- Популярный пост


Точмаш 23
-
Постов
4 853 -
Зарегистрирован
-
Посещение
-
Победитель дней
271
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Посмотрим,что скажет рынок .Если бы я выбирал между линкольном и русвельд,то однозначно выбрал бы линкольн,а не "темную лошадь"русвельд.И так поступит большинство.Нужно проверенное качественное оборудование.Я с удовольствием поддержу отечественного производителя в том случае,если он сделает стоящую вещь.Когда русвельд прогонят на предприятиях в жестких производственных условиях в течение минимум 1000 часов наработки,то тогда что-то можно будет сказать о нем.
А если на умирающем заводе появились фрониусы ,значить жена директора открыла торговую фирму
-
 5
5
-
-
-
Что принципиально нового в этих аппаратах? Вряд ли там есть какие-то новые решения.Взяли за основу какой-нибудь западный образец,чуть расширили функционал.Разместили заказ либо на китайских предприятиях,либо ,скажем,польских или еще каких,повесили лейбл и вышли на рынок.Это выглядит именно так.Чтобы было что-то свое,надо,как минимум,иметь радиоэлектронную промышленность
-
1
-
-
Такая машина у меня три года.Посоветовал бы сразу снять кольцо фиксации вала-все равно лопнет через некоторое время,да и без него удобнее
-
2
-
-
- Популярный пост
- Популярный пост
Деталь с МАНа после аварии.




-
22
-
Помню, что когда ремонтировал литые диски то перед сваркой владельцам показывал наглядно, что будет с прочностью их диска.
Брал обычную алюминивую чайную ложку и просил слегка попробовать ее на изгиб. Потом нагревал ее посередине зажигалкой и давал полностью остыть. Затем снова просил проверить прочность. Кто понимал покупал новый диск. Остальным варил мелкие трещины и сколы.
Как сейчас принято говорить-не вполне корректное сравнение.Скорее,это ввод людей в заблуждение.Это две разные системы легирования:колесный диск-литейные сплавы Al-Si с добавкой магния ,а ложка-это деформированный сплав,легированный магнием с разной степенью нагартованности.Нагрели вы ложку,сняли нагартовку,т.е. упрочнение и получили очень мягкий металл.Возьмите поршень,нагрейте его и дайте сломать-это будет ближе к действительности.
-
2
-
-
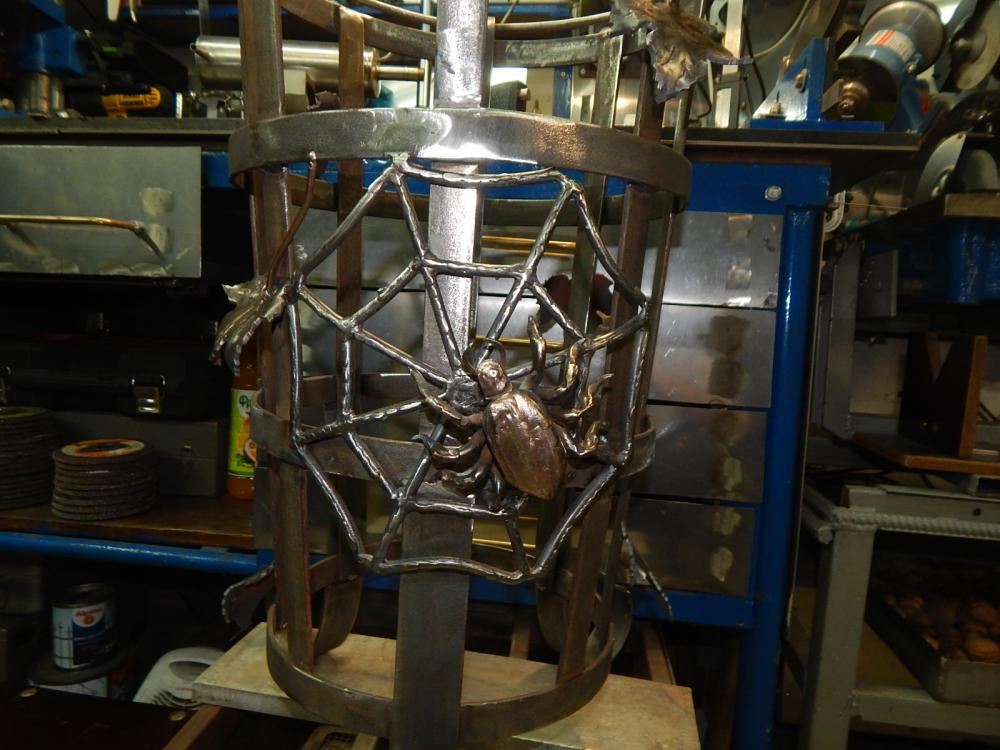
Работа над формами. Облицовка паука мнжкт(нормальное применение)),паутина - протяжка нержавейкой,листья ,ножки -мнжкт...начало пути ..посмотрю,что из этого можно сделать




-
8
-
-
Кто в курсе, чем лучше варить AlSi7 MGwa ?
Буквы WA в маркировке говорят о том,что изделие было подвергнуто термообработке на твердый раствор -закалке и искусственному старению (Т 6).Имейте это в виду...при сварке произойдет разупрочнение металла
-
4
-
-
Электрод с рутиловым покрытием дает в металле шва полуспокойную сталь,а электрод с фтористо-кальциевым покрытием дает спокойную сталь (содержание кремния 0,2 - 0,5 %),естественно,что границы расплава металла и шлака видны лучше,да и спокойная,обезводороженная сталь дает шов лучший по качеству и внешнему виду.
-
4
-
-
- Популярный пост
- Популярный пост
Корзина.Куда ее приспособить ..зависит от фантазии,допустим,прикаминная для дров.Сын сделал такую вещь.Образец,конечно,сырой и требует доработки.Сделано болгаркой и рутиловым электродом(прошу строго не судить)
В качестве доработки на подобных изделий можно сделать следующее:выполнить электрохимическое меднение,раздельное хромирование и оксидирование;серебрение припоем ПСр,плакирование латунью и т.д..,чтобы не прибегать к окраске. Такие покрытия можно выполнять под заказ-чтобы они окупались ..







-
17
-
Есть метод литья,который называется - литье по выжигаемым моделям.Эти модели сделаны из пенопласта..Возьми кусок пенопласта от какой либо упаковки и внимательно посмотри на него,а потом на стенку блока..литье повторило рисунок пенопластовой модели
-
7
-
-
Тут на днях блок опресовывали , алюминиевый , так вот я первый раз столкнулся с таким экземпляром (если не изменяет память ) .
опресовали он течет по воде , но трещины расположены глубоко в водяной рубашке охлаждения цилиндров . Добраться при желании можно , вырезав почину и потом вварив обратно , или сверху вырезав масляный канал , и потом естественно его придется востанавливать. но суть не в этом , не пойму что за сплав , нет маркировки , структура такая , внешне , как будто спресованые шарики . И сам блок "как бы сварен" из трех частей , литье такое , три формы соединены будто сварочным швом .
Варить не пробовал.
Чтобы отлить блок,надо изготовить стержневой пакет.Что собой представляет стержневой пакет?Это сборка элементов литейной формы для образования отверстия,полости или иного сложного контура в отливке, выполненных из песчаных смесей(или иного материала),т.е.все внутренние полости блока должны быть изготовлены из формовочной смеси,высушены,покрашены антипригарной краской и собраны в пакет.Формы склеиваются(видишь следы склейки ).Допустим,если в блоке нужно сделать масляный канал,то сначала его надо сделать из формовочной смеси,а потом закрепить в нужном месте формы.Там обыкновенный литейный сплав,состав которого будет зависеть от метода литья
-
6
-
-
Да уж, сколько народу с этими "прелестями" порошковой металлургии горя хватило... Ну, это, что называется, чтоб сварщикам работа мёдом не казалась.
"Прелестей" на днях хватил при сварке коробки Калина спорт и порошковой металлургии не надо. Примерно равное занятие.Сплав АК12М2 .Сколько уже писал и об этом сплаве.Один вариться очень хорошо,а другой настолько загрязнен железом и прочими примесями,неплотный,что с трудом поддается сварке
-
4
-
-
Темы перепутал..открыто несколько вкладок -это было сказано по поводу сварки алюминия.Это не белая краска ,а мел
-
1
-
-
@krech, а чем вы его покрасили в конце и зачем?@Точмаш 23, не могли бы вы описать подробнее металлургический процесс в данной детали?!
Что здесь описывать.Работа сделана хорошо.
-
Какая необходимость прихватки делать по углам латки? Сделать ее еще жестче ?
-
В какой технологии это используется? И еще попутный вопрос:что вы скажете по поводу газовой сварки алюминия или его пайки?
-
Низкокачественное литье
-
@Дмитрий020,Тогда ты должен знать,что от замасляных изделий помогает горелка или резак,но почемуто они считаются у тебя не свариваемые.
Попалась одна крышка насоса-корейское или японское литье .Выжигал,выжигал..металл настолько неплотный - насквозь пропитан маслом..Выжжешь,зачистишь,только дугой,а он опять гореть начинает,вернее масло..губка,а не металл)
-
1
-
-
-
Может быть,попробовать не засверливать насквозь,а фрезой выбрать так,чтобы осталось примерно полмиллиметра стенки-она будет защищать шов от окисления изнутри ?
-
2
-
-
Термообработку сплава А 356 делали вначале,а потом отказались-нет нужного упрочняющего эффекта.Другое дело,если какие -то конструкции сварены из АД 33 (АВ) или 1915 - с ними надо быть осторожнее,т.к одни будут требовать термообработки,а другие приобретают прочность при естественном старении,т.е самозакаливающиеся .
А титан,если произошло насыщение металла газами и он приобрел предельную твердость и ,естественно,хрупкость, можно исправить отжигом в среде аргона-сложно,но можно-все упирается в цену.
-
4
-
-
Не совсем понятен один момент:почему фаска шлифуется боковой частью камня,а не передней? Занимался такой операцией ,знакома.Боковая часть будет быстро вырабатываться.Как править будешь,и как это будет выглядеть?
-
Вот эту тему надо разобрать подробнее .Литейные алюминиевые сплавы в подвеске А 356 - AlSi7Mg0.3-по данным европейской алюминиевой ассоциации.Тот же сплав,что и для дисков.Сварка дает прочность 0,6-0,7 от прочности основного металла (сплавы АМг -0,9) Варить такие детали - это риск,однако их варят,делают усиление и ставят на машину.Поступали такие предложения,но отказывался ..
-
7
-














Сварка алюминия, часть 2
в Аргонодуговая сварка — TIG
Опубликовано
@mikinalexei,
Такое крепление детали на плите уберет 70% деформации,а 30 % останется в любом случае.А чтобы убрать оставшиеся 30% надо подложить прокладку в районе шва и задать обратный угол.