

Точмаш 23
-
Постов
4 920 -
Зарегистрирован
-
Посещение
-
Победитель дней
286
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Я думаю, их в природе не существует. Потому и не попробовать.

Если гаснут- мало тока. (Плохая сеть, розетка, длинная переноска).
Еще гаснут на грязном металле. И поры - родом из грязного металла.
Лично мне прокалка ЕСАБ УОНИИ Мост никак не помогла. А помогло улучшение сети питания 220В.
Накиньте тока и все станет нормально. И про полярность обратную забывают.
У меня не было такого длинного опыта и я не пробовал еще УОНИ ЛЭЗ варить неповоротные стыки. С УОНИ ЕСАБом варить трудно, особенно, если большой зазор. Ну так варите рутилом. Нафига трубе такая прочность шва?Хотя, конечно. Могли наши "рационализаторы" на заводах ЕСАБ в России чего-нить наговнякать с обмазкой. (То одного компонента не хватает, то другого.
) Но в общем и целом я не заметил огромной разницы между УОНИями от ЛЭЗ, ЕСАБ и мценскими BAsic One (7018). Ведут себя практически одинаково.УОНИ 13/55 производства ЭСАБ,как и УОНИ санкт-петербугского электродного завода (думаю,что это эталонное российское предприятие) показывают лучший результат на выпрямителях типа ВД 306,чем на инверторах
-
- Популярный пост
- Популярный пост
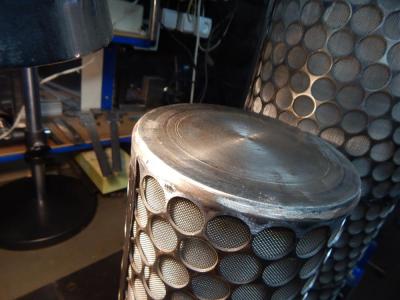
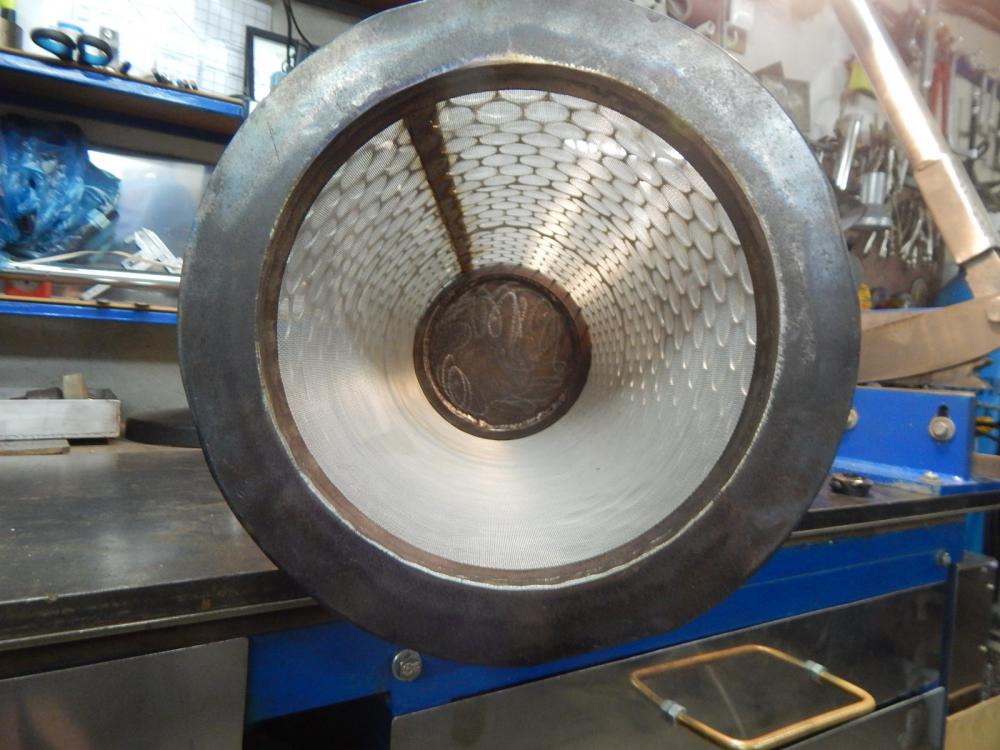
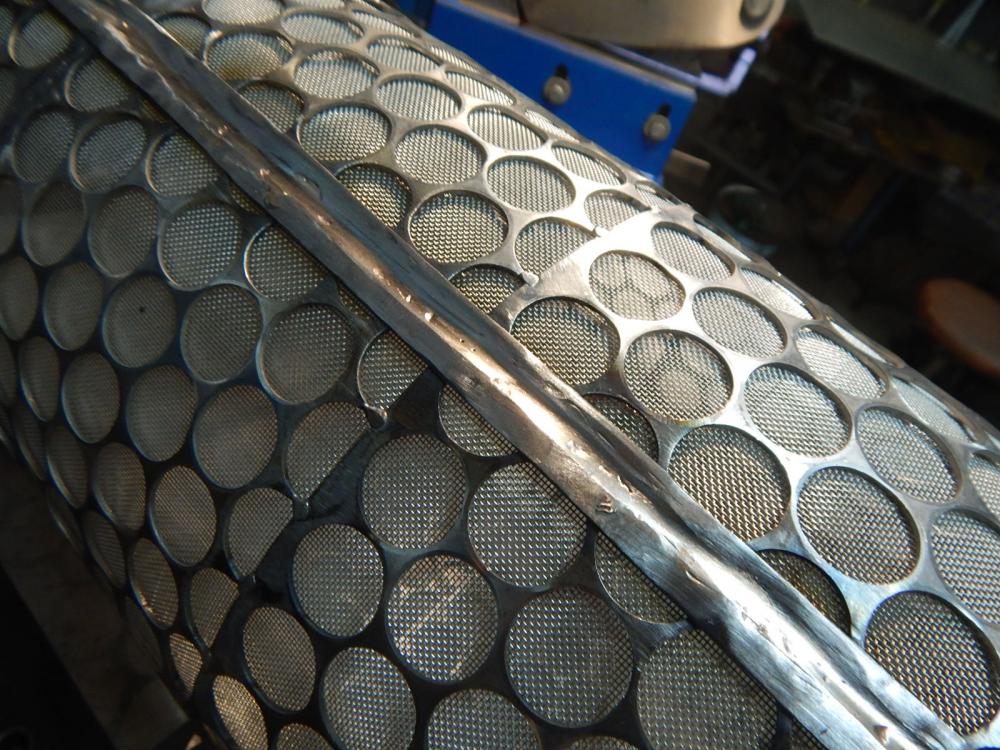
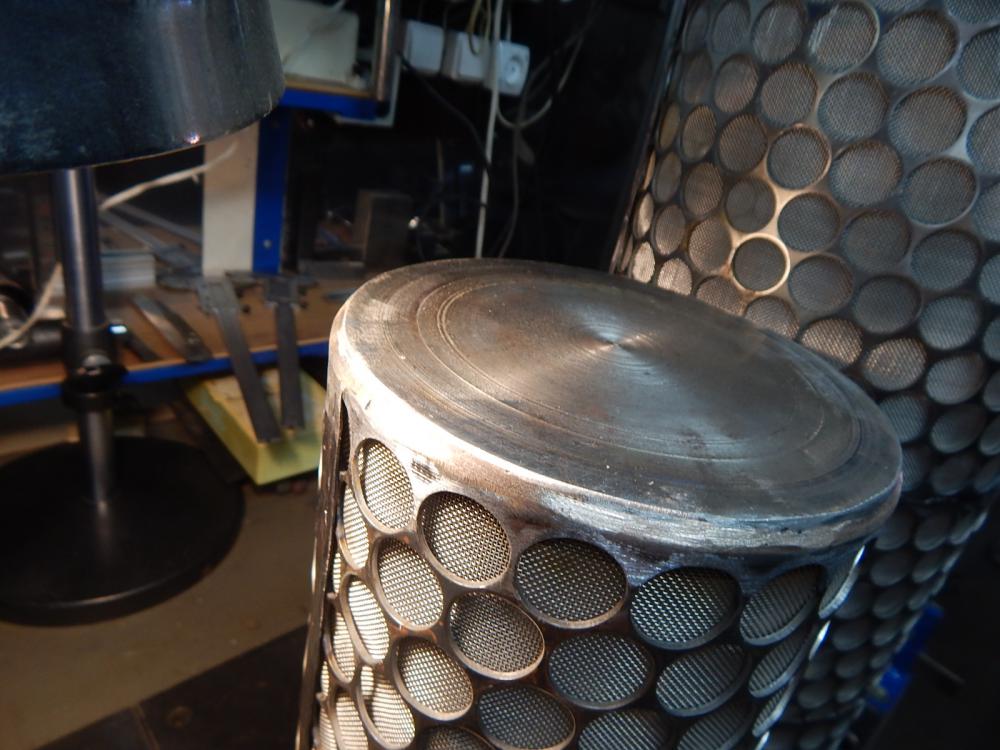
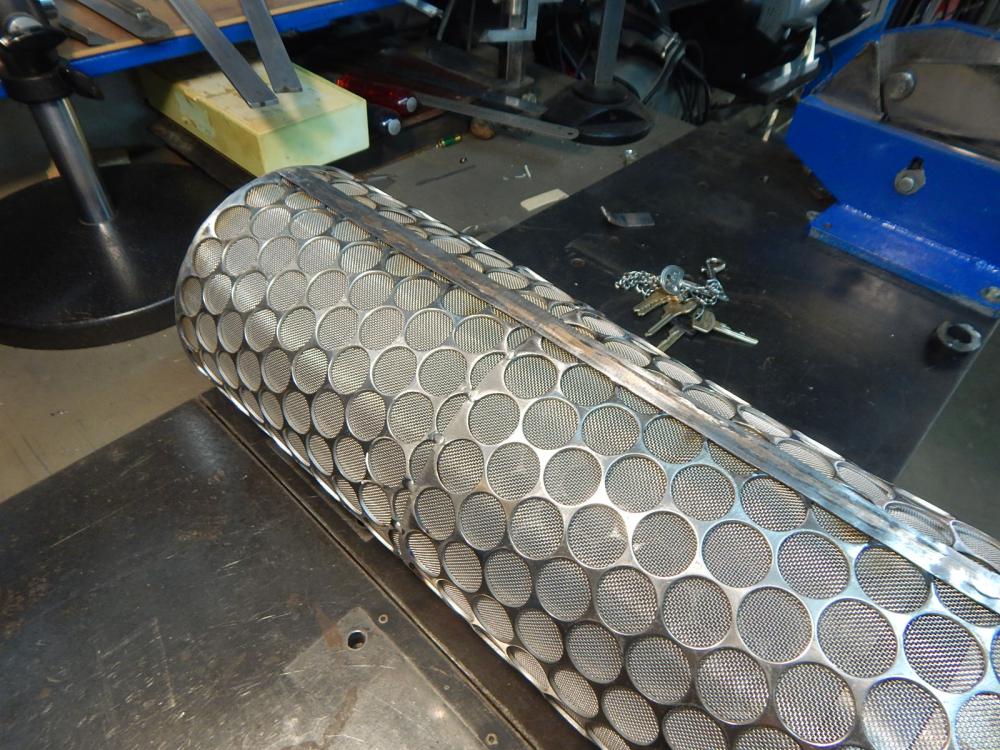
Фильтры.Сетка нержавеющая,обечайка черный металл.Присадка КМц в этих случаях незаменима.Нержавеющая сетка вварена по всей длине швов.Ушло 14 часов чистого времени;4 метра швов,не считая точек на стыках обечаек и планках







-
 23
23
-
Спасибо мужики!!! Ваши поздравления особо ценны.
С днем рождения,Иван.
-
1
-
-
@selco,по технологии вроде 5-10 мин.,там же суть такая же как и цветная,чего то там капиллярное(забыл).
Пенетрант. Можно сделать плиту для опрессовки поддонов.Вырезать из 5 мм стали пластину;под нее прокладку из 4 мм резины;поддон ключ - клещами или струбцинами закрепить на ней и через сливное отверстие подать воздух.Или же подвод воздуха сделать через штуцер в самой пластине.Недавно пришлось делать несколько стаканов пневмоподвески автобуса.Так вот,керосин не показал течь в течение часа,пришлось сделать такую плиту и опрессовать.Вот тогда все стало на свои места.Причина была банальная - мастика попала в щель и закупорила ее.Водитель слегка покрыл ей внутреннюю сторону стакана,а керосин растворил ее ...под давлением трещина открывалась,а без него керосин не показывал течь
-
6
-
-
Нет, это околошовная зона. С Вами интересно, но мне работать надо. Вернусь к дискуссии позже, когда до компа доберусь.
Посмотрел данные таблиц по ЗТВ
Электрошлаковая тол.свариваемого металла 50 мм общая ширина ЗТВ 3-18 мм.
Дуговая тол.свариваемого металла 10 мм общая ширина ЗТВ 3,0-5 мм.
Здесь уже поясните,что вы имеете в виду.
-
2
-
-
@Точмаш 23, верно, только всё, что требует стойкости к МКК из Х18Н10Т обычно делают. И варят соответствующей присадкой, если РДС, то электроды с прутком вроде Х18Н10Г2Б.
-титан или ниобий.Конечно,ниобий
-
вот именно! ЗТВ заканчивается там, где заканчивается влияние температуры на структуру металла. 100, 200. 300, 400 - это уже не ЗТВ, это просто общий нагрев детали. Охлаждаемые подкладки могут сузить ЗТВ, но не убрать её. Она будет уже, градиент температуры больше.
так точно!Температуры детали, а не околошовной зоны. Обычно под околошовной зоной понимают ЗТВ, а не то место, которое до 100 С нагрелось. Невозможно ограничить нагрев ЗТВ. На каком то участке металла всё равно будет перепад от 1400 до 400. Ширину уменьшить можно. И, по возможности, нужно.
Но это же не значит, что аустенитную сталь нельзя выше 100 С нагревать. Это - абсурд.
Насколько я понимаю,речь идет о том,что если сваривать Х18Н9 присадочным материалом,который содержит активные карбидообразователи -титан и ванадий,то шов не будет подвержен межкристаллитной коррозии;а вот основной металл,который будет нагреваться выше температуры 450 будет склонен к ней.Речь,безусловно,не идет об околошовной зоне с ее температурным градиентом,а о прилегающих к ней участках.
-
1
-
-
Основная часть изделий из аустенитных сталей - это ёмкости, причём весьма внушительных размеров и трубопроводы. Если Вы вникали, объясните, как Вы себе представляете их термообработку? Естественно, применяют материалы, обеспечивающие стойкость к МКК без термообработки.
С термообработкой крупногабаритный деталей вопрос оставим открытым,а вот МКК и температурой околошовной зоны дела обстоят следующим образом:если тонколистовую нержавейку сваривать на теплоотводящих подкладках,да еще водоохлаждаемых,то температура действительно будет 100 С и меньше.Разумеется,это снизит деформацию и уменьшит возможность появления МКК.Это можно применять для крупносерийных партий на производстве(где это возможно). По МКК.Температурный интервал интенсивного карбидообразования составляет 450-750 С, и есть смысл в ограничении температуры нагрева детали 100 С при многопроходной сварке.
-
5
-
-
Вчитайтесь внимательно что написано.
 Купите ХОЛОДНУЮ сварку и сваривайте ей. Температура плавления металла все таки немного больше 100С.
Купите ХОЛОДНУЮ сварку и сваривайте ей. Температура плавления металла все таки немного больше 100С.Хочу полюбопытствовать:а теплоотводящие подкладки с какой целью применяют при сварке нержавейки ?
-
"Амперы" у Вас эквивалентны мощности.Температура зависит от мощности(ампер) и времени, в течении которого мощность подводится к телу. А время зависит от скорости движения горелки - чем быстрее двигаемся, тем меньше времени тепло(мощность) подводится к телу (свариваемому металлу) и тем меньше температура. Как то так.
Это называется погонной энергией
-
4
-
-
@Точмаш 23, это стантовый мотоцикл, там нагрузки на эту часть запредельные. развалилось всё сначала из-за того, что нагрузки были в разы выше запланированных при проектировании.
усугубилось всё это дело, скорее всего, корявым ремонтом.
единственное правильное решение в данной ситуации - изготовление "хвоста" из стальной трубы. что в принципе и будет сделано в межсезонье.
как изначально отремонтировали - на снимках видно. мне поставили задачу "чтоб до конца сезона откатать". недавно с человеком по этому поводу говорил - всё ок, ничего не развалилось.
Антон,я всего лишь говорю о причинах возникновения усталостных трещин.Я не буду вдаваться в подробности возникновения таких трещин в алюминиевых сплавах,а хочу только сказать,что переходы от основного металла к наплавленному должны быть плавными,а так же надо избегать другой крайности - подрезов -таких же концентраторов напряжения . Это надо иметь в виду...всего лишь )
-
4
-
-
Делал наплавку под посадочное место подчипника на альфо-ромео хвостовик выжымного взял присадку 5356 ,а вот теперь берут сомнения,может нужно было наплавить 4043.что скажете колеги?
У 56 есть ограничение по температуре до 80 С ,если больше,то горячее растрескивание под напряжением
-
3
-
-
как оно ездило - не знаю.
под некоторыми швами была пустота, где не пустота - трещины под краской.
швы показывать не буду - стыдно
http://s018.radikal.ru/i521/1606/bd/d714c53aa806.jpg
http://i026.radikal.ru/1606/7b/f38819f56bb4.jpg
http://s018.radikal.ru/i527/1606/35/cce733de4393.jpg
http://s013.radikal.ru/i324/1606/81/26edebfe53ff.jpg
На предпоследнем снимке видна усталостная тещина.Одной из причин ее образования послужили концентраторы напряжения,образованные поверхностью детали и и излишне высоким валиком шва.Чтобы продлить жизнь таких конструкций переход от валика к основному металлу должен быть плавным
-
3
-
-
Оксидом покрыты все сплавы алюминия, вопрос в толщине плёнки. ..
Совершенно верно.Толщина оксидной пленки 1-3 нм при температуре до 300 С.С увеличением температуры порядка 450-500 С происходит резкое увеличение толщины пленки до 20 нм и она меняет структуру -аморфный оксид переходит в кристаллический .
-
3
-
-
@SergDemin,кстати о присадке,..
Еще надо помнить,что присадочный материал,какой бы он не был на вид чистый,всегда имеет на своей поверхности следы технологической смазки.В основном это касается материала,поставляемого в бухтах.К алюминиевой св. проволоки,намотанной на кассеты и поставляемой в прутках, это имеет отношение в меньшей степени,т.к.она проходит финишную обработку на заводе включая электрохимическое травление - полировку,но все равно не помешает протереть пруток ацетоном перед сваркой...чистота-залог здоровья шва
-
3
-
-
Продолжение лечения поддонов (на диване), ...
Несколько замечаний и,думаю,по делу.
Какая необходимость делать сквозную разделку и такой ширины? Но если она сделана,то в любом случае нужен будет поддув,либо съемная подкладка,чтобы защитить обратную сторону от окисления.В противном случае окисные пленки будут попадать в шов.
И еще.Я в любом случае прохожу такие поверхности горелкой-выжигаю масло и удаляю влагу,а влаги на поверхности достаточное количество
-
1
-
-
Много цинка и бериллия.Респиратор с угольным фильтром под маску..есть плоские,помещаются
-
6
-
-
На Агни 14? Есть у меня линзы на Бинзель 18 - великовата она. И как быть с мнением, что горелки Агни не требуют ГЛ?
Если не на Агни,то на Бинзель 18,а еще лучше 20-ку купите водяную.В общем-то разительное отличие между газовой линзой и ординарным соплом ...что бы там не говорили
-
2
-
-
Это то понятно..
Это к приобретению газовой линзы
-
1
-
-
Толщина латки - 1,5мм.
Где? И нахрена?Требования по зачистке свариваемых деталей -20 мм от каждой кромки
-
3
-
-
Всем здравствуйте,..
В советских книжках, BUTCHER,выверялось каждое слово-авторы за базар отвечали своей репутацией,поэтому не пороли отсебятины,а опирались на неоднократно проверенные данные.Рецензенты публикуемых материалов имели степени кандидатов и докторов наук,а в то время это о многом говорило .Поэтому ваш пассаж по поводу советских книжек несколько неудачен.Вы,наверное,еще забыли добавить презрительное слово -совок,мол,застряли в прошлом,а в европах уже давно гансы присадку подают правой ногой через левое плечо,сидя под машиной,наблюдая за сварочной ванной через зеркальце,испуская интересные газы.Самое интересное,BUTCHER,что многие люди могут заварить поддон не снимая его с машины,но не делают этого.Вы не задавались вопросом - почему?Креативщиков стало много-надо же как-то выделиться из "серой массы"-,но никто и никогда не отменил технологии сварки металла в угоду любому креативу,в том числе и маниакальному....но здесь,похоже, уже клинический случай маниакального креативизма
-
9
-
-
Был у меня гриндер, верой и правдой отработал 3 года в ежедневном режиме.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifSAM_3915.JPG http://websvarka.ru/talk/public/style_images/master/attachicon.gifSAM_3916.JPG
http://websvarka.ru/talk/public/style_images/master/attachicon.gifSAM_3920.JPG http://websvarka.ru/talk/public/style_images/master/attachicon.gifSAM_3917.JPG
И вот на смену пришел "молодой"
http://websvarka.ru/talk/public/style_images/master/attachicon.gifSAM_3928.JPGhttp://websvarka.ru/talk/public/style_images/master/attachicon.gifSAM_3927.JPG
Собрал его из остатков от заказов, двигатель клиент сжег-перемотал....
В общем себе что осталось!))
Как часто надо менять ленту,скажем,при умеренном объеме работ?
-
@Big_White,Врезка в шов только смущает .
Да,это не есть гут...и узел слишком жесткий получился
-
Продолжаю мучить "кошек" -//
Почистить получше,да ток побольше)
-
2
-




Механизмы подачи в ТИГ сварке.
в Аргонодуговая сварка — TIG
Опубликовано · Изменено пользователем Точмаш 23
Помимо "красивости" нужна еще механическая прочность-это битумные фильтры.Дело в том,что здесь используются материал разной толщины:сетка,по-моему, 0,25 мм,планки 1,6 мм,обечайка 2 мм,дно и горловина 10 мм.Точно выдержать зазор между сеткой и планкой на длине 600 мм,чтобы проварить это 308 трудно,да и тавровый стык обечайки 2мм с дном 10 мм перегревать не стоит,чтобы не повредить сетку,а сетка должна быть прочно соединена по всему периметру.Главное,не допустить прожогов сетки(сетка напряжена и ползет ),а поэтому оптимальный вариант- это использование кремнистой бронзы КМц 3-1.Это называется-пайка-сварка.