selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
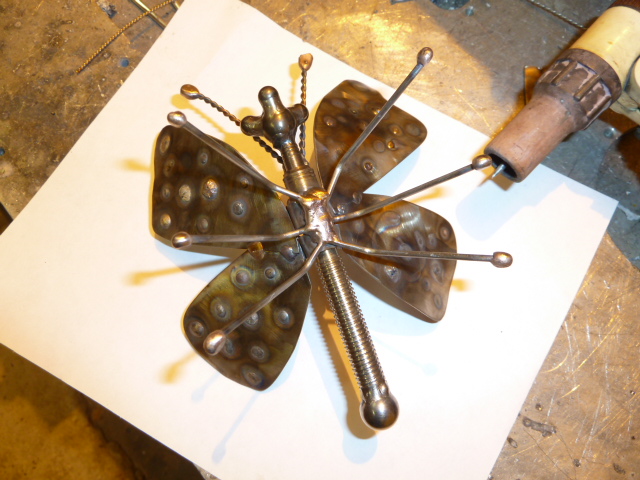
Внуку в школе на выходные задание сделать из гофрокартона бабочку. За гофрокартоном нужно ехать в город, и почесав затылок решили , а не замахнуться ли нам на "железную" бабочку, а то картонную не донесет до школы. Пошли в гараж разрезали пару старых подшипников и нашли винт из нерж и лоскутики нерж 08мм для крыльев и после пары часов совместной с внуком работы сделали бабочку, немного неказистая вышла но не художники и первый блин комом. Училка злая, может и обоим 2 поставить . С нее родимой скопировали

-
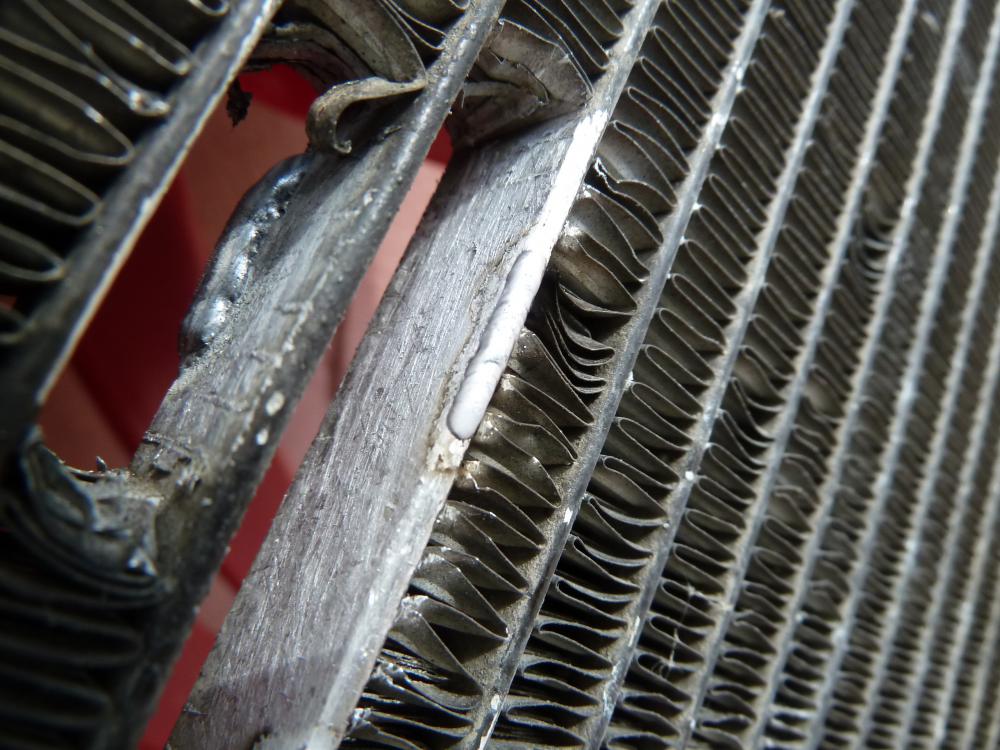
Вадим все правильно показал , тонкая нерж капризна . Что касается "стрелялки" то есть по забугорному "Spot" на тонкой нерж (ниже 1мм и в стык, угол наружний можно) то она тоже не ускорит процесс прихваток а то и браку наделает. В ручную при определенных настройках будет быстрее и качество выше. Spot Ручной P.S. Ручной режим (на фото) на повышенном токе был с подъемом и спадом. Можно сделать на пониженном токе и поднять качество прихватки , будет выше даже чем в режиме "стрелялки".
-
Вадим две верхних фотки, трудился ПА и не плохо настроенный.
-
Да скорость не хилая, но он в основном телом сваривает, присадку (присадка не из тонких) только в начале или по потребности кладет.
-
Вадим, не знаю не пробовал, нужно попробовать. Но теоретически можно присадку прогреть и потом отводя ее от дуги начать сварку и присадка будет сама вливаться в шов. Вот примерно такой шов должен получится, без чешуек. P.S.На выставке как то видел сварной с авиакорпорации положил присадок на стыки пластин 3мм и просто прошелся дугой по лежачей присадке.
-
Да нет я не имел виду толстую присадку, а вот что не плавилось на 10А и такое тоже бывает, значит сота толстая или материал более тугоплавкий. Хотел просто сказать что оптимальный ток начинается с 10А и выше, 5А делать нечего и будешь плавить долго долго.
-
Вадим, присадка проволока от ПА . Бывает и мы крутим косички под боком Москвы. Почему косичка на Ал не очень хорошо, да просто она не успевает очистится полностью дугой от оксида .
-
Эта "толстая" сота. Многое зависит от Ал сплава соты он похоже разный у разных производителей и чистота соты как с наружи так и внутри решающие значение имеет. У меня обычно присадок 1мм и не в косичке, косичка не совсем хорошо на АЛ. P.S. Совсем забыл про длину дуги, она должна быть минимальна , тогда и ток можно побольше поставить, если минимальную не сможете держать по разным причинам, то ток должен быть понижен.
-
Главное на сотах, добиться очень плавного поджига и перехода к основному току, кстати оптимальный 10-15А толщина сот разная бывает . Не знаю как на Сварог и Гроверс, на своем ставлю диаметр электрод. 0,1мм и стартовый ток 5А и плавное нарастание в течение 05-08сек до 15 бывает и выше.
-
 На то они и литейные , чтобы можно без сварки обойтись . Но кто сказал что они только в ремонтных целях свариваются, если есть нужда то сваривают например две отлитые детали объединяют в одну. Присадка должна правильно подобранна и как правило в ней больше легирующих элементов заложено на выгорание. 1994-201695.pdf http://aluminium-guide.ru/svarka-silumina-i-drugix-litejnyx-alyuminievyx-splavov/
На то они и литейные , чтобы можно без сварки обойтись . Но кто сказал что они только в ремонтных целях свариваются, если есть нужда то сваривают например две отлитые детали объединяют в одну. Присадка должна правильно подобранна и как правило в ней больше легирующих элементов заложено на выгорание. 1994-201695.pdf http://aluminium-guide.ru/svarka-silumina-i-drugix-litejnyx-alyuminievyx-splavov/
- 2 ответа
-
- 4
-

-
Здесь на "ВЕБСВАРКЕ" все и найдете почитать и посмотреть, больше не в одной книге нет такого. По оборудованию, тоже здесь информацию посмотреть можно. А покупать что, это вы уж сами определитесь когда информации насобираете.
-
Да бывает всяко приносят. Вот сейчас нужна смесь чтобы получить максимально узкий шов на Ал и без присадки, но деталек еще не подвезли, могут и не привезти. А я уже задался целью, да и похоже еще не все знал про свой аппаратик, теперь уже больше знаю и похоже положу я им такие швы, если привезут. http://websvarka.ru/talk/topic/6444-forsazh-500-acdc-puls/?p=161569
-
Рекомендовать не могу, т.к. все от вашего желания этим заниматься зависит. Как выше было написало что нам завешал Ленин, это наверное самое главное. Ленина почти не читал (в молодости кто хотел читать его), но учится РАДС было желание огромное (аппаратов в то время не продавали) и учителя достойные в цеху были, правда на не легальных основах и часто меня выгонял из цеха начальник со словами иди ты в свой гараж , но потом смерился. p.s. почитайте тему http://websvarka.ru/talk/topic/539-kto-est-kto/page-1
-
Если научится и будет относится к своей работе с "огоньком" тогда и перспектива в смысле заработка будет очень высока. Ему похоже больше платят чем роботу. http://www.youtube.com/watch?v=4A2tK1x1P28
-
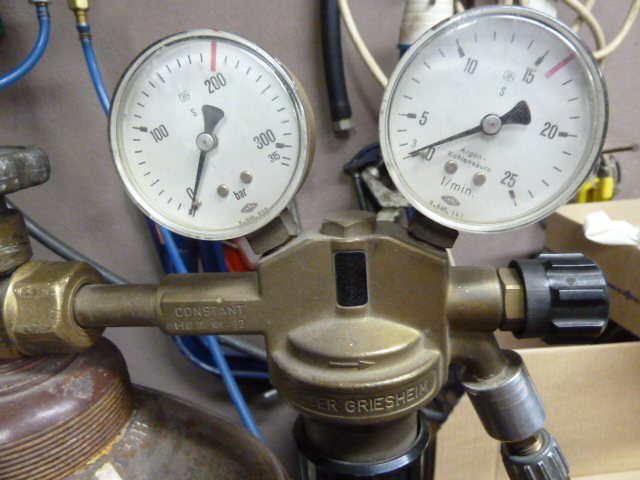
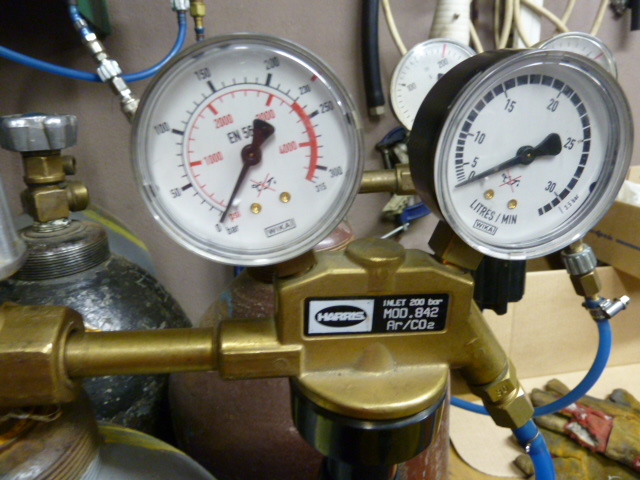
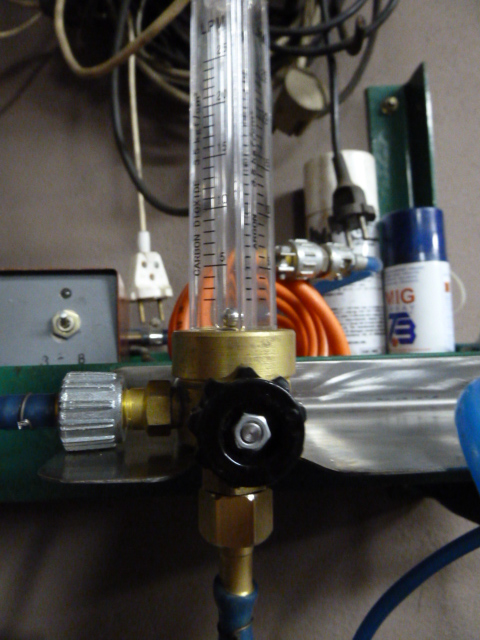
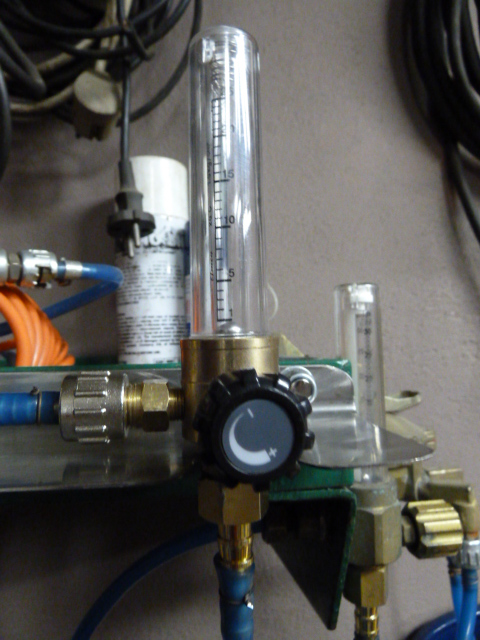
Не плохо для дебюта и главное быстро, с ТИГом намного дольше было бы. Леха твой приборчик просто класс и хорошую смесь приготовил для нерж. , по швам видно. Мне вот He c Ar смешать нужно и решил сегодня восстановить и немного усовершенствовать былое. Два редуктора импортных, три ротаметра (два российские, один китай) , так вот решил их проверить на совместимость. Проверял показания на одном газе Ar, так вот врут они все безбожно (редукторы и ротомеры) , за эталон взял вот этот он начала 90х годов и похоже самый правдивый Так что смешивать придется по интуиции и с пробными швами. Нужно купить высокоточные ротаметры длинные 300мм они точны да и продавцы шкалу могут откалибровать под конкретный газ.
-
Максим28 С Днем Рождения!!!
-
Бабье лето в МО заканчивается и завтра обещают уже дожди, но где это видано 27 сентября народ купался в речке.
-
Что же так обдирают сварщиков, или из далека газ везут. С такими ценами нужно за сварку 1см шва на АЛ не менее 250-300р брать. У нас примерно вот такие цены и остались как 2013г, но может на 80руб повысились в среднем.
-
В Москве и МО солнышко и очень даже жарко. Но если у вас был сегодня дождь, значит и к нам через денек придет.Человеку дождь не страшно и можно как подводник, а вот аппарат надо в непроницаемый для дождя "бокс" .
-
Пока на Форсаже не очень много возможностей "программирования" возможностей меню не хватает, но это пока и все "бренды" так же примерно начинали. Что касается Selco, то на нем меню богато и можно запрограммировать крутилками все что угодно от 0 до 99 единиц или %. Вот только частота имеет ограничения в DC токе от 0,1гц до 2500гц (этого вполне даже с запасом хватает), в АС токе от 20гц до 200гц (просил итальянцев до 400гц поднять, наотрез отказали 400гц, а вот 300гц сделают программу и пришлют дилеру в Москву) Ну и что бы не голословно (не хотел пока показывать, но....) программа крутилками от Selco , газ He , ток АС 20-50А, токовый баланс положительная волна 1%, временной баланс положительная волна 15% , то есть "почти" чистый DC ток, и вот что получается (но пока в стадии доработки, можно и нужно чуток Ar подмешать), "программа" нужна будет для спец. работы для клиента.
-
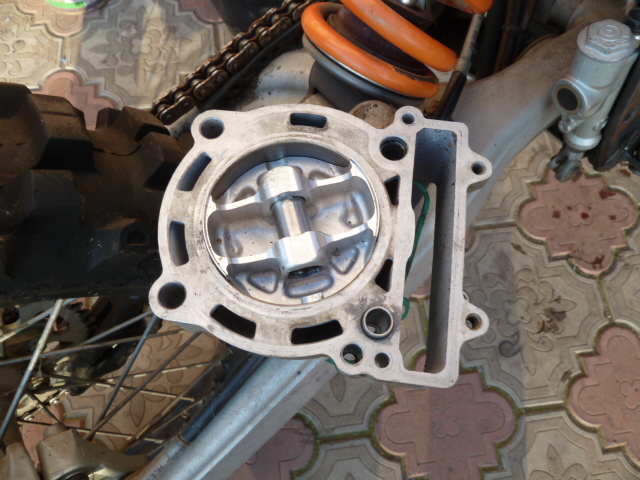
Собрал сегодня "монстрика" , осталось бак и седло но это делов всего на 5мин. Стоял год без поршня , привез племянник поршенек вместе с новым цилиндром (врозь не продаются) цена убийство 50000р , и моторесурс этого комплекта 40часов. Натер все дисульфит молибденом (MoS2) для продления моторесурса. http://www.intel-price.ru/index.php?id=92 Старый цилиндр без износа , а поршень (не выбрасывать) отправим в славный город Ковров и сделаем плазменное напыление MoS2, у них огромный опыт в этом.
- 370 ответов
-
- 11
-
-
@nik633, @konstantinXX, Не, друзья от аппарата многое зависит и честно Форсаж не огорчил. Конечно до восторга пока далеко, но если поправят поджиг и еще изменения некоторые внесут, то аппарат будет достойный.
-
Еще пару фоток крышки, предварительно обработанной "ручным фрезером" , пор нету это и заслуга Форсажа и говорит о качественной дуге на АС токе. Крышка отдана хозяину и пройдет обработку плоскости на станке. Форсаж сейчас на заводе и проходит модернизацию. В конце октября снова на тест приедет.
-
psi , кропаль С Днем Рождения!!! Удачи и здоровья.
-
Костя не будет "висеть" этот стол, да и плоскость потеряет при сварке. Он разве что тебе пойдет как сварочная плита.