

Точмаш 23
-
Постов
4 853 -
Зарегистрирован
-
Посещение
-
Победитель дней
271
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Св-08Г2С не пойдет? Твердость у нее 200-220НВ.
Что за вал?
-
Товарищи, подскажите какой проволокой можно наплавить шейки вала из стали 38ХГН, необходима твердость 180-220 НВ. Естественно сварка с подогревом на вращателе, и последующая термообработка.
Нп 40Г ;Нп 40Х2Г2М
-
не надо приплетать сюда конуса фитинг РВД, я с этим то же работаю и резьба дюймовая она и в африке дюймовая, вот если сюда приводить примеры резьб американского стандарта, у всех "крыша" набекрень, вот их то дюйм отличается. Я в материалах/присадках и во всей "химической кухни" в области сварки похоже знаю столько сколько вы в резьбах и станочной металлообработке, но я не осмеливаюсь в области сварке давать расширенные советы и знаний теоретических (да и практике не очень много) в этой сфере.
Надеюсь вы меня поймете и не обидьтесь, просто фитинги РВД меня окончательно "убили" они тут вообще не причем.

Во-первых,когда ведете разговор,то слова выбирайте,а то я тоже соответствующие подбирать буду,понял?
,
-
Виктор, вроде как в основном у всех единая метрическая,это только у америкосов,всё как не у людей,дюймовая.
Фитинги стандарта JIS (Toyota, Komatsu)- Japanese Industrial Standard относятся к японскому стандарту.Выделяют два типа фитингов данного стандарта : JIS KOMATSU и JIS TOYOTA.Фитинги KOMATSU имеют внутренний конус 60° и используют метрические резьбы, соответствующие Японскому промышленному стандарту JIS B 0207.Фитинги TOYOTA также имеют внутренний конус 60° но используют цилиндрическую дюймовую трубную резьбу , соответствующей ISO R228, EN 10226, ГОСТ 6357-81, DIN 259, BS 2779, JIS B 0202.
----
Не так все просто в Японии.Это приведено к примеру
-
 2
2
-
-
Виктор, вроде как в основном у всех единая метрическая,это только у америкосов,всё как не у людей,дюймовая.
У них какой-то переход был в конце 90-х с одной системы на другую .
-
1
-
-
Парни, вы и в правду с этими нано технология позабыли про старые дедовские способы,только не говорите,что в первые слышате о ввёртыше.И пусть,что на датчике конус, Михаил правильно сказал,всё зависит от квалификации токаря.Головки с вырванными резьбами под свечи редко кто носил к токарю,машина сама подъезжала к доктору.
Речь идет о том,что на корпусных деталях резьбы можно и нужно нарезать на других типах станков.На производстве для этого используют радиально - сверлильные станки,можно и на расточных и вертикально-фрезерных...какое-то патологическое стремление замучить бедного токаря до предела.А ввертыш здесь не покатит по одной простой причине:что будете делать с резьбой на датчике,выполненной по японским стандартам?
-
2
-
-
по сути самый простой но его всегда бояться и отвергают.
это в поле, но вы же варите не в поле а значит найти токаря не есть большая проблема а вопрос его квалификации. Все остальные операции это залепить временно а по уму - заварить все на глухо и нарезать новую резьбу.В вашем ремонте спасет фиксатор резьбы и затяжка от руки.
Как в токарном станке деталь крепить будем?
-
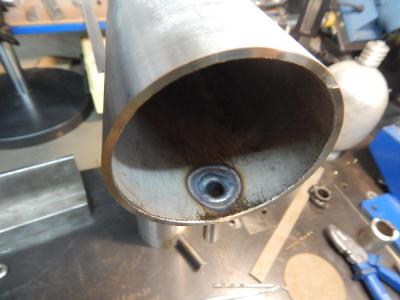
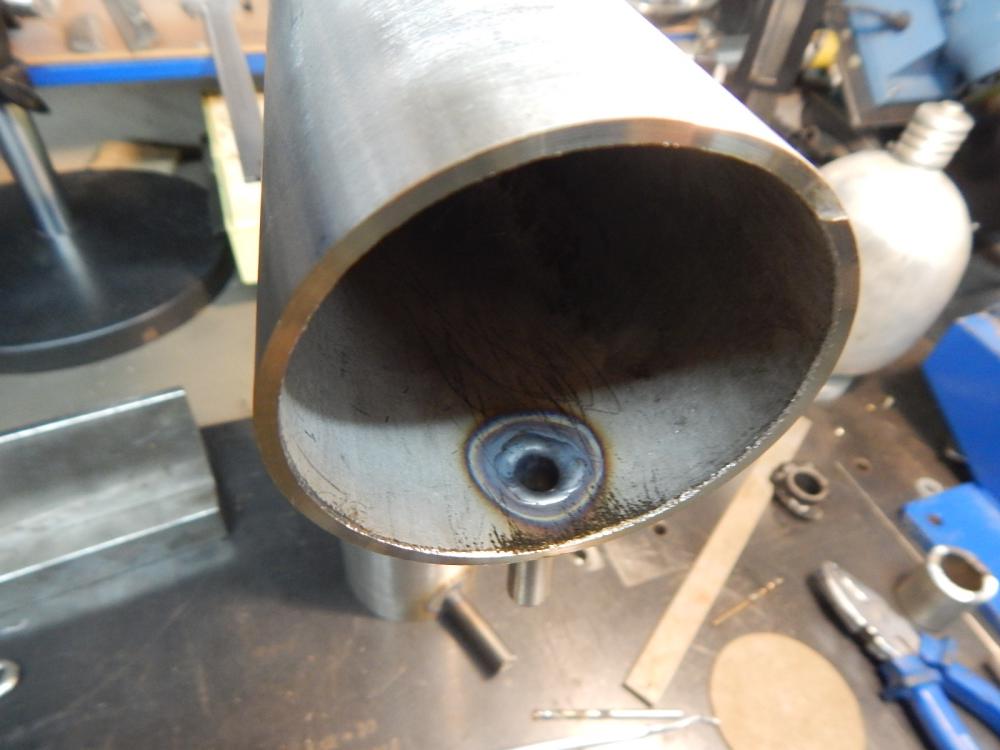
Кронштейн масло-фильтра от Тойоты в8 , сверху датчик давления масла имеет конусную резьбу, как сам, так и в теле корпуса. При затяжке на сервисе треснул корпус вдоль всей резьбы. Нарезать новую конусную, вариантов нет вообще!
Поэтому разделал в глубь примерно на 3мм(для сохранения резьбы) и заварил трещину, но только до торца резьбы.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20160911_114909.jpg
Верхняя капля наплыва это кастолин192
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20160911_114832.jpg
Принял решение на вкрученном корпусе масляного датчика произвести наплавку. Для этого с торца отверстия в корпусе сделал небольшой пропил вдоль трещины и наплавил. После остывания выкрутил корпус датчика, часть алюма приплавилась к стали корпуса, да так что мелким напильником пришлось счищать, а вот на самом кронштейне пайка оказалась не совсем хорошей!
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20160911_115018.jpg
Теперь вопрос, как решать в будущем такие задачи??
В принципе правильно мыслили,если уж так обстоят дела с нарезанием резьбы. Стянуть бы еще эту трещину перед сваркой каким - либо образом,струбциной,может быть.
-
Виктор, если не трудно, то почему? С уважением.
По границам зерен при кристаллизации образуются интерметаллидные фазы Al2CuMg c температурой плавления ниже температуры плавления основного металла.Напряжения,возникающие при усадке металла,будут разрывать материал именно по этим зонам .Кристаллизация прошла;напряжения возникли,а прослойки еще не затвердели.Здесь надо очень внимательно смотреть на соотношение меди и магния.Кстати,это одна из основных причин несвариваемости дюралей
-
7
-
-
@Дальнобой, если Вас интересует моё мнение, то лучше бы донора из АК-сплава поискать. Если хотите вставку делать. Конечно, АМг тоже приживется но закон подлости ещё не отменили)))) А ну, как затрещит?!?
Лучше АМг не использовать - меди много в этом сплаве EN AC 46000 AlSi9Cu3(Fe) -вторичный алюминий,правда,там слишком широкий допуск по магнию 0,05 - 0,55,но все же есть риск появления трещин.Лучше вставку из АМц 4 мм@Шурпет,
Да Александр,конечно буду привязывать к столу,...
Если свариваемый сплав содержит несколько процентов меди,то не стоит использовать присадку с содержанием магния более 0,1%-
4
-
-
- Популярный пост
- Популярный пост
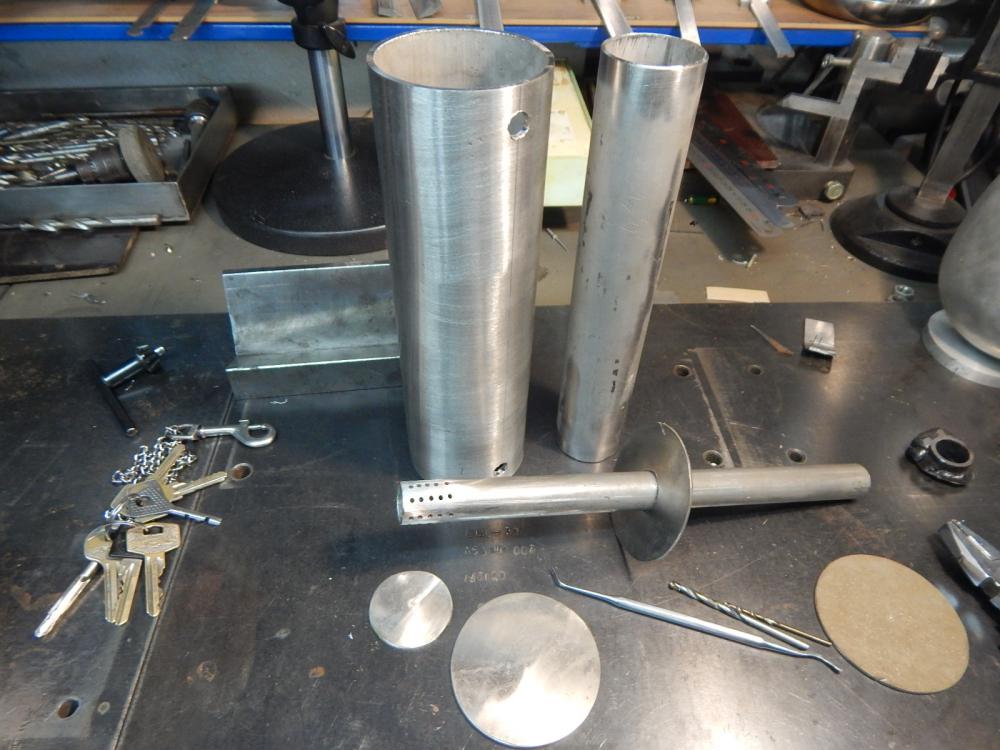
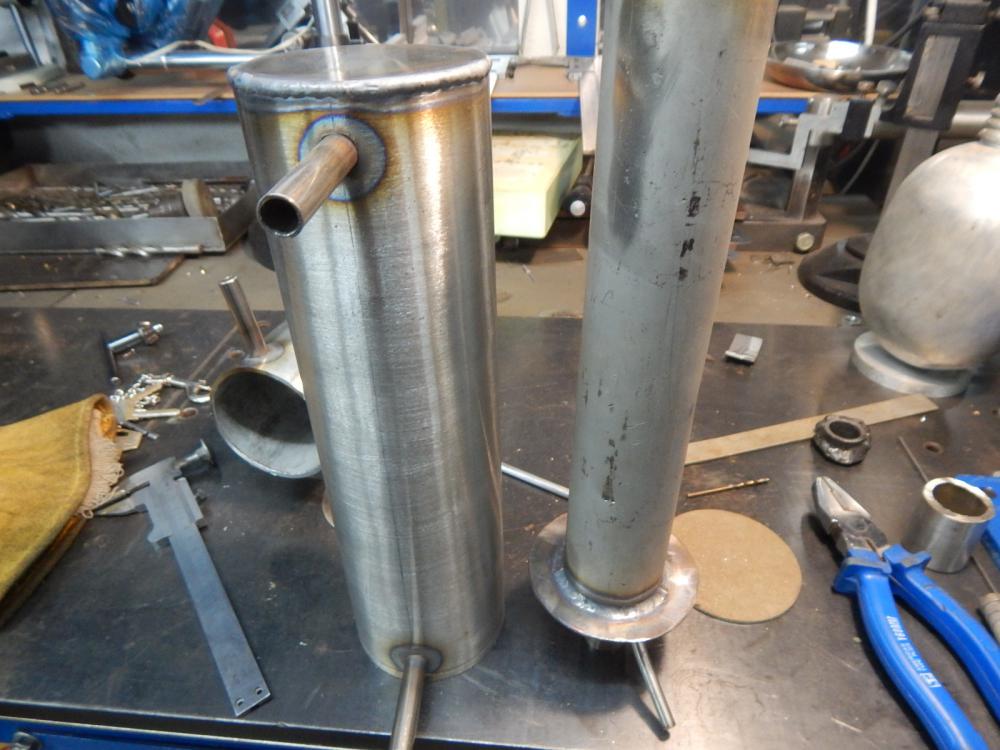
Простой по конструкции и изготовлению дистиллятор .Хорошо работает.






-
12
-
Доброго времени суток!
Решил я из подвала достать раритетные диски с гоночной модели БМВ от тюнинговой компании. Достались за бесценок еще лет 7 назад. Проблема в том, что 3 из 4 диска с трещинами. Трещины расположены на "полке". По весу диски очень легкие, по сравнению с другими имеющимися. Поэтому задался вопросом выбора присадки. На дисках только такие надписи



Может кто подскажет что нибудь по выбору присадки?
Если до 80-х годов выпущен,то возможно это сплав ALSi11Mg (наш аналог АК 9 пч -Ал 4-1) ,а если позже,то А 356 -AlSi7Mg0.3 (наш аналог АК7пч Ал 9 -1) .Все дело в том,что эти сплавы дополнительно легированы магнием и могут проходить термообработку,которая повышает прочность до 265 МПа. Прочность 4043 - 165 МПа,а 5356 -265МПа.По составу больше соответствует первая,а по прочности вторая.
-
4
-
-
Помогите опознать. Из чего эта деталь от мотодельтаплана. Крепится к движку.Толщина 4 мм. Чем варить 5356? Хозяин сказал, что варил первую и треснула по шву. Эта новая и треснула так же, как и первая.
http://websvarka.ru/talk/public/style_images/master/attachicon.gif20160916_113254.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gif20160916_113302.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gif20160916_113312.jpg
Уже разделал кромки. Трещина не ровная по толщине, а на искосок. Прорезел болгаркой. Жду подсказку по присадку.
Скорее всего,это АД 31 или АД 33.У 4043 на разрыв 16 кг,а у 5356 -26 кг.Если трещина посередине шва,то материал присадки слабоват..возьмите 5356. Дюраль там вряд ли будет-она даст боковые горячие трещины.
-
5
-
-
Вы что, не видите, что с вами профессиональный дефектоскопист дискутирует (@Рабиндранат Кагор,)? Что может быть проще (а главное дешевле и злее) чем горсть железных опилок из под УШМ. Если нравиться хранить на полочке в гараже- ради Бога! Почистил шов зачистным, опилки веником не совочек, с совочка во флакончик и на полочку. Хочешь трещину увидеть, посыпь её "волшебным порошком", он вдоль трещины и распределится, плохое освещение в гараже, брызни белой красочкой предварительно из любимого Вами флакончика. Хочешь иметь "волшебную суспензию" смешай мусор из под УШМ с машинным маслом.
Я как то предложил определять магний трехкопеечной монетой (что может быть проще), так Вы меня раскритиковали и собрались определять его по плотности! Расскажите, как вы определите плотность диска от вертолетного колеса в своем гараже! @Точмаш 23, признайтесь, вам просто нравится спорить.
Дражайший,тролль вы, безусловно, талантливый,а может быть,я заблуждаюсь...и все гораздо проще ..
------ Выдержка из вашего поста в теме Сварка магния
Не буду больше интриговать, прислоняете монетку к испытуемому образцу и все это на язык пробуете, гальваническая пара магний-трикопейки дает разность потенциалов примерно как у батарейки на 1.5В, что выражается характерным пощипыванием языка, ошибиться трудно, предварительно можно полизать батарейку для тренировки))) с алюминием такой эффект отсутствует напрочь.
-----
Есть гальваническая пара,а есть гальванический элемент с разностью потенциалов 1,5 В,разницу ощущаете,если нет,то я объясню, зачем нужен электролит и что такое электролитическая диссоциация
-----
Если не понято,что такое удельный вес металла,то тоже могу это объяснить.
----
Выдержка из вашего поста в теме Дымовая труба
Так же представьте себе сварной шов без зазора и разделки (слепой называется) толщиной миллиметров 4-5. Варим током ампер двести (если разглядим его через светофильтр). Проплавляем миллиметра на 1,5 при самых оптимистичных раскладах. При остывании металл "усаживается" Нижний не проплавленный и более холодный слой препятствует сокращению наплавленного металла. Вопрос . Что при этом получается?
--
-
3
-
-
А в миллиметрах?
Надо учитывать,что первый слой будет переходным с пониженной твердостью,а второй с нормальной ...может быть)
-
3
-
-
Вот не знаю, какой он, первый или второй?
То, что я нашёл и уже проплатил вот такое:
http://websvarka.ru/talk/public/style_images/master/attachicon.gifСнимок экрана от 2016-09-15 16:07:31.png
Сормайт 2.Пруток можно слегка согнуть и выпрямить.Технически наплавку выполнить не сложно-пруток с углом 10 к поверхности.

-
3
-
-
Вот не знаю, какой он, первый или второй?
То, что я нашёл и уже проплатил вот такое:
http://websvarka.ru/talk/public/style_images/master/attachicon.gifСнимок экрана от 2016-09-15 16:07:31.png
Первый..нормально
-
1
-
-
@Точмаш 23, те прутки, что были у меня, на торцах были окрашены в бледно-желтый цвет. Но - да, ломались. Зачастую на несколько кусков с ровным краем слома. А на самих прутках явно просматривалась этакая фактура - через 50-60 миллиметров заметные насечки, похожие на облой литья. Словно пуансон станка их выдавливает с остановками.
Точно был сормайт,а не стеллит ?
-
@Рудольф Шнапс,Спасибо.
Некуда мне всунуть самофлюсующуюся проволоку Ф1,6. Посему - ТИГ. (За неимением горничной...)
Сормайт в прутке Ф6 уже нашёл.
Да, по поводу флюса - таки да, легирующие элементы в материал шва поступают и из флюса . То, с чем сталкивался - электроы Т590 и ЦЧ-4. Но - есть и иной подход - всё нужное иметь в присадочном прутке, и защитный газ предохраняет от выгорания легирующих элементов. Вот я и иду вторым путём.
Сормайт № 1 имеет следующий химический состав: никеля 3— 5%, хрома 25—31%, марганца 1,5%, углерода 2,5—3,3%, кремния 2,8—4,2%, остальное — железо. Твердость HRC 48—52. Сормайт № 1 не требует термообработки после наплавки и может обрабатываться только шлифовкой карборундовыми камнями.
Сормайт № 2 содержит никеля 1,3—2,1 %, хрома 13—17,5%. марганца 1%, углерода 1,5—2%, кремния 1,5—2,2%, остальное — железо. Сплав сормайт № 2 после наплавки требует отжига, а затем закалки и отпуска. После отжига наплавленный сормайт № 2 может обрабатываться режущим инструментом.
Сормайт № 2 отличается от сормайта № 1 более высокой прочностью, вязкостью и способностью подвергаться термической обработке. Торцы прутков из сормайта № 1 окрашиваются зеленой, а сормайта № 2 — красной краской. Если окраски нет, то марка сормайта определяется пробой на изгиб: сормайт № 1 ломается, а сормайт № 2 дает прогиб.
-----
Для справки
-
6
-
-
Ну вы и заинтриговали... Хотя бы тем, что кто-то делает МПД на автомобильных поддонах

Речь не о МПД поддонов ..еще в своем уме..речь шла о чугунных блоках
-
У буржуев все затуманено и засекречено! В детстве мы безошибочно определяли магний при помощи трехкопеечной монеты года 1983 выпуска. Причем монета не расходовалась абсолютно. Думаю сейчас это можно сделать червонцем, если не осталось монеток от бабушки в наследство. Интересно сколько их волшебная жидкость стоит?
Не буду больше интриговать, прислоняете монетку к испытуемому образцу и все это на язык пробуете, гальваническая пара магний-трикопейки дает разность потенциалов примерно как у батарейки на 1.5В, что выражается характерным пощипыванием языка, ошибиться трудно, предварительно можно полизать батарейку для тренировки))) с алюминием такой эффект отсутствует напрочь.
А теперь вопрос знатокам, что школьники делали с вертолетными колесами и прочим магниевым ломом? Минута на обсуждение!
Лучше шабером по нему пройтись и по блеску и удельному весу определить,чем облизывать монетки.
А жидкость называется соляной кислотой...магний бурно реагирует с ней с выделением водорода,а алюминий нет
-
5
-
-
Если Вы чего-то не понимаете, это не значит что оно никому не нужно.
Больше писать на такие темы не стану - не в коня корм видимо.
То что удалили тему дефектоскопии из темы "поддоны" правильно сделали-не соответствует основной тематике ветки...здесь вопросов нет.
Хотя методы дефектоскопии и ремонт деталей двигателя тесно связаны между собой,но все-таки дефектоскопию следует выделить в отдельную тему...да вы в общем-то уже это сделали )
-
1
-
-
Вот два куска паропроводов безо всякой подготовки поверхности.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifMPD2.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gifMPD3.jpg
Я советую именно как проще и точнее ) А так на здоровье, покупайте шервин, магнафлюкс ( кстати балона пенетранта в реале хватает баллонов на пять проявителя, а так в разнобой Вы не купите)
Я не подвергаю сомнению то, что вы знаете тему.И речь идет не о том, какой метод эффективнее МПД или КК ,а речь идет о том,что гораздо проще взять баллончик с полки(который то нужен не так часто,иметь его надо на всякий случай),чем хранить порошок,готовить суспензию,возиться с магнитами.Вы просто упускаете здесь один момент-пенетранты нужны довольно редко...в основном обходятся без них,как и без МПД...а шервин покупать не буду,клевером обойдусь
-
1
-
-
@Точмаш 23, лепестковым кружком пройтись - совсем ничего не гарантирует )
Вот смотрите индикаторные следы закалочных трещин, СОП(стандартный образец предприятия для МПД и КД) поверхность шлифованная а не то, что из под кружка ) Вы видите хорошо индикаторный след слева от отверстия? Капиллярка делалась идеально!
http://data.photo.sibnet.ru/upload/imggreat/14623040812346418.jpg
А МПД дает однозначный и четкий рисунок, гораздо более уверенно. Жаль что фото у меня нет, потому поверьте на слово )
@Точмаш 23, лепестковым кружком пройтись - совсем ничего не гарантирует )
Вот смотрите индикаторные следы закалочных трещин, СОП(стандартный образец предприятия для МПД и КД) поверхность шлифованная а не то, что из под кружка ) Вы видите хорошо индикаторный след слева от отверстия? Капиллярка делалась идеально!
http://data.photo.sibnet.ru/upload/imggreat/14623040812346418.jpg
А МПД дает однозначный и четкий рисунок, гораздо более уверенно. Жаль что фото у меня нет, потому поверьте на слово )
Я же вас просил разделить гараж и производство с его контрольными образцами,оборудованием и т.д. Меня мало интересует производственный фен-шуй - сыт им по горло .Речь идет о том,что все должно быть дешево и сердито в условиях гаража.





Наплавка стали 38ХГН
в Полуавтоматическая сварка — MIG/MAG
Опубликовано · Изменено пользователем Точмаш 23
Какую термообработку проходил вал и ролик?