Точмаш 23
-
Постов
5 481 -
Зарегистрирован
-
Посещение
-
Победитель дней
415
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Насчет огромного опыта вы слишком перебрали..).Вы ,скорее всего,столкнулись с горелым чугуном.Когда чугун работает в условиях высоких температур,то металлическая матрица окисляется и весь метел замещается оксидом металла..при сварке там не будет металлической связи.Если матрица не вся состоит из оксида,а осталось еще какое-то количество металла,то газопорошковая еще может чем-то помочь.Такое же замещение металла матрицы на гидроксид происходит в чугунах длительно контактирующих с водой. Результат сварки чугуна во многом зависит от того,в каком состоянии находится графит в чугуне-то ли он в грубой пластинчатой форме или это шаровидный графит в высокопрочных,либо вермикулярный,либо в хлопьевидный в ковких чугунах..и,естественно, от матрицы -ферритной ,перлитной... Еще сталкивался с электрохимической коррозией чугуна-водопроводная труба на пожарных гидрантах ,проложенной вблизи подстанций 6 кв с толщиной стенки 6 мм ломалась руками...один графит и окислы А все видовое разнообразие различных электродов ,прутков и проволок можно можно объединить в пять групп:электроды на никелевой основе,железно-никелевые электроды,медно -никелевые электроды и медные электроды и их промежуточные комбинации...и пятая,отдельно стоящая-с феррованадием .
-
Вам могут показать здесь массу таких фотографий сказать,что нужен большой опыт и т.д. в таком же ключе..легче вам от этого не станет. Здесь нужно понимание того,какие процессы происходят при сварке чугун.Углерод при значительных скоростях охлаждения образует с железом карбиды.Карбидная структура имеет плотность выше чем графитизированный чугун на несколько десятых процента,естественно,при кристаллизации возникнут напряжения и ,так как относительное удлинение чугуна 0,3-1 % ,то при сварке обыкновенным электродом будут образовываться трещины.Иное дело,когда сварку производят электродами и прутками из цветных металлов,в данном случае на основе никеля.Никель не образует с углеродом карбидов,вернее,образует неустойчивые карбиды,которые при кристаллизации распадаются.Так же никель растворяет в себе некоторое количество углерода.Такими свойствами по отношению к чугуну не обладает ни один металл.Поэтому предпочтительнее использовать сварочный материал на основе никеля.Никель обладает отличными пластическими свойствами-это второе его преимущество.Выполнив разделку в чугунной детали,начинают сварку швами по 20-30мм.По краям разделки будет образовываться отбеленная зона чугуна и ваша основная задача ударами молотка расковать никелевый шов,чтобы снять возникшие напряжения и не допустить отрыва металла по границе отбела-пластичность никеля позволяет это сделать.Естественно,должен быть соответствующий порядок наложения швов.Еще надо учитывать температуру детали во время сварки- температурный коэффициент имеет наибольшее значение в интервале температур 20-100С,что тоже способствует созданию напряжений.
- 436 ответов
-
- 12
-

-
А что сложного в этой работе-сварке коллекторов,главное,чтобы чугуну не горелым был. Тупая однообразная работа,в данном случае из серии -"молотковый дятел". Достаточно показать один коллектор,а не впечатлять грудой этих деталей.Варить таки коллекторы можно по десятку в день,кстати,как и такие маховики,которые я показал ...сделанные в Белоруссии.) Это было бы просто чудесно зарабатывать на этом ломе по 1-2 тыс.в час,да к сожалению нет такого количества коллекторов и маховиков.Заурядная это работа, сваркин..
-
Какие обиды.Если сказано по делу,значить по делу,а не попусту.Принципиально разные повреждения маховиков. С работой по чугуну раз в месяц - о себе говорите? ..или просто хамить начинаешь ?
-
Там написано шесть оторванных лучей,притом диаметрально противоположных,а в других надрывы .Читать не умеете? Или не понимаете? А свой моховик доломайте до конца ,чтобы остался всего один целый луч и варите на холодную...потом расскажите о результате ...кстати,каждый луч сломайте в двух местах
-
Серега,посмотри,какие молотки

-
Маховик.(Шесть лучей оторваны,два после неудачной сварки.На холодную это сделать проблематично,а для полуавтомата на горячую очень простая работа.
- 436 ответов
-
- 14
-
-
 Спасибо всем,советь успокоилась
Спасибо всем,советь успокоилась -
Понял,как надо работать?
-
Фланец приварен к картеру К 750 .Длина шва 32 см.Взял 2 шт.Лицо у заказчика было очень печальное - дорого,очень дорого..товарищ такое за 500 р варил у знакомого аргонщика. Кто,что скажет,а то уже начинает совесть мучить на ночь глядя
-
О судьбе ничего не знаю.
-
Конечно.
-
С нагревом проще:либо инфракрасную печку с поставкой,либо пропановую горелку...и кусок минеральной ваты
-
Все-таки коллекторы лучше варить на горячую.Чугун выдерживает усилие на сжатие в три раза превышающее усилие на разрыв.Продольная трещина при нагреве расширяется -сейчас не приведу точный коэффициент,допустим,возьмем 3,что не далеко от истины.Разделали трещину,заварили .На горячую,после остывания детали,чугун будет испытывать напряжение на сжатие,то есть термодинамический цикл его работы от минуса к нулю,а при сварке на холодную динамика в обратную сторону от нуля к плюсу.При горячей и холодной сварке чугун будет испытывать разные по характеру напряжения,и напряжение на сжатие более предпочтительно ,чем на растяжение.
-
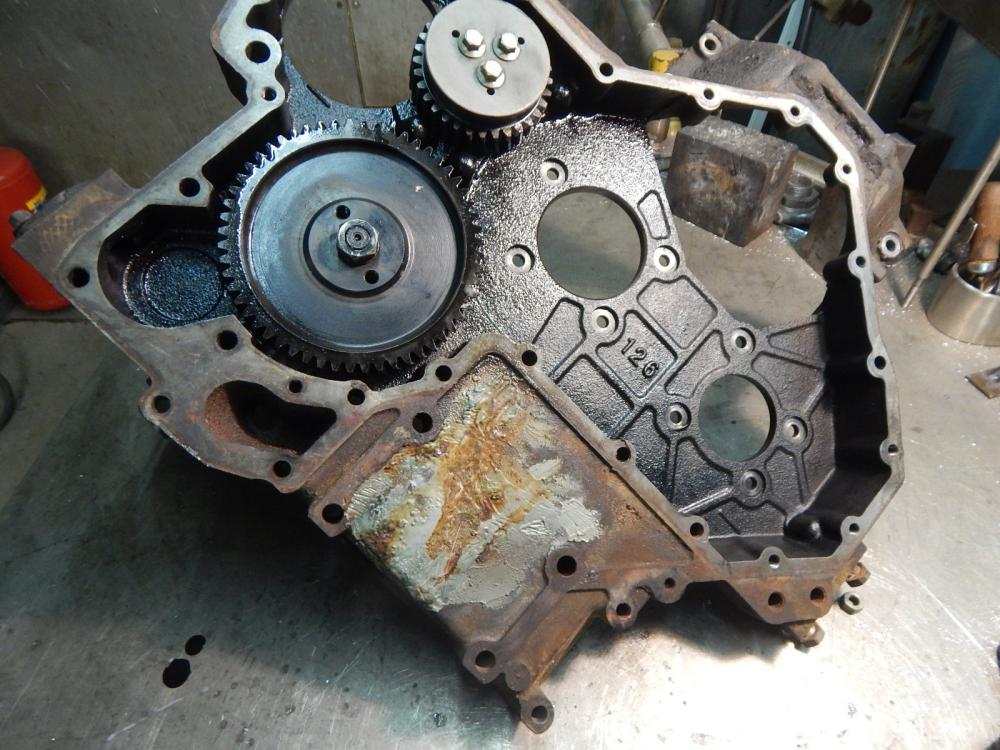
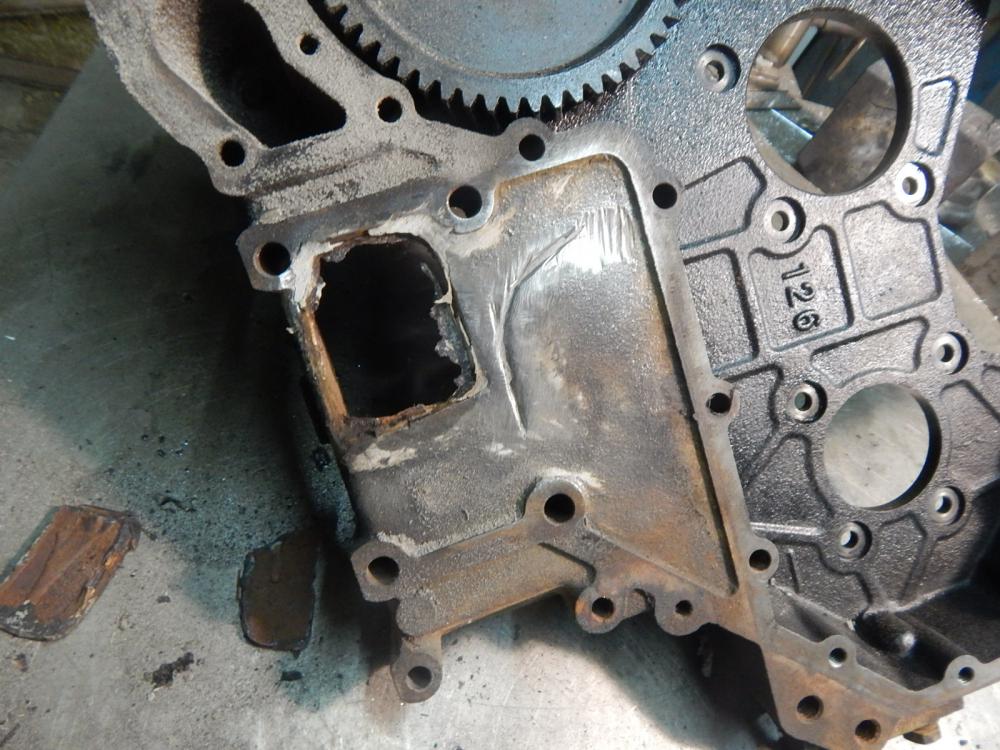
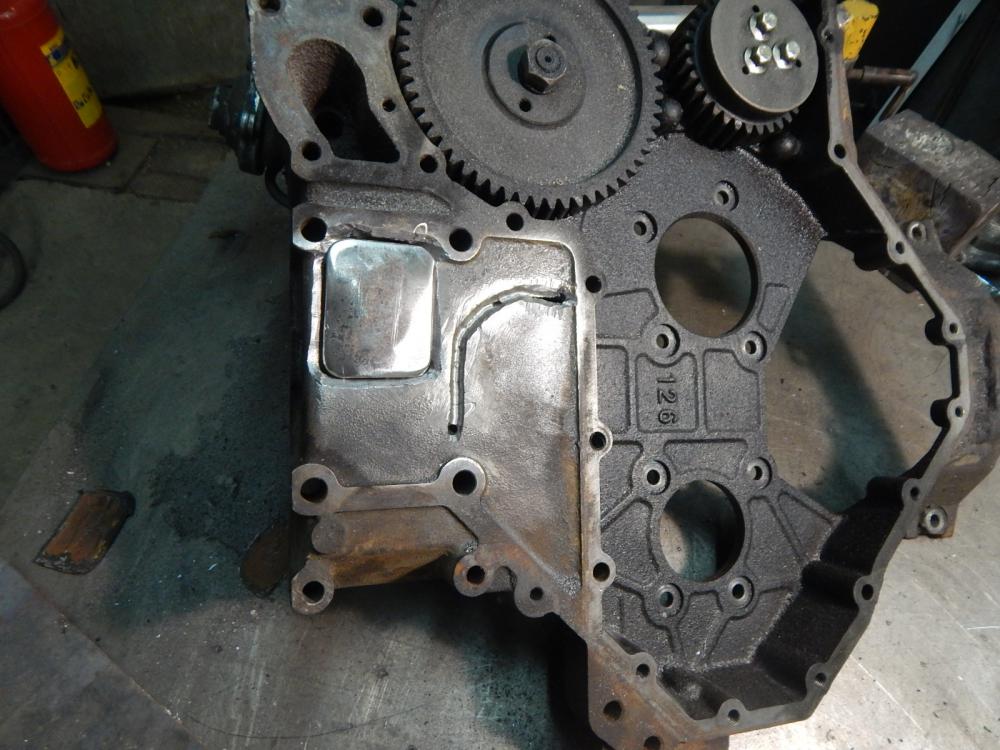
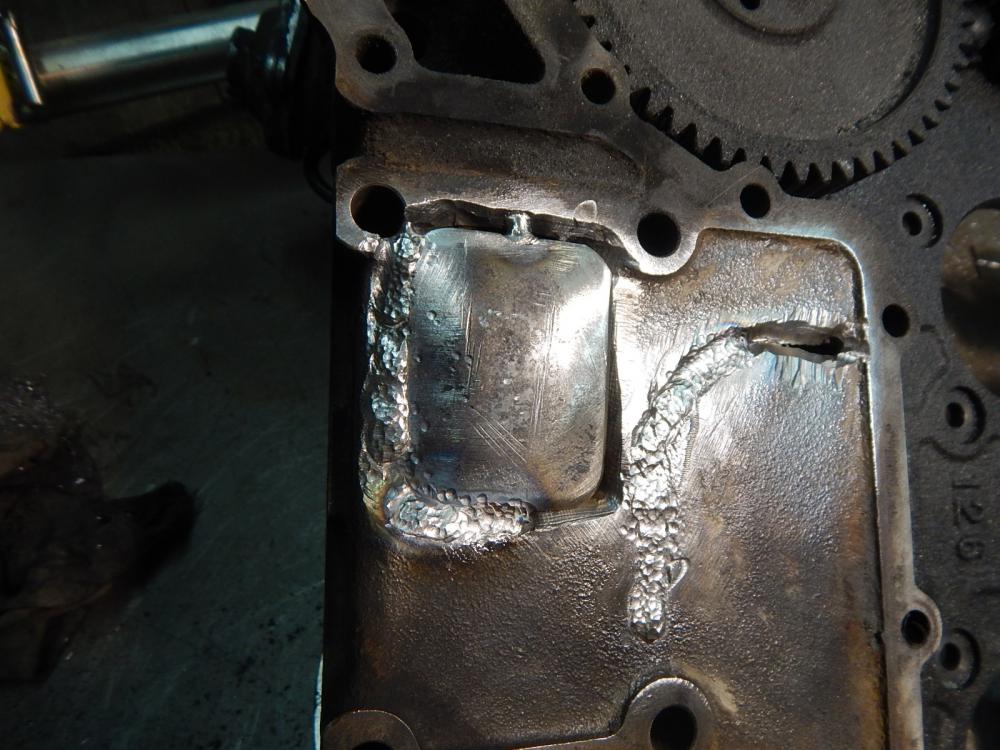
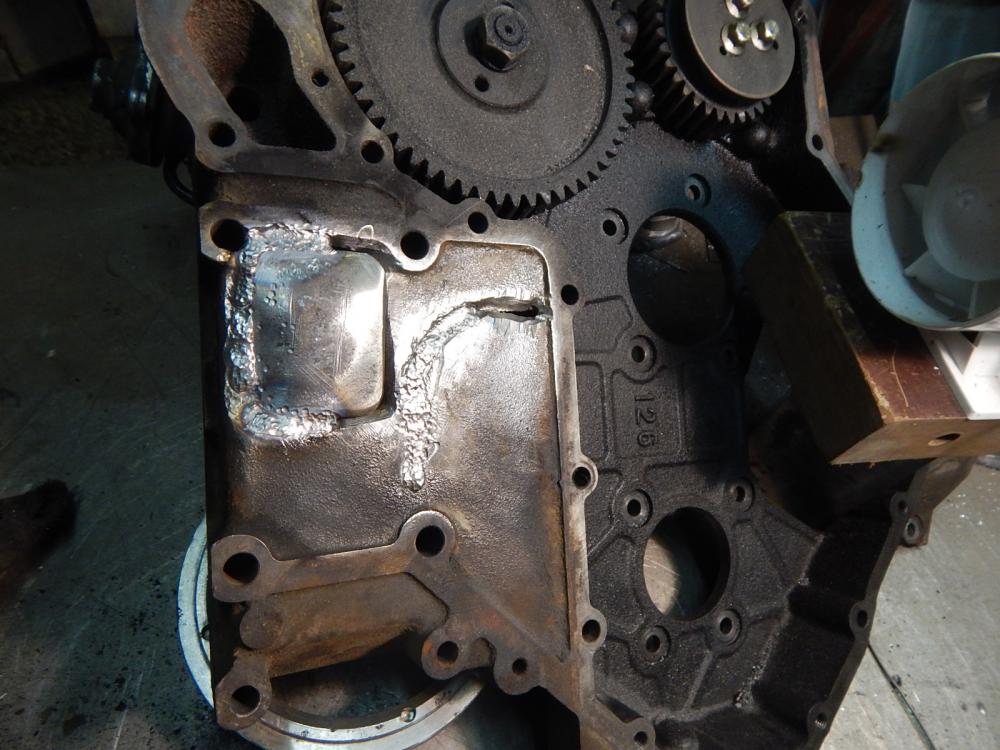
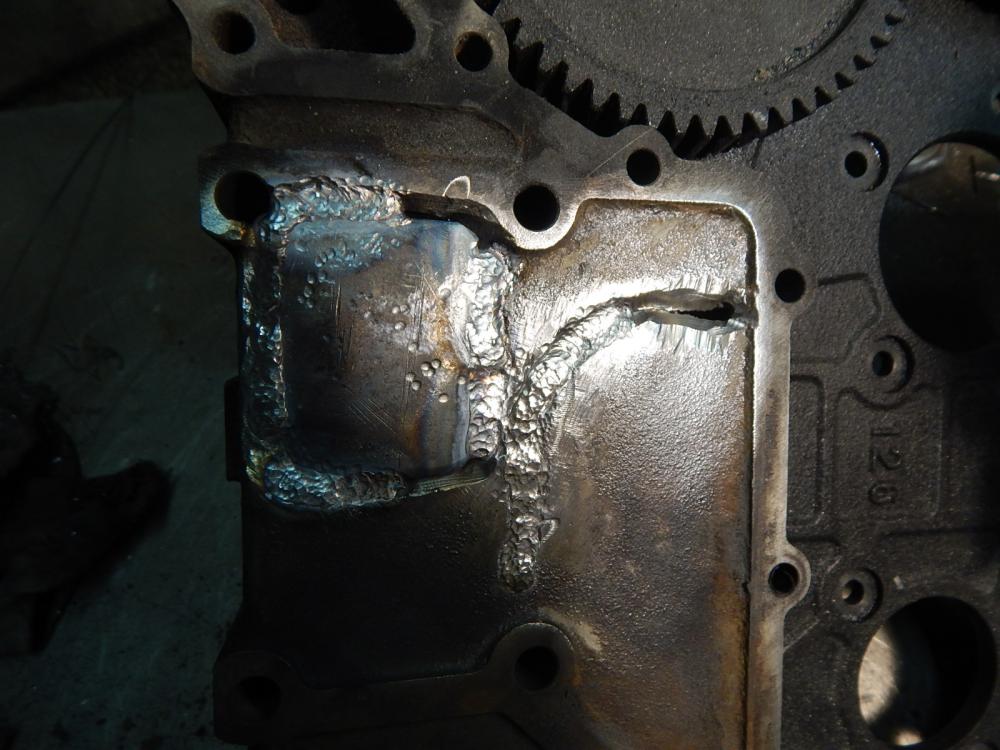
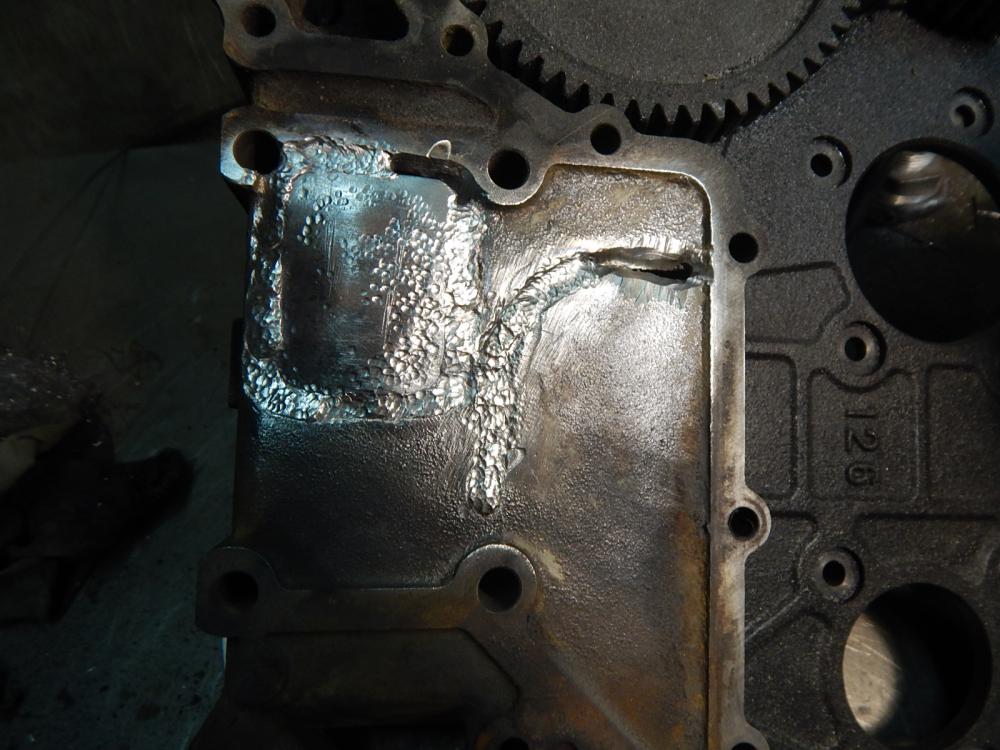
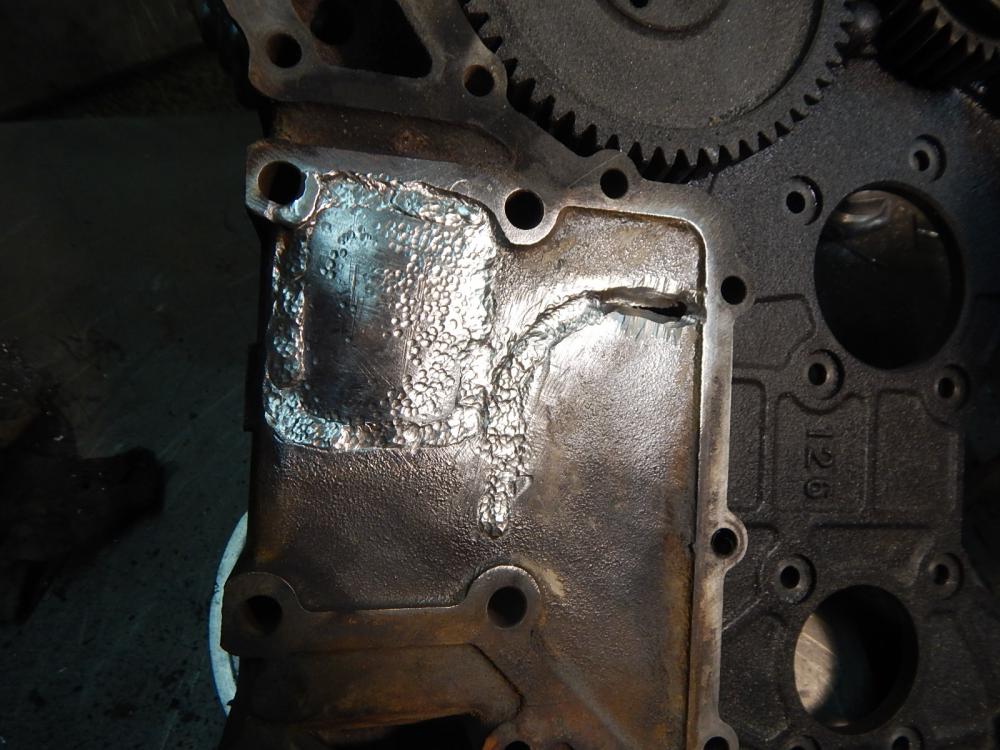
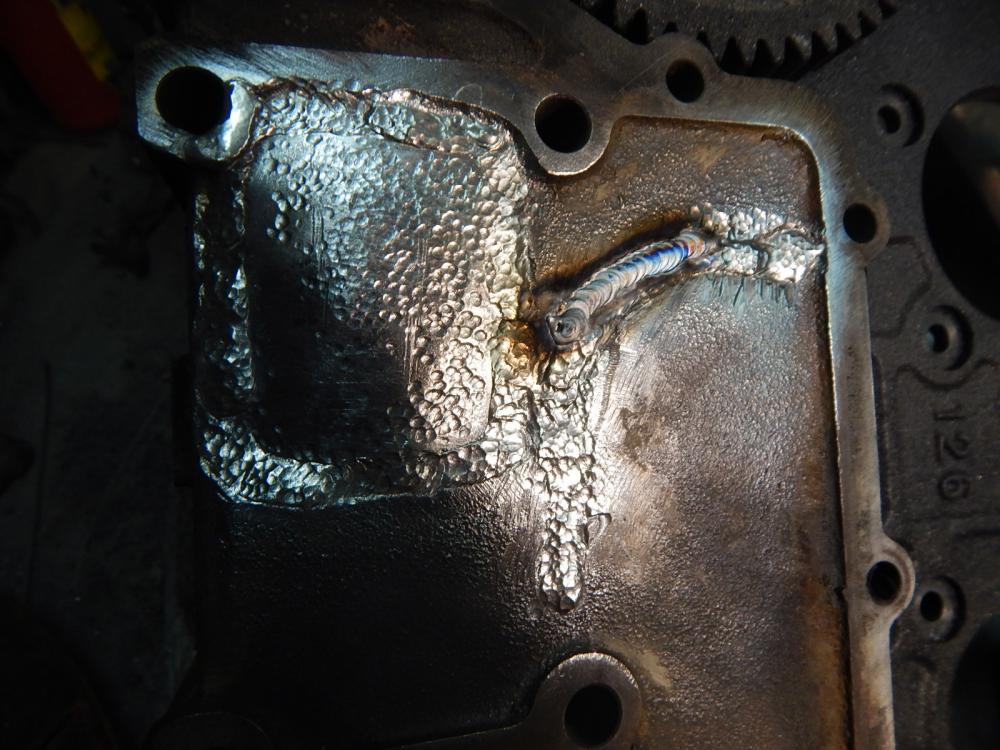
Передняя крышка двигателя.Сварка интересна расположением трещин и напряжениями,возникающими при сварке,контур жесткий.Толщина стенок 5-6 мм,ток 138 а,александровским панчем.Снимки дают представления о поэтапном наложении швов-поэтому их много.Вполне возможно,что кому-то это будет интересно.Латка вваривается без проблем,а сама проблема в расположенной рядом трещине.Может быть,сказался удар,что,скорее всего так и есть и в любом случае сварочные напряжения завершили начатое-у основания пошла трещина перпендикулярно заваренной трещине.Пришлось вырезать и вставить латку.Проба на керосин показала наличие четырех пор.
-
Обращаться на "ты" с чугуном,это все равно, что с водкой на "ты"-последствия очень плохие ). При сварке таких отломанных частей не возникает напряжений и возможность образования трещин практически сведена к нулю....А krech правильно заметил,что за счет пластичности никелевого шва прочность "отростка" может возрасти
-
Это хорошо,что вы по- доброму реагируете на мое замечание.Оно основано на фактах.Немного поясню.Металлы с объемноцентрированной решеткой,к примеру,железо имеют предел физической выносливости ,т.е. способны выдержать бесконечное число циклов нагружения без разрушения;а металлы с гранецентрированной решеткой не имеют физического предела выносливости -алюминий,медь и т.д. и они рано или поздно будут разрушены.Для них разрушение неизбежно при любых нагрузках,как смерть для человека.И, чтобы продлить жизнь алюминию,тем более,когда он подвергается сварке с заметным разупрочнением в ЗТВ,надо не допускать резких дефектов поверхности,таких как надрезы,наплывы,риски и т.д.,особенно,если они перпендикулярны прилагаемому усилию.Эти дефекты являются концентраторами напряжения-в них зарождается трещина. Чем лучше обработана поверхность,чем плавнее переходы,тем больше будет жить деталь...Этому правилу,ПО ВОЗМОЖНОСТИ,надо следовать всегда
-
Состыкуйте обломок с блоком.Зафиксируйте струбциной .Прихватите с дух противоположных сторон.Разделайте U или V разделкой две других плоскости с углом примерно 60 на 2/3 глубины с каждой стороны.Не оставляйте острых кромок-на них отбеливается чугун.Наложите один валик с одной стороны разделки,следующий наложите с другой стороны,чтобы компенсировать напряжения.Следите за геометрией.Закончите сварку этих плоскостей,срежьте прихватки и повторите то же самое на других.Валики проковывать все,кроме корневого.Разумеется варите никелевыми электродами . Это несложная сварка .Лучше всего варить полуавтоматом панчем
-
У меня есть одно замечание,небольшое.Неровность наплавленной стенки;межваликовые стыки,образующие углы вплоть до острых,являются концентраторами напряжений,которые снижают сопротивление усталости.Обработкой вы их убрали с внешней стороны,а с внутренней они остались.Также будет наблюдаться неравномерность толщины стенки с резкими переходами по сечению.При вибрации это не совсем хорошо.
-
Стоит ли ремонтировать такие детали?..когда закончишь работу,то невольно возникает такой вопрос.4,5 часа чистого времени.
-
--- Вот...с этого и начинать надо
-
Давайте поэтапно: температура подогрева занижена;неизвестно время выдержки при нагреве-нагреть верхние слои-это не значит прогреть всю деталь,а она у вас довольно массивная.Температура термообработки после наложения промежуточного слоя,как и последующего, низкая.
-
Проволока и флюс соответствуют технологии наплавки.Может быть,попробовать флюс ФНК - 18? Возможно,что температура предварительного подогрева недостаточна
-
Правильно сделали,что вырезали усталостную трещину
-
Какую термообработку проходил вал и ролик?