selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
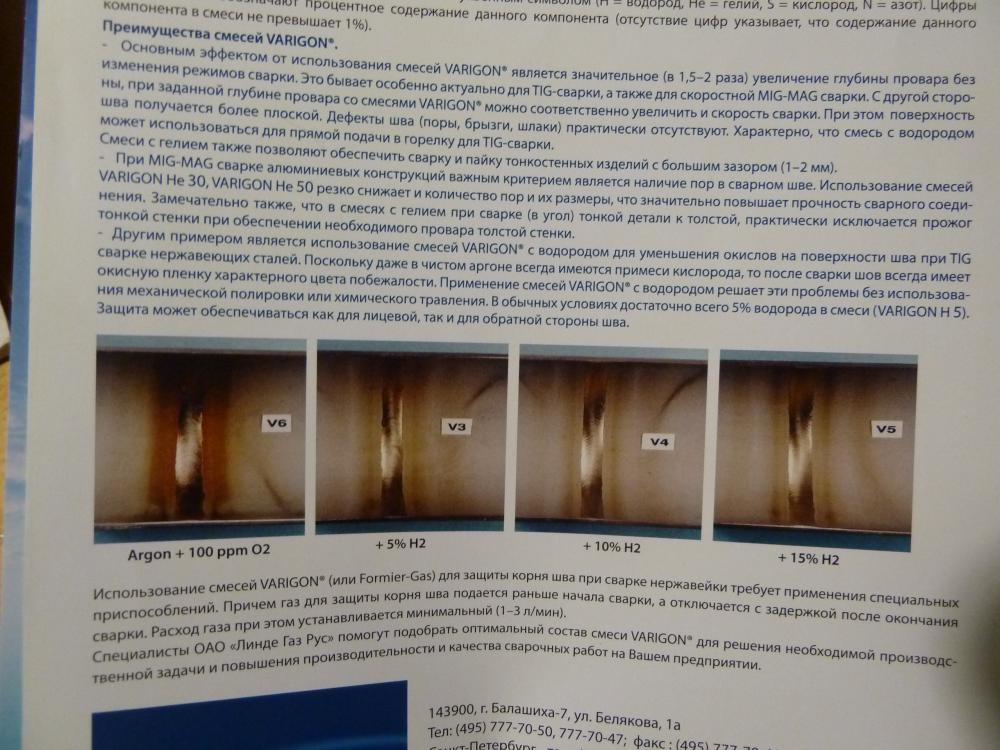
Скорее всего и газ нормальный и все остальное. Что выше швы показали без окалины , похоже их или с перерывом варили и давали остывать, или помимо горелки еще поддували. Вот типа такой примочки нужно и не будет сгоревшего шва, довольно дорого стоит, но можно что то подобное с колхозить. Или смесь специальную применять.

-
Начнем пожалуй с вентилятора, он как раз на аппарате молчал как партизан, а шумела немецкая охлаждайка. На счет сварки тонкого и толстого, аппарат уже варит и одно и другое, смотрите выше посты. На счет частоты на АС токе, для меня это такая же необходимость как баланс тока или форма тока, варю и на 20гц когда надо и на 200(селко), а теперь есть возможность и 250гц и для меня поднимут еще на 50ед. Вам может и не надо или вы просто не знаете где применить эту частоту , но мне надо и главное без ограничений по форме тока и силе тока на аппарате сделано. У китайских есть ограничения, в прочем как и у немцев (Меркле) , на синусе только 50гц, . Что касается прихваток, да согласен фишка хороша, но думаю сделают и это, для этого и отдали на растерзание нам. Кстати пробовал и у Кемппи эту фишку и у Селко, Кемппи немного перестарались и сотая доля секунды на DC токе на практике вероятно мало применима, а вот десятая самое оно, на Ал сплавах эта функция мало применима, так как присадку просто сдувает, если без присадки то можно но нужно очень хорошо подогнанные кромки. http://www.youtube.com/watch?v=Qs3rZZ5t1OI Так что я пока доволен что начали что то делать и потихоньку китай и остальных теснить. В детстве помню Китай нам фонарики продавал и термосы, но ох как далеко он ушел и вот нам уже надо догонять, иначе ......

-
Между делом изучаем 500Й (в деле пока изученный и проверенный Селко) но думаю и 500ке найдется дело . Нерж. импульсный режим , настройка проста но импульс хорош и похож на импульс ТИРа 315. Ну и без "крылатого металла " не обошлось , а куда мы без него. Что понравилось (пока в общих чертах) , импульс хорош на DC и АС токе , переменный ток не плох и имеет три формы волны, частота переменного тока широкий диапазон и не каких ограничений. Ну а остальное как у всех примерно. Что напрягает, поджиг как на DC токе так и на АС токе, немного не удобно настраивать параметры энкодером его надо удерживать и одновременно крутить. И отдельно про поджиг дуги АС тока на токе DC+, ну мне это совсем не нравится. По поджигу завод усиленно работает и это дело будет исправлено, скорее всего добавится в меню выбор полярности поджига на АС токе и сварщик сам будет решать какой вариант выбрать. С энкодером тоже решится вопрос и наверное доп. кнопки появятся или как иначе сделают. Видео, работа аппарата на АС токе с разной частотой, форма тока синус2 . Начало с 20гц, 50, 100,150,200,250гц. http://www.youtube.com/watch?v=QyXOL9Sh08Q&feature=youtu.be




-
Я неделю назад с Москвы 40км, шесть с половиной часов преодолевал, вот это пробка. В Питере в 2010 был на машине и в нем не было таких затычек как в Москве.
-
Алюмишка уже погрелась от Селко и Форсажу меньше усилий стояло ровнее положить, а нижний шов он перегревать уже начал.
-
Покажу вам ИСПЫТУЕМОГО, это пока собственность завода но я задумался http://www.chipmaker.ru/topic/157965/page__view__findpost__p__2854583 Есть у него пока детские болезни, но они вполне исправимы (для этого и испытания) и завод исправит их. Ну и начал я как всегда с любимых пивных банок и похоже он справляется с ними (без присадки), ну а что толще он просто обязан справляться. И чуток потолще Ал 2,5, ток 90А, баланс 70%, синус, здесь принял участие "битый волк Селко" с такими же настройками , результаты почти одинаковы.










-
Ну смотря какие трансформаторы, они тоже были да и есть простые и навороченные. Тоже самое можно сказать и о инверторах. Навороченные облегчают жизнь сварщику и экономят вольфрам, ну а красивые швы можно получить на любом оборудовании, главное хотеть.
-
 Правильно все старье удалил, да и самому виднее было что удалять. На подкладки медь ищите, в металлоприемках но дешево не отдадут , если какой обмен сделать с ними.
Правильно все старье удалил, да и самому виднее было что удалять. На подкладки медь ищите, в металлоприемках но дешево не отдадут , если какой обмен сделать с ними. -
@Просто сварщик, Тогда здесь можно купить. На сайте у них не найдете, но в наличии есть я знаю и часто у них бываю. Звоните и узнавайте, вам все расскажут. http://www.svaga.ru/shop/category/view/29
-
Здесь взгляни http://tdsvarka.ru/shop/accessories/burners-and-parts-for-tig/head/
-
Всем участникам спасибо за показанные работы и их старания!!! Проигравших нет, мы все только выиграли а призы не главное в этой жизни Спасибо организаторам и спонсору за их труд и призы.
-
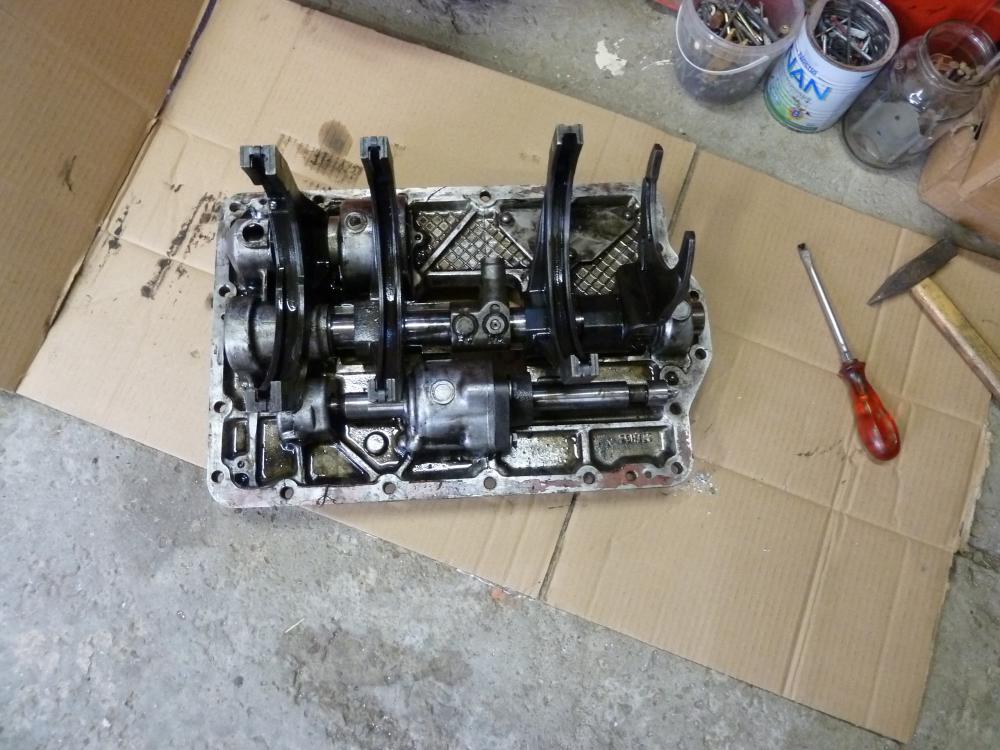
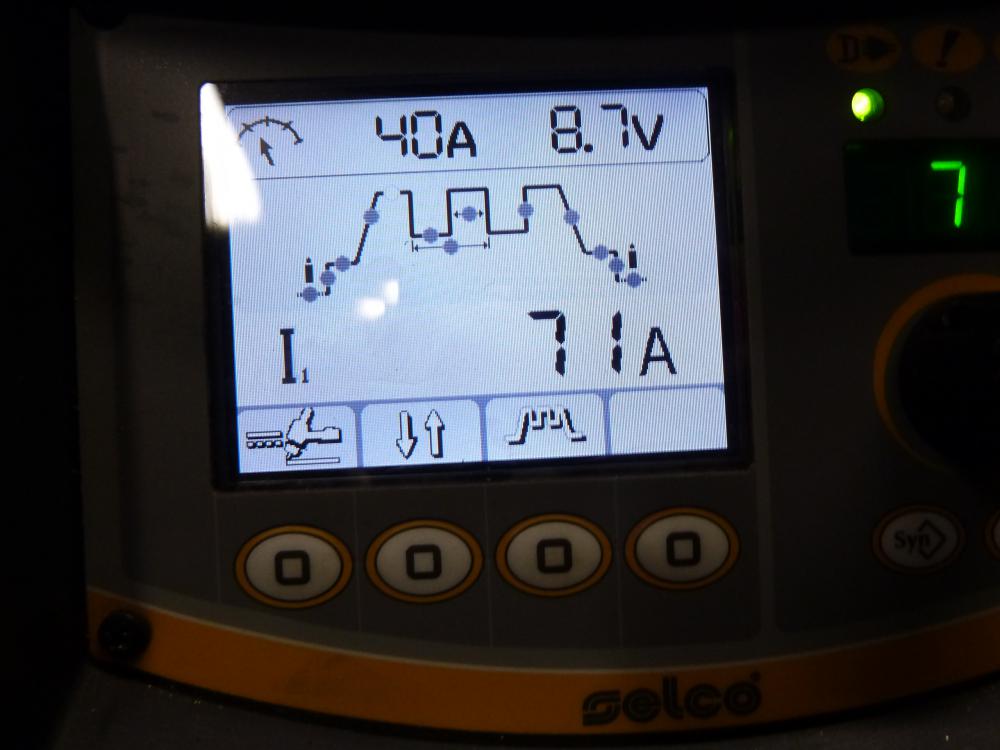
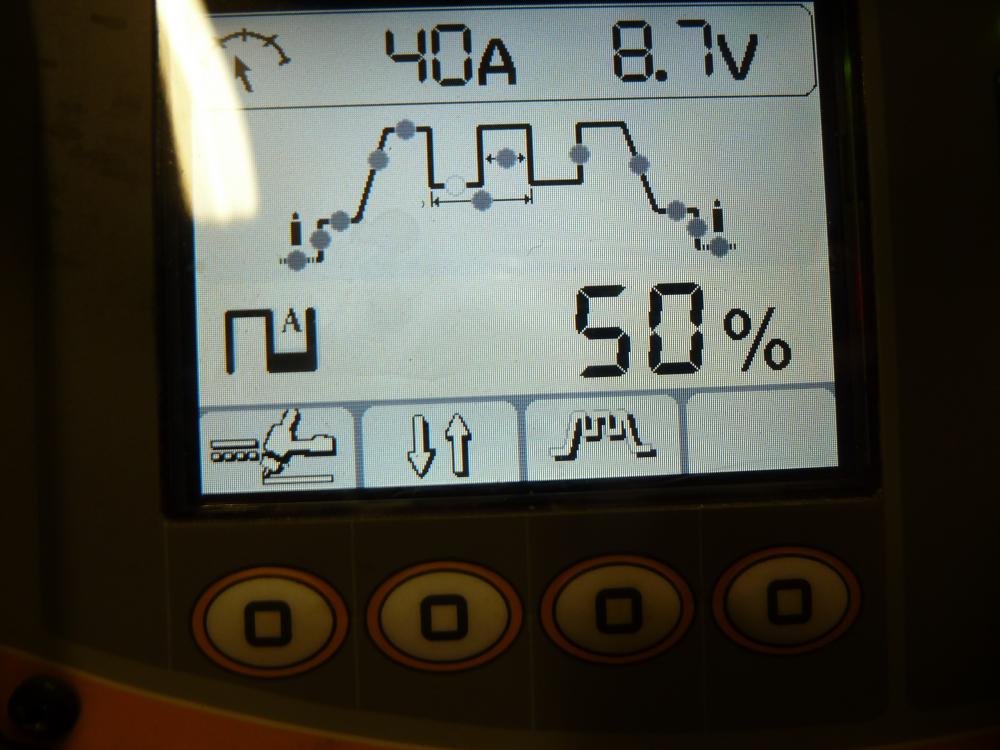
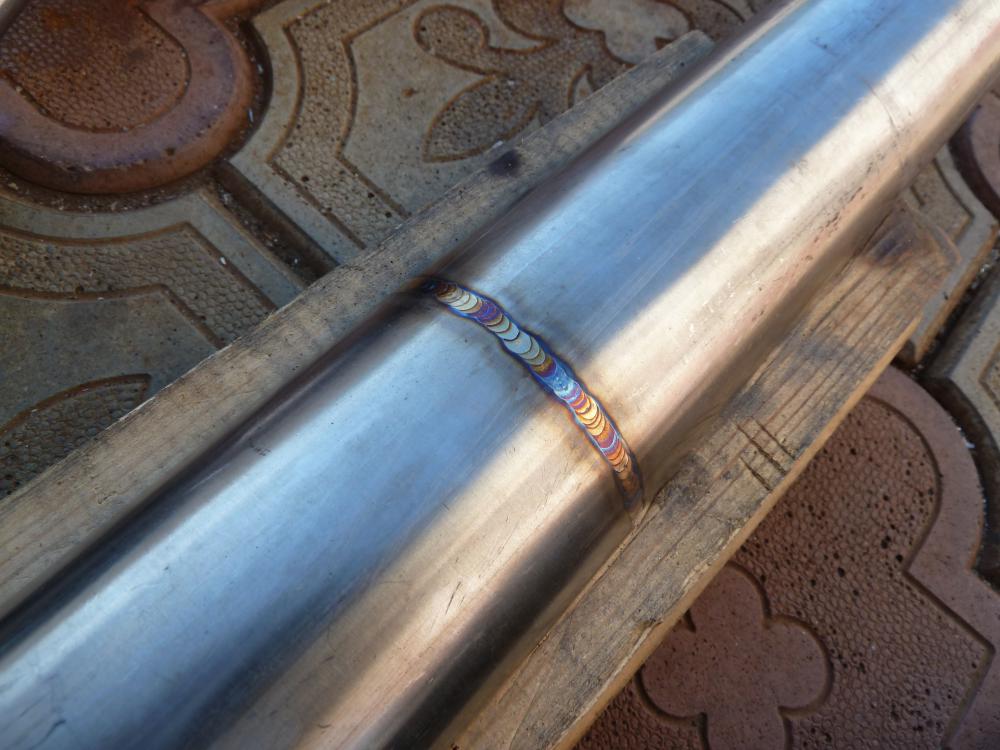
Кулиса MAN, на вилке истерло вкладыш. Вкладыш найти новый не смогли ремонтники, да и вилку потерло изрядно и вкладыш не поставить . Притащили ко мне варить и вот что получилось, проволока CuSi3 0,8 и в косичку . Вспомнил Лехину напылялку " Буратино" , с ней наверное намного проще было бы сделать . Настройки аппарата Сварка и установка вилки на свое законное место.













-
Да она и есть родная, я сразу и не признал на фото ее. Выходит по функциям аппарат очень даже крут, главное чтобы работал нормально уж больно на него смотреть какой грязный он. Хотя есть у друга аппаратик Б.У. от Merkle , так он вообще весь напрочь был забит абразивной пылью с металл. включениями от болгарки. Так вот был продут, отмыт, обслужен и верой и правдой служит хозяину. Про сварку двух разнотолщинных деталей , да нет нечего сверх естественного , тем паче детали маленькие и не требуют много ампер.
-
Потрепан аппаратик жизнью ,даже на фотке видно . Migatronic хорошая фирма и в свое время посматривал в их сторону, но отпугнула цена она выше была даже чем Selco аппараты. Да и горелки у них весьма не дешевы. По поводу выпуска Китаем аппаратов с логотипом Migatronic не слышал но может так оно и есть. Функционал у аппарата хорош если ещё вот с такой панелью взять , но денег эта панель потребует больше . Видео http://www.youtube.com/watch?v=Vs2Yx0i3AYo http://www.migatronic.ru/

-
@Us1981, Смотрите контакты на горелке и центральном разъеме, бывает разбивает их и не контачат они. Подожмите или еще что сделайте. Вот на фирменных горелках контакты подпружинены и имеют утолщение и как правило не бывает что не контачат.


-
@konstantinXX, Многое зависит наверное и от физиологических возможностей каждого человека. Вот пример, некоторых бесит звук АС тока на 150-200гц и не выносят они этот звук, у меня наоборот как музыка хорошая звучит.
-
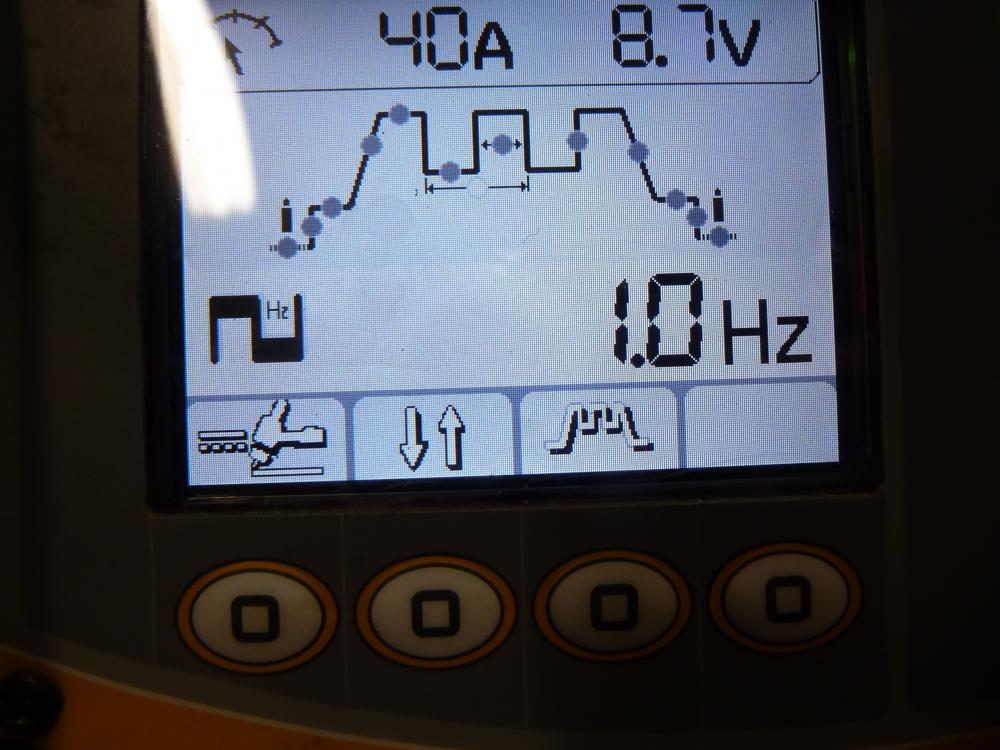
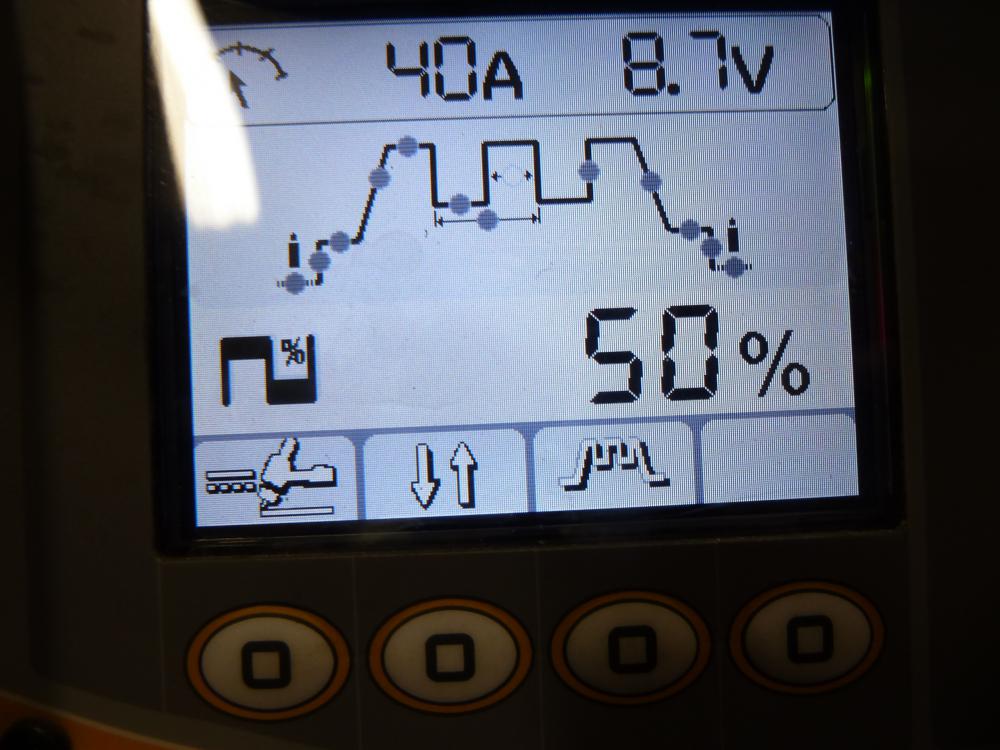
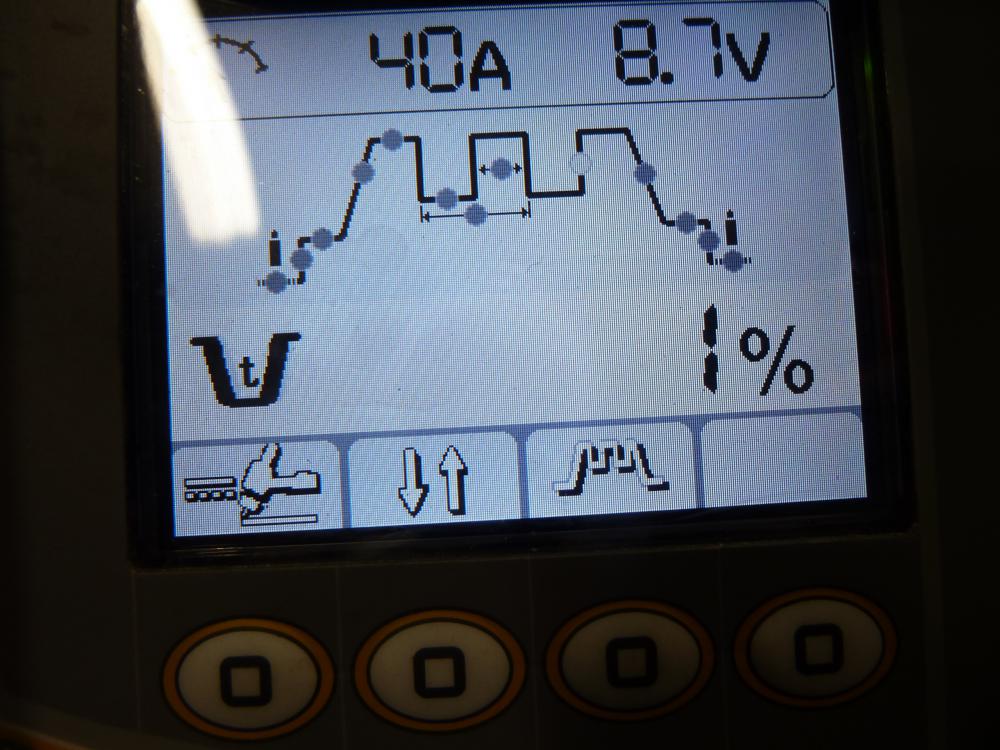
В стык лучше на подкладке и можно тогда и на 30-35амперах сварить, но на очень короткой дуге если дуга длинная то можно прожечь и на подкладке. Можно и без подкладки, но уже на меньшем токе или можно на большем токе но горелку шустрее вести и опять очень короткая дуга, в общем нужна твердая и натренированная рука. Вот в колодец варил в стык 1мм на подкладке в импульсе рабочий 45ампер, базовый 5ампер частота 1гц. присадка 08мм





- 54 ответа
-
- 13
-

-
И снова сварка АЛ сплава на DC (постоянном)токе прямой полярности . Но американцы что то прибедняются , есть же аппараты с MIX (смешанным) током и я так думаю смешанным током и с использованием He (гелия) можно лучший результат получить. http://www.youtube.com/watch?v=PHRBIaiIgxM
-
Покажите что за аппарат приглядели . Продавцы верно говорят АС ток или по нашему переменка- нужон для сварки Ал сплавов, DC ток или по нашему постоянка нужон для сварки сталей , титана и т.д. Ал сплав вы на нем не сварите. Поэтому и нужен универсальный аппарат AC/DC.
-
Это смешанный ток АС-DC применяется в основном для приварки тонкого Ал сплава к толстому и в разы облегчает жизнь сварщика. Нет здесь далеко до истины , вы спутали импульсный режим . http://www.youtube.com/watch?v=VOycROw06qc
-
Согласен , греть не везде надо а только там где аппарат не тянет и не хватает мощи у него. Но как подогрев обойти если аппарат на всю мощь но не плавит, поделитесь опытом.
-
Про книги, в инете наверное все есть. У меня свои и еще советские, да и не найдете вы в них нюансов всех по сварке Ал. На форуме можно больше почерпнуть , читать и еще раз изучать и читать, я тоже читаю и учусь хотя многое умею. По функциям аппарата тоже форум в помощь и потом самое главное практика без этого не поймете и не изучите все функции. А функции в аппарате лишних не бывает, они все призваны и созданы для облегчения жизни сварщика . Основные функции в современных аппаратах на переменном токе , плавная настройка тока , подъем спад тока, пред, пост газ, частота тока, временной баланс тока и почти уже во всех импульсный ток . Доп функции, форма тока , токовый баланс , смешанный ток. Все это надо пробовать на "зуб", словами сложно, долго и не доходчиво. Aluminium_TIG_AC_DC.pdf
-
У меня частный дом и гараж при нем. У Вас два пути, первый работать по ночам и когда народу нет в гаражах, второй с председателем гаражей договариваться или с энергетиками чтобы мощь поднять в своем гараже.
-
Может и 200ампер хватит , но не забывайте что 200-220амперный аппарат будет на пределе работать да и сама сварка будет больше времени занимать и аппарат может и отключится по перегреву. И еще многие Китай аппараты не добирают заявленные амперы в тех характеристиках. У меня от Selco аппарат и он выдает именно столько сколько заявлено производителем , но и этого бывает не хватает. Так что на Ал сплавах запас не мешает и должен быть на аппарате. Вот и я задумался о покупке 500го аппаратика , так как мощный ТИР 315 со 100%пв продал , просто для него у меня мощи электроснабжения стало не хватать , поставили ограничители в 15квт а он все 22-25квт брал.
-
Американские коллеги много чего "показывают" Ну а если серьезно, если плита 100мм х 100мм х 15мм то хватит и 140ампер , а вот если она 1000мм х 1000мм х 15мм то здесь уже совсем другие пироги.