

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Вот даже не знаю что и сказать и отвечу так наверное да конечно надо за качеством следить и поднимать его.
Но стоит отметить и это , как пользоваться и в большинстве случаев рабочий, сварщик относятся не к своему (хотя инструмент кормит сварщика и рабочего) по хамски. Вот на моем вроде 250 часов работы набежало и не каких намеков на поломки.
Ну и думаю Аврор и других китайцев не меньше выходит из строя в первые недели работы и плохо мы не обладаем инфой , но видел в Свага довольно длинную комнату с четырех этажным стеллажом под потолок просто напрочь забитым сварочниками разными начиная от китая и их большая часть и кончая Миллерами и остальными.
По сварочным показателям Форсажи довольно хороши ТИГ и МИГ , посмотрев про МИГ и я даже не ожидал такого от их ПА ну сущий Меркле , правда стоит отметить паренька сварщика и он тоже "супер"
Валера,мне часто приходится варить полуавтоматом листовую сталь .Требование - герметичность,т.е. керосиновая проба обязательна.Ты уж извини меня,но подобные тесты немногого стоят.
-
 3
3
-
-
Знакомые на свое небольшое предприятие купили полуавтомат Форсаж 302.Через две недели сломался.Отправили на завод,сделали;работает хорошо.Купили Форсаж 315 АС/ДС. Через наделю сломался.Отправили на завод,а там, уж сколько дней, все не могут забрать из транспортной.Завод,что, специально задался целью испоганить собственную репутацию?...или там легких путей не ищут?
-
5
-
-
Ну... Как бы хим. состав этой самой плёнки из под оксидирования - Аl2O3, что то же самое, что и корунд. Из собственного опыта - когда то, когда деревья были большими, я оксидировал и покрасил оправу объектива. Так это покрытие поцарапать надфилем было весьма проблематично. Объектив то жив до сих пор и повреждений покрытия на нём я так и не увидел.
Есть гидратированный оксид алюминия,полученный анодированием , есть природный оксид алюминия с кристаллической структурой -корунд и есть искусственно синтезированный корунд - электрокорунд.О чем идет речь?
-
почему же....крайний вариант спеца пригласить....так то не великих это денег стоит....
но учиться все равно надо
Надо учится.Что-то будет получаться,что-то нет,но,главное,терпение,упорство и желание научиться.Смотрю,многие забыли,как сами начинали...
-
7
-
-
Чуть позже скажу.
-
2
-
-
Плёнка на люминии после анодирования зело твердая. Возьмёт ли её стальная щетка?
Так а кто в этой теме то мешает?С чего бы она была зело твердая? Она зело "толстая"
-
2
-
-
Тормозной диск Вольво .Наплавка .Чугун сложный и лучший результат у Бр.ХЦрК.


-
9
-
-
Утро доброе.
А чем обусловлен выбор этой присадки?Если вдруг есть выбор - Панч,Бр.ХЦрК,МНЖКТ,или другое ,то что правильно применить при сварке висячего куска?
Свойствами..говорил уже об этом.
-
2
-
-
- Популярный пост
- Популярный пост
Бр.ХЦрК

-
11
-
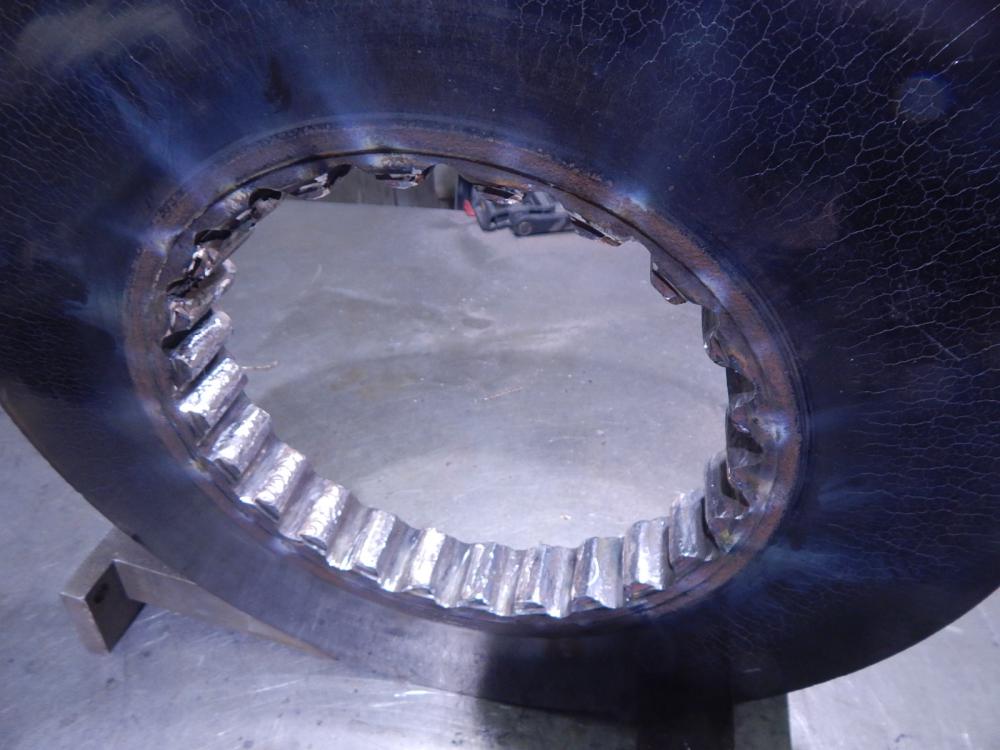
@Точмаш 23, неужели профиль зуба тоже сам восстанавливал?
Так об этом и речь
-
1
-
-
Теперь ещё интереснее.
А как их наплавлять? В первозданном виде её подавать как присадку неудобно? Или получается? Или надо отпускать и распускать на узкие полосы, складывать вдвое вдоль, или ещё как-то менять форму?
Болгаркой распустить на полоски - для наплавки пойдет,это не сварка.
-
6
-
-
Всмысле?
Сверло в качестве присадки использовал?
Полотна советских пил с гарантированным составом быстрорежущей стали,а не сверла,в которых часто заменяют HSS на 9ХС
-
4
-
-
@Точмаш 23,я не спец в обработке металлов, но мне кажется, что объемная закалка в этом случае норма. Шестерня понятно, вал в работе с подшипником, шлицевая в работе с фланцем, вот и калили деталь полностью. Или я не так думаю?
...работа проделанная конечно интересная, но не могу представить, как это будет работать, хотя интересно что получится.
Закалка с низким отпуском..забыл добавить.Как оно будет работать - посмотрим.Еще раз повторю:не было другого выбора. Я имею понятие,что такое нарезка,шлифовка,прикатка/притирка зубьев конических зубчатых колес и понимаю сложность этой проблемы,посмотрим,может быть что -нибудь и выйдет .
Эти люди обращались даже на вертолетный завод с вопросом - можете изготовить?Можем..комплект по индивидуальному заказу с соответствующей ценой.Сдается,что надо покупать тракторы "Беларус",а не японские...дешевле будет)
-
7
-
-
- Популярный пост
- Популярный пост
Шестерня редуктора японского трактора 96 г. выпуска. Во Владивостоке пытались заказать,но.. ,Местные наотрез отказались делать новую деталь ..последний шанс - попытаться наварить.Деталь интересна:закалка объемная с низким отпуском,что странно для шестерен.Твердость где-то 53-56 по Роквеллу. Вариться тяжело.Буфер никелевый,перекрытие 316.Хорошее уплотнение проковкой и наварка Р6М5. Подгонял часов пять,но,в общем-то,получилось,главное,чтобы приработка прошла нормально.







-
23
-
Небольшой прибамбасинг....
Для удаления заусенцев )
-
Шов который идет вдоль цилиндрической части достаточно широкий...
Сделайте нормальный снимок.Какие габариты детали,ее вес,толщина стенки.Какие нагрузки испытывает и условия ее работы?Раскройте часть шва,определите глубину отбела и его границы,также всю сеть трещин,а потом будем вести предметный разговор.
-
4
-
-
Вот такая беда. ...
Беда-то в чем?Это ваше счастье,что варили без разделки ...плохо видно,но,думаю,что так и было.
-
5
-
-
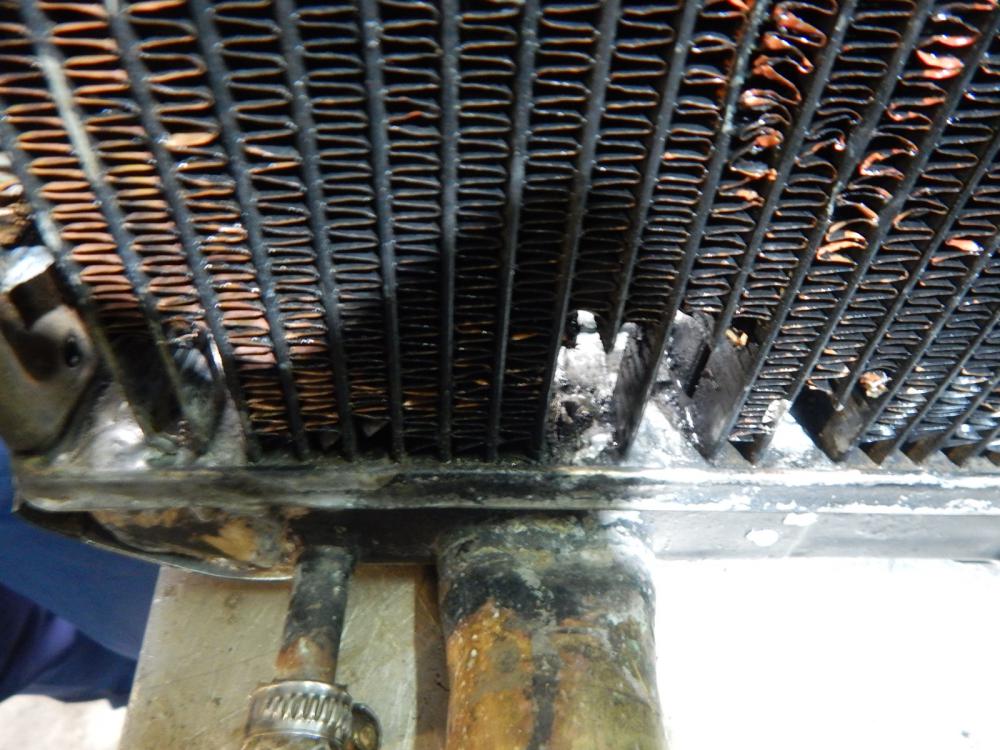
Пришлось делать радиатор (знакомым) Бычка выпуска 2003 г. 8 трубок с одного края и 6 с другого.Без пескоструя,действительно,дурная работа:сама пайка горелкой минуты,а подготовка часы.Если целенаправленно заниматься радиаторами,то без пескоструйного аппарата за ремонт браться не стоит. Шесть трубок пришлось заглушить;радиатор двухрядный,трубки латунные тонкостенные,трещины локализуются в середине сот с внутренней стороны ряда -никак не подобраться к ним. При опрессовке давление лучше не поднимать выше 0,8-1ати.


-
6
-
-
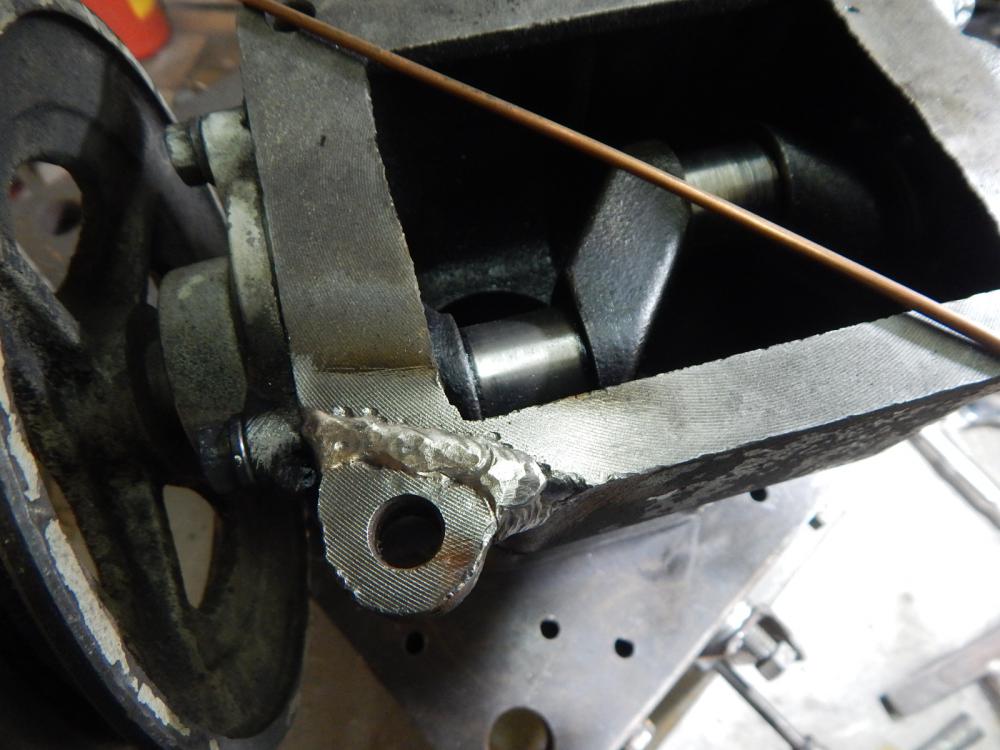
Редко возить стали,но метко).Трещина между спицей и ободом,два сразу почему то.Было варено до меня изнутри без разделки,пришлось поковыряться.Обработка швов на клиенте.По просьбе разделку делал изнутри.http://websvarka.ru/talk/public/style_images/master/attachicon.gif7846504E-AED8-4CB4-8162-17C443EA4027.jpeghttp://websvarka.ru/talk/public/style_images/master/attachicon.gif87446F2C-EAF6-4E72-AF4B-D8A147824A02.jpeghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifFFD6ECB5-162D-4230-8DBC-58EB6FDA6728.jpeghttp://websvarka.ru/talk/public/style_images/master/attachicon.gif3402CDF0-71A3-4F39-AD86-2DEDF4B3B90F.jpeg
Вот это делать не надо:металл шва даст усадку,возникнут напряжения в спице,что в свою очередь незначительно изменит геометрию обода,а на высоких скоростях возникающие знакопеременные нагрузки очень быстро разрушат место сварки ... этот неизбежно
-
8
-
-
@Барни, Американцы когда то сформулировали признаки профессионализма - профессионал должен сделать так, как требует заказчик - с качеством, сроками и деньгами, которые оговорены в заказе. Всё, что сделано иначе - сделано непрофессионально. Ваши изыски с укладкой швов неторопливо и "красиво" - признак непрофессионализма.
Весьма условное определение,а для ремонтных работ,да и не только, в российских условиях больше подходит метод) - не мытьем,так катаньем - это тоже признак профессионализма,который американцам не снился даже в страшном сне.
-
6
-
-
Резак даёт неравномерный прогрев, лучше подобие печи. Деталь можно смело греть до 200 градусов. И остужать неспешно.
Что значит подобие печи? Купить инфракрасную печку,сделать подставку и греть, без риска расплавить деталь.
-
3
-
-
ну как бы я не против, но Точмаш 23 находится в Армавире,
пересылка деталей займет время, плюс расходы на нее,
плюс невозможность "вживую" объяснить, что мне нужно.
Вам такую сварку надо выполнить только по месту жительства,то есть там, где находится машина. Есть в Москве хороший сварщик Сергей -Креш "-он занимается чугунами вплотную. Напишите ему и обсудите вопрос,думаю, он не откажет.
-
5
-
-
Лучше прихватку сделать электродом.В Москве такую сварку может выполнить креш - Сергей.
-
6
-
-
Да это исключительно в качестве эксперимента. Греть до скольки градусов?
Скажем,градусов 150 С
-
4
-









Форсаж 315AC\DC и 500 AC\DC Puls
в Обзоры, тесты и отзывы
Опубликовано
В основном сбои,как ты говоришь поперхнется,происходят из-за проволоки,ее дефектов .