данные методы контроля основаны на создании в испытуемом объекте (замкнутой системе) избыточного давления пробного вещества (жидкости или газа) и регистрации на лицевой поверхности сварного шва участков течи. В зависимости от типа пробного вещества различают жидкостные (гидравлические) и газовые методы течеискания.
Жидкостные методы течеискания применяют для проверки различных замкнутых систем (например, паровых котлов, нефтехимической аппаратуры и др.), работающих под давлением. Контролируемый объект заполняют рабочей жидкостью или водой, герметизируют, с помощью гидравлического насоса создают в нем избыточное давление и некоторое время выдерживают под этим давлением. Затем производят визуальный осмотр наружной поверхности объекта. Признаком наличия дефекта служит появление капель жидкости на поверхности или ее отпотевание. Жидкостные методы контроля позволяют выявлять течи диаметром около 1 мкм.
Гидравлическим испытаниям должен предшествовать радиационный или ультразвуковой контроль, если он предусмотрен техническими условиями.
К жидкостным относится люминесцентно-гидравлический метод контроля, при проведении которого в состав пробного вещества добавляют люминофор, а лицевую поверхность сварного соединения осматривают при воздействии на нее ультрафиолетовым излучением.
Иногда при использовании жидкостных методов контроля для лучшей выявляемости дефектов на лицевую поверхность соединения наносят индикаторное покрытие, в состав которого входит люминофор, например динатриевая соль флуоресцеина, люминесцирующая при попадании на нее воды, и сорбент (крахмал), удерживающий воду в течение длительного времени. Местоположение сквозного дефекта определяется по зеленому свечению участка индикаторного покрытия при воздействии на него ультрафиолетовым излучением.
При проведении гидравлических испытаний важно правильно выбрать давление, создаваемое в сварной конструкции. Обычно испытания на герметичность совмещают с гидравлическими испытаниями конструкции на прочность и производят их при давлении, в 1,1 — 1,5 раза превышающем рабочее. При контроле сварных соединений в условиях серийного производства, например спиральнои продольно-шовных труб для газонефтепроводов, применяются специальные испытательные стенды.
Гидравлический метод иногда используется и для испытания открытых сосудов, например отстойников. В этих случаях их заполняют жидкостью, а затем остукивают и осматривают лицевые поверхности сварных швов.
Газовые методы течеискания обладают большей чувствительностью, чем жидкостные, поскольку газообразные пробные вещества значительно легче проходят через мелкие сквозные дефекты. Газовые методы контроля применяются исключительно для испытания замкнутых сосудов. Самый простой из газовых методов контроля — пузырьковый (рис. 41) — заключается в погружении сварной конструкции в емкость с водой, в которой с помощью воздуха создано избыточное давление. Участки течи выявляют по выделяющимся пузырькам воздуха.
Если размеры сварной конструкции не позволяют поместить ее в емкость, то лицевую поверхность сварного шва покрывают пенообразующим веществом (мыльным раствором) и участки течи фиксируют по мыльным пузырькам. Основой пенного индикатора служат поверхностно-активные вещества («Лотос», «Ладога» и др.) и также влагоудерживающий компонент — глицерин (до 90 %) с хромпиком (0,01 %). Пузырьковый метод контроля позволяет выявлять мелкие течи диаметром до 1 мкм.
Химические компрессионные методы контроля герметичности основаны на применении для индикации течей химических реакций пробного вещества с индикаторным слоем, нанесенным на лицевую поверхность проверяемого шва.
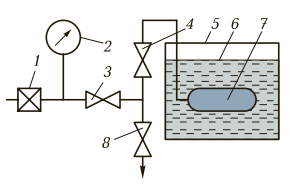
Рис. 41. Схема пузырькового метода контроля течеисканием: 1 — редукционный клапан; 2 — манометр; 3 — нагнетательный клапан; 4 — предохранительный клапан; 5 — бак; 6 — жидкость; 7 — контролируемый объект; 8 — вентиль сброса давления
К компрессионным относится метод контроля герметичности с помощью воздушно-аммиачной смеси, заключающийся в том, что лицевую поверхность шва испытуемого объекта покрывают бумажной лентой, смоченной 5%-ным раствором нитрата ртути или раствором фенолфталеина, а в испытуемый объект подают смесь воздуха с 1 … 10 % аммиака. Бумажную ленту выдерживают в этом положении в течение 1 … 15 мин. Аммиак, проникая через сквозные дефекты, оставляет на бумаге в местах течи черные или фиолетовые пятна.
Для покрытия лицевой поверхности шва вместо бумажной ленты можно использовать индикаторную массу следующего состава, выраженного в массовых долях: дистиллят — 40; агар-агар — 1; фенолфталеин — 0,15; безводная сода — 0,01. В этом случае участки течи фиксируются как бесцветные пятна на малиновом фоне массы.
Весьма технологичен газолюминесцентный метод контроля герметичности, заключающийся в следующем. Емкость заполняют обессоленной водой, насыщенной пробным газом (например, СО2 и аммиаком). На лицевую поверхность проверяемого объекта наносят индикаторную адсорбирующую обмазку, содержащую химические компоненты, которые при контакте с пробным газом образуют новый индикатор, флуоресцирующий при воздействии ультрафиолетового излучения.
Наиболее простым из компрессионных методов контроля является манометрический, который заключается в регистрации изменения давления внутри сосуда, происходящего в случае его негерметичности, с помощью манометров в течение определенного промежутка времени. Данный метод обеспечивает приблизительную оценку герметичности, но зато может применяться для периодической проверки конструкций, работающих под давлением, без каких-либо дополнительных операций.
На практике возможны течи различных сварных конструкций, которые значительно меньше выявляемых указанными ранее методами. Их обнаруживают галогенным методом течеискания. В качестве пробного газа в этом случае используют фреон-12 (химическое соединение на основе фтора), обладающий высокой проникающей способностью. Индикатором здесь служит электронный прибор с платиновым диодом в качестве чувствительного элемента, анод и коллектор которого, разделенные воздушным или вакуумным промежутком, нагреваются до 800 … 900 °С. При попадании в этот промежуток молекул фреона электрический ток, протекающий через диод, резко возрастает, что фиксируется электронным
стрелочным прибором. Промышленность выпускает переносные галогенные течеискатели моделей ГТИ-6 и БГТИ-5, имеющие некоторые конструктивные различия.
Существует и более чувствительный способ индикации фреона — по продуктам его распада в атмосферных условиях.
В комплекте с течеискателем БГТИ-5 поставляется измерительный блок со стрелочным прибором и звуковым индикатором — телефоном. Помимо основного атмосферного датчика в нем имеются вакуумный датчик, выносной обдуватель с регулируемым потоком и регистрирующий блок.
Течеискатель БГТИ-5 с автономным питанием от аккумуляторной батареи удобен при испытании сварных конструкций большой протяженности в монтажных и полевых условиях.
На практике при галогенном методе контроля герметичности (рис. 42) обычно используется щуп течеискателя. В контролируемом объекте создают небольшое избыточное давление фреона-12, и щупом течеискателя производят обследование его наружной поверхности вдоль всего шва. Скорость перемещения щупа составляет 10 … 25 мм/с.
При гелиевом течеискании пробным веществом служит гелий — газ, обладающий малой молекулярной массой и хорошей способностью проникать через мельчайшие каналы. Индикация газа производится масс-спектрометром. Гелий, прошедший через сквозные каналы в испытуемом объекте, попадает в камеру массспектрометра, в которой создан высокий вакуум. Камера массспектрометра, находящаяся в магнитном поле, имеет катод, ионизатор, диафрагму и коллектор, помещенные в латунный корпус.
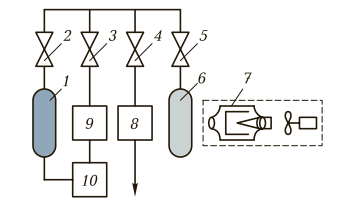
Рис. 42. Схема галогенного метода контроля герметичности с применением щупа и заполнением контролируемого объекта чистым фреоном: 1 — баллон с фреоном; 2 … 5 — вентили; 6 — контролируемый объект; 7 — щуп галогенного течеискателя с атмосферным датчиком; 8 — механический вакуумный насос; 9 — компрессор; 10 — конденсатор
Молекулы газа, поступающие в масс-спектрометр, под воздействием потока электронов, эмитируемых раскаленным катодом, ионизируются и превращаются в положительные ионы с зарядом, равным заряду электрона. Ионы, ускоряемые электрическим полем при напряжении 300 … 400 В, под воздействием магнитного поля приобретают круговые траектории движения, но в зависимости от массы с разными радиусами.
Диафрагмы, расположенные на пути движения ионов, выделяют только ионы гелия, которые попадают на коллектор. При этом происходит усиление ионного тока, что фиксируется миллиамперметром и звуковым индикатором (сиреной). Масс-спектрометр позволяет регистрировать ничтожно малое число атомов гелия, прошедших через каналы контролируемого объекта.
Выпускается несколько типов масс-спектрометрических гелиевых течеискателей, основными элементами которых являются вакуумная система, масс-спектрометр и электронный блок.
Наиболее широко применяются течеискатели передвижного типа ПТИ-7А. Их вакуумная система состоит из механического (ВН-461М) и паромасляного (НВО-40М) насосов, ловушки, охлаждаемой жидким азотом, и вентилей. Ловушка препятствует прохождению паров масла из насоса в камеру масс-спектрометра.
В настоящее время все более широкое распространение получают передвижные гелиевые течеискатели ПТИ-10, чувствительность которых на порядок выше. Они снабжены электронным автоматическим потенциометром и калиброванными гелиевыми течами (образцами), служащими для настройки.
Весьма перспективны инфракрасные газовые течеискатели, в которых реализован метод индикации газов, основанный на избирательном поглощении инфракрасного излучения анализируемого компонента. Наличие специфических особенностей инфракрасных спектров поглощения разных газов и использование селективных приемников обеспечивает высокие чувствительность и избирательность данного метода. Он также весьма универсален, так как позволяет определять концентрации паров многих веществ и газов. Выполнение измерений этим методом возможно в широких диапазонах концентраций паров с помощью сравнительно простых малогабаритных приборов (ИГТ-1 и -2), быстродействие которых составляет несколько секунд.
Катарометрический (газоаналитический) течеискатель ТП-7102 фиксирует утечку в атмосферу пробных газов (водорода, гелия) по изменению теплопроводности индикаторной среды. Работает он на основе схемы моста Уитстона, в два плеча которого включены
два чувствительных элемента, расположенных в датчике течеискателя. Один из них выявляет утечку, а второй — служит элементом сравнения и окружается газовой средой неизменного состава.
При высоких избыточных давлениях в контролируемом объекте и истечении газов через дефекты возникают ультразвуковые колебания, регистрируемые соответствующими приборами. Ультразвуковые течеискатели имеют относительно невысокую чувствительность, однако они используются для выявления участков течи в магистральных газопроводах.
Вакуумный метод. Данный метод течеискания основан на регистрации падения вакуума в замкнутом объеме контролируемого объекта или на индикации молекул пробного газа, появившихся в этом объеме. На чувствительность вакуумного метода существенно влияет степень очистки полости объекта от загрязнений, масел и т. п. Следовательно, поверхность объекта перед контролем необходимо многократно промыть растворителями и протереть, а в отдельных случаях отшлифовать до блеска.
В зависимости от конструкции и конфигурации сварного узла применяют несколько схем контроля герметичности вакуумным методом. Наибольшее распространение получили две схемы контроля: с использованием гелиевой камеры и с использованием вакуумных присосок.
В первой схеме испытуемый объект помещают в заполненную гелием камеру, вакуумируют до необходимого остаточного давления и фиксируют прибором появление ионов гелия внутри объекта при негерметичности последнего. Во второй схеме на наружную поверхность сварного соединения объекта, заполненного гелием под некоторым избыточным давлением, накладывают вакуумную камеру, в которой создают разрежение (рис. 43). Появление в камере ионов гелия, сопровождающееся образованием вздутий в пленке пенообразующего вещества, свидетельствует о наличии течи.
Важное значение имеет выявление зарождающихся микротрещин с крайне малой шириной. Такие микродефекты можно обнаружить с помощью газосорбционного метода. В этом случае сварное соединение помещают в вакуумную камеру для того, чтобы освободить полости поверхностных дефектов от молекул воздуха. Затем в камеру вводят радиоактивный газ 85Кr, являющийся источником -излучения, молекулы которого адсорбируются поверхностными дефектами. Далее сварное соединение извлекают из камеры и на его поверхность накладывают детектор излучения (например, высокочувствительную рентгеновскую или фотографическую пленку).
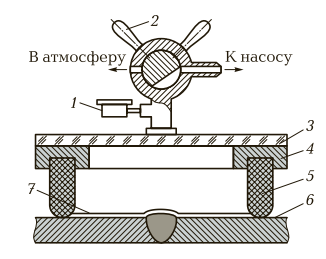
Рис. 43. Схема контроля герметичности с помощью вакуумной камеры: 1 — вакуумметр; 2 — трехходовой кран (в двух положениях); 3 — иллюминатор из оргстекла; 4 — металлическая рамка; 5 — уплотнитель (присоска) из губчатой резины; 6 — контролируемое сварное соединение; 7 — пленка пенообразующего вещества
На участках скопления радиоактивного газа, содержащих дефекты, пленка засвечивается, и после ее фотообработки на снимке получается изображение поверхностных дефектов.
В перспективе возможно использование этого метода для контроля протяженных сварных соединений крупногабаритных конструкций с применением локальных вакуумных камер.
Перспективы совершенствования методов течеискания. Выбор схемы контроля с помощью течеискателя зависит от класса герметичности сварной конструкции, устанавливаемого ее разработчиком. Например, в атомной энергетике в соответствии с условиями эксплуатации и возможностями ремонта все оборудование подразделяют на пять классов герметичности (табл. 8). Каждому из этих классов соответствуют определенные методы испытаний в зависимости от их чувствительности. К классу I относятся ответственные конструкции, надежность которых должна быть очень высокой в силу специфических особенностей их эксплуатации.
Течеискание является весьма трудоемкой и длительной операцией, требующей высокой производственной культуры, поэтому в настоящее время стремятся автоматизировать весь цикл таких испытаний. В некоторых отраслях промышленности уже созданы и применяются автоматизированные стенды, обеспечивающие высокую производительность и достоверность контроля.
Наиболее простую конструкцию имеют манометрические установки. Их применение облегчается при наличии в заводских условиях магистрали сжатого воздуха и возможности использования недефицитной стандартной пневмоаппаратуры управления. Эти установки получили наиболее широкое распространение в пищевой промышленности, автомобилеи машиностроении.
Таблица 8. Классы герметичности изделий в зависимости от диапазонов выявляемых натеканий и методов их выявления Класс герметичности Диапазон выявляемых натеканий воздуха Метод течеискания Пробное вещество Проявление дефекта см3/год м3· Па/с I 0,02 … 0,20 3,75 · 10-3… 3,75 · 10-2 Газовый гелиевый Гелий Сигнал массспектрометра II 0,2 … 0,4 3,75 · 10-2… 7,50 · 10-2 То же » То же III 0,4 … 0,8 0,075 … 0,150 Люминесцентногидравлический Вода, пенетрант Течь, свечение IV 0,8 … 850 0,15 … 160 Галогенный, цветной и люминесцентный капиллярный Фреоновоздушная смесь, пенетрант Сигнал прибора, пятна, свечение V Более 850 Более 160 Керосиновая проба, пузырьковый, опрессовка воздухом Керосин, воздух, азот Пятна на меловом фоне, пузырькиhttps://extxe.com/1561/kontrol-svarnyh-soedinenij-techeiskaniem/
-
5
-
-
Обязательно все покажу и расскажу! Но аппаратик прибудет ко мне только через месяц. Их в Рашку только под заказ пока возят.....
Вы в России живете или в Рашке?
-
2
-
-
Хорошо, но если спонсорам не понравится, что логотипа их не видно, то я не виноват.
ПС: Лучше сделай нормальную итоговую фотку.

Спонсорам должно понравиться-посмотри, портфель сам по себе чего стоит.
-
Обязательно его так мыть?..или все-таки нужно обеспечить беспрерывную подачу в бак углекислоты/аргона,подчеркну - беспрерывную и нужного объема,чем мыть его до бесконечности?Когда гарантированно весь объем емкости будет заполнен негорючим газом,то в принципе можно варить и без промывки .
-
не так давно варил канистру, помыли и неделю лежала на солнце с водой, со2 пустил через рукав па, немного для спокойствия
Канистра та же емкость для топлива,что и топливный бак грузовика,только меньшего объема.Читал комментарии-в принципе верно-призывают к осторожности.Теперь вопрос:700 литровый бак тоже будете мыть как канистру?
-
1
-
-
Мы ж не за фирмачей, а за самозанятых. Там логика такая - если человек занялся делом - ему не надо платить пособие по безработице и опекать прочими соц. службами и этот человек, если дело пойдёт, может еще какой налог заплатит. А еще там полагают, что сей процесс способствует росту экономики.
Вы в это верите?
и этот человек, если дело пойдёт, может еще какой налог заплатит.А вот это не вызывает сомнения:заплатит и еще как заплатит,даже тогда, когда дело не пойдет.
-
6
-
-
..но за державу обидно.
Конечно, обидно хотелось бы лучший вариант имет. Все вспоминаю разговор со сторожем.Оказывается,стали им присваивать разряды,по-моему до 4,зачисляя в штат ЧОП.Так вот,заставляют подтверждать этот разряд раз в год или раз в два года.Стоимость около 10тыс.
А как стоял человек у ворот,так и стоит...но подтвердить свой 4 разряд обязан.Вот где обидно...наксу до этого далеко.
-
1
-
-
С этим никто не спорит,но накс, худо или бедно ,выполняет свои задачи со всеми издержками нашего времени...хоть как-то держит сварщиков в тонусе..
-
1
-
-
Ну,никто же не говорит,что это святая организация,но должно же быть какое-то сито.
-
2
-
-
Очевидно,что возмущение людей вызывает следующий момент:сплошь и рядом работодатель от сварщиков требует документ накс,как в свое время от уборщиц диплом о высшем образовании.Все-таки за накс надо оставить определенный перечень сложных и особо сложных работ.К примеру,как в водительском удостоверении категория "Д",а все остальные виды работ передать другим организациям,хотя это и не интересах накс,но все-таки...
-
Задам риторический вопрос: государственная автоиспекция в принципе устроена также как и накс,по крайней мере,в той части,где речь идет о получении водительского удостоверения.Надо заплатить приличные деньги,пройти курс обучения,сдать практический и теоретический экзамен. Есть деньги -иди учись,сдал экзамен -получил права и никакой лирики ..почему это никого не возмущает?[/quote
Тогда надо чтобы НАКС приклеивал таблички на сварщиков что варить он варит но пока очень плохо, а не раздавали свои удостоверяется на право и налево что он может варить и круглое и квадратное и стоя и сидя и лёжа
Лично вы получили удостоверение, "розданное налево и право" или слышали об этом?
-
1
-
-
А куда кучу дармоедов девать? Работать они не умеют,да и не хотят....вот и приходится всю эту шоблу кормить....из гуманитарных соображений...а может им просто пендаля по зад?
Задам риторический вопрос: государственная автоиспекция в принципе устроена также как и накс,по крайней мере,в той части,где речь идет о получении водительского удостоверения.Надо заплатить приличные деньги,пройти курс обучения,сдать практический и теоретический экзамен. Есть деньги -иди учись,сдал экзамен -получил права и никакой лирики ..почему это никого не возмущает?
-
1
-
-
каретку поперечной подачи токарного 16Б05 шлифануть сколько будет стоить? и клин подогнать
Я не знаю,кому вы задали вопрос,но по созданной теме отвечу. Заниматься этим уже некому-оборудование стоит,но...чтобы восстановить направляющие этого небольшого станка,вызывали строгальщика (ему 76лет или 78 лет-это нормальный возраст для работников машиностроения )).Замены ему нет и не предвидится.Есть картина Максимова "Все в прошлом" - это о нашем машиностроении,а затем неизбежно последует-вечная память.Что касается этой станины,то она была установлена на стол станка,выставлена,осталось установить шлифовальный круг и приступить к работе,но последовало распоряжение прекратить работы и снять деталь со стола-заказчика не устроила цена 25тыс.
Где можно сделать подобную работу? Еще осталось специализированное оборудование станкостроительных заводов -не все же в лом сдали -лучше поискать там,но устроит ли вас цена?..не знаю -это уже другой вопрос...
-
4
-
-
-
в которой даже намёка нет на мелкокапельный перенос.
А струйный-это не мелкокапельный перенос?)
-
1
-
-
Так точно.
У меня слов цензурных не было, чтоб описать своё восхищение от увиденного через фильтр Текмен.
Ну... могу только пожелать удачи. Больше ничего не поможет.Что там видно через Текмен такого ,что через Спидглас не видно?
-
1
-
-
Помогите советом. Коробка zf выломило посадочное место подшипника вала. Вырезали из другой подобной коробки, проточили, выставили в размер, разделка под сварку, обезжирка и.тд. При остывании рвёт шов, ток 160 присадка 5156. Что я делаю не так?http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20200801_181442.jpg
Греть надо. 150-170С. С обозначением присадки явная путаница -либо это 5356,либо 5183...избегайте варить этими присадками сплавы,указанные ниже из-за нежелательного соотношения меди и магния в шве.
Из соображений цены и по техническим причинам почти все автомобильные алюминиевые блоки цилиндров делают из сплавов, которые основаны на применении вторичного алюминия – алюминиевых сплавов, который получают из алюминиевого лома. Это, например, сплавы EN AC-46200 (AlSi8Cu3) и EN AC-45000 (AlSi6Cu4). При повышенных требованиях к вязкости материала применяют сплавы с более жесткими требованиями по примесям и загрязнениям, которые уже близки к требованиям для сплавов из первичного алюминия.
Это можно отнести и к коробкам передач.
-
5
-
-
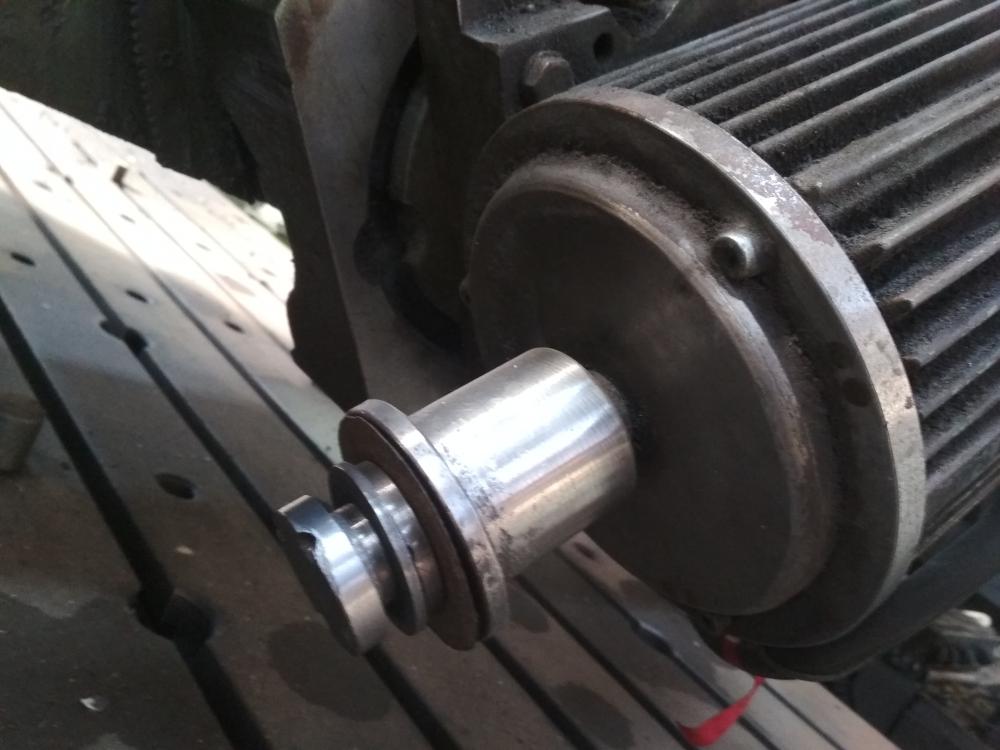
Я не думал,что возникнут вопросы по двигателю шлифовальной головки.На снимках видно,что крышки заменены на стальные,следовательно,заменены подшипники на радиально-упорные высокого класса точности.
Читаешь комментарии со ссылкой на дядек Максимов и думаешь -людей,которые установили такой двигатель, за идиотов держат?..которые взяли обыкновенный асинхроник общепромышленного назначения,прикрепили его на строгальный станок и пытаются шлифовать направляющие ...однако.
Этот двухстоечный продольно -строгальный станок предназначен для строгания и сухого шлифования крупногабаритных деталей(стол 1800/6000мм),а шлифование направляющих станин для него побочное "занятие",по мере необходимости.


-
6
-
-
удивите нас
Удивить нас? Вы себя так величаете? ... вы своим всепроникающим взглядом сразу определили характеристики установленного двигателя?
-
2
-


Сварка чугуна ТИГ-ом
в Аргонодуговая сварка — TIG
Опубликовано
Попалось сегодня такое безобразие - крышка четырнадцатикиловатного немецкого двигателя.Чугун средней паршивости.Столько наварено с двух сторон -места живого нет.Ничего особенного в этой сварке нет,но хотелось обратить внимание на следующее:вырезать надо все наваренное ранее,как бы не хотелось этого делать,но надо.(тиг и полуавтомат)